Область техники, к которой относится изобретение
Изобретение относится к способу изготовления заготовок из гофрированного картона. Кроме того, изобретение относится к устройству для изготовления заготовок из гофрированного картона.
Уровень техники
Для мировой торговли товарами необходима упаковка различных размеров и форматов, изготавливаемая из разных материалов. Для изготовления упаковки обычно используют заготовки из бумаги, картона, плотного картона, гофрированного картона или пластика. Для примера можно назвать бумажные конверты, транспортировочные коробки или упаковки из гофрированного картона или обычного картона, а также пластиковые ящики. Кроме того, нужны подставки или стенды для презентации и рекламы товаров. Подставки или стенды также изготавливают из заготовок, выполненных из бумаги, картона, гофрированного картона или пластика.
Обычно при производстве упаковки сначала изготавливают бесконечное полотно материала, например, полотно гофрированного картона или рулон картона, после чего вырезают прямые или сфальцованные листы. Такие прямые или сфальцованные листы складывают в стопу. Стопу увозят после достижения определенного количества заготовок или переключения на другой формат заготовки или другую надпечатку.
Для получения заготовок из гофрированного картона, предназначенных для изготовления упаковки или подставок, изготавливают листы гофрированного картона, для чего несколько бумажных полотен соединяют с использованием крахмального клея, пара и других вспомогательных средств в установке по производству гофрированного картона. Полученные листы гофрированного картона забирают в виде стоп с установки по производству гофрированного картона и хранят до дальнейшей обработки в условиях, исключающих изменение поверхностных размеров произведенных листов гофрированного картона. Подобная стабильность размеров достигается в том случае, если листы гофрированного картона достигают равновесной влажности и температуры с окружающим воздухом. В рамках одного или нескольких последующих процессов, при необходимости, выполняют надпечатку, вырубку, прокатку и склеивание листов гофрированного картона, а также изготовление упаковки из них.
На фигуре 1 изображено устройство для изготовления гофрированного картона, соответствующее уровню техники (источник: некоммерческое объединение предприятий по производству гофрированного картона). Бумагу для производства гофрированного картона доставляют на устройство в виде рулонов и подвешивают на держателях стоек 1 разматывающего устройства. Стойки 1 разматывающего устройства оснащены тормозами, что позволяет подавать бумагу на следующие аппараты машины с достаточным натяжением.
Для изготовления бесконечного полотна гофрированного картона каждую пару стоек разматывающего устройства соединяют с устройством 2 сращивания. После полного разматывания рулона бумаги на стойках 1 разматывающего устройства устройство 2 сращивания используется для соединения двусторонней клейкой лентой конца бумаги рулона с началом бумаги нового рулона.
Сначала бумагу пропускают через устройство 3, 4 предварительного нагрева и увлажнения. На гофрирующем аппарате 5 бумагу пропускают через два нагретых, выполненных в виде зубчатого колеса рифленых валка, входящих в зацепление друг с другом и формирующих из бумаги гофру нужной формы. Бумагу пропускают между рифлеными валками до тех пор, пока гофрированная бумага не будет зафиксирована приклеиванием к покровному листу. Для этого клеенаносящее устройство наносит крахмальный клей на вершины полученной гофры с помощью накатного валка. Гофрированную и покровную бумагу стыкуют на гофрирующем аппарате и дополнительно нагревают, в результате чего крахмальный клей превращается в гель и, тем самым, обеспечивает прочное соединение между гофрированной и покровной бумагой.
Подъемный транспортер 6 подает односторонний гофрированный картон на мостик 7, служащий накопителем полотна, и, тем самым, позволяющий компенсировать разницу в скоростях между отдельными аппаратами. Поскольку односторонний гофрированный картон остается гибким, его можно хранить на мостике 7 в виде петель, увеличивая емкость накопителя на максимально коротком участке установки.
В оклеивающей машине 9 на односторонний гофрированный картон, пропущенный через мостик 7 машины для производства одностороннего гофрированного картона, наклеивают крахмальным клеем второй покровный лист, причем как покровный лист, так и односторонний гофрированный картон пропускают через цилиндр 8 предварительного нагрева и, тем самым, нагревают до температуры немного ниже температуры преобразования используемого крахмального клея в гель.
На участке 10 нагрева и протяжки лист гофрированного картона скользит по нагретым стальным пластинам. На этом участке места склейки и бумагу нагревают в необходимой степени. Одновременно удаляется избыточная влага, в результате чего клей превращается в гель. После этого ременная система транспортирует гофрированный картон к аппарату 12 бигования и резки.
В аппарате 12 бигования и резки вращающиеся резаки разрезают бесконечное полотно гофрированного картона на несколько полотен в направлении движения машины. Помимо разрезания предусмотрено бигование гофрированного картона с помощью биговальных устройств, позволяющих впоследствии сгибать картон при изготовлении упаковки. Поскольку гребенка расположена перпендикулярно гофрированному картону, разрезы и складки ориентированы перпендикулярно гребенке.
Во время второй операции резания вращающийся поперечный резак 13 разделяет отдельные полотна перпендикулярно направлению движения в машине. При этом определяется окончательный размер листа. Готовые заготовки из гофрированного картона после поперечного разрезания выкладываются друг на друга на одну или несколько полок 14. На этих полках разрезанные листы полностью автоматически укладываются в стопы гофрированного картона.
В случае картонных заготовок, например для упаковок, изготовление указанный заготовок осуществляют из отдельного листа или плиты. После того, как полотно бумаги или картона будет намотано на тамбур бумаго- или картоноделательной машины, рулон бумаги или картона нарезают в рамках следующего процесса поперечным резаком на листы, уложенные друг на друга. При необходимости листы их этих стоп в рамках одного или нескольких следующих процессов обрабатываются с выполнением надпечатки, вырубки, бигования, склеивания и формирования упаковки.
Существует проблема, связанная с постоянным отведением листов, в частности при производстве небольших партий листов определенного нестандартного формата. Если, например, поставлена задача изготовить только 10 упаковок одного размера, сложность заключается в отведении этих 10 листов за время, позволяющее не останавливать и существенно не замедлять производственную линию, например, линию по производству гофрированного картона. В частности, при осуществляемом непрерывно производстве гофрированного картона скорость подачи полотна материала очень высока. Удаление сложенных в стопу листов одного формата и размера должно соответствовать скорости транспортировки полотна гофрированного картона или полотна картона/бумаги. Кроме того, транспортировка очень маленькой стопы также связана со значительными логистическими затратами, так как стопы не должны смешиваться друг с другом и, следовательно, нуждаются в обширном пространстве для хранения.
Другая проблема заключается в том, что выбор форм, которые могут быть вырублены, ограничен формой листов. Таким образом, даже при оптимальном расположении заготовок образуются отходы. Некоторые заготовки, которые были бы желательны для обеспечения стабильности или по конструктивным соображениям, оказываются экономически нецелесообразными вследствие неоптимального размещения на листе. Кроме того, вырубные инструменты, с помощью которых вырезают заготовки из листа, относительно дороги, поскольку один вырубной инструмент стоит порядка 1000 евро. Поэтому быстрое и простое изменение формы вырубки невозможно.
В патентной заявке WO 2013/164810 описана динамическая мультисканерная система, используемая при изготовлении различной упаковки из картона, гофрированного картона или пластика. При этом листы соответствующего материала нарезают лазерным резаком. Это позволяет более свободно выбирать формы на листе и более легко переключаться между ними. Форма заготовки определяется роликом штампа, с которого лазер считывает вырезаемый контур. Такой способ позволяет более быстро и гибко обрабатывать листы, но требует достаточно быстрой подачи и отведения обрабатываемых листов.
В патентной заявке DE 102008062964 А1 раскрыт способ изготовления однослойного или многослойного гофрированного картона. Процесс предусматривает традиционное изготовление листов. Поскольку кэширование, обрезка и бигование выполняются в одном процессе, изготовление заготовок ускоряется.
Раскрытие сущности изобретения
Задачей изобретения является разработка способа изготовления заготовок из гофрированного картона, позволяющего преодолеть описанные выше недостатки и, в частности, ускорить, удешевить и повысить разнообразие форм заготовок, изготавливаемых из гофрированного картона. Кроме того, способ должен позволять экономически выгодно изготавливать заготовки как в единичных экземплярах, так и крупными сериями.
