Изобретение относится к машиностроению, в частности к двигателестроению и может быть использовано для приработки двигателей внутреннего сгорания при их изготовлении и после ремонта.
Известны способы обкатки двигателей путем вращения его вала с добавлением в смазочное масло элементоорганических соединений металлов (присадок), которые при нагреве способны образовывать мелкодисперсные частицы твердых окислов, ускоряющих процесс приработки кинематических пар трения за счет абразивного изнашивания микронеровностей сопрягаемых поверхностей [1].
Данным способам присущ ряд недостатков: во-первых, необходимость значительного повышения температуры в сопряжении прирабатываемых деталей для образования окислов металлов из элементоорганических присадок; во-вторых, приработка деталей осуществляется только за счет абразивного износа их сопрягаемых поверхностей.
Наиболее близким по своей сущности к предлагаемому способу является способ обкатки двигателей путем вращения вала отбора мощности с постоянным числом оборотов от постороннего источника энергии в течение заданного интервала времени и пропускания электрического тока через сопрягаемые детали [2].
Недостатки известного способа связаны с необходимостью пропускания тока значительной силы (большая потребляемая мощность), а также нагрев не только контактируемых поверхностей, но и всего объема материала сопрягаемых деталей, что приводит к изменению их геометрических параметров и ухудшает тем самым качество обкатки.
Изобретение направлено на повышение эффективности приработки кинематических пар трения.
Технический результат от использования изобретения заключается в сокращении продолжительности и повышении качества процесса, снижении эгнергозатрат, а так же в увеличении микротвердости сопрягаемых поверхностей.
Технический результат достигается тем, что в способе переработки двигателей при вращении его вала в течение заданного интервала времени с постоянным числом оборотов, в смазочное масло добавляют элементоорганические соединения металлов и при этом пропускают переменный электрический ток через сопрягаемые детали. Кроме того, частоту переменного электрического тока устанавливают не менее 1 МГц.
На чертеже изображена схема устройства для осуществления предлагаемого способа.
Устройство содержит источник переменного тока 1, подключенный одной клеммой через регулятор силы тока 2 к одной из прирабатываемых деталей 3. Вторая деталь 4 (вал) прирабатываемой пары соединена со второй клеммой источника переменного тока 1 через амперметр 5 и токосъемное устройство 6. Вольтметр 7 служит для контроля напряжения.
Способ осуществляется следующим образом. В моторное масло прирабатываемого двигателя добавляют растворимые в нем элементоорганические соединения металлов в установленных объемах. Задают перемещение деталей 3 и 4, вращая вал 4 двигателя. В это же время от источника тока 1, через регулятор силы тока 2, на сопрягаемые детали 3 и 4 подают ток с частотой не менее 1 МГц. При этом возникает скин-эффект, то есть ток протекает по поверхности сопрягаемых деталей 3 и 4. Происходит поверхностный разогрев этих деталей, при котором размягчаются и сминаются острые микронеровности, присутствующие на них. Кроме того, за счет возникающей электростатической индукции, облегчается протекание разрядного тока между вершинами микронеровностей сопрягаемых поверхностей деталей 3 и 4, находящихся в данный момент на ближайшем расстоянии и удаление острых вершин микронеровностей. Эти процессы способствуют значительному увеличению температуры поверхностного слоя сопрягаемых деталей 3 и 4, и стимулирует процесс разложения элементоорганических соединений металлов, присутствующих в масляной пленке между прирабатываемыми поверхностями, до образования твердых окислов металлов (абразивных частиц). В свою очередь, образовавшиеся твердые микрочастицы окислов металлов, кроме механического воздействия на вершины микронеровностей и прирабатываемых поверхностей, являются дополнительными источниками микроразрядов, возникающих между ними и ближайшими вершинами микронеровностей. Это значительно ускоряет процесс приработки переменным электрическим током.
Процесс приработки будет продолжаться до тех пор, пока электрический ток не сгладит все микронеровности на расстоянии, обеспечивающем пробой масляной пленки. С увеличением зазора между прирабатываемыми деталями 3 и 4, в результате съема и размягчения микронеровностей, подаваемый переменный ток уже не будет недостаточен для пробоя образовавшегося расстояния. В этом случае процесс приработки прекратится автоматически.
