Настоящее изобретение относится к области горного дела, а более точно к резьбовому соединению для труб и способу резьбового соединения труб, используемых для разведки и эксплуатации нефтяных месторождений, для использования геотермальной энергии и для любых применений, в которых нужно соединять металлические трубы встык.
Резьбовое соединение по изобретению будет использоваться, в частности, для выполнения эксплуатационных труб (трубопроводов) или обсадных труб в нефтяной промышленности, и более всего оно подходит для труб, имеющих относительно большой диаметр, таких, которые используются при производстве обсадных труб.
Различные типы резьбовых соединений для металлических труб позволяют получить одновременно хорошую механическую прочность и хорошую герметичность.
В связи с этим наиболее часто используют соединительные муфты, имеющие на каждом конце паз с внешней конической резьбой, в который входит конец трубы, имеющий соответствующую внутреннюю коническую резьбу.
Эти резьбы сами по себе, как правило, не позволяют обеспечивать достаточную герметичность соединения, так как нефть или газ под давлением циркулируют вдоль резьбы из-за существующих зазоров. Использование консистентной смазки, наполненной твердыми частицами, таким как графит, задерживает эти утечки, но не устраняет их. Поэтому такие соединения очень часто снабжают круглыми герметичными зонами, которые позволяют благодаря уплотнению, сопровождаемому достаточной эластичной деформацией, осуществлять герметичный контакт металла с металлом.
Известны герметичные соединения, раскрытые во французском патенте 1489013. Это резьбовое соединение имеет зону упора, образованную на конце внутреннего элемента соединения через коническую вогнутую поверхность, которая опирается на соответствующую внешнюю коническую выпуклую поверхность. Зона выпуклой конической опорной поверхности, примыкающая к внутреннему упору, одновременно опирается на вогнутую внешнюю коническую поверхность и обеспечивает герметичность между металлами. Заявка на европейский патент 91420417.7 описывает усовершенствование этого типа стыкового соединения.
Этот тип герметичных стыковых соединений очень эффективен, но требует значительной толщины внешнего элемента, составляющего соединение, из-за наличия выступа, в котором выполняют эти зоны опорной поверхности и упора.
Чтобы устранить этот недостаток, европейский патент 0027771 описывает резьбовое соединение труб с помощью муфты, в которой внутренние концы этих труб имеют передние края, которые упираются один в другой в конце завинчивания внутри муфты. Согласно этому патенту, передние края имеют специальный профиль, например конический вогнутый, чтобы способствовать увеличению диаметра этих передних краев, которые опираются на внутреннюю стенку муфты, создавая таким образом герметичность между металлами на этом уровне.
Таким образом можно уменьшить толщину муфты, но поверхности упора передних краев пластично деформируются во время многократных завинчиваний и развинчиваний, с прогрессивной потерей герметичности не только на уровне этих поверхностей упора, но также на уровне контакта между внешним краем этих поверхностей и внутренней стенкой муфты. Кроме того, степень ввинчивания внутренних концов в муфту и механическая прочность таких соединений могут значительно изменяться в условиях работы, которые трудно воспроизвести и мало надежны для зоны, в которой передние края труб упираются один в другой, становится нерепродуктивной.
Предпринимались попытки получить на практике степень достаточной герметичности, усовершенствуя и значительно изменяя концепцию такого соединения. Изучалась проблема, каким образом можно сделать стойкими и постоянными характеристики стыка, несмотря на последовательные завинчивания-развинчивания, которым он подвержен. В частности, комбинируя эффект разных составляющих соединения, стремились найти возможность использовать коническую резьбу не только как средство механического соединения, но также и как средство герметичного соединения. Было исследовано, как можно репродуктивно и точно контролировать геометрическое положение разных внутренних составляющих по отношению к внешним составляющим соединения. Определялся способ выполнения резьбы, которая увеличивает сопротивление при осевом растяжении и имеет очень высокое сопротивление при внутреннем давлении, для того, чтобы устранить риск разрыва резьбы, профиль резьбы выполнен таким образом, чтобы получить очень хорошую герметичность, при повторяемых ввинчиваниях и развинчиваниях с небольшим риском заклинивания. В частности, исследовалась проблема возможности определения с точностью степени ввинчивания, которое необходимо выполнить на заводе с целью обеспечить репродуктивным образом достаточное уплотнение первого внутреннего элемента во внешнем пазу муфты и позволить последующее ввинчивание второго внутреннего элемента на рабочей площадке во втором пазу той же муфты с принятой степенью уплотнения, чтобы получить достаточную герметичность.
И, наконец, выявлялась конфигурация, которая привела бы к экономичному соединению и легко применяемому на заводе или на рабочей площадке.
Резьбовое соединение для металлических труб, которое является предметом данного изобретения, позволяет достичь эти искомые результаты.
Это соединение содержит муфту, снабженную двумя внешними пазами, имеющими внутреннюю коническую резьбу, расположенными по одной и той же оси, имеющими одинаковые размеры, в каждый из которых ввинчивается внутренний элемент трубы, снабженный внешней конической резьбой, соответствующей резьбе внешнего паза, и имеющий за концом малого диаметра своей резьбы коническую зону, не имеющую резьбы, оканчивающуюся передней стенкой, при этом передние стенки обоих внутренних элементов в конце ввинчивания приходят в положение упора одна к другой.
