Настоящее изобретение относится к картонам, используемым для упаковки товаров, а именно к высокопрочным картонам с двойным гофрированным слоем, включающим верхний и нижний облицовочные слои (облицовки) и многослойный гофрированный наполнитель, расположенный между облицовочными слоями, проявляющим высокую прочность на сжатие, имея при этом небольшую толщину, что позволяет уменьшить размеры упаковки, и эффективно поглощающим внешние ударные воздействия, предохраняя упакованные товары.
Как известно, различные хрупкие товары, требующие аккуратного обращения, например косметика в дорогостоящих флаконах, электроника и электротовары, такие как телевизоры, обычно пакуют в жесткие коробки с ударопоглощающими материалами. Упомянутые ударопоглощающие материалы используются для поглощения внешних ударных воздействий и тем самым защищают товары от повреждений.
Обычно в качестве ударопоглощающих материалов используют либо пенополистирол, которому придают форму в соответствии с контурами пакуемого товара, либо картонные конструкции, складываемые или особым образом вырезаемые и фиксирующие товар в упаковочной коробке. Если пакуемые товары тяжелы, например холодильники, то упаковочные материалы для них должны обладать отличным ударопоглощением и жесткостью, достаточной и для поглощения внешних ударных воздействий и для того, чтобы выдерживать вес товара. Для достижения упомянутой цели упаковочные коробки для таких тяжелых товаров преимущественно снабжаются деревянными поддонами.
Пенополистирол, используемый как ударопоглощающий материал, имеет преимущество в том, что ему легко придать необходимую форму, кроме того, он удобен в массовом производстве. Однако пенополистирол легко ломается и индуцирует статическое электричество. Поэтому пенополистирол не только загрязняет окружающую среду обломками, но и не используется для упаковки прецизионных товаров, чувствительных к статическому электричеству. Другими словами, использование пенополистирола в качестве ударопоглощающего материала ограничено тем, что он заметно укорачивает расчетный срок жизни упакованного товара.
Картонные конструкции, складываемые в определенные формы или частично вырезаемые и фиксирующие товар в упаковочной коробке, неудобны в массовом производстве. Более того, такие конструкции непрочны и образуют бумажную пыль в ходе упаковки товара. По этим причинам упомянутые конструкции могут оказывать отрицательное влияние на расчетный срок жизни упакованного товара.
С целью преодоления этих проблем недавно были предложены и использованы упаковочные ящики, формируемые из пульпы (бумажной массы) с применением соответствующих отливных форм. Однако при изготовлении таких ящиков необходимы индивидуальные формы, даже при мелкосерийном производстве. Поскольку такие формы должны изготавливаться высокоопытными рабочими по одной, производство упаковочных ящиков по такой технологии становится сложным и дорогим.
В последнее время человечество становится более сознательным в отношении охраны окружающей среды, и в силу этого используемые упаковочные материалы нуждаются в соответствующей обработке для предотвращения загрязнения среды. Однако было замечено, что обработка различных пластиковых упаковочных материалов, таких как пенополистирол, весьма затруднена, так как такие пластиковые упаковочные материалы не могут быть использованы как вторсырье. Упомянутые пластиковые упаковочные материалы будут вызывать загрязнение окружающей среды и оказывать отрицательное влияние на экосистему, если их просто выбрасывать. Поэтому экологические настроения в мире направлены на то, чтобы избегать применения таких пластиковых упаковочных материалов. В силу этого спрос на них уменьшается.
В качестве аналога может быть - использован патент DE N 3631907, МПК B 31 F 1/28, опубл. 02.04.87, где получают многослойный картон путем склеивания с помощью прижимных роликов.
Задачей настоящего изобретения является разработка высокопрочного гофрированного картона, в котором упомянутые выше проблемы могли бы быть преодолены и который имел бы усовершенствованную структуру, более подходящую не только для надежной защиты упакованного товара, но также увеличивающую прочность листов упаковочного материала.
В настоящем изобретении предложен картон с двойным гофрированным слоем, имеющий структуру, включающую многослойные гофрированные наполнители с гофрировкой различного шага и высоты, расположенные между верхним и нижним облицовочными слоями, и в силу этого способный проявлять высокую прочность на сжатие при небольшой толщине, что позволяет уменьшить размеры упаковки.
Еще одна задача настоящего изобретения предусматривает разработку дешевого и способного к регенерации гофрированного картона, который не продуцирует материалов, загрязняющих окружающую среду, но мог бы быть произведен из бумажного вторсырья, и производство которого могло бы быть автоматизировано.
Для осуществления поставленных задач настоящее изобретение предлагает картон с двойным гофрированным слоем, содержащий: облицовочный слой, обе поверхности которого гладкие; первый гофрированный наполнитель, имеющий непрерывную гофрировку предварительно установленных шага и высоты и примыкающий к одной из поверхностей облицовочного слоя, формируя таким образом односторонний гофрированный картон: и второй гофрированный наполнитель, имеющий непрерывную гофрировку предварительно установленных шага и высоты и примыкающий к поверхности первого гофрированного наполнителя одностороннего гофрированного картона, в результате чего двусторонний двухслойный гофрированный картон обладает лучшими ударопоглощающими свойствами, а также имеет большую прочность на сжатие при вертикальной нагрузке.