Согласно изобретению, поставленная задача решена способом с признаками, раскрытыми в пункте 1 формулы изобретения.
Прочие варианты осуществления раскрыты в зависимых пунктах формулы или нижеследующем описании.
Заявленный способ изготовления заготовок из гофрированного картона в первом варианте осуществления предусматривает непрерывное изготовление из полотна материала. При этом под непрерывным изготовлением понимают технологический процесс, в котором материал подают непрерывно, а заготовки изготавливают без смещения или штабелирования.
Описываемый изобретением способ содержит следующие этапы:
- при необходимости берут полотно материала из гофрированного картона, то есть полотно гофрированного картона;
- направляют полотно материала в рабочую зону по меньшей мере одного первого режущего инструмента или первой группы режущих инструментов,
- разрезают полотно материала по меньшей мере одним регулируемым режущим инструментом свободной формы, причем с помощью режущего инструмента на полотно материала наносят первые линии разреза, образующие контур заготовки, остатков материала или части контура заготовки и/или остатков материала на полотне материала.
В одном из вариантов осуществления на следующем этапе способа выполняют:
- отведение заготовок и остатков материала от полотна материала или
- удаление остатков материала с полотна материала и отведение заготовок.
Согласно DIN 6735 бумага представляет собой плоский материал, состоящий по существу из волокон растительного происхождения и получаемый путем обезвоживания на сите. В результате образуется бумажное волокно, которое затем уплотняют и высушивают.
Под картоном понимают бумагу с поверхностной плотностью >150 г/м2.
В Германии выделяют отдельный вид картона, представляющий собой бумагу с поверхностной плотностью >600 г/м2. К ней также относится плотный картон.
Под гофрированным картоном понимают комбинацию из нескольких слоев бумаги, в которой один или несколько слоев гофрированной бумаги вклеивают между несколькими слоями другой бумаги или картона.
Сотовым наполнителем (англ. honeycomb) называют трехслойную конструкцию «сэндвич», состоящую из несущих бумажных полотен с двух внешних сторон и сердечника из ячеистой бумаги внутри, склеенных между собой. Изобретение допускает использование как сотового, так и классического гофрированного картона.
Согласно изобретению, полотно материала представляет собой полотно гофрированного картона. Размер полотна материала согласно изобретению выбирают таким образом, чтобы ширина полотна была пренебрежимо мала по сравнению с длиной полотна, то есть чтобы отношение длины к ширине полотна, в отличие от листов материала, было очень велико. Материал полотна согласно изобретению является бесконечным, так как, например, отдельные рулоны материала, в частности, рулоны картона или бумаги, соединяются друг с другом, например, склеиваются, в результате чего образуется непрерывное, сплошное, бесконечное полотно. В предпочтительном варианте осуществления полотно материала представляет собой полотно гофрированного картона, подаваемое в способе согласно изобретению непосредственно с линии производства гофрированного картона.
Согласно изобретению можно использовать различные обрабатывающие инструменты, частично или полностью выполняющие этап способа. На одном из этапов способа выполняют, соответственно, разрезание, бигование, тиснение или надпечатку полотна материала. Под обрабатывающими инструментами понимают, например, режущие инструменты, биговальные инструменты, инструменты для тиснения или печатающие устройства, а также группы таких инструментов.
Материал полотна имеет верхнюю и нижнюю сторону. Нижняя сторона под действием силы тяжести прилегает к направляющим или элементах привода. Разрезание, бигование, тиснение и прочие подобные операции обработки выполняют, предпочтительно, с верхней стороны.
Предпочтительно, регулируемый режущий инструмент свободной формы представляет собой лазерный или плазменный резак, причем способ, предпочтительно, осуществляют без вырубного инструмента постоянной формы.
В способе согласно изобретению полотно материала, предпочтительно, подают с помощью подающего устройства. Для подачи полотно материала размещают на стойках разматывающего устройства, причем при наличии единственного рулона материала полотно транспортируют непосредственно на первый этап обработки. При использовании нескольких рулонов материала каждое полотно помещают на стойку разматывающего устройства, и когда одно полотно заканчивается, другое полотно присоединяют к первому полотну материала с помощью склеивающего или сращивающего устройства, благодаря чему подача полотна не прерывается. В альтернативном варианте подача может осуществляться непосредственно из установки по производству полотна материала, например, установки по производству гофрированного картона.
В предпочтительном варианте осуществления способ, описываемый изобретением, дополнительно содержит следующие этапы:
- наносят метки синхронизации на полотно материала, причем метки синхронизации наносят перед подведением по меньшей мере одного режущего инструмента или самим режущим инструментом;
- регистрируют метки синхронизации по меньшей мере одним сенсорным блоком;
- передают данные о расположении меток синхронизации с сенсорного блока в блок управления;
- управляют режущим инструментом с помощью блока управления на основании переданных данных, так что с помощью режущего инструмента наносят линии разреза в зависимости от положения меток синхронизации на полотне материала.
Предпочтительно, метки синхронизации наносят посредством разрезания, вырубки или печати. В альтернативном варианте их вырезают в полотне материала в начале процесса резания. Каждая метка синхронизации должна быть выставлена по осям X и Y полотна для обеспечения точного выравнивания режущего инструмента на полотне. Ось Y соответствует направлению движения полотна, ось X перпендикулярна направлению движения полотна. Предпочтительно, метки синхронизации наносят после подачи полотна материала и перед подведением к режущему инструменту. В альтернативном варианте метки синхронизации наносят еще до подачи полотна материала, например, в процессе предварительной печати. Регистрация меток синхронизации позволяет нанести линии разреза в запланированных местах, даже если из полотна необходимо вырезать множество заготовок различной формы непосредственно друг за другом.
На гофрированном картоне метки синхронизации позволяют также измерять, контролировать и учитывать при нанесении линий разреза на полотно материала усадку гофрированного картона во время сушки. Метки синхронизации позволяют контролировать стабильность размеров полученного гофрированного картона. Для этого на бесконечное полотно гофрированного картона наносят метки синхронизации на некотором удалении друг от друга по оси x и/или y, измеряя при этом их удаление друг от друга, то есть расстояние между метками по оси x и/или y. Измеренные расстояния сравнивают друг с другом в различные моменты процесса, и на основании полученных результатов рассчитывают усадку полотна гофрированного картона при осуществлении способа согласно изобретению. Текущие значения усадки полотна гофрированного картона сравнивают с архивными (эмпирическими) значениями для того же типа гофры и той же комбинации материалов. На основании полученных результатов можно спрогнозировать дальнейшую усадку полотна гофрированного картона, производящегося и обрабатываемого в настоящее время. По желанию при расчете ожидаемой усадки полотна можно учитывать измеренные значения абсолютной влажности подлежащих обработке бумажных рулонов, а также влажность полотна гофрированного картона в различные моменты производственного процесса.
Предпочтительно, несколько регулируемых режущих инструментов свободной формы расположены друг за другом в направлении движения полотна материала и/или друг рядом с другом, то есть режущие инструменты расположены со смещением или параллельно друг другу в направлениях x и y относительно плоскости x-y полотна материала. Рабочая зона регулируемых режущих инструментов свободной формы, предпочтительно, охватывает всю плоскость x-y полотна материала. Предпочтительно, режущие инструменты расположены таким образом, чтобы полотно материала было разделено на несколько возможно перекрывающихся рабочих зон. Несколько режущих инструментов, то есть группа режущих инструментов, которые в пределах поверхности одновременно и при необходимости синхронно разрезают полотно материала, совместно выполняют этап обработки резанием. Измеряя метки синхронизации, можно реализовать синхронную работу взаимодействующих режущих инструментов. В смысле изобретения под взаимодействием понимают ситуацию, в которой, если режущий инструмент не полностью вырезал заготовку или остаток материала из бесконечного полотна, вырезание из материала полотна может быть продолжено соседним или следующим режущим инструментом, причем следующий режущий инструмент будет ориентироваться на нанесенную метку синхронизации, чтобы в точности продолжить обработку.
