Настоящее изобретение относится к соединениям или узлам труб, которые должны соединяться с помощью резьбы, и относится к трубам, используемым в промышленности, в частности к узлам или резьбовым соединениям, используемым при сооружении ниток трубопровода или линий вспомогательного оборудования для прокладки и эксплуатации трубопроводов или для обсадных колонн для разработки и эксплуатации нефтяных или газовых скважин; изобретение относится также к резьбовым блокам или соединениям, используемым для любой цели, при достижении которой может возникнуть необходимость в монтаже трубопроводов или вспомогательного оборудования для них, например при сооружении геотермальных или паровых электростанций. Резьбовое соединение по настоящему изобретению особенно эффективно и полезно при монтаже металлических труб, используемых для обсадной колонны нефтяных или газовых скважин, о чем будет подробнее описано ниже. Используемые здесь термины узел, соединение или сочленение имеют один и тот же смысл и значение, за исключением специфических контекстов. Под трубами понимается любой тип труб или трубчатых компонентов или трубчатого вспомогательного оборудования, которые существуют в настоящее время или которые вероятно будут использоваться в промышленности, причем обычно подразумеваются металлические трубы.
Известны многочисленные типы узлов и блоков для нефте- и газопроводов, которые гарантируют удовлетворительные результаты с точки зрения механических характеристик и степени плотности затяжки даже в жестких условиях их эксплуатации. Какие-то конкретные типы этих узлов и блоков предусматривают использование труб, снабженных на обоих их концах наружной резьбой в форме усеченного конуса, эти трубы собираются и монтируются с помощью соединительных муфт, снабженных соответствующей внутренней резьбой также в форме усеченного конуса. Подобный способ образования трубопровода имеет то преимущество, что он гарантирует жесткое и плотное соединение двух компонентов благодаря наличию положительного взаимного влияния, которое может образовываться между наружной и внутренней резьбой.
И тем не менее, внешний диаметр таких муфт соединения будет больше диаметра соответствующих труб и в случае использования этих блоков с обсадными трубами возникает необходимость в просверливании расточных отверстий большего диаметра. Если имеются в виду очень глубокие скважины, например глубиной свыше 4000 метров, то в этом случае начальный диаметр первых обсадных колонн скважины, а следовательно, и диаметр самой скважины в непосредственной близости от поверхности может быть в два раза больше при использовании этих соединительных муфт, тогда как использование более совершенных соединительных муфт снимает эту проблему, поскольку их внешний диаметр будет лишь чуть больше диаметра соответствующих труб обсадных колонн.
Чтобы вообще снять эту проблему, можно использовать узлы без соединительной муфты или втулки. В этом последнем случае каждый трубчатый элемент имеет на своих концах одну внутреннюю резьбу и одну внешнюю резьбу. Подобные узлы или соединения обычно называют интегральными узлами или соединениями в противоположность узлам и соединениям, в которых используется соединительная муфта или втулка.
Подобные интегральные узлы обычно используют на трубах, чей диаметр на конце с внутренней резьбой несколько расширен, а диаметр на конце с внешней резьбой несколько уменьшен. Это делается для того, чтобы иметь достаточную толщину труб, которая может гарантировать геометрическую механическую прочность узла, с помощью которого будут соединяться трубы.
Существует также возможность усилить прочность узла резьбового соединения за счет использования резьбы на двух последующих участках секции трубы, а не на одном, при одновременном изменении размеров при переходе с одного участка на другой. В патенте США N 4624488 описывается снабженный резьбой узел, содержащий два цилиндрических резьбовых участка с различными диаметрами резьбы. Это дает возможность размещать между двумя участками центральную кольцеобразную опору. Эта опора в свою очередь дает возможность добиваться вполне достаточного затягивания резьбы и то же время избегать чрезмерного завинчивания. В случае использования резьбы с отрицательным углом наклона опора дает возможность оптимально затягивать резьбу на ее отрицательных углах наклона и тем самым уменьшать риск экстракции, обусловленной действием напряжений растяжения, которые иногда могут возникать в связи с высокими давлениями, а могут и не возникать.
В патенте США N 4570982 раскрыт подобный узел, содержащий две резьбовые части, резьба которых является цилиндрической или в виде усеченного конуса. Рабочие профили резьбы имеют отрицательный угол наклона, а опора между резьбовыми частями имеет генератрису, которая наклонена в противоположном направлении. На каждом элементе около центральной опоры образована уплотняющая поверхность, чтобы гарантировать образование плотного контакта между металлами благодаря комбинированному действию опоры и отрицательных рабочих профилей резьбы.
Согласно упомянутым выше патентам толщина каждого из двух компонентов в центральной зоне на стороне опоры, где ее диаметр будет меньше, имеет значение, которое еще больше уменьшается из-за высоты резьбы смежного резьбового участка. Следовательно, каждый компонент узла имеет зону, снабженную критической толщиной, которая уменьшается при сравнении с номинальной толщиной стенки соответствующего компонента.