В одном из случаев применения настоящего изобретения первый и второй гофрированные наполнители имеют одинаковый шаг гофрировки, но разную высоту гофрировки, чтобы обеспечить непрерывное ударопоглощающее пространство между ними.
В другом случае применения настоящего изобретения первый и второй гофрированные наполнители имеют одинаковые шаг и высоту гофрировки, но различную кривизну (т. е. форму волны), чтобы обеспечить два ударопоглощающих пространства для каждой гофрировки. Кроме того, первый и второй гофрированные наполнители могут иметь различный шаг гофрировки, так что шаг гофрировки одного наполнителя в два раза больше шага гофрировки другого наполнителя. Первый и второй гофрированные наполнители могут также иметь одинаковые шаг и высоту гофрировки, так что обе гофрировки будут в совершенстве контактировать друг с другом, образуя двухслойную гофрированную структуру, имеющую большую прочность на сжатие и жесткость. Картон с двойным гофрированным слоем может, кроме того, содержать пару гофрированных наполнителей той же конструкции, что и первый, и второй гофрированные наполнители и наслоенных на другую поверхность облицовки. Картон с двойным гофрированным слоем может, кроме того, содержать, как минимум, один гофрированный наполнитель, наслоенный на второй гофрированный наполнитель.
Настоящее изобретение также предлагает способ производства картона с двойным гофрированным слоем, включающий следующие стадии:
подачу первой облицовки в станцию наслаивания одностороннего однослойного гофрированного картона;
склеивание первого гофрированного наполнителя с первой облицовкой, причем первый гофрированный наполнитель имеет предварительно установленные шаг и высоту гофрировки, прижимание первого гофрированного наполнителя и первой облицовки посредством прижимного ремня для формирования одностороннего однослойного картона;
подачу одностороннего однослойного картона в станцию наслаивания одностороннего двухслойного гофрированного картона;
наслаивание второго гофрированного наполнителя на односторонний однослойный гофрированный картон для формирования одностороннего двухслойного гофрированного картона, причем второй гофрированный наполнитель имеет выбранные шаг и высоту гофрировки, которые равны или отличны от шага и высоты гофрировки первого гофрированного наполнителя соответственно;
подачу одностороннего двухслойного гофрированного картона в направляющее устройство для управления скоростью подачи одностороннего двухслойного гофрированного картона;
предварительный нагрев одностороннего двухслойного гофрированного картона при его сохранении в равномерно натянутом состоянии;
подачу второй облицовки параллельно одностороннему двухслойному гофрированному картону, который проходит через направляющее устройство;
нанесение клея на односторонний двухслойный гофрированный картон и/или вторую облицовку;
подачу покрытого клеем одностороннего двухслойного гофрированного картона и второй облицовки вдоль направляющей плиты;
сжатие одностороннего двухслойного гофрированного картона и второй облицовки, когда односторонний двухслойный гофрированный картон и вторая облицовка подаются вдоль нагревающей плиты для их склеивания.
Стадия наслаивания второго гофрированного наполнителя на односторонний гофрированный картон, кроме того, включает следующие этапы: определение положения каждой волны гофрировки на одностороннем гофрированном картоне; сравнение определенного положения волны с положением каждой соответствующей волны гофрировки второго гофрированного наполнителя; и управление скоростью подачи одностороннего гофрированного картона на основе результатов этого сравнения.
Настоящее изобретение также предполагает устройство для производства картона с двойным гофрированным слоем, включающее: катушку подачи первого наполнителя и катушку подачи облицовки, непрерывно подающие соответственно первый наполнитель и облицовку; устройство формирования одностороннего однослойного гофрированного картона, приспособленное для приема первого наполнителя и облицовки соответственно, с катушек подачи наполнителя и облицовки, предназначенное для гофрирования первого наполнителя и для приклеивания первого гофрированного наполнителя к первой облицовке для формирования одностороннего гофрированного картона; катушку подачи второго наполнителя для его непрерывной подачи; устройство формирования одностороннего двухслойного гофрированного картона, приспособленное для приема одностороннего однослойного гофрированного картона с устройства, формирующего односторонний однослойный гофрированный картон, и второго наполнителя с катушки подачи наполнителя, предназначенное для гофрирования второго наполнителя и для склеивания гофрированного второго наполнителя с односторонним гофрированным картоном с формированием в результате одностороннего картона с двойным гофрированным слоем; направляющее устройство, расположенное по ходу технологического процесса за устройством, формирующим односторонний двухслойный гофрированный картон, для регулирования скорости подачи одностороннего двухслойного гофрированного картона; средство натяжения и устройство предварительного нагрева, расположенные по ходу технологического процесса за направляющим устройством и приспособленные для создания постоянного натяжения непрерывно подаваемого одностороннего двухслойного гофрированного картона; катушку подачи второй облицовки, расположенную над устройством предварительного нагрева для непрерывной подачи второй облицовки вдоль участка параллельного одностороннему картону с двойным гофрированным слоем, проходящему через направляющее устройство; устройство нанесения клея для непрерывного нанесения клея на вторую облицовку и второй гофрированный наполнитель, а также нагревательную плиту и прижимной ремень для прижимания покрытых клеем одностороннего двухслойного гофрированного картона и второй облицовки при заранее определенном давлении в ходе их нагревания для дальнейшего склеивания.