В качестве альтернативы или дополнения может быть предусмотрено измерение скорости полотна для обеспечения синхронизации этапов обработки режущими и прочими инструментами. Обрабатывающие инструменты обмениваются информацией, что позволяет постоянно получать информацию о текущем статусе изготовления до и после каждого этапа обработки и, тем самым, контролировать весь процесс изготовления. В альтернативном варианте управление осуществляется с помощью блока управления.
В следующем варианте осуществления по меньшей мере один первый режущий инструмент наносит первые линии разреза на полотно материала и по меньшей мере один второй режущий инструмент наносит вторые линии разреза. Предпочтительно, вторые линии разреза представляют собой линии разделения соседних заготовок или контуры заготовок.
В одном варианте осуществления описываемого изобретением способа на этапе планирования блок планирования планирует расположение заготовок на полотне материала. Блок планирования передает информацию в блок управления, который управляет режущими инструментами и, при необходимости, элементами удаления отходов и устройствами для отведения продукции на основании данных блока планирования. Блок управления и блок планирования могут быть сведены в единый блок.
В одном варианте осуществления искусственный интеллект интегрирован в блок планирования. Блок планирования может быть подключен к сети, в частности, внутренней сети или интернету. Блок планирования может подавать данные необходимых заготовок в процесс. В одном варианте осуществления заказчики могут разработать индивидуальную заготовку и передать его в блок планирования через интернет.
Способ согласно изобретению позволяет разрабатывать для каждого заказчика и заказа упаковку, отличающуюся индивидуальной формой, размерами и надпечаткой, производить ее непосредственно в требуемое время и не тратить средства на складское хранение упаковки. Упаковка создается индивидуально по запросу.
Способ согласно изобретению предусматривает не вырезание заготовок из листов в многоступенчатом процессе, а изготовление таких заготовок непосредственно из полотна материала, то есть полотна гофрированного картона. Процесс обработки можно произвольно масштабировать. Таким образом, способ согласно изобретению можно адаптировать в отношении требуемого объема производства или количества упаковки, а также скорости и объема производства путем состыковки дополнительных обрабатывающих центров.
Способ согласно изобретению больше не требует разрезания на листы. Также полностью исключается укладка и транспортировка, а также, возможно хранение и передача листов на следующий этап обработки. Скорость изготовления способом согласно изобретению увеличивается по сравнению с обычными способами за счет устранения вышеупомянутых непроизводительных промежуточных этапов и более гибкого использования инструментов.
Способ согласно изобретению позволяет более свободно располагать выкройки заготовок на полотне. В традиционных способах обработки бумаги или гофрированного картона заготовки на листе размещают преимущественно заготовки одинаковой геометрии или одного и того же изделия. В способе согласно изобретению любые доступные изделия, изготавливаемые из одного и того же материала, могут быть размещены на бесконечном полотне материала, что существенно увеличивает количество возможных комбинаций и, тем самым, значительно сокращает отходы производства.
Кроме того, способ согласно изобретению устраняет ограничения расположения заготовок в направлении движения полотна. Полотно материала имеет большую длину или является бесконечным, что служит дополнительным преимуществом по сравнению с обработкой листов, размещение заготовок на которых ограничено двумя измерениями поверхности листа.
Более свободное расположение заготовок упаковки на полотне материала повышает коэффициент использования материала, в результате чего уменьшается количество производственных отходов. Кроме того, при использовании способа согласно изобретению для обработки полотен гофрированного картона не требуется этап промежуточного хранения, на котором предварительно просушивают гофрированный картон.
Способ согласно изобретению позволяет изготавливать упаковку индивидуальной формы, с надпечаткой и без нее. Благодаря увеличенной длине полотна материала можно получить множество упаковок самых различных размеров по сравнению с изготовлением заготовок из листов. Кроме того, использование режущего инструмента свободной формы позволяет свободно изменять форму вырезаемых заготовок без переоснащения вырубного инструмента свободной формы. Способ согласно изобретению позволяет изготавливать произвольные количества определенной заготовки, что делает возможным как единичное, так и крупносерийное производство.
Способ согласно изобретению особенно выгоден при изготовлении заготовок из гофрированного картона.
В одном из вариантов способ согласно изобретению предусматривает подачу материала непосредственно из обычной установки по производству гофрированного картона. В этом случае заготовки изготавливаются сразу после процесса изготовления гофрированного картона. Предпочтительно, способ согласно изобретению предусматривает подачу материала из установки по производству гофрированного картона, не имеющей поперечного резака, режущего автомата, биговального автомата, лопастной станции и вытяжной станции, а также полок. Если заготовки из гофрированного картона изготавливаются в соответствии с заявленным способом, можно полностью исключить основные аппараты обычной установки по производству гофрированного картона, то есть все аппараты участка сушки, поскольку их функция более не востребована или заменена другими этапами способа согласно изобретению.
Способ согласно изобретению не нуждается в периодах выдерживания или акклиматизации гофрированного картона, поскольку ожидаемая усадка полотна гофрированного картона, еще не имеющего стабильных размеров, может учитываться режущим инструментом свободной формы и может быть предварительно рассчитана и адаптирована путем масштабирования планируемой заготовки. Форму заготовки увеличивают во время резания в зависимости от остаточной влажности гофрированного картона, в результате чего заготовка приобретает необходимый размер после усадки. При этом усадка полотна гофрированного картона поперек направления движения полотна значительно больше, чем в направлении движения полотна. Использование полотна гофрированного картона вместо листов гофрированного картона устраняет ограничение, требующее размещать заготовки на ограниченной площади.
В следующем варианте способа согласно изобретению на полотно материала дополнительно наносят надпечатку, в частности, методом цифровой печати. В следующем варианте этап цифровой печати включен в способ согласно изобретению. Цифровая печать выполняется либо на всем полотне материала до разрезания режущим инструментом свободной формы, либо после нанесения первых линий разреза на более позднем этапе технологического процесса.
Способ согласно изобретению допускает использование полотна материала с надпечаткой или без нее. Кроме того, на готовую заготовку можно наносить надпечатку обычным способом в рамках отдельного этапа процесса, что, однако, менее предпочтительно в смысле изобретения.
В следующем варианте осуществления способа согласно изобретению на полотне материала выполняют продольные и/или поперечные линии сгиба с помощью одного или нескольких биговальных инструментов, причем линии сгиба могут быть выполнены до или после разрезания. Дополнительно или в качестве альтернативы на полотне материала выполняют тиснение с помощью одного или нескольких инструментов для тиснения, причем тиснение может выполняться до или после разрезания полотна материала. Бигование и/или тиснение может выполняться на всем полотне материала перед разрезанием или на отдельных заготовках после разрезания.
Кроме того, на полотне материала в области заготовки может быть выполнен разрез, прорезающий полотно материала лишь частично с верхней стороны материала на заданную глубину, что позволяет уменьшить изгибную жесткость в этой области. Эту область можно использовать впоследствии для сгибания заготовки в этом месте. Таким образом, частичный разрез выполняет функцию бигования.
В следующем варианте осуществления режущий инструмент выполняет перфорацию полотна материала в области заготовки. При перфорации все полотно материала прорезается на определенном участке через равные промежутки. Между этими разрезами полотно остается полностью целым или разрезается лишь частично с поверхности на определенную глубину. Это также снижает изгибную жесткость полотна материала до степени, позволяющей изгибать эту область определенным образом после полного изготовления заготовки. Функция соответствует перфорации или обычной прорезной канавке.
Предпочтительно, заготовки отводятся путем удаления готовых заготовок из полотна материала, особенно предпочтительно, с помощью роботизированных систем или шарико-цепных транспортеров, более предпочтительно, с помощью роботизированных систем, которые могут быть подключены к блоку управления. Допускается объединение различных видов транспортировки.
Предпочтительно, заготовки отводят от полотна материала после удаления отходов с поверхности заготовки. В этом случае транспортируемая заготовка не содержит отходов. В следующем варианте отходы удаляются с заготовки после отведения заготовок из полотна.