В патенте Великобритании N 1587836 описывается один из способов уменьшения высоты скошенной на конус резьбы на конце компонентов соединения, чтобы тем самым повысить механическую прочность этого соединения. На фиг. 6 и 7 этого патента можно видеть резьбовые концы, содержащие так называемую сбегающую резьбу. И тем не менее, этот патент нельзя использовать для образования тонких и высокопрочных узлов соединения.
В заявке на патент РСТ WO 93/18329 описывается резьбовой узел для соединения труб, имеющий плотное соединение, образованное посредством использования центрального стабилизированного буртика. Этот узел содержит две резьбы в виде усеченного конуса, которые смещены относительно друг друга, причем одна из них представляет сбегающую резьбу, по меньшей мере, на его ближайшем к центральному буртику конце. На фиг. 5 (A, B, C) и 10 (A, B, C) ясно видно, что каждый компонент центрального буртика сложен в форму кольцевого крюка, причем два крюка могут проникать один в другой. В соответствии с упомянутой заявкой это взаимное проникновение дает возможность образовывать несколько плотных уплотнений металл/металл, которые затем сохраняют очень хорошую плотность. Использование сбегающей резьбы облегчает сборку и монтаж труб за счет уменьшения риска заедания или защепления наружной и внутренней резьбы, а также делает возможным увеличение полезного сечения каждого из двух компонентов узла в непосредственной близости от центральной зоны.
Хотя специфическая и сложная конструкция центрального буртика, описанная в упомянутой заявке на патент, может предназначаться для выполнения двойной роли - выступать в качестве опоры и уплотняющего соединения, однако практический опыт доказал, что такому компоненту очень трудно выполнять эти две функции удовлетворительным образом. На самом деле опора должна иметь прежде всего высокую прочность, если мы хотим не допустить продвижения охватываемого элемента во внутреннюю часть охватывающего элемента в какой-то конкретной точке, чтобы тем самым исключить возможность чрезмерного навинчивания. Этот результат можно достичь относительно легко и просто, если центральная опора расположена в зоне, в которой два компонента узла имеют большое поперечное сечение и изготовлены так, что они будут плотно соединяться друг с другом. С другой стороны, чтобы добиться хорошей способности к уплотнению и герметизации, необходимо иметь эластичное уплотнение соприкасающихся между собой поверхностей, поскольку в противном случае возникает риск получения требуемой степени плотности только за счет пластической деформации. В этом последнем случае соединение быстро теряет свои уплотняющие качества в процессе последующих операций по ввинчиванию и вывинчиванию. Потеря способности к уплотнению обусловлена по существу тем фактом, что поверхности получили повреждения в процессе их механической обработки.
В упомянутой заявке на патент РСТ указано, что использование смазочных масел, например смазки API, дает возможность улучшить способность соединения к уплотнению и герметизации. Однако этот тип смазки имеет один недостаток, в частности при относительно высоких температурах на кольцеобразных складках образуются твердые отложения этой смазки, которые показаны, например, на фиг. 5 (A, B, C). Эти твердые отложения затем затрудняют взаимное проникновение крюков. Более того, описанный в упомянутой заявке РСТ резьбовой узел использует резьбу специфической формы, в частности в форме ласточкина хвоста, а такие формы резьбы связаны с большими трудностями их изготовления и с более высокой себестоимостью их изготовления по сравнению с уже известными формами резьбы для описываемого здесь применения.
Учитывая все эти проблемы, был найден оптимальный способ изготовления тонкого снабженного резьбой узла для соединения труб, в частности для пропускающих через себя нефть труб, и для других труб, которые наиболее часто используются при бурении на большие глубины, причем этот соединительный узел должен быть простым и эффективным по своей конструкции. Прежде всего, центральная опорная конструкция была выполнена максимально возможной прочности в плане сопротивления деформация, чтобы иметь возможность с высокой степенью точности регулировать глубину проникновения наружного элемента во внутренний элемент. В непосредственной близости от центральной зоны узла была получена критическая толщина для каждого из двух наружного и внутреннего элементов, которая была бы максимально возможно большой, имея в виду узлы, внешний диаметр которых был равен или чуть больше диаметра средней части корпуса трубы, на который насаживается этот узел.
В процессе испытаний была также проверена возможность образования уплотнений металл/металл, которые также эффективны против внутренних и внешних сверхдавлений и которые, в частности, способны защищать резьбу узла соединения на протяжении всей ее длины от проникновения жидкостей, поступающих сюда с внешней или внутренней среды. Кроме того, была изучена и проверена возможность придания этим уплотнениям металл/металл желаемой эластичности, чтобы они могли сохранять свою степень плотности посадки независимо от эластичных деформаций, которые возникают в результате растяжения или аксиального сжатия, которые могут (или не могут) сочетаться с внутренними или внешними сверхдавлениями или даже с эластичным изгибанием узла соединения относительно его оси.
Была также изучена возможность сохранения этого типа способности к уплотнению и герметизации на протяжении многих циклов ввинчивания и отвинчивания.
И, наконец, были изучены возможность достижения всех этих результатов с помощью простых способов механической обработки, которые допускают простую установку и монтаж узла соединения в течение выполнения одной технологической операции, при этом центральная опора дает возможность не только регулировать условия механического затягивания и уплотнения узла, но и также условия достижения желаемой способности к уплотнению и герметизации.
