Изобретение относится к способам кинематических испытаний пар трения и, в частности, касается электрической приработки трущихся кинематических пар.
Известен способ обкатки двигателей, например, внутреннего сгорания путем вращения вала отбора мощности от постороннего источника энергии в течение заданного времени. Кроме того, с целью ускорения процесса обкатки вал вращают с постоянным числом оборотов, а через сопрягаемые детали пропускают постоянный электрический ток и в момент стабилизации механических потерь прекращают обкатку /1/.
Недостатки известного способа связаны с необходимостью пропускания тока значительной силы (большая потребляемая мощность), а также нагрев не только контактируемых поверхностей, но и всего объема материала сопрягаемых деталей, что приводит к изменению их геометрических параметров и ухудшает тем самым качество обкатки. Кроме того, возможны технические затруднения при подключении токосъемников к деталям кинематической пары из-за сложности доступа, особенно к подвижной детали.
Наиболее близким по своей сущности к предлагаемому способу является способ приработки кинематических пар трения, в котором пару нагружают установленной нагрузкой, задают относительное перемещение и подают технологическое напряжение. При этом подачу напряжения осуществляют только на одну из прирабатываемых деталей, а значение напряжения поддерживают в диапазоне 10 - 20 В при силе тока 5 - 8 А /2/.
Недостатком данного способа является значительная потребляемая мощность, кроме того, указание на "значение напряжения поддерживают" означает, что подаваемый ток - постоянный и, следовательно, распределяется равномерно по всему объему материала детали, а технологическому воздействию должен подвергаться только поверхностный слой.
Изобретение направлено на повышение эффективности приработки кинематических пар трения, снижение энергозатрат.
Технический результат от использования изобретения заключается в сокращении продолжительности и повышении качества процесса, снижении энергозатрат на технологическое воздействие.
Технический результат достигается тем, что в способе приработки кинематических пар трения, в котором пару нагружают установленной нагрузкой и задают относительное перемещение, пропускают импульсный электрический ток только через одну из прирабатываемых деталей совместно с добавлением в смазочное масло элементоорганических соединений металлов. Кроме того, значение пропускаемого через одну из прирабатываемых деталей технологического напряжения устанавливают не менее 2 кВ. При этом сила тока не превышает нескольких микроампер, а изменяется в зависимости от материала прирабатываемых деталей и состава добавляемых в смазочное масло элементоорганических соединений металлов.
На чертеже изображена схема устройства для осуществления предлагаемого способа. Устройство содержит источник технологического (высокочастотного, в частности импульсного) напряжения 1, подключенный к одной из деталей 2 прирабатываемой пары через импульсный амперметр 3. Импульсный вольтметр 4 служит для контроля напряжения.
Способ осуществляется следующим образом. От источника 1 на одну из деталей 2 прирабатываемой пары подают импульсный ток, задают относительное перемещение деталей и нагружают их установленной нагрузкой. Для интенсификации процесса в смазочное масло добавляют растворимые в нем элементоорганические соединения металлов в установленных объемах. Приработка характеризуется процессами переноса и перераспределения вещества на трущихся поверхностях, заключающимися в перераспределении энергии импульса по сечению детали. При пропускании импульсного тока значительно сокращается его величина, а технологическое воздействие концентрируется в поверхностном слое (скин-эффект на импульсном режиме).
В местах микроконтактного сближения вершин неровностей прирабатываемых деталей, благодаря разности их потенциалов, вызванной в том числе и за счет электрической индукции, происходит пробой масляной пленки и съем материала вершин микронеровностей. Кроме того, разряды возникают и между ближайшими вершинами микронеровностей одной детали, что также приводит к съему этих вершин.
Микроразряды стимулируют процесс разложения металлоорганических соединений, добавляемых в смазочное масло, до образования твердых микрочастиц. Они, в свою очередь, действуют и как абразивные частицы, и как дополнительные источники микроразрядов. Таким образом, элементоорганические присадки увеличивают скорость приработки за счет комбинированного технологического воздействия.
Процесс приработки продолжается до тех пор, когда электрический ток сгладит все микронеровности на расстоянии, обеспечивающем пробой масляной пленки. С увеличением зазора между прирабатываемыми деталями, в результате съема вершин микронеровностей, подаваемый импульсный ток становится недостаточен для пробоя образовавшегося расстояния. В этом случае процесс приработки прекращается автоматически, что обеспечивает саморегуляцию технологического воздействия.
Кроме достижения оптимальной шероховатости, при пропускании импульсного тока, повышается значение твердости поверхностного слоя вещества детали за счет вторичной закалки его микроучастков в местах пробоя.