В способе согласно изобретению, предпочтительно, готовые заготовки отводят от полотна материала с помощью роботизированных систем. Поскольку координаты заготовок на полотне известны из схемы расположения заготовок и данных обработки объединенных обрабатывающих центров, готовые заготовки извлекаются из бесконечного полотна подходящими роботизированными системами. Для этого роботизированные системы, предпочтительно, подключаются к блоку управления. Для этого, например, используются роботы захвата и позиционирования, оснащенные подходящими системами всасывания и/или захвата. Поскольку геометрия готовых заготовок известна, присоски и захваты перемещаются или переводятся в подходящее положение для точного извлечения заготовки из полотна материала и ее укладки в нужное положение вне полотна материала. Для увеличения скорости работы роботизированных систем можно расположить несколько роботизированных систем поперек и/или вдоль направления движения полотна материала, то есть каскадом, чтобы при совместной работе извлекать все заготовки из полотна материала.
В следующем варианте осуществления заготовки отводят при помощи по меньшей мере одного шарико-цепного транспортера. Для этого сначала полотно материала с готовыми заготовками направляют вверх с помощью подходящего отклоняющего ролика. Чтобы готовые заготовки не отводились отклоняющим роликом вверх вместе с оставшимся полотном материала, на нижней стороне готовых заготовок установлены плоскостные нагруженные вакуумом шарико-цепные транспортеры, удерживающие готовые заготовки на месте, как будто они еще находятся внутри полотна материала. Шарико-цепные транспортеры могут транспортировать готовые заготовки вакуумом в плоскости в нужном направлении x-y и, тем самым, управляемо отводить их и, например, подавать в следующий процесс. Плоскость определена осями x-y.
В предпочтительном варианте способ согласно изобретению дополнительно содержит следующие этапы:
- направляют полотно материала с линиями разреза по меньшей мере к одному элементу удаления отходов;
- удаляют отходы с полотна по меньшей мере одним элементом удаления отходов.
В особенно предпочтительном варианте после удаления отходов с помощью по меньшей мере одного элемента удаления отходов полотно материала подают по меньшей мере на один второй режущий инструмент, например, на вторую группу режущих инструментов, где разрезают по меньшей мере одним регулируемым режущим инструментом свободной формы, причем режущий инструмент наносит на полотно материала вторые линии разреза, которые вырезают контуры заготовки или части заготовки. При этом могут образовываться дополнительные отходы, которые необходимо удалить на следующем этапе удаления отходов. Предпочтительно, все несвязанные отходы удаляются уже на первом этапе удаления отходов.
В следующем варианте осуществления удаление отходов включает в себя по меньшей мере один из следующих этапов способа:
- вводят полотно материала в зону удаления отходов, в которой под полотном материала и в рабочей зоне всех элементов удаления отходов отсутствуют направляющие элементы полотна, в частности, роликовые столы, ленты и ремни, способные воспрепятствовать выпадению отходов из полотна;
- обрабатывают разрезанное полотно материала элементами удаления отходов, установленными над полотном материала и воздействующими на полотно материала сверху для удаления отходов из полотна материала в соответствующей рабочей зоне элементов удаления отходов. При необходимости большой остаток материала разделяют на несколько частей, чтобы из полотна можно было надежно удалить остатки, адаптированные к возможностям элемента удаления отходов.
Чтобы облегчить полное удаление отходов из полотна материала, перечисленные ниже способы можно применять каскадным образом в направлении движения полотна, объединять друг с другом или применять в любом порядке и объеме. Таким образом, процесс удаления отходов, равно как и прочие процессы способа согласно изобретению, можно произвольно масштабировать.
В обычном способе производства заготовок листы направляют и/или транспортируют с помощью ремней или тросов во время процесса удаления отходов. Это необходимо для того, чтобы продолжать направлять и/или транспортировать заготовку при прохождении через станцию удаления отходов, однако препятствует удалению отходов и их сбрасыванию вниз, так как ремни или тросы могут оказаться под удаляемыми отходами.
В заявленном способе полотно материала направляют, стабилизируют и транспортируют в рабочей зоне элементов удаления отходов только за счет свободного натяжения и жесткости полотна материала. Вне рабочей зоны элементов удаления отходов полотно материала снова направляют и при необходимости транспортируют с помощью статических или динамических направляющих элементов. В качестве статических направляющих элементов на данном этапе можно использовать роликовые столы, направляющие и опорные планки, а в качестве динамических направляющих элементов - приводные и движущиеся со скоростью полотна ленты и ремни (с вакуумом и без него) или направляющие тросы.
Элементы удаления отходов в одном из вариантов осуществления представляют собой элементы удаления отходов поверхностного действия, предпочтительно, пневматические брусья, воздушные ножи или воздушные планки, щетки с эластичной щетиной или вакуумные ремни. Все элементы удаления отходов поверхностного действия, установленные на траверсе, действуют одновременно и требуют управления со стороны блока управления только в том случае, если время работы этих элементов удаления отходов необходимо ограничить, например, для экономии энергии.
Элементы удаления отходов поверхностного действия, представляющие собой воздушные форсунки, устанавливаются на траверсах, перпендикулярных направлению движения, над полотном материала и воздействуют на полотно материала сверху для удаления отходов из полотна материала в соответствующей рабочей зоне элементов удаления отходов. На траверсе, расположенной в направлении движения полотна, над полотном материала устанавливают несколько воздушных форсунок, например, с круглыми или овальными отверстиями, из которых выходит сжатый воздух, или же устанавливают воздушный нож. Воздушные ножи также называют воздушным лезвием, воздушной пушкой, воздуходувкой, завесой, трансвектором, усилителем воздушного потока, воздушным шабером, воздушной завесой или воздушным клинком. Отверстие форсунки в таких компонентах имеет щелевидную форму и полностью или частично занимает всю ширину полотна. Такие компоненты управляемо выпускают сжатый воздух. Концентрированный воздушный поток создает на верхней стороне полностью вырезанного остатка материала силу F, выталкивающую остаток из полотна материала вниз и, тем самым, удаляющую его из полотна материала.
В одном варианте осуществления отходы удаляют с помощью вращающейся щетки (щеток) с эластичной щетиной. Перпендикулярно направлению движения полотна над полотном материала устанавливают вращающуюся щетку с эластичной щетиной, вращающейся в направлении движения полотна. Эластичная щетина валка соприкасается со всей поверхностью полотна и создает на поверхности полотна силу F, компоненты которой действуют в направлении силы тяжести и выталкивают остатки, расположенные в рабочей зоне валка, вниз из бесконечного полотна.
В одном варианте осуществления отходы удаляют с помощью вакуумной ленты, движущейся со скоростью полотна. Под полотном материала расположена вакуумная лента, соприкасающаяся с полотном материала снизу и движущаяся со скоростью полотна материала в направлении движения полотна. Вакуумная лента имеет очень мелкую перфорацию. Под перфорированной лентой установлена вакуумная коробка, в результате чего полотно материала вместе с полностью вырезанными в обрабатывающем центре остатками присасывается в направлении вращающейся вакуумной ленты. Отклоняющие ролики на конце вакуумной ленты отклоняют вакуумную ленту определенным образом. Вакуум в вакуумной ленте настраивают таким образом, чтобы остатки материала удалялись за счет создаваемого вакуума из полотна материала, направляемого на следующий этап процесса в направлении движения полотна (направление MD). Поскольку под отклоняющим роликом вместо вакуума имеет место давление окружающей среды, отходы падают вниз. После этого отходы могут счищаться с нижней стороны вакуумной ленты щетками, установленными поперек направления движения полотна, и, тем самым, удаляться.
В следующем варианте осуществления элементы удаления отходов представляют собой элементы удаления отходов локального действия, предпочтительно, воздушные форсунки или подвижные выталкиватели.