Каждое из первого и второго устройств для формирования одностороннего гофрированного картона содержит: пару вертикально расположенных гофрировочных роликов для пропускания соответствующего наполнителя между ними и гофрирования с желаемой волной наполнителя; ролик для нанесения клея, расположенный с одной стороны верхнего гофрировочного ролика для равномерного нанесения клея на одну поверхность гофрированного наполнителя; и приспособление для наслаивания, состоящее из прессовочного ремня и пары роликов, приводящих его в движение, расположенное выше верхнего гофрировочного ролика для приведения в контакт облицовки, в случае первого устройства или одностороннего однослойного гофрированного картона в случае второго устройства с гофрированным наполнителем, проходящим через верхний гофрировочный ролик.
Упомянутые выше и другие цели, характеристики и прочие достоинства настоящего изобретения станут более понятными из нижеследующего подробного описания в сочетании с сопровождающими чертежами, где:
Фиг. 1 является схематичным изображением устройства для производства картона с двойным гофрированным слоем в соответствии с настоящим изобретением;
Фиг. 2 является схематичным изображением устройства для формирования одностороннего однослойного гофрированного картона, входящего в состав устройства настоящего изобретения;
Фиг. 3 является схематичным изображением устройства для формирования одностороннего гофрированного двухслойного картона, входящего в состав устройства настоящего изобретения; и
Фиг. 4A-4E демонстрируют поперечные срезы картонов, производимых в соответствии со способом производства картона настоящего изобретения, где:
Фиг. 4A демонстрирует структуру одностороннего гофрированного картона, включающего только один гофрированный наполнитель,
Фиг. 4B демонстрирует структуру картона с двойным гофрированным слоем, включающего пару гофрированных наполнителей с одинаковым шагом гофрировки, но различной высотой гофрировки,
Фиг. 4C демонстрирует структуру картона с двойным гофрированным слоем, включающего пару гофрированных наполнителей с одинаковыми шагом и высотой гофрировки, но различной кривизной (формой) волны гофрировки,
Фиг. 4D демонстрирует структуру картона с двойным гофрированным слоем, включающего пару гофрированных наполнителей с различным шагом гофрировки, и
Фиг. 4E демонстрирует структуру картона с двойным гофрированным слоем, включающего пару гофрированных наполнителей с одинаковым шагом и высотой гофрировки и полностью контактирующих друг с другом.
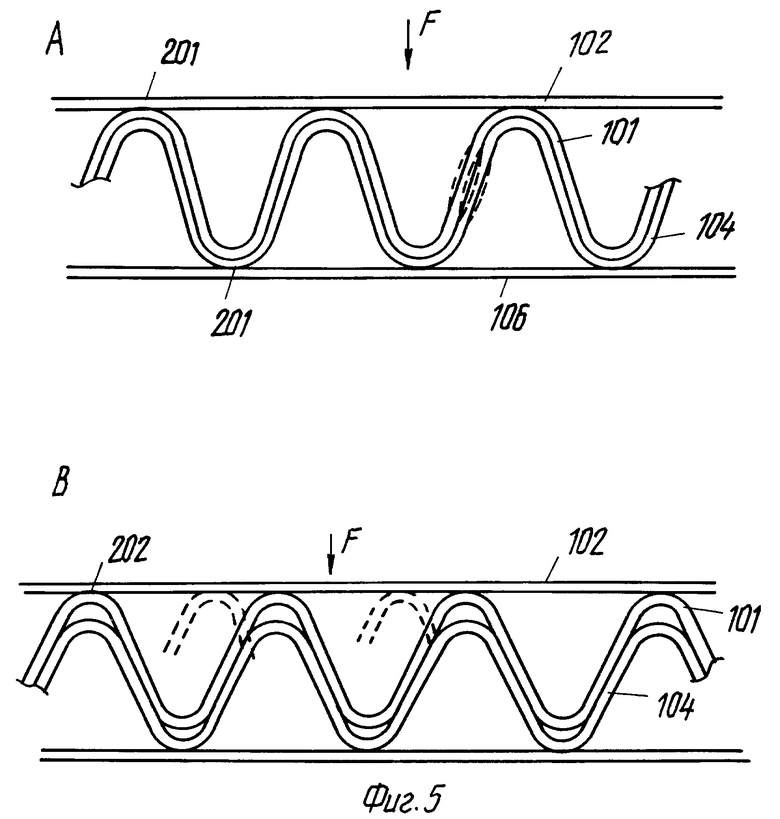
Фиг. 5A и 5B демонстрируют увеличенные разрезы картона с двойным гофрированным слоем настоящего изобретения, где:
Фиг. 5A представляет собой разрез, демонстрирующий местонахождение склеенных участков, сформированных между двумя гофрированными наполнителями и облицовками картона в соответствии с одним из применений настоящего изобретения; и
Фиг. 5B представляет собой разрез высокоупругого гофрированного картона, в котором склеенные участки сформированы избирательно в некоторых местах контактов гофрированных наполнителей и облицовок картонов в соответствии с другим применением настоящего изобретения.
Фиг. 1-3 демонстрируют устройство для производства картона с двойным гофрированным слоем в соответствии с настоящим изобретением.