Технологическое напряжение устанавливают не менее 2 кВ, а силу тока не более нескольких микроампер. Эти значения изменяют в зависимости от материала деталей, их состояния, режимов приработки и состава добавляемых в смазочное масло элементоорганических соединений металлов.
Предлагаемый способ позволяет сократить время приработки, улучшить ее качество и сократить энергозатраты по сравнению с известным способом.
Источники информации:
1. Авторское свидетельство N 337682. M. Кл. G 01 M 15/00, F 02 B 79/00, 1972 г.
2. Патент 2082030 Россия, МКИ6 F 16 C 33/14, 1997 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРИРАБОТКИ ДВИГАТЕЛЕЙ | 1998 |
|
RU2132955C1 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ПЕРЕД НАНЕСЕНИЕМ ПЛАЗМЕННЫХ ПОКРЫТИЙ | 1999 |
|
RU2173352C2 |
| УСТРОЙСТВО ДЛЯ СДАИВАНИЯ МОЛОКА У КОРОВ ИЗ ДОЛЕЙ ВЫМЕНИ, БОЛЬНЫХ МАСТИТОМ | 2000 |
|
RU2189133C2 |
| ШПРИЦ | 1999 |
|
RU2169583C1 |
| ЛИНИЯ ПРИГОТОВЛЕНИЯ ПОДКОРМКИ ДЛЯ ПЧЕЛ | 2001 |
|
RU2192127C1 |
| ИГЛА-ТРОАКАР ДЛЯ НАЛОЖЕНИЯ ШВОВ НА ВУЛЬВУ | 2000 |
|
RU2192809C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЗУБЧАТЫХ ПЕРЕДАЧ | 2001 |
|
RU2213650C2 |
| УСТРОЙСТВО ДЛЯ СДАИВАНИЯ И КОНТРОЛЯ ПЕРВЫХ СТРУЕК МОЛОКА | 2000 |
|
RU2185054C2 |
| ГИДРАВЛИЧЕСКИЙ АВТОРЕГУЛЯТОР | 2001 |
|
RU2201487C2 |
| УСТРОЙСТВО ДЛЯ ДЕЗИНФЕКЦИИ СОСКОВ ВЫМЕНИ ПОСЛЕ ДОЕНИЯ | 2000 |
|
RU2212788C2 |
Изобретение относится к способам электрической приработки трущихся кинематических пар. Кинематическую пару нагружают установленной нагрузкой, задают относительное перемещение и подают на одну из прирабатываемых деталей импульсный электрический ток с одновременным добавлением в смазочное масло элементоорганических соединений металлов. Технический результат - повышение эффективности процесса приработки кинематических пар трения, снижение энергозатрат. 1 з.п.ф-лы, 1 ил.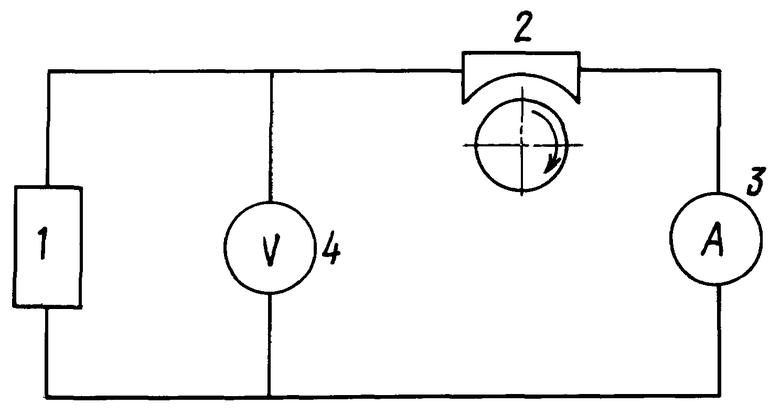
| СПОСОБ ПРИРАБОТКИ КИНЕМАТИЧЕСКИХ ПАР ТРЕНИЯ | 1994 |
|
RU2082030C1 |
| СПОСОБ ПРИРАБОТКИ КИНЕМАТИЧЕСКИХ ПАР ТРЕНИЯ | 1998 |
|
RU2146043C1 |
| СПОСОБ ПРИРАБОТКИ ПАРЫ ТРЕНИЯ | 1992 |
|
RU2054569C1 |
| SU 17112693 А1, 15.02.1992 | |||
| Способ приработки червячной глобоидной передачи | 1972 |
|
SU485243A1 |
| US 4356724, 13.10.1987 | |||
| US 4362055, 26.06.1981. | |||