В одном варианте осуществления отходы удаляют с помощью выталкивателей (штифтов), расположенных перпендикулярно над полотном материала, активируемых индивидуально и перемещаемых по вертикали. На траверсе, расположенной поперек направления движения полотна и вертикально относительно полотна материала, установлено несколько вертикально перемещаемых выталкивателей, активируемых блоком управления по отдельности, как только удаляемый остаток оказывается в их рабочей зоне. Как только соответствующий выталкиватель получает сигнал от вышестоящего устройства управления, он проходит определенный участок в направлении полотна материала, соприкасается с удаляемым остатком и выдавливает полностью вырезанный участок из полотна с определенной силой F вниз, что позволяет полностью и управляемо удалять отходы из полотна материала. Еще до того, как полотно материала достигнет границы соответствующего остатка материала, вертикально перемещаемый выталкиватель возвращается в свое исходное положение или положение покоя над полотном материала и дожидается следующего сигнала на удаление отходов от вышестоящего устройства управления.
В одном варианте осуществления отходы удаляют с помощью индивидуально активируемых воздушных форсунок. Для этого на траверсе, расположенной поперек направления движения полотна, устанавливают несколько воздушных форсунок, индивидуально активируемых устройством управления, когда удаляемые остатки материала попадают в рабочую зону воздушной форсунки. Концентрированный воздушный поток создает на верхней части остатка материала, полностью вырезанного режущими инструментами, силу F, выталкивающую остаток из полотна материала вниз и, тем самым, удаляющую его из полотна материала.
В альтернативном варианте используются комбинации различных элементов удаления отходов.
Если отходы не удаляют из полотна материала с заготовками, в следующем варианте осуществления отходы удаляют из готовой заготовки только после того, как она будет извлечена из полотна материала роботизированными системами. Для этого, например, применяют методы, в которых отходы удаляются управляемым способом из готовой заготовки с помощью эластичных щеток, встряхивания заготовки или целенаправленно активируемых воздушных форсунок. Роботизированная система транспортирует заготовки на соответствующий этап удаления отходов, в котором заготовки освобождаются от отходов.
В предпочтительном варианте осуществления способ согласно изобретению содержит следующие этапы:
- наносят первые линии разреза на полотно материала с помощью по меньшей мере одного первого режущего инструмента, причем первые линии разреза определяют контур остатка материала и/или части контура заготовки в полотне материала без разрезания полотна материала поперек направления движения;
- транспортируют полотно материала с первыми линиями разреза по меньшей мере к одному элементу удаления отходов;
- удаляют все отходы из полотна материала с помощью элементов удаления отходов;
- транспортируют полотно материала без отходов по меньшей мере к одному второму режущему инструменту;
- наносят вторые линии разреза на полотно материала с помощью вторых режущих инструментов, причем вторые линии разреза определяют контур заготовки или части контура заготовки в полотне материала;
- отводят готовые заготовки без отходов;
- при необходимости разрезают оставшееся полотно без заготовок поперечным резаком на полосы или измельчают с помощью шредера.
Такой порядок этапов способа выгоден тем, что направление полотна материала во время удаления отходов не требует использования направляющих тросов или ремней, поскольку полотно материала не полностью разрезано поперек направления движения или не повреждено настолько, чтобы перемещение или транспортировка полотна стали невозможными. Полотно материала можно перемещать через зону удаления отходов за счет свободного натяжения полотна без нижних направляющих элементов в зоне элементов удаления отходов, если прочность полотна на растяжение не превышает действующие силы натяжения.
В предпочтительном варианте осуществления заявленный способ содержит следующие этапы:
- наносят метки синхронизации на полотно материала;
- регистрируют метки синхронизации по меньшей мере одним сенсорным блоком;
- передают данные о положении меток синхронизации с сенсорного блока на блок управления;
- наносят первые линии разреза на полотно материала по меньшей мере одним первым режущим инструментом, причем управление режущим инструментом осуществляют с помощью блока управления на основании переданных данных;
- транспортируют полотно материала с первыми линиями разреза по меньшей мере к одному элементу удаления отходов;
- удаляют все отходы из полотна материала с помощью элементов удаления отходов;
- транспортируют полотно материала без отходов по меньшей мере к одному второму режущему инструменту;
- регистрируют метки синхронизации по меньшей мере одним сенсорным блоком,
- передают данные о положении меток синхронизации с сенсорного блока на блок управления;
- наносят вторые линии разреза на полотно материала по меньшей мере одним вторым режущим инструментом, причем управление режущим инструментом осуществляют с помощью блока управления на основании переданных данных;
- отводят готовые заготовки без отходов;
- при необходимости разрезают оставшееся полотно материала без заготовок поперечным резаком на полосы или измельчают с помощью шредера.
Надпечатка, бигование или тиснение полотна материала может выполняться дополнительно и независимо от прочих этапов процесса. Выбор необходимых этапов процесса зависит от требуемого результата. Например, в случае упаковки без надпечатки необходимо бигование, но не требуется печать и тиснение. Для изготовления рекламного стенда требуется печать, но не требуется перфорация или тиснение.
Заявленный способ позволяет изготавливать, например, заготовки для упаковок, в частности, транспортировочных коробок, наружной упаковки, складных коробок, подставок и стендов, в частности, стоек, настольных или рекламных дисплеев. После изготовления их обрабатывают обычным способом, например, складывают и склеивают.
Кроме того, изобретение относится к устройству для изготовления заготовок из гофрированного картона, содержащему:
- устройство подачи полотна гофрированного картона;
- первую режущую станцию, оснащенную по меньшей мере одним регулируемым режущим инструментом свободной формы, причем режущий инструмент свободной формы представляет собой лазерный или плазменный резак, причем указанное устройство, предпочтительно, не содержит вырубного инструмента постоянной формы;
- причем режущая станция содержит по меньшей мере один сенсорный блок и по меньшей мере один блок управления, соединенный с сенсорным блоком, причем сенсорный блок содержит датчик для регистрации положения меток синхронизации, а блок управления содержит устройство управления режущим инструментом;
- по меньшей мере один блок планирования, выполненный с возможностью планирования расположения заготовок на полотне материала;
- по меньшей мере одно транспортировочное устройство, выполненное с возможностью транспортировки полотна материала в устройстве;
- по меньшей мере одну станцию удаления отходов, не имеющую элементов направления или транспортировки полотна.
Устройство согласно изобретению, предпочтительно, используется для осуществления способа согласно изобретению.
Устройство согласно изобретению может представлять собой модульную систему, содержащую различные обрабатывающие станции. Предпочтительно, каждая станция имеет собственный привод, что позволяет реализовать независимое управление. Управление устройством, предпочтительно, осуществляют с помощью по меньшей мере одного блока управления, предпочтительно, с помощью электроники или управляющего компьютера.
Предпочтительно, на режущей станции установлено несколько регулируемых режущих инструментов свободной формы, предпочтительно, друг за другом в направлении движения полотна материала и/или друг рядом с другом, то есть каждый режущий инструмент смещен в направлении x и y относительно плоскости x-y полотна материала или расположен параллельно другим инструментам.
Блок планирования передает информацию на блок управления, управляющий режущими инструментами и при необходимости станциями удаления отходов и устройствами отведения на основании данных, переданных блоком планирования. Блок управления и блок планирования могут быть объединены. Блок планирования может содержать искусственный интеллект и/или быть подключен к интернету.
В одном варианте осуществления устройство подачи представляет собой установку по производству полотна гофрированного картона. Установка по производству гофрированного картона в устройстве согласно изобретению не требует наличия поперечного резака и отрезных автоматов для разрезания в направлении движения полотна, так как заготовки изготавливаются непосредственно и без помощи вырубных инструментов, например, с помощью лазерных режущих устройств на режущей станции.
В этом варианте осуществления в устройство согласно изобретению может быть интегрирован обычный этап изготовления гофрированного картона и укладки гофрированного картона в стопы. Благодаря дополнительному отклонению бесконечного полотна гофрированного картона через обычные полки установки по производству гофрированного картона в устройство согласно изобретению можно подавать полотно материала в способ согласно изобретению, сохранив устройства обычной обработки гофрированного картона. Например, можно сначала изготовить длинное полотно для процесса цифровой обработки, а затем вернуться к традиционному процессу изготовления гофрированного картона. После изготовления обычных листов гофрированного картона можно продолжить вырезание заготовок из отдельного полотна гофрированного картона согласно изобретению.