Как показано на фиг. 1, устройство для производства картона с двумя гофрированными слоями включает первое устройство (станцию) 10 для формирования одностороннего однослойного гофрированного картона, которое получает наполнитель 101 и облицовку 102 с катушки подачи наполнителя 11 и катушки подачи облицовки 12 соответственно, и формирует односторонний однослойный гофрированный картон 103. Хотя конструкция первой станции 10 подробно не показана на фиг. 1, она может быть понята на основе фиг. 2, на которой демонстрируется вторая станция 40, формирующая односторонний гофрированный картон, имеющая такую же конструкцию, как и первая станция 10. Первая станция 10 включает пару гофрировочных роликов 13 и 14 для пропускания наполнителя 101 между ними с образованием гофрировки с желаемой формой волны на наполнителе 101, ролик 15 для нанесения клея, расположенный с одной стороны верхнего гофрировочного ролика 13 для равномерного нанесения клея на одну поверхность наполнителя 101, и устройство для наслаивания, состоящее из прижимного ремня 19 и пары роликов 20, приводящих ремень в движение, расположенное над верхним гофрировочным роликом 13 для прижимания облицовки 102, подаваемой с ролика 12 подачи облицовки, к гофрированному наполнителю 101, прошедшему через гофрировочный ролик 13. Между катушкой 12 подачи облицовки и гофрировочным роликом 13 расположен регулируемый ускорительный ролик 21, регулирующий скорость подачи облицовки 102 к гофрировочному ролику 13. Между катушкой 11 подачи наполнителя и гофрировочными роликами 13 и 14 расположен ролик 22 регулировки натяжения, предназначенный для установки желаемого натяжения наполнителя 101, подаваемого к гофрировочному ролику.
Гофрировочные ролики 13 и 14 установлены вертикально и сцеплены друг с другом таким образом, чтобы на наполнителе 101 непрерывно формировалась регулярная волна. Верхний гофрировочный ролик 13 снабжен большим числом всасывающих отверстий (на чертеже не показаны), расположенных на его внешней гофрированной поверхности вдоль каждой канавки на ролике 13. Когда наполнитель 101 для последующего склеивания с облицовкой проходит между гофрировочными роликами 13 и 14, он удерживается в тесном контакте с гофрированной поверхностью гофрировочного ролика 13 посредством сильного всасывания, производимого через всасывающие отверстия, так что при этом сохраняется желаемая форма волн гофрировки. Другими словами, всасывающие отверстия служат для сохранения формы гофрировки наполнителя 101, который гофрируется с формированием желаемой формы волны при прохождении между гофрировочными роликами 13 и 14, без каких-либо повреждений до тех пор, пока гофрированный наполнитель не склеится с облицовкой 102. Наполнитель 101 непрерывно подвергается всасыванию, пока наполнитель 101 не достигнет положения, где он вступает в контакт с облицовкой 102.
Предпочтительно, чтобы гофрировочные ролики 13 и 14, которые гофрируют наполнитель 101, подаваемый с катушки 11 подачи наполнителя, с образованием гофрировки с желаемым шагом и высотой, были бы легко заменяемыми, например, картриджного типа. В этом случае возможно непрерывно вырабатывать гофрированный картон, имеющий различные волны гофрировки с различной высотой и шагом, как показано на фиг.4A-4E, просто меняя гофрировочные ролики 13 и 14 на новые, без серьезного переоборудования станций.
Как показано на фиг. 2, ролик 15 для нанесения клея, который наносит клей на одну из поверхностей гофрированного наполнителя 101 с одной стороны верхнего гофрировочного ролика 13, предпочтительно должен быть в контакте с роликом, 17 передающим клей, который погружен в резервуар 16 с клеем. При вращении ролика 15 для нанесения клея клей с передающего клей ролика 17 передается на ролик 15 для нанесения клея. При такой конструкции клей может быть быстро перенесен на гофрированный наполнитель 101.
Может быть использовано и другое приспособление для нанесения клея. Например, конструкция, состоящая из пластины, на которой в линию одна за другой установлены форсунки. В этом случае открывать форсунки можно избирательно, в зависимости от формы гофрированного наполнителя, и, таким образом, произвольно регулировать место и площадь нанесения клея на гофрированный наполнитель. Дополнительно к передающему клей ролику 17 может быть применен отдельный погружной ролик, собственно погруженный в резервуар 16 с клеем. В этом случае передающий клей ролик 17 расположен между погружным роликом и роликом для нанесения клея 15 так, что он может передавать клей от погружного ролика 18 на ролик для нанесения клея 15. В этом случае становится возможным наносить клей на гофрированный наполнитель 101 более равномерно.
Как показано на фиг. 1, перед первой станцией 10, формирующей односторонний однослойный гофрированный картон, расположено устройство для предварительного нагрева 23. Устройство для предварительного нагрева 23 служит для предварительного нагрева облицовки 102 до температуры, необходимой для склеивания, перед тем, как облицовка 102 поступит на станцию 10. После первой станции 10, формирующей односторонний однослойный гофрированный картон, расположена вторая станция 40, формирующая односторонний двухслойный гофрированный картон, имеющая ту же конструкцию, что и первая станция 10.
На вторую станцию 40, формирующую односторонний двухслойный гофрированный картон, вместо облицовки поступает односторонний однослойный гофрированный картон 103, выходящий из первой станции 10. На второй станции 40 происходит склеивание еще одного гофрированного наполнителя 104, подаваемого с катушки подачи наполнителя 41, с односторонним однослойным гофрированным картоном 103. При этом вторая станция 40, формирующая односторонний двухслойный гофрированный картон, имеет ту же конструкцию, что и первая станция 10, за исключением того, что на вторую станцию вместо облицовки подается односторонний гофрированный картон 103. Другими словами, для второй станции 40 не требуется отдельная катушка подачи облицовки.