Следовательно, задачей настоящего изобретения является создание резьбового соединения для труб типа интегрального соединения, который гарантирует достижение некоторых или всех упомянутых выше положительных результатов.
Резьбовое соединение, предназначенное для соединения двух труб по настоящему изобретению, содержит охватываемый (внутренний) элемент и охватывающий (внешний) элемент, которые установлены на концах, предназначенных для соединения труб. Охватываемый элемент снабжен внешней резьбой, а охватывающий элемент снабжен внутренней резьбой, соответствующей резьбе охватываемого элемента. Каждая резьба состоит из двух радиально смещенных секций усеченного конуса, причем две секции каждого элемента разделены кольцеобразной опорной поверхностью. На каждом своем конце каждая секция снабжена сбегающей резьбой.
Резьбу предпочтительно нарезается таким образом, чтобы рабочая сторона профиля резьбы имела отрицательный угол наклона.
Высота сбегающей резьбы в каждой торцевой зоне резьбы ограничивается сходимостью внешней или внутренней поверхности в виде усеченного конуса, расположенной вдоль удлинения средней части резьбы, и внутренней или внешней цилиндрической поверхности, параллельной оси трубы.
Высота кольцеобразной опорной поверхности по существу равна радиальному интервалу между двумя цилиндрическими поверхностями, которые ограничивают высоту сбегающей резьбы около упомянутой центральной опорной поверхности. В конце операции свинчивания рабочее зацепление опорных поверхностей охватываемого и охватывающего элементов обуславливает затягивание рабочих сторон профиля внутренней резьбы относительно наружной резьбы. Если упомянутая резьба имеет рабочие стороны профиля резьбы с отрицательными углами наклона, то в этом случае радиальный компонент затягивающей силы усиливает радиальное сцепление охватываемого и охватывающего элементов друг с другом. Примыкающие опорные поверхности образуют буртикообразную центральную опору. Используемые в описании изобретения термины опора или опорная поверхность или буртик имеют одинаковое значение, за исключением случаев, когда они появляются в специфических контекстах.
На охватываемом элементе и на охватывающем элементе в каждой свободной от резьбы зоне, расположенной вне конца каждой из резьбовых секций напротив центральной опорной поверхности, образована поверхность уплотнения. Две уплотняющие поверхности, расположенные на одной и той же стороне центральной опоры, имеют такие размерные характеристики и установлены таким образом, чтобы они соответствовали друг друга и чтобы они образовывали кольцеобразную водонепроницаемую зону контакта металл/металл на собранном соединении.
Таким образом, две уплотняющие поверхности, которые на каждой стороне соединения образуют кольцеобразную зону уплотнения против соответственно внутреннего и внешнего давления жидкости, циркулирующей по трубам или вне труб, затягиваются эластичным образом относительно друг друга после того, как охватываемый элемент непосредственно прижимается к охватывающему элементу на кольцеобразной центральной опоре.
Упомянутые уплотняющие поверхности могут образовывать поверхности, которые в процессе образования соединения вызывают эластичную деформацию, которая гарантирует образование желаемого контакта металл/металл, причем совсем не обязательно, чтобы эти уплотняющие поверхности имели одинаковую форму.
Является предпочтительным выполнять упомянутые уплотняющие поверхности в виде поверхностей усеченного конуса. Является также предпочтительным, чтобы углы этих поверхностей в форме усеченного конуса находились в диапазоне между 8o и 12o, причем угол измеряется по отношению к общей продольной оси соединения. Упомянутые значения ни в коем случае не являются ограничивающими. Значения углов, соответствующие одной паре опорных поверхностей, не обязательно будут идентичны значениям, соответствующим другой паре. Короче говоря, эти опорные поверхности выполняются индивидуально с целью возможности создания в установленном соединении степени плотности затяжки, которая образуется в результате деформации, которая удерживается в пределах упругой домены.
Из последующего описания станет ясно, что различные факторы, взаимодействующие в процессе образования резьбового соединения по настоящему изобретению, дают возможность получить соединение с диаметром, который равен или чуть больше диаметра трубы, причем образованное соединение обладает отличными механическими характеристиками и оптимальной степенью плотности затяжки.
Как уже упоминалось выше, соединение содержит две резьбовые секции в виде усеченного конуса. Каждая секция на каждом своем конце имеет небольшое количество резьбы, которая называется сбегающей резьбой, для которой очень небольшая начальная высота каждой резьбы увеличивается от точки начала резьбы по существу линейным образом до тех пор, пока она не достигнет высоты, которая будет являться высотой резьбы в средней части резьбы. Подобный результат достигается для двух резьбовых секций охватываемого элемента посредством механической обработки впадины профиля резьбы в самом начале зоны большого диаметра каждой из этих секций с постоянным углом наклона, а следовательно, и с диаметром, который уменьшается от точки отклонения и до конца средней части секции. После механической обработки вершин соответствующей внутренней резьбы она будет иметь постоянный диаметр, а следовательно, будет иметь высоту, которая увеличивается от точки отклонения резьбы вплоть до начальной точки средней части и далее до конца секции с постоянной высотой резьбы, простирающейся параллельно углу наклона впадин резьбы.