Кроме достижения оптимальной шероховатости, предлагаемый способ приработки двигателей увеличивает микротвердость сопрягаемых поверхностей за счет вторичной закалки микроучастков поверхностей в местах пробоя, при пропускании по ним переменного электрического тока.
Напряжение и сила тока изменяются в зависимости от состояния деталей, узлов и режимов приработки.
Предлагаемый способ позволяет сократить время приработки, улучшить ее качество и сократить энергозатраты по сравнению с применением постоянного тока для этих же целей.
Источники информации
1. Нигаматов М. Х. Ускоренная обкатка двигателей после ремонта. - М.: Колос, 1983.
2. Авторское свидетельство N 337682, М.Кл. G 01 M 15/00, F 02 B 79/00, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРИРАБОТКИ КИНЕМАТИЧЕСКИХ ПАР ТРЕНИЯ | 1998 |
|
RU2152543C1 |
| СПОСОБ ТРАНСФОРМАЦИИ РАСТЕНИЙ | 1997 |
|
RU2123781C1 |
| СПОСОБ СОХРАНЕНИЯ ЭФФЕКТА СТИМУЛЯЦИИ ОБЛУЧЕННЫХ СЕМЯН | 1997 |
|
RU2112346C1 |
| СПОСОБ ОПРЕСНЕНИЯ ВОДЫ | 1997 |
|
RU2120415C1 |
| СПОСОБ ТРАНСФОРМАЦИИ РАСТЕНИЙ | 1996 |
|
RU2128427C1 |
| СПОСОБ ПРИРАБОТКИ ПОРШНЕВОГО ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2157515C1 |
| ИЗМЕЛЬЧИТЕЛЬ КОРМОВ | 1997 |
|
RU2121259C1 |
| СПОСОБ ПРИРАБОТКИ ДВИГАТЕЛЕЙ | 1997 |
|
RU2136928C1 |
| РЕГУЛЯТОР УРОВНЯ ВОДЫ В ГИДРОТЕХНИЧЕСКИХ СООРУЖЕНИЯХ | 1998 |
|
RU2138841C1 |
| ВОДОСБРОС ГИДРОТЕХНИЧЕСКОГО СООРУЖЕНИЯ | 1996 |
|
RU2112831C1 |
Изобретение может быть использовано для приработки двигателей внутреннего сгорания при их изготовлении и после ремонта. Изобретение позволяет повысить эффективность приработки кинематических пар трения. При вращении вала двигателя в течение заданного интервала времени с постоянным числом оборотов в смазочное масло добавляют элементоорганические соединения металлов совместно с пропусканием переменного электрического тока через сопрягаемые детали. 1 з.п.ф-лы, 1 ил.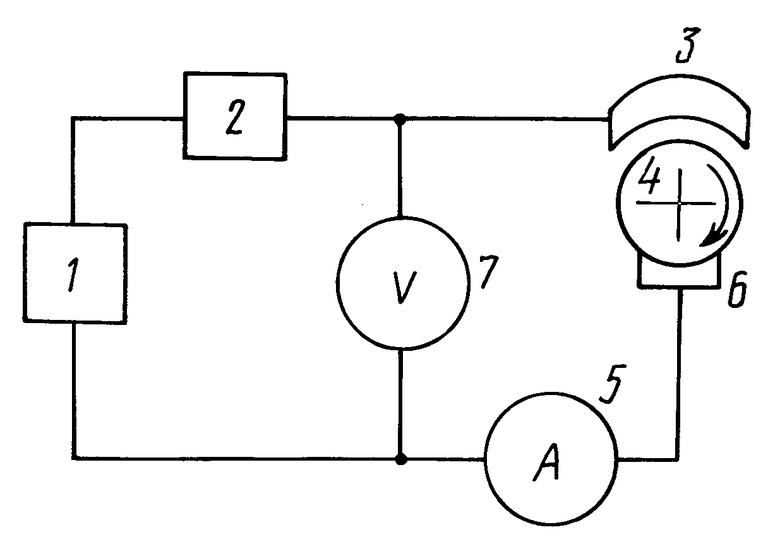
| СПОСОБ ОБКАТКИ ДВИГАТЕЛЕЙ | 0 |
|
SU337682A1 |
| Способ обкатки автотракторных двигателей | 1938 |
|
SU54545A1 |
| Способ приработки деталей | 1977 |
|
SU637764A1 |
| Устройство для крепления печатных плат в корпусе | 1981 |
|
SU1031014A1 |