Подобно облицовке 102, подаваемой на первую станцию 10, формирующую односторонний однослойный гофрированный картон, на вторую станцию 40 подается односторонний однослойный гофрированный картон 103, проходящий сначала через устройство 44 предварительного нагрева, для того, чтобы быть предварительно нагретым до температуры, необходимой для склеивания.
Перед регулируемым ускорительным роликом 21 второй станции 40, формирующей односторонний двухслойный гофрированный картон, расположен всасывающий тормоз 42 для управления скоростью подачи одностороннего однослойного гофрированного картона 103 к верхнему гофрировочному ролику 13 второй станции 40.
Всасывающий тормоз 42 управляется датчиком 43 положения гофрировки, находящимся между регулируемым ускорительным роликом 21 и прижимным ремнем 19 второй станции 40, формирующей односторонний двухслойный гофрированный картон.
Другими словами, датчик 43 положения гофрировки определяет положение гофрировки одностороннего однословного гофрированного картона 103 между регулируемым ускорительным роликом 21 и прижимным ремнем 19 так, чтобы положение гофрировки одностороннего однослойного гофрированного картона 103 могло совпасть с положением гофрировки гофрированного наполнителя 104 на верхнем гофрировочном ролике 13 второй станции 40.
Направляющее устройство 25 расположено по ходу технологического процесса на выходе со второй станции 40, формирующей односторонний двухслойный гофрированный картон, с целью контроля скорости подачи одностороннего двухслойного гофрированного картона 105 с двумя склеенными гофрированными наполнителями 101 и 104, как показано на фиг. 1 и 3.
Продвигаемый направляющим устройством 25 односторонний картон с двумя гофрированными слоями 105 может быть свободно подан вдоль моста 24 при условии равномерного натяжения. Вслед за направляющим устройством 25 установлены натягивающий ролик 26 и устройство 27 для предварительного нагрева.
Натягивающий ролик 26 и одно устройство 27 для предварительного нагрева служат для создания существенного натяжения одностороннего картона с двумя гофрированными слоями 105, тогда как другое устройство 27 для предварительного нагрева служит для создания существенного натяжения облицовки 106, склеиваемой впоследствии с односторонним двухслойным гофрированным картоном 105. Устройство для нанесения клея 29 расположено вслед за устройством 27 для предварительного нагрева, для нанесения клея на внешний гофрированный наполнитель одностороннего картона с двумя гофрированными слоями 105 и облицовки 106 соответственно. Нагревательная плита 30 и пара прижимных ремней 31 также расположены после устройства для предварительного нагрева 27. Односторонний картон с двумя гофрированными слоями 105 и облицовка 106, с нанесенным на них клеем, подаются в щель между прижимными ремнями 31 и прижимаются друг к другу равномерным усилием, создаваемым прижимными ремнями 31, подвергаясь при этом нагреву с помощью нагревательной плиты 30. Таким способом может быть произведен высококачественный картон с двумя гофрированными слоями.
Далее будет описана работа устройства вышеупомянутой конструкции в соответствии с настоящим изобретением.
Как только на первую станцию 10, формирующую односторонний однослойный гофрированный картон, поступают первый наполнитель 101 и первая облицовка 102 соответственно, с катушки подачи наполнителя 11 и катушки подачи облицовки 12 происходит гофрирование наполнителя 101 с образованием гофрировки желаемых шага и высоты и затем склеивание гофрированного наполнителя 101 и гладкой облицовки 102 путем прижимания их посредством прижимного ремня 19 с формированием таким образом одностороннего однослойного гофрированного картона 103.
Поскольку прижимной ремень сконструирован таким образом, что охватывает пару ведущих роликов 20 и прижимается своей нижней стороной к верхней стороне верхнего гофрировочного ролика 13, это позволяет эффективно предотвращать любые повреждения поверхности производимого одностороннего однослойного гофрированного картона.
Односторонний однослойный гофрированный картон 103, выходящий с первой станции 10, формирующей односторонний однослойный гофрированный картон, подается на вторую станцию 40, формирующую односторонний двухслойный гофрированный картон, на которой, в свою очередь, к одностороннему однослойному гофрированному картону 103 приклеивается предварительно гофрируемый второй наполнитель 104, с формированием таким образом одностороннего двухслойного гофрированного картона 105, состоящего из наслоенных друг на друга картона 103 и второго гофрированного наполнителя 104.
При формировании такого одностороннего двухслойного гофрированного картона 105 необходим точный контроль скорости вращения гофрировочных роликов и регулируемого ускорительного ролика, что позволяет более точно регулировать шаг гофрировки. Это может быть достигнуто с помощью коррекции разности скоростей между сервомотором (не показан) переменного напряжения, приводящим в движение регулируемый ускорительный ролик, и сервомотором переменного напряжения (не показан), приводящим в движение гофрировочный ролик. Такая коррекция разности скорости может быть достигнута путем подсчета шагов сервомоторов датчиками обработки данных, полученных от датчиков при каждом подсчете, вычислении данных по скорости из разницы фаз, основанной на результатах обработки, и последующей передачи данных по скорости на сервоусилитель для управления одним или двумя сервомоторами. Кроме того, относительные скорости подачи одностороннего однослойного гофрированного картона и второго наполнителя можно регулировать непрерывной проверкой поперечного сечения одностороннего гофрированного картона с интервалом от 1/1000 до 1/10000 секунды с помощью сверхвысокоскоростной видеокамеры, передавая текущую ошибку шага гофрировки в форме видеоданных на центральный процессор и рассчитывая данные по скорости из разницы фаз, основанной на текущей ошибке шага гофрировки, и затем передавая их на сервоусилитель для управления сервомоторов переменного тока регулируемого ускорительного ролика и гофрировочных роликов.