Предпочтительно, устройство согласно изобретению содержит по меньшей мере одну станцию удаления отходов. Станция удаления отходов, предпочтительно, содержит элементы удаления отходов поверхностного действия, особенно предпочтительно, пневматические брусья, щетки или вакуумные ленты, или элементы удаления отходов локального действия, особенно предпочтительно, воздушные форсунки или подвижные выталкиватели, или же комбинацию различных элементов удаления отходов. Признаки элементов удаления отходов соответствуют элементам удаления отходов, описанным в способе согласно изобретению.
В следующем варианте осуществления устройство согласно изобретению содержит первую режущую станцию, первую станцию удаления отходов, вторую режущую станцию и по меньшей мере один блок отведения заготовок. Блок отведения, предпочтительно, представляет собой роботизированную систему или шарико-цепной транспортер, особенно предпочтительно, роботизированную систему, которая может быть соединена с блоком управления.
Краткое описание чертежей
Изобретение детально раскрыто на основании прилагаемых фигур, на которых изображено:
Фигура 1: устройство для изготовления гофрированного картона, соответствующее уровню техники.
Фигура 2: блок-схема одного из вариантов способа согласно изобретению.
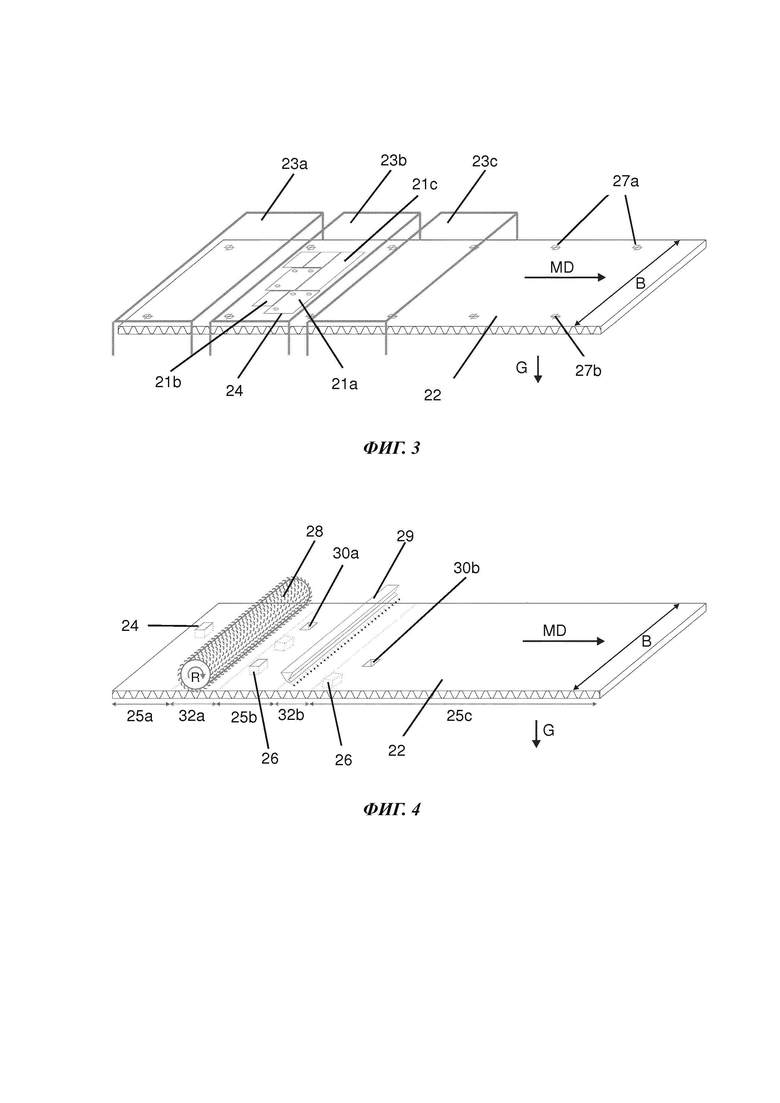
Фигура 3: этап «Разрезание» способа согласно изобретению.
Фигура 4: этап «Удаление отходов» способа согласно изобретению.
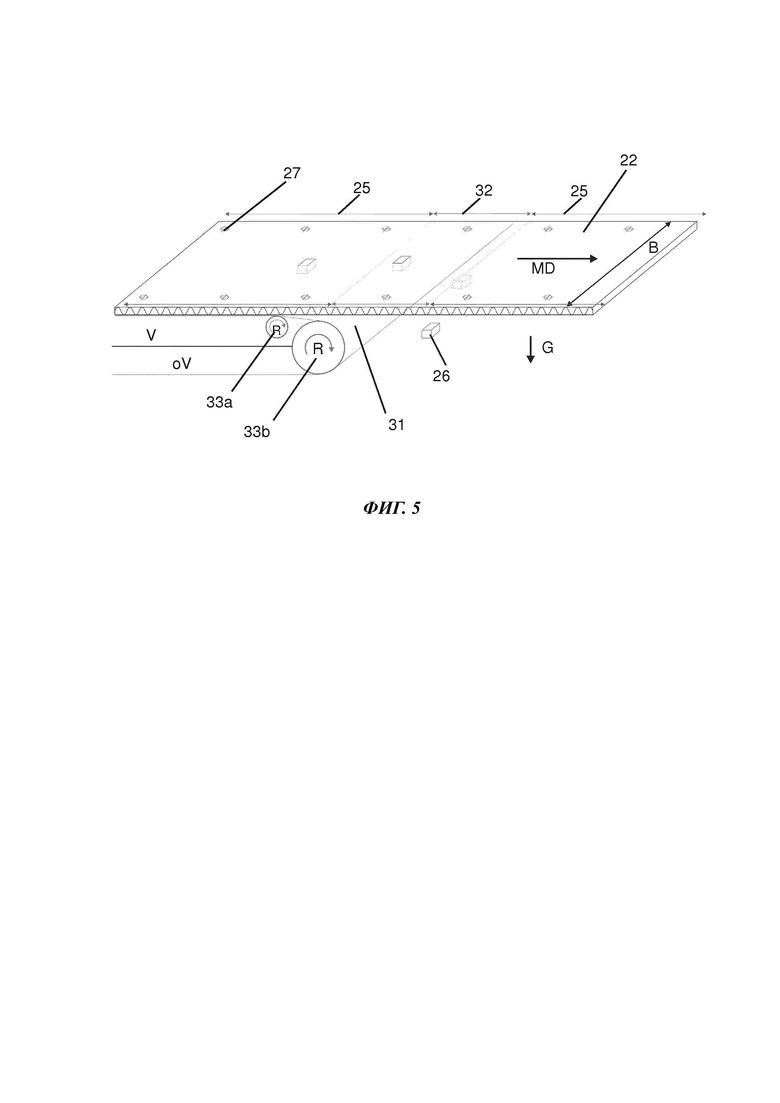
Фигура 5: этап «Удаление отходов» другого варианта осуществления способа согласно изобретению.
Фигура 6: устройство согласно изобретению, в которое подается материал из установки по производству гофрированного картона.
Осуществление изобретения
На фигуре 2 схематично изображена последовательность осуществления одного из вариантов заявленного способа. На первом этапе 1 в процесс подают полотно материала. Полотно материала представляет собой полотно гофрированного картона или полотно сотового гофрированного картона. Полотно материала транспортируют к группе первых режущих инструментов, и на этапе 2 в полотне материала прорезают контуры остатков материала. На следующем этапе 3 отходы удаляют из полотна материала с помощью одного или нескольких элементов удаления отходов. Полотно материала, освобожденное от отходов, транспортируют к группе вторых режущих инструментов, и на этапе 4 в полотне материала прорезают контуры (внешнюю геометрию) заготовок с помощью вторых режущих инструментов. Роботизированная система удаляет готовые заготовки из полотна материала (этап 5) и транспортирует их к месту хранения или к следующему этапу обработки. Остатки полотна утилизируют на этапе 6.