Механическая обработка впадин внутренней резьбы с постоянным диаметром начинается с имеющего меньший диаметр конца средней части, тогда как вершины внутренней резьбы продолжают подвергаться механической обработке при постоянном угле наклона до точки пересечения поверхности в виде усеченного конуса с цилиндрической поверхностью.
Для охватывающего элемента механическая обработка осуществляется таким образом, чтобы гарантировать проникновение внутренней и внешней резьбы друг в друга в сбегающих зонах резьбы, причем это относится и к ситуации, когда остаточная высота последней будет очень небольшой. Для достижения этого необходимо выполнить противоположное тому, что было сделано и описано для охватываемого элемента. Для каждой из двух секций внешней резьбы, начиная с зоны большого диаметра, механическая обработка впадин резьбы с постоянным диаметром продолжается до начала средней части, а затем и с постоянным углом наклона, включая конечную зону со сбегающей резьбой. Вершины резьбы механически обрабатываются при постоянном угле наклона в зоне увеличения высоты и в средней части, а затем с постоянным диаметром в конечной зоне со сбегающей резьбой.
Следует иметь в виду, что после образования соединения по описанному выше способу зона критической толщины в средней части охватываемого элемента соответствует диаметру точки пересечения боковой поверхности усеченного конуса впадин охватываемой резьбы с цилиндрической боковой поверхностью вершин охватываемой резьбы резьбовой секции, которая будет ближайшей к концу соответствующей трубы. Для охватывающего элемента зона критической толщины в средней части охватывающего элемента соответствует диаметру точки пересечения боковой поверхности усеченного конуса впадин наружной резьбы с цилиндрической боковой поверхностью вершин внешней резьбы резьбовой секции, которая будет ближайшей к концу соответствующей трубы. Можно также заметить, что радиальное расстояние между двумя образованными описанным выше способом диаметрами соответствует максимальной высоте, которую может иметь кольцеобразная опорная зона между двумя резьбовыми секциями. Уже упоминали о том, что использование сбегающей резьбы дает возможность при наличии какой-то конкретной высоты опоры придать критической толщине каждого элемента какое-то значение, которое будет максимально возможно большим. Количество сбегающей резьбы на каждом конце каждой резьбовой секции зависит от высоты резьбы в средних частях и шага. На практике каждая из упомянутых конечных зон содержит чаще всего 3-4 резьбы, однако указанное значение может изменяться.
Механическая прочность двух элементов соединения относительно друг друга зависит в большой степени от профиля самой резьбы. Является предпочтительным использовать резьбу, рабочая сторона профиля которое обеспечивает оптимальный контакт металл/металл в соединении в ввинченном состоянии с отрицательным наклоном, т.е. в том случае, если рабочая сторона профиля резьбы имеет генератрису, наклоненную в сторону внешней части резьбы. Наиболее часто отрицательный угол находится в диапазоне между 3o и 20o по отношению к плоскости, перпендикулярной оси элемента, а предпочтительно в диапазоне между 5o и 15o. Как уже отмечалось выше, подобный угол наклона дает возможность плотно затягивать резьбовые зоны относительно друг друга и тем самым исключать риск разъединения резьбы, причем затягивание охватываемого и охватывающего элементов происходит после того, как они непосредственно примыкают друг к другу.
Центральный опорный буртик, высота которого определяется в виде функции размеров охватываемого и охватывающего элементов и самой резьбы, может иметь нулевой наклон относительно прямой плоскости, простирающейся перпендикулярно оси компонента. Угол наклона относительно прямой плоскости может также находиться в диапазоне между 0o и примерно 20o. Этот наклон ориентирован в направлении к внутренней стороне охватываемого элемента. Подобное наклонение способствует более эффективному затягиванию двух компонентов узла соединения относительно друг друга в центральной части.
Является предпочтительным, чтобы рабочая сторона профиля резьбы была наклонена в сторону внутренней части резьбы по отношению к прямой плоскости, простирающейся перпендикулярно оси, причем угол наклона должен быть равен или быть чуть больше угла наклона рабочей стороны профиля резьбы, например находиться в диапазоне между 8o к 30o.
Чтобы облегчить зацепление охватываемой резьбы с охватывающей резьбой, рекомендуется снабжать зацепляющиеся стороны профиля резьбы фаской ближе к вершине резьбы. Эта фаска, угол наклона которой будет больше угла наклона зацепляющей стороны профиля резьбы, имеет наклон, который увеличивается по отношению к зоне той стороны профиля резьбы, которая будет ближе к впадине резьбы.
Высота резьбы средней части равна, например, примерно от 6 до 12% толщины трубы. Наклон каждой из двух резьбовых секций по отношению к оси составляет, например, от примерно 1/16 до примерно 1/10, возможны и другие значения.