Односторонний двухслойный гофрированный картон 105 со второй станции 40, формирующей односторонний двухслойный гофрированный картон, направляется на направляющее устройство 25, которое управляет скоростью подачи картона 105. По прохождении направляющего устройства 25 односторонний двухслойный гофрированный картон 105 проходит через натяжной ролик 26 и устройство для предварительного нагрева 27, смонтированные вместе. В результате картон 105 сохраняется в натянутом состоянии, пока его поверхность предварительно нагревается до желаемой температуры.
Пока односторонний картон с двумя гофрированными слоями 105 подается через направляющее устройство 25, вторая облицовка 106 подается параллельно картону 105 ниже пути его подачи. И картон 105 и вторая облицовка 106 затем подаются в щель между прижимными ремнями 31. Перед тем как картон 105 и вторая облицовка 106 достигают прижимных ремней 31, они покрываются клеем. Когда картон 105 и вторая облицовка 106 проходят через щель между прижимными ремнями 31, они прижимаются друг к другу прижимными ремнями 31, прогреваясь при этом с помощью нагревательной плиты 30, размещенной ниже прижимных ремней 31. Таким образом, картон 105 и вторая облицовка 106 прочно склеиваются друг с другом. В результате вырабатывается картон с двумя гофрированными слоями.
Для правильного наслаивания второго гофрированного наполнителя 104 на склеенный с односторонним гофрированным картоном 103 гофрированный наполнитель 101 необходимо точное определение положения каждой волны гофрировки на картоне 103, сравнение определенного положения волны гофрировки с положением каждой соответствующей волны гофрировки на втором гофрированном наполнителе 104 и осуществление таким образом управления скоростью подачи одностороннего гофрированного картона 103.
Картон с двумя гофрированными слоями, произведенный с помощью вышеописанной технологии в соответствии с настоящим изобретением, может иметь различные формы и конструкции, как это показано на фиг. 4B-4E. Это может быть осуществлено с помощью соответствующего изменения характеристик гофрированных роликов 13 и 14, устанавливаемых на первой и второй станциях 10 и 40, формирующих односторонний гофрированный картон.
Из факторов, определяющих характеристики гофрировочных роликов 13 и 14, требуемых для производства картона с двумя гофрированными слоями желаемой формы и конструкции, наиболее важным является отношение между размерами шагов гофрировки нижнего и верхнего слоя. Такое отношение шагов гофрировки определяет свойства ударопоглощения и прочности конечного продукта, то есть двухслойного гофрированного картона.
Когда работает только первая станция 10, формирующая гофрированный картон, а вторая станция 40 при этом стоит, вырабатывается однослойный гофрированный картон традиционной формы, включающий односторонний гофрированный картон 103, состоящий из гофрированного наполнителя 101 и облицовки 102, и облицовку 106, наслоенную на картон 103, как показано на фиг. 4A. С другой стороны, когда работают обе станции 10 и 40, применением гофрировочных роликов 13 и 14 с различными характеристиками можно обеспечить производство различных по структуре картонов с двумя гофрированными слоями, как показано на фиг. 4B-4E.
При производстве картона с двумя гофрированными слоями (с верхним и нижним гофрированными слоями, имеющими одинаковый шаг, но различную высоту гофрировки, как показано на фиг. 4B, в первой и второй станциях 10 и 40 необходимо использовать два различных набора гофрировочных роликов 13 и 14, имеющих отношение шагов 1: 1, то есть одинаковые шаги, но различные высоты гофрировки.
В этом случае между двумя гофрированными слоями картона с двумя гофрированными слоями имеется свободное пространство, обусловленное разницей высот гофрировки, как показано на фиг. 4B. Когда такой картон подвергается внешним ударным воздействиям, сила удара первоначально поглощается этим пространством. Более сильные удары поглощаются далее нижним гофрированным наполнителем 104. Таким образом эффективно достигается поглощение удара.
При производстве картона с двумя гофрированными слоями (с верхним и нижним гофрированными слоями), имеющими одинаковый шаг и высоту гофрировки, как показано на фиг. 4C, в первой и второй станциях 10 и 40 используются два одинаковых набора гофрировочных роликов 13 и 14, имеющих одинаковый шаг и высоту гофрировки. В этом случае, однако, необходимо сформировать гофрированные слои, где кривизна выпуклого участка отличалась бы от кривизны вогнутого участка, так, чтобы у каждого выпуклого участка и у каждого вогнутого участка между двумя гофрированными слоями имелось бы свободное пространство. Здесь под "вогнутыми" подразумеваются участки гофрировки, склеенные своей пиковой частью с соответствующей облицовкой. В этом случае различная форма и высота гофрировки может приводить к различному влиянию на качество ударопоглощения.