На фигуре 3 изображена часть способа согласно изобретению. Полотно 22 материала транспортируют в направлении MD движения полотна (см. стрелку) к нескольким режущим инструментам 23. На полотне 22 материала имеется несколько меток 27 синхронизации. Режущие инструменты 23а, 23b и 23 с наносят на полотно 22 материала линии 24 разреза в пределах своей рабочей зоны. Линии 24 разреза в данном случае представляют собой контуры различных заготовок 21а, 21b и 21с. На фигуре 3 заготовки 21а, 21b и 21с расположены таким образом, чтобы между различными заготовками не образовывались отходы. Сенсорный блок, не показанный на фигуре, измеряет расстояние между двумя метками 27а и 27b синхронизации. Кроме того, определяют положение заготовок, измеряют ширину В полотна материала, а в процессе разрезания учитывают усадку полотна.
На фигуре 4 изображен вариант этапа удаления отходов. Полотно 22 материала с линиями 24 разреза, соответствующими контуру остатка 26 материала, транспортируют в направлении MD движения полотна под двумя элементами 28, 29 удаления отходов поверхностного действия. В областях 25 под полотном материала находятся элементы направления и/или транспортировки полотна. Первый элемент 28 удаления отходов представляет собой вращающуюся щетку с эластичной щетиной, занимающую всю ширину В полотна 22 материала. Щетка вращается в направлении стрелки R и воздействует сверху на полотно материала. В результате отходы выпадают из полотна материала вниз, что приводит к образованию вырезов 30а. В рабочей зоне 32а элемента 28 удаления отходов под полотном материала отсутствуют элементы направления или транспортировки полотна. При дальнейшем продвижении полотна после области 25b второй элемент 29 удаления отходов воздействует на полотно материала. Элемент 29 удаления отходов содержит различные воздушные форсунки, выдувающие сжатый воздух на полотно материала. Под давлением воздуха отходы выдавливаются из полотна материала, в результате чего образуются вырезы 30b. В рабочей зоне 32b элемента 29 удаления отходов отсутствуют элементы направления или транспортировки полотна под полотном материала. Видно, что полотно материала в области элементов удаления отходов не транспортируется направляющими или транспортирующими элементами, то есть препятствия удалению отходов в рабочей зоне элементов удаления отходов отсутствуют.
На фигуре 5 изображен другой вариант удаления отходов согласно изобретению. Отходы удаляют с помощью вакуумной ленты 31, движущейся со скоростью полотна в направлении MD движения полотна под полотном 22 материала. Вакуумная лента 31 соприкасается с нижней стороной полотна 22 материала и образует направляющую для полотна под полотном материала в области 25. Для этого в области V под вакуумной лентой 31 создают определенный вакуум. Вакуумная лента 31 содержит очень мелкую перфорацию, не показанную на фигуре. Отклоняющие ролики 33а, 33b в конце вакуумной ленты отклоняют ленту. Присосанные вакуумом отходы 26 выводятся из полотна 22 материала вниз, а полотно транспортируется на следующий этап. В области oV вместо вакуума присутствует только давление окружающей среды. В рабочей зоне 32 под полотном материала отсутствуют направляющие или транспортирующие элементы. Отходы 26 падают вниз под действием силы G тяжести.
На фигуре 6 изображено устройство согласно изобретению, в которое из обычной установки по производству гофрированного картона поступает бесконечное полотно гофрированного картона. При этом конструкция установки по производству гофрированного картона соответствует мокрому участку А картоноделательной машины согласно фигуре 1. К установке по производству гофрированного картона примыкает режущая станция 40, в которой несколько режущих инструментов свободной формы наносят первые линии разреза на полотно 22 гофрированного картона. Далее полотно 22 гофрированного картона транспортируется на станцию 41 удаления отходов, где удаляются отходы. Затем полотно 22 гофрированного картона, освобожденное от отходов, транспортируется на вторую режущую станцию 42, на которой на полотно гофрированного картона наносят вторые линии разреза. В альтернативном варианте можно разрезать гофрированный картон поперек и уложить листы на полки 14.
ПЕРЕЧЕНЬ ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
1 стойки разматывающего устройства
2 сращивающее устройство
3 устройство предварительного нагрева
4 устройство подготовки (вращающийся нагревательный цилиндр с увлажнением)
5 гофрирующий аппарат
6 подъемный транспортер
7 мостик
8 цилиндр предварительного нагрева
9 оклеивающая машина
10 участок нагрева и протяжки
11 короткий поперечный резак
12 аппарат бигования и резки
13 поперечный резак
14 полка
21 заготовка
22 полотно материала
23 режущий инструмент
24 линия разреза
25 область с элементами направления и/или транспортировки полотна
26 отходы
27 метка синхронизации
28 валик с вращающейся эластичной щетиной
29 воздушный нож
30 вырезка в полотне материала
31 вакуумная лента
32 рабочая зона элемента удаления отходов без элементов направления или транспортировки полотна
33 отклоняющий ролик
40 режущая станция
41 станция удаления отходов
42 режущая станция
MD направление движения полотна
В ширина полотна материала
R направление вращения
G сила тяжести
V область с вакуумом
oV область без вакуума


Изобретение относится к способу и устройству изготовления заготовок из гофрированного картона. Направляют полотно материала в рабочую зону режущего инструмента, выполненного с возможностью управляемого перемещения для разрезания полотна материала. Разрезают полотно материала по меньшей мере одним режущим инструментом, выполненным с возможностью управляемого перемещения для разрезания полотна материала. С помощью режущего инструмента на полотно материала наносят первые линии разреза, образующие контур заготовки, остатков материала или части контура заготовки или остатков материала на полотне материала. Полотно материала представляет собой непрерывное полотно гофрированного картона, которое подают непосредственно из установки по производству гофрированного картона. Устройство содержит устройство подачи полотна материала из гофрированного картона, первую режущую станцию с по меньшей мере одним режущим инструментом, представляющим собой лазерный или плазменный резак. Режущая станция содержит по меньшей мере один сенсорный блок и по меньшей мере один блок управления режущим инструментом, соединенный с сенсорным блоком. По меньшей мере один блок планирования выполнен с возможностью планирования расположения заготовок на полотне материала. Также имеется по меньшей мере одно транспортировочное устройство полотна материала и по меньшей мере одно устройство удаления отходов. 2 н. и 19 з.п. ф-лы, 6 ил. 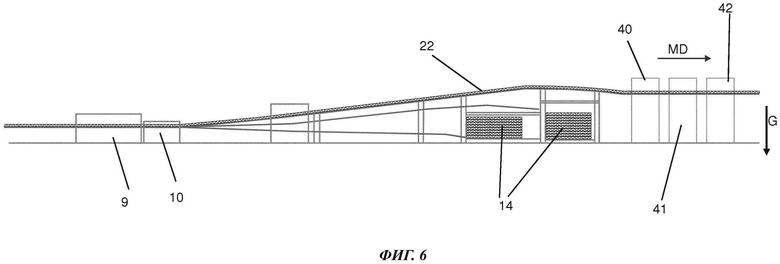
1. Способ изготовления заготовок из гофрированного картона, содержащий следующие этапы:
- направляют полотно материала в рабочую зону режущего инструмента, выполненного с возможностью управляемого перемещения для разрезания полотна материала,
- разрезают полотно материала по меньшей мере одним режущим инструментом, выполненным с возможностью управляемого перемещения для разрезания полотна материала, причем с помощью режущего инструмента на полотно материала наносят первые линии разреза, образующие контур заготовки, или остатков материала или части контура заготовки или остатков материала на полотне материала,
отличающийся тем, что полотно материала представляет собой непрерывное полотно гофрированного картона, которое подают непосредственно из установки по производству гофрированного картона.
2. Способ по п. 1, отличающийся тем, что режущий инструмент, имеющий возможность управляемого перемещения для разрезания полотна материала, представляет собой лазерный или плазменный резак.
3. Способ по п. 1 или 2, отличающийся тем, что он дополнительно содержит следующие этапы:
- перед направлением полотна материала в рабочую зону режущего инструмента на него наносят метки синхронизации;
- перед разрезанием полотна материала по меньшей мере одним режущим инструментом регистрируют метки синхронизации по меньшей мере одним сенсорным блоком и передают данные о расположении меток синхронизации с сенсорного блока в блок управления;
- управляют режущим инструментом с помощью блока управления на основании переданных данных, так что с помощью режущего инструмента наносят линии разреза в зависимости от положения меток синхронизации на полотне материала.