Если высота центральной опоры не является чрезмерной, то в этом случае имеется возможность выполнить соединение, критическая толщина которой в охватываемом и охватывающем элементах в непосредственной близости от опоры будет вполне достаточной, чтобы гарантировать образование оптимальных механических характеристик, причем, в частности, это гарантируется наличием двух резьбовых секций в виде усеченного конуса и со сбегающей резьбой.
Высота центральной опоры, например, равна примерно от 10 до 35% толщины трубы.
Как уже отмечалось выше, невозможно добиться высокой степени плотности затяжки металл/металл в непосредственной близости от буртика только по причине большой жесткости компонентов этой зоны. В противоположность этому существует возможность за счет образования на соединении уплотняющих поверхностей по уже описанному выше способу добиться оптимальной степени плотности затяжки металл/металл на двух концах узла соединения. Первая кольцеобразная внутренняя непроницаемая зона контакта металл/металл образуется между концом охватываемого элемента с небольшой толщиной (вне конца резьбы небольшого диаметра) и концом охватывающего элемента большой толщины, а вторая кольцеобразная непроницаемая зона контакта металл/металл образуется между концом охватывающего элемента небольшой толщины (вне резьбы) и соответствующим концом большой толщины охватываемого элемента. Противоположные уплотняющие поверхности охватываемого и охватывающего элементов имеют такие геометрические очертания, размерные характеристики и позиции, которые в процессе ввинчивания соединения будут гарантировать эластичное деформирование конца тонкостенного элемента в кольцеобразной непроницаемой зоне контакта металл/металл при незначительном изменении его диаметра, тогда как диаметр толстой стенки остается практически неизменным.
Является предпочтительным придать уплотняющим поверхностям такой профиль, чтобы оптимальная плотность контакта металл/металл имела место в узкой, но четко очерченной кольцеобразной зоне.
Удлинение уплотняющих поверхностей вдоль оси соединения определено таким образом, чтобы относительные движения одного из элементов узла соединения по отношению к другому, которые могут возникать в результате образования на концах растягивающих или сжимающих условий или в результате возникновения внутренних или внешних сверхнапряжений, не изменяли оптимальной степени плотности затяжки внешних и внутренних уплотнений даже в тех случаях, когда между двумя опорными поверхностями каждой из кольцеобразных непроницаемых зон контакта металл/металл совершаются могущие быть измеренными смещения.
Благодаря именно этим кольцеобразным зонам контакта металл/металл можно исключить вероятность проникновения и контактирования с потоками находящейся под давлением жидкостей, поступающих из внутренней или внешней среды. Благодаря этому можно также исключить любой риск коррозии резьбы или зон непосредственного примыкания металл/металл, а также риск нарушения соединения в результате влияния давления.
Чтобы повысить качество поверхностей плотной затяжки и, в частности, стойкость этих поверхностей против возможных механических повреждений поверхности, можно использовать уже известный способ обработки поверхности, а именно поверхности охватываемого и охватывающего элементов, фосфатированием с использованием цинка или марганца, либо методом осаждения меди или любого другого металла, либо используя для этого твердый смазывающий слой, например слои бисульфида молибдена, или же использовать любой другой уже известный способ обработки поверхности с применением соответствующего смазочного вещества.
Для определенных целей можно также обеспечить или предусмотреть дополнительную плотность затяжки с помощью изготовленного, например, из эластомера кольца, которое устанавливается в соответствующей канавке в непосредственной близости от кромки дальнего конца охватываемого элемента. Уже известны различные способы защиты поверхностей плотной затяжки, которые собственно и образуют соединения металл/металл, от возможного отрицательного воздействия на них со стороны коррозионной жидкости, вытекающей из внутренней среды. В зависимости от точки размещения упомянутого кольца можно также гарантировать образование геометрической непрерывности внутреннего диаметра (равнопроходное соединение труб) и, с другой стороны, можно будет исключить вероятность образования турбулентной зоны в потоке жидкости.
Каждая предназначенная для сборки трубопровода труба снабжена на одном своем конце охватываемым элементом, а на другом - охватывающим элементом.
Более полное представление о сути изобретения и о его преимуществах можно будет получить из следующего ниже детального описания изобретения, которое будет сопровождаться ссылками на чертежи, на которых:
Фиг. 1 - продольный полуразрез охватываемого и охватывающего элементов соединения по изобретению, частично с выровом, вдоль оси XI-XI и перед моментом их сборки. Наружная и внутренняя резьба представлена только профилями боковых поверхностей выступов и впадин наружной и внутренней резьбы.
Фиг. 2 - поперечный разрез соединения по изобретению с уже собранными охватываемыми и охватывающими элементами.
Фиг. 3 - вид с частичным выровом вдоль оси XI-XI профиля секции внутренней резьбы в виде усеченного конуса соединения по изобретению.