Для производства картона с двумя гофрированными слоями, в котором шаг гофрировки верхнего гофрированного слоя в 2 раза больше, чем шаг гофрировки нижнего гофрированного слоя, как показано на фиг. 4D, в первой и второй станциях 10 и 40 необходимо использовать два различных набора гофрировочных роликов 13 и 14, имеющих отношение шагов гофрировки 2:1.
В этом случае каждый вогнутый участок нижнего гофрированного наполнителя 104, имеющего больший шаг гофрировки, перекрывается двумя последовательными выпуклыми участками верхнего гофрированного наполнителя 101, имеющего меньший шаг гофрировки. Когда такой двухслойный гофрированный картон подвергается внешней нагрузке, каждый вогнутый участок нижнего гофрированного слоя двигается по направлению к вогнутому участку, расположенному между соответствующими выпуклыми участками верхнего гофрировочного слоя. Одновременно, выпуклые участки верхнего гофрированного слоя двигаются в соответствующий вогнутый участок нижнего гофрированного слоя. Если нагрузка снимается, не превышая пределов упругости верхнего и нижнего гофрированных наполнителей 101 и 104, то напряжение структуры полностью прекращается и гофрированные наполнители 101 и 104 возвращаются в свое первоначальное состояние. В этом случае, соответственно, картон с двумя гофрированными слоями может обладать высоким ударопоглощением.
С другой стороны, в случае картона с двумя гофрированными слоями, в котором его верхний и нижний гофрированные наполнители 101 и 104 полностью контактируют друг с другом, как показано на фиг. 4E, достигается лучшая устойчивость к усилию на сжатие для осевых нагрузок, увеличивается жесткость (уменьшается сгибаемость) и способность к ударопоглощению.
Кроме того, предпочтительно формировать картон с двумя гофрированными слоями, в котором верхний и нижний гофрированные наполнители 101 и 104 полностью накладываются друг на друга и приклеены к облицовкам 102 и 106 своими выпуклыми и вогнутыми участками, но не приклеены друг к другу, за исключением участков, соответствующих их выпуклым и вогнутым участкам.
Другими словами, когда два гофрированных наполнителя 101 и 104 полностью склеены вместе по всей поверхности, прочность такого гофрированного картона очень велика. Однако такой гофрированный картон не может эффективно поглощать внешние ударные воздействия и, к сожалению, переносит удар на упакованный материал, иногда вызывая таким образом повреждения упакованного материала. В этом отношении, применение такого картона ограничено упаковкой материалов, имеющих высокую устойчивость к ударным воздействиям. По этой причине необходим гофрированный картон, который обладал бы желаемым сопротивлением к усилию на сжатие и быстрым поглощением внешних ударных воздействий, предохраняя таким образом пакуемые материалы от повреждений. Для достижения указанной цели два гофрированных наполнителя 101 и 104 наслаивают друг на друга так, как показано на фиг. 5А, увеличивая тем самым сопротивление к вертикальным нагрузкам. Два гофрированных наполнителя 101 и 104 приклеивают к облицовкам 102 и 106 по выпуклым и вогнутым участкам, но не приклеивают друг к другу, за исключением участков, соответствующих выпуклым и вогнутым участкам, что позволяет наполнителям 101 и 104 деформироваться при нанесении внешних ударных воздействий независимо друг от друга, как показано на фиг. 5A пунктирными линиями.
Фиг. 5B демонстрирует гофрированный картон в соответствии с другим применением настоящего изобретения. Такой гофрированный картон эффективно используют для упаковки материалов, очень чувствительных к ударам. Гофрированный картон, показанный на фиг. 5B, изготавливают приклеиванием некоторых выпуклых и вогнутых участков гофрированных наполнителей 101 и 104 к облицовкам 102 и 106, таким образом формируя прерывистые и повторяющиеся участки склеивания 202 в местах соприкосновения наполнителей и облицовок в картонах, изготавливаемых по фиг. 4B-4E.
В этом случае предпочтительно формировать участки склеивания 202 таким образом, чтобы между ними находились, как минимум, два неприклеенных и способных к движению выпуклых или вогнутых участков наполнителя.
В упомянутом гофрированном картоне неприклеенные выпуклые и вогнутые участки наполнителей 101 и 104 могут свободно двигаться относительно облицовок 102 и 106 между участками склеивания 202, как показано пунктирными линиями на фиг. 5B. Так как неприклеенные выпуклые и вогнутые участки наполнителей 101 и 104 могут двигаться, как описано выше, представляется возможным различным образом менять распределение этих участков на единицу площади, тем самым свободно выбирая конструкцию гофрированного картона в соответствии с характеристиками пакуемого материала. Такая конструкция гофрированных наполнителей 101 и 104 вместе с собственной прочностью облицовки 102 эффективно выдерживает движение упакованного материала. Такой гофрированный картон, таким образом, эффективно применим для упаковки материалов, которые легко двигаются внутри упаковки.
Представляется также возможным наслаивать несколько односторонних картонов с двумя гофрированными слоями, имеющих различную конструкцию, как упомянуто выше, таким образом, что гофрированная поверхность всех гофрированных картонов была бы направлена в одну сторону, или таким образом, что гофрированная поверхность смежных картонов была бы направлена в противоположные стороны. В любом случае могут быть достигнуты различные ударопоглощающие свойства в силу различий в форме и высоте гофрировки между смежными наслоенными картонами.