4. Способ по одному из предыдущих пунктов, отличающийся тем, что полотно материала разрезают с помощью нескольких режущих инструментов, имеющих возможность управляемого перемещения для разрезания полотна материала, расположенных друг за другом в направлении движения полотна материала и/или друг рядом с другом.
5. Способ по одному из предыдущих пунктов, отличающийся тем, что он включает следующий этап:
- осуществляют удаление отходов из полотна материала и отведение заготовок или
- осуществляют отведение заготовок и удаление отходов из полотна материала.
6. Способ по одному из предыдущих пунктов, отличающийся тем, что перед разрезанием полотна материала по меньшей мере одним режущим инструментом или, предпочтительно, перед направлением полотна материала в рабочую зону режущего инструмента осуществляют этап планирования посредством блока планирования, который планирует расположение заготовок на полотне материала.
7. Способ по одному из предыдущих пунктов, отличающийся тем, что он содержит дополнительные этапы:
- направляют полотно материала с линиями разреза по меньшей мере к одному элементу удаления отходов;
- удаляют отходы из полотна с помощью по меньшей мере одного элемента удаления отходов.
8. Способ по п. 7, отличающийся тем, что после удаления отходов полотно материала транспортируют по меньшей мере к одному следующему режущему инструменту, имеющему возможность управляемого перемещения для разрезания полотна материала, и разрезают по меньшей мере одним режущим инструментом, причем с помощью режущего инструмента на полотно материала наносят вторые линии разреза, которые вырезают заготовку или части заготовки.
9. Способ по п. 8, отличающийся тем, что вторые линии разреза представляют собой линии разделения соседних заготовок.
10. Способ по одному из предыдущих пунктов, отличающийся тем, что на полотно материала дополнительно наносят надпечатку, в частности, методом цифровой печати.
11. Способ по одному из предыдущих пунктов, отличающийся тем, что на полотне материала выполняют продольные или поперечные линии сгиба с помощью одного или нескольких биговальных инструментов, причем биговальные инструменты расположены перед или за первым режущим инструментом, и/или на полотне материала выполняют тиснение с помощью одного или нескольких инструментов для тиснения, причем инструменты для тиснения расположены перед или за по меньшей мере одним первым режущим инструментом.
12. Способ по одному из предыдущих пунктов, отличающийся тем, что
- с помощью по меньшей мере одного первого режущего инструмента на полотно материала наносят первые линии разреза, которые вырезают контур остатка материала и/или части контура заготовки из полотна материала;
- транспортируют полотно материала с первыми линями разреза по меньшей мере к одному элементу удаления отходов;
- удаляют все отходы из полотна материала с помощью одного или нескольких элементов удаления отходов;
- транспортируют полотно материала без отходов к второму режущему инструменту;
- с помощью вторых режущих инструментов на полотно материала наносят вторые линии разреза, которые вырезают контур заготовки или части контура заготовки из полотна материала;
- отводят готовые заготовки без отходов;
- при необходимости разрезают оставшееся полотно без заготовок поперечным резаком на полосы или измельчают с помощью шредера.
13. Способ по одному из предыдущих пунктов, отличающийся тем, что заготовки отводят путем удаления готовых заготовок из полотна материала, предпочтительно с помощью роботизированных систем или шарико -цепных транспортеров, более предпочтительно с помощью роботизированных систем, которые могут быть подключены к блоку управления.
14. Способ по одному из предыдущих пунктов, отличающийся тем, что он включает удаление отходов, и при удалении отходов выполняют по меньшей мере один из следующих этапов:
- вводят полотно материала в зону удаления отходов, в которой под полотном материала и в рабочей зоне всех элементов удаления отходов отсутствуют элементы направления или транспортировки полотна;
- обрабатывают разрезанное полотно материала элементами удаления отходов, установленными над полотном материала и воздействующими на полотно материала сверху для удаления отходов из полотна материала в соответствующей рабочей зоне элементов удаления отходов.
15. Способ по п. 14, отличающийся тем, что элементы удаления отходов представляют собой элементы удаления отходов поверхностного действия, предпочтительно пневматические брусья, щетки или вакуумные ленты, или элементы удаления отходов локального действия, предпочтительно воздушные форсунки или подвижные выталкиватели, или же комбинацию различных элементов удаления отходов.
16. Устройство для изготовления заготовок из гофрированного картона, содержащее:
- устройство подачи полотна материала из гофрированного картона;
- первую режущую станцию, содержащую по меньшей мере один режущий инструмент, имеющий возможность управляемого перемещения для разрезания полотна материала, представляющий собой лазерный или плазменный резак;
причем режущая станция содержит по меньшей мере один сенсорный блок и по меньшей мере один блок управления, соединенный с сенсорным блоком, причем сенсорный блок содержит датчик для регистрации положения меток синхронизации, а блок управления представляет собой устройство управления режущим инструментом;
- по меньшей мере один блок планирования, выполненный с возможностью планирования расположения заготовок на полотне материала;
- по меньшей мере одно транспортировочное устройство, выполненное с возможностью транспортировки полотна материала в устройстве;
- по меньшей мере одно устройство удаления отходов.
17. Устройство по п. 16, отличающееся тем, что на режущей станции установлено несколько режущих инструментов, имеющих возможность управляемого перемещения для разрезания полотна материала, предпочтительно, друг за другом в направлении движения полотна материала и/или попарно друг рядом с другом.
18. Устройство по одному из пп. 16 или 17, отличающееся тем, что устройство подачи представляет собой установку по производству гофрированного картона для получения полотна гофрированного картона.
19. Устройство по одному из пп. 16-18, отличающееся тем, что оно содержит первую режущую станцию, первую станцию удаления отходов, вторую режущую станцию и по меньшей мере один блок отведения заготовок.
20. Устройство по одному из пп. 16-19, отличающееся тем, что блок отведения представляет собой роботизированную систему или шарико-цепной транспортер, предпочтительно роботизированную систему, которая соединена с блоком управления.
21. Устройство по одному из пп. 16-20, отличающееся тем, что станция удаления отходов содержит элементы удаления отходов поверхностного действия, предпочтительно пневматические брусья, щетки или вакуумные ленты, или элементы удаления отходов локального действия, предпочтительно воздушные форсунки или подвижные выталкиватели, или комбинацию различных элементов удаления отходов.
| EP 1184127 A1, 06.03.2002 | |||
| WO 2013164810 A1, 07.11.2013 | |||
| Способ усиления железобетонной колонны после техногенных воздействий | 2020 |
|
RU2754526C1 |
| DE 102011103979 A1, 13.12.2012 | |||
| МАШИНА ДЛЯ ЛАЗЕРНОЙ РЕЗКИ ПОЛЮСНЫХ ПЛАСТИН | 2011 |
|
RU2556186C2 |
| СПОСОБ, СИСТЕМА И КОМПЬЮТЕРНАЯ ПРОГРАММА ДЛЯ МАШИННОЙ РЕЗКИ НЕСКОЛЬКИХ ЧАСТЕЙ ИЗ ЗАГОТОВКИ МАТЕРИАЛА С ИСПОЛЬЗОВАНИЕМ РЕГУЛИРУЮЩИХ ПРАВИЛ И ПЕРЕМЕННЫХ ДЛЯ РЕЗКИ | 2011 |
|
RU2594921C2 |
| МАШИНА И СПОСОБ ДЛЯ ГОФРИРОВАНИЯ СПИРАЛЕШОВНОЙ ТРУБЫ (ВАРИАНТЫ) | 2000 |
|
RU2250807C2 |
| СПОСОБ РЕЗКИ ПЛАСТИКОВЫХ ИЗДЕЛИЙ, РАЗМЕЩЕННЫХ В НЕПРЕРЫВНОЙ ПЛАСТИКОВОЙ ЛЕНТЕ, ДЛЯ ПРИМЕНЕНИЯ В МЕДИЦИНСКОЙ ОБЛАСТИ | 2011 |
|
RU2575521C2 |
| Способ изготовления спиральношовных толстостенных гофрированных труб | 1991 |
|
SU1811933A1 |