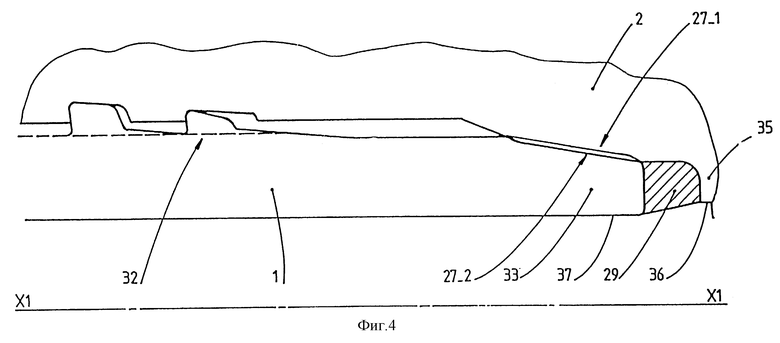
Фиг. 4 - вид с частичным выровом торцевой зоны охватываемого элемента по изобретению, иллюстрирующий профиль уплотняющих поверхностей, расположенных на концах охватываемого элемента.
На фиг. 1 показан продольный полуразрез двух элементов охватываемого элемента 1 и охватывающего элемента 2, расположенных на концах двух труб 38, 39 (показаны только концы этих труб) и с помощью которых образуется соединение 3, схематически показанное на фиг. 2, между двумя трубами 38, 39. Эти трубы имеют одинаковые внутренние и внешние диаметры, однако для большей ясности показанный на фиг. 2 охватывающий элемент 2 смещен от оси XI-XI.
Каждый охватываемый и охватывающий элемент снабжен двумя разьбовыми секциями, соответственно резьбовыми секциями 4, 5 для охватываемого элемента 1 и резьбовыми секциями 6, 7 для охватывающего элемента 2, между этими элементами расположена кольцеобразная опорная поверхность или буртик 24-1 и 24-2. Средние части этих резьбовых секций 4, 5 и 6, 7 имеют форму усеченного конуса.
Четыре резьбовые секции в виде усеченного конуса 4, 5 для охватываемого элемента и 6, 7 для охватывающего элемента на каждом своем конце имеют зоны сбегающей резьбы, в пределах которых высота резьбы уменьшается до нулевого значения. Уменьшение высоты резьбы может быть достигнуто либо в результате механической обработки вершин резьбы до постоянного диаметра относительно оси охватывающего или охватываемого элемента, как это можно видеть в зонах 8 и 9 резьбовых секций 4 и 5, а также в зонах 10 и 11 резьбовых секций 6 и 7, либо же в результате механической обработки впадин резьбы постоянного диаметра относительно оси, например в зонах 12 и 13 резьбовых секций 4 и 5, а также в зонах 14 и 15 резьбовых секций 6 и 7. Следовательно, посредством сборки двух внутренних и внешних элементов происходит полное зацепление их резьбы в соответствующих корпусах, а в средних частях резьбы и в торцевых зонах происходит зацепление со сбегающей резьбой.
На фиг. 2 ясно видно, что в торцевых зонах вершины и впадины сбегающей резьбы ограничены по направлению к внешней или по направлению к внутренней стороне сходимостью внешней поверхности в виде усеченного конуса 16, 17 или внутренней поверхностью в виде усеченного конуса 18, 19, причем каждая из этих поверхностей продолжает поверхность средней части резьбы и внутренней цилиндрической поверхности 20, 21 или внешней цилиндрической поверхности 22, 23. Легко заметить, что разность между диаметрами цилиндрических поверхностей 21 и 22 соответствует радиальной высоте "D" кольцеобразной опоры или буртику 24 в центральной зоне узла 3. Кольцеобразная опора или буртик 24 образуются в результате непосредственного примыкания друг к другу внутреннего элемента 1 и внешнего элемента 2 вместе с их поверхностями 24-1 и 24-2 (см. фиг. 1). Например, радиальная высота "D" может находиться в диапазоне между 10 и 35% толщины трубы.
Следует иметь в виду, что опора 24 не выполняет какой-либо функции уплотнения или герметизации. Генератриса опорной поверхности 24-1, 24-2 будет перпендикулярна оси XI-XI узла соединения. Существует возможность наклонить генератрису относительно оси XI-XI на угол примерно 90-70o, причем при выходе из точки своего большего диаметра в точку своего меньшего диаметра генератриса будет ориентирована по направлению к внутренней стороне и к внутреннему концу охватываемого элемента.
Рабочие стороны профиля наружной резьбы, например резьбы 30 (см. фиг. 3), имеют генератрису с отрицательным углом наклона A примерно в диапазоне от -3 до -20o, а предпочтительно от -10 до ± 5o, относительно линии, простирающейся перпендикулярно оси XI-XI элемента. После ввинчивания взаимодействие между упомянутой резьбой с отрицательной рабочей стороной профиля и опорой 24 делает возможным затягивать внутренний элемент 1 и внешний элемент 2 относительно друг друга. Это практически устраняет риск возможного разъединения или отсоединения элементов именно в точке зацепления их резьбы.