Из вышесказанного очевидно, что картон с двумя гофрированными слоями, соответствующий настоящему изобретению, включает множественные гофрированные наполнители, наслоенные друг на друга так, что смежные гофрированные наполнители находятся или в полном контакте друг с другом, или в частичном контакте через определенные интервалы. В такой слоистой структуре, даже если один или два облицованных гофрированных наполнителя разрушаются в результате внешнего ударного воздействия, упругость и способность к ударопоглощению картона все же сохраняется за счет других гофрированных наполнителей. Более того, картон с двумя гофрированными слоями настоящего изобретения обладает внутренней ударопоглотимостью, обеспечиваемой тем, что он сделан из бумажного материала, а также прочностью и жесткостью, обеспечиваемыми за счет волн гофрированных наполнителей, входящих в его состав. В отношении веса можно сказать, что картон настоящего изобретения относительно легок, сравнительно с традиционными деревянными или синтетическими конструкциями. В этом отношении настоящий картон удобен в использовании. Еще одним его преимуществом является то, что его трудно повредить в результате неаккуратного обращения.
Хотя предпочтительный вариант изобретения был описан здесь лишь с иллюстративными целями, опытный специалист сможет определить, что возможны различные модификации, добавления и замены без отступления от объема правовой охраны и духа изобретения, изложенных в прилагаемой формуле изобретения.
Из приведенного выше описания ясно, что объектом настоящего изобретения является картон с двумя гофрированными слоями, производимый путем приклеивания первого гофрированного наполнителя, имеющего непрерывную гофрировку с желаемыми шагом и высотой, к гладкой облицовке, формируя тем самым односторонний однослойный гофрированный картон, и последующего наслаивания на односторонний однослойный гофрированный картон второго гофрированного наполнителя, имеющего непрерывную гофрировку с желаемым шагом и высотой. C такой структурой двухслойный гофрированный картон настоящего изобретения проявляет улучшенные ударопоглощающие свойства и повышенную устойчивость к усилию на сжатие при вертикальных нагрузках. В соответствии с настоящим изобретением такой картон полностью изготавливается из регенерируемой бумаги, не вызывающей загрязнения окружающей среды. В соответствии с настоящим изобретением множественные гофрированные наполнители могут наслаиваться друг на друга между верхней и нижней облицовкой картона так, что смежные гофрированные наполнители находятся либо в полном контакте друг с другом, либо в частичном контакте через определенные интервалы. В соответствии с этим является возможным увеличение устойчивости картона к усилию на сжатие при сохранении небольшой его толщины. В силу этих преимуществ представляется возможным получать многофункциональные картоны, не увеличивающие размер упаковки. Использованный однажды в качестве упаковки картон настоящего изобретения может быть заново использован в качестве ударопоглощающего материала. В этом отношении настоящий картон является многофункциональным продуктом. Поэтому настоящее изобретение может значительно уменьшить стоимость упаковочных материалов, способствовать защите окружающей среды и вторичному использованию ресурсов. Так как настоящий картон может эффективно поглощать удары, наносимые извне упакованному содержимому, он может сохранять содержимое упаковки в большей безопасности.



Картон с двойным гофрированным слоем включает первую облицовку, первый гофрированный наполнитель, непрерывно наслаиваемый на поверхность первой облицовки для формирования одностороннего однослойного гофрированного картона, второй гофрированный наполнитель, непрерывно наслаиваемый на первый гофрированный наполнитель одностороннего однослойного гофрированного картона для формирования одностороннего двухслойного гофрированного картона, и вторую облицовку, непрерывно наслаиваемую на поверхность второго гофрированного наполнителя одностороннего двухслойного гофрированного картона для формирования двухстороннего двухслойного гофрированного картона. При этом первый гофрированный наполнитель имеет предварительно установленный шаг и высоту гофрировки, выполнен с выпуклыми и вогнутыми участками, каждый из которых имеет предварительно установленную кривизну, а также имеет точечную склейку с первой облицовкой в местах сопряжения между выпуклостями первого гофрированного наполнителя и первой облицовкой. Второй гофрированный наполнитель имеет выбранные шаг и высоту гофрировки, равные или отличающиеся от шага и длины гофрировки первого гофрированного наполнителя, и имеет выпуклые и вогнутые участки выбранной кривизны, отличающейся от предварительно установленной кривизны первого гофрированного наполнителя, для образования ударопоглощающих пространств между первым и вторым гофрированными наполнителями, причем второй гофрированный наполнитель имеет точечную склейку с первым гофрированным наполнителем в месте сопряжения между выпуклыми участками второго гофрированного наполнителя и выпуклыми участками первого гофрированного наполнителя. Второй гофрированный наполнитель имеет точечную склейку со второй облицовкой в местах сопряжения второго гофрированного наполнителя и второй облицовки. Изобретение позволяет получить усовершенствованную структуру картона, позволяющую повысить надежность защиты упакованного товара, а также увеличивающую прочность листов упаковочного материала. 3 с. и 20 з.п.ф-лы, 5 ил.
| Устройство для изготовления многослойного гофрированного картона | 1990 |
|
SU1726281A1 |
| Устройство для изготовления многослойного гофрированного картона | 1990 |
|
SU1722877A1 |
| Керамический композиционный материал и способ его получения | 1991 |
|
SU1802522A1 |
| GB 1071132 A, 07.06.1967 | |||
| 0 |
|
SU155766A1 | |