Буртик или опорная поверхность 24-1 на внутреннем элементе и 24-2 на внешнем элементе, которая будет перпендикулярна оси XI-XI, увеличивает механическую прочность соединения (при какой-то конкретной радиальной разности D), а следовательно, делает возможным придать максимально большое возможное значение критической толщине E1 на внутреннем элементе и критической толщине Е2 на внешнем элементе. Отсутствие поверхностей плотности затяжки металл/металл в центральной зоне, т.е. поверхностей, эффективность которой, как уже было сказано выше, не является удовлетворительной по причина жесткости этой зоны, делает возможным переместить две резьбовые секции в виде усеченного конуса 4, 5 и 6, 7 ближе друг к другу и тем самым повысить эффективность соединяющего действия между двумя внутренними и внешними элементами.
Чтобы облегчить зацепление охватываемой резьбы с охватывающей резьбой рекомендуется придавать рабочим сторонам профиля резьбы, например 31, чья генератриса имеет положительный угол наклона, который по абсолютному значению будет больше отрицательного угля наклона рабочей стороны профиля резьбы, значение угла наклона в диапазоне примерно от +8o до +30o. В описываемом примере рабочим сторонам профиля резьбы придано отрицательное наклонение в -10o, а центрирующим рабочим сторонам профиля резьбы придано положительное наклонение в +25o Процедуру центрирования можно еще больше облегчить за счет образования на верхних концах центрирующих сторон профиля резьбы скосов, посредством чего образуется угол наклона, который будет примерно на 15-35o больше по отношению к смежным частям центрирующих рабочих сторон профиля резьбы, которые простираются до оснований центрирующих рабочих сторон профиля резьбы.
На фиг. 1, 2 и 4 ясно видно, что две непроницаемые для жидкости поверхности уплотнения металл/металл 27, 28 располагаются на внутренних и внешних концах соединения вне концов резьбовых частей. В описываемом варианте изобретения эти уплотняющие поверхности по существу являются поверхностями в виде усеченного конуса на охватываемом и охватывающем элементах, имеющих желаемый угол наклона, чтобы войти в контакт друг с другом, причем этот контакт сопровождается эластичной деформацией соответствующей тонкой кольцеобразной стенки. Эластичная деформация для удаленного конца охватываемого элемента принимает форму сжатия, а для удаленного конца охватывающего элемента принимает форму растяжения.
На фиг. 4 показан полупрофиль вдоль оси XI-XI для ситуации, когда удаленный конец охватываемого элемента 1 полностью ввинчен в основание охватывающего элемента 2. На этом чертеже ясно видна интерференция или неправильное зацепление, которое образуется между поверхностями плотности затяжки 27-1 и 27-2, которые для большей ясности показаны здесь с нахлесткой, причем в ссылочной позиции 32 появляется последняя облегающая резьба. Фактически эластичная деформация посредством сжатия удаленного конца 33 охватываемого элемента 1 дает возможность своей поверхности плотности вытяжки 27-1 эластично прижиматься к соответствующей поверхности 27-2 толстой части охватывающего элемента 2, хотя эластичная деформация имеет место почти исключительно на удаленном конце 33.
Образованная на внутренней стороне узла соединения кольцеобразная непроницаемая зона контакта металл/металл защищает резьбу от проникновения сюда жидкости, находящейся внутри труб. Чтобы исключить риск коррозии самих поверхностей плотности затяжки, можно будет, если в этом есть необходимость, устанавливать эластомерное кольцо 29, которое будет заполнять собой пространство между удаленным концом 33 охватываемого элемента 1 и внутренним концом 35 охватывающего элемента. Рекомендуется придавать упомянутому деформируемому кольцу такие размеры, чтобы оно заполняло объем между концом 33 охватываемого элемента 1 и внутренним кольцом 35 охватывающего элемента и чтобы оно гарантировало непрерывность прохода от внутреннего диаметра 36 трубы 38, снабженной охватывающим элементом, до внутреннего диаметра 37 охватываемого элемента.
Конструкция внешней уплотняющей поверхности металл/металл 28, образованной между тонкостенным удаленным концом 34 охватывающего элемента 2 и толстостенной частью охватываемого элемента 1, идентична конструкция, которая уже была описана для опорной поверхности 27. В момент затягивания соединения имеет место неправильное зацепление между поверхностями плотности затяжки, которые приходят в контактирование относительно друг друга, причем это неправильное зацепление сопровождается эластичным расширением тонкой стенки охватывающего элемента.
Образуемая таким образом двойная защита резьбы будет особенно эффективна в плане исключения какого-либо риска возникновения сверхдавления внутри самой резьбы. Эластичность тонких удаленных концов охватываемого элемента 33 и охватывающего элемента 34 дает им возможность поддерживать любое относительное движение торцевых зон одного элемента угла относительно другого, особенно в случае, когда имеет место сжатие или растяжение.
Важно иметь в виду, что только примыкающие друг к другу поверхности являются кольцеобразными опорными поверхностями 24-1, 24-2. Ни в коем случае удаленный конец 33 охватываемого элемента 1 в процессе образования соединения не будет прижиматься к внутреннему концу 35 охватывающего элемента. Это же относится и к удаленному концу 34 охватывающего элемента 2 с противоположной поверхностью на конце охватываемого элемента 1.
В зависимости от размеров труб, которые предполагается соединять с помощью интегрального соединения по настоящему изобретению, и в случае необходимости можно придать внешнему диаметру концу охватывающего элемента 2 дополнительную толщину на уровне резьбовой секции 7 и конца 34. Этого можно добиться посредством расширения, по меньшей мере, на протяжении одной части конца внешнего диаметра 40 охватывающего элемента 2 еще до момента изготовления элементов соединения. На фиг. 1 показан охватывающий элемент 2, который сохранил первоначальный диаметр 41 трубы на протяжении какой-то части своей длины. Диаметр 41 соединяется с расширенным диаметром 40 конца с помощью соединения 42 в форме по существу усеченного конуса между зонами с ссылочными позициями 43 и 44.
Подобную же процедуру можно осуществить и с внутренним диаметром 45 трубы 39, в которой находится охватываемый элемент 1. В данном случае, как это показано на фиг. 1, внутренний диаметр 46 уменьшается, по меньшей мере, на протяжении какой-то части конца. В данном случае диаметр уменьшается на уровне резьбовой секции 4 и на конце 33. Как и прежде соединение выполняется в форме усеченного конуса в ссылочной позиции 47 между зонами с ссылочными позициями 48 и 49. В данном случае получается повышенная прочность без необходимости использования муфты соединения или втулки, что всегда связано с определенными трудностями.
Расширение внешнего диаметра охватывающего элемента 2 и уменьшение внутреннего диаметра охватываемого элемента 1 показано также и на фиг. 2.
Образуемое описанным способом интегральное соединение по настоящему изобретению дает возможность сочетать очень высокую механическую прочность, обусловленную исключительно компактной конструкцией узла соединения в его центральной части, с отличной степенью плотности затяжки, обусловленной наличием кольцеообразных непроницаемых зон контакта металл/металл, использующих затягивание с помощью эластичной деформации уплотняющих поверхностей. Как уже упоминалось выше, уже известные соответствующие способы обработки поверхности дают возможность значительно улучшить стойкость поверхностей плотной затяжки против возможных механических повреждений, а также повысить их способность хорошо выдерживать многочисленные операции по ввинчиванию-вывинчиванию без потери присущей им степени плотности затяжки.
Из описания изобретения следует, что в данном случае возможны многочисленные модификации и варианты настоящего изобретения. Следует также иметь в виду, что суть изобретения может быть реализована и каким-то иным способом, а не только тем, который был описан выше.


Изобретение предназначено для трубопроводов. Описано соединение интегрального типа, включающее в себя охватываемый элемент и охватывающий элемент с диаметром, близким диаметру труб. Каждый из упомянутых элементов имеет две смещенные резьбовые секции в форме усеченного конуса со сбегающей резьбой на двух концах, благодаря чему происходит сближение боковых поверхностей в форме усеченного конуса и цилиндрических поверхностей. Центральная опора взаимодействует с резьбой с отрицательным углом наклона, чтобы усилить соединение охватываемого и охватывающего элементов и две, внутреннюю и внешнюю, кольцеобразные зоны плотности затяжки металл/металл, исключая тем самым возможность проникновения жидкости в резьбовые зоны с концов. Резьбовое соединение можно использовать с трубами, предназначенными для очень глубоких скважин, когда уменьшение диаметра узлов соединения дает возможность снизить расходы по монтажу таких труб, а также с другими трубами, для которых типична упомянутая выше проблема. Изобретение повышает надежность соединения. 13 з.п. ф-лы, 4 ил.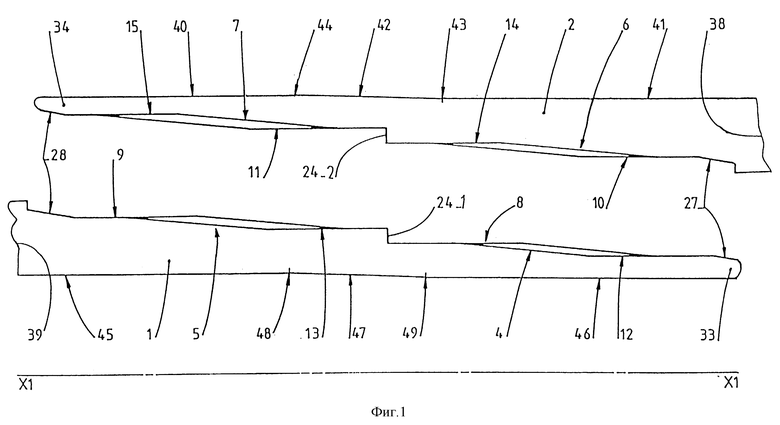
Приоритет по пунктам:
03.10.95 по пп.1 - 3, 5 - 14;
26.09.96 по п.4.
| US, 4624488 A, 25.11.1986 | |||
| US, 4577895 A, 25.03.1986 | |||
| SU, 1131481 A, 23.12.1984 | |||
| SU, 568380 A, 05.08.1977 | |||
| SU, 434663 A, 30.06.1974 | |||
| GB, 1587836 A, 08.04.1981 | |||
| Домовый номерной фонарь, служащий одновременно для указания названия улицы и номера дома и для освещения прилежащего участка улицы | 1917 |
|
SU93A1 |