Размеры внутренних элементов и внешних пазов определяются таким образом, чтобы в конце плотного ввинчивания, передние стенки конечных зон внутренних элементов пришли в положение упора согласно плоскости, перпендикулярной оси муфты, эта плоскость находится всегда в осевой позиции, определенной с точностью, предпочтительно расположенной в непосредственной близости к середине муфты.
Согласно изобретению, сечение осевого прохода, выполненного в муфте между двумя внутренними резьбовыми пазами, определяют таким образом, чтобы на всей длине прохода существовал достаточный зазор между внешними стенками обоих конечных зон без резьбы, обоих внутренних элементов, и внутренней стенкой, противоположной этому проходу муфты, позволяющей осуществить соединения.
В смонтированном состоянии никакая герметичность между металлами не может быть обеспечена в соединении между внешними стенками обеих конечных зон без резьбы обоих внутренних элементов и внутренней стенкой, противоположной осевому проходу муфты. Однако может существовать, хотя это и не исследовалось, непродолжительный и негерметичный контакт между определенными зонами осевого прохода муфты и зонами, противоположными внешним стенкам конечных зон без резьбы.
Эти внешние стенки и внутренняя стенка могут иметь разные геометрические формы, которые обусловлены возможностью обеспечивать зазоры, описанные выше. Эти формы могут, например, быть коническими по общей оси.
Преимущественно сечение осевого прохода является цилиндрическим так же, как и внешняя стенка обеих конечных зон без резьбы обоих внутренних элементов, а общая ось является осью соединения.
Чтобы осуществить достаточное уплотнение, регулируемое и точное, но не чрезмерное, каждого из внутренних элементов в его внешнем пазу, соединение содержит упорные заплечики. По меньшей мере, один из внешних пазов снабжают упорным заплечиком, рабочая поверхность которого упирается в рабочую поверхность соответствующего заплечика, выполненного на внутреннем элементе, который с ним соединяется.
Когда только один внешний паз содержит заплечик, то только со стороны этого внешнего паза должен ввинчиваться и уплотняться соответствующий ему внутренний.
Чтобы избежать точного описания внутренних элементов, которые различаются тем, что одни имеют заплечик, другие не имеют заплечика, придают муфте, у которой только один внешний паз имеет заплечик, такую форму, чтобы внешний паз, не имеющий заплечика, мог принять в состоянии ввинчивания и уплотнения любой соответствующий ему внутренний элемент, который снабжен или нет упорным заплечиком.
Предпочтительно, чтобы каждый из обоих внешних пазов имел упорный заплечик, рабочая поверхность которого упиралась бы в рабочую поверхность соответствующего заплечика, выполненного на каждом из обоих внутренних элементов.
Обе рабочие поверхности обоих внутренних элементов находятся на равном расстоянии от передней стенки соответствующей конечной зоны, а обе рабочие поверхности обоих внешних заплечиков находятся на равном расстоянии от медианной плоскости осевого прохода, которая соответствует обычно медианной плоскости муфты, расстояния между рабочими поверхностями внутренних заплечиков, когда передние стенки внутренних конечных зон находятся в упоре, немного больше расстояния между рабочими поверхностями внешних заплечиков. Эта небольшая разница расстояний определяется согласно изобретению, таким образом, чтобы после ввинчивания и уплотнения свинчивания обоих внутренних элементов и расположения в упоре их передних стенок, по меньшей мере, одна из двух пар заплечиков, внутренняя или внешняя, сохраняла небольшой зазор между своими рабочими поверхностями, противоположными одна другой.
Этот небольшой зазор предварительно определяют для того, чтобы, учитывая геометрию внутренней и внешней резьбы, уплотнение соответствующего внутреннего элемента в его внешнем пазу достигало желаемой степени для получения герметичности и удовлетворительного механического сцепления, передние стенки, находящиеся в упоре, внутренних элементов, позиционируются как указано выше.
Упорные заплечики могут располагаться в различных местах по отношению к резьбе.
Размеры внутренних элементов и внешних пазов, а также соответствующую позицию упорных заплечиков на муфте и на внутреннем элементе определяют для того, чтобы в состоянии ввинчено-уплотненно существовала точная и отлично регулируемая интерференция между соответствующей резьбой, что обеспечивает контактные давления между вершинами и основаниями зубьев в результате геометрического строения резьбы, объясненной ниже.
Согласно изобретению, зубья внутренней резьбы по осевой длине, являющейся частью всей длины резьбовой зоны и зоны без резьбы, имеют постоянную высоту, идентичную высоте зубьев внешней резьбы.
Преимущественно та часть зоны, на которой зубья внутренней резьбы имеют постоянную высоту, идентичную высоте зубьев внешней резьбы, по меньшей мере, равна одной четверти всей длины резьбовой зоны. Особенно предпочтительно то, что высота внутренних и внешних зубьев идентична на всей длине резьбовой зоны, в которой зубья имеют их полную высоту.
Таким образом, выбирая для высоты внутренних и внешних зубьев одинаковую номинальную величину и одинаковые допуски, доводят до максимума поверхности с давлением контакта между металлами, между вершинами и основаниями зубьев противоположных нитей резьбы, зазоры между вершинами и основаниями зубьев равны приблизительно 0,05 мм.
Таким образом, комбинация характеристик профиля резьбы и упорных заплечиков позволяет получить с двух сторон муфты достаточное и контролируемое контактное давление, чтобы обеспечивать герметичность и при этом избежать неконтролируемых деформаций муфты.
К тому же ограничивают осевой зазор между зубьями резьбы, т.е. зазор между профилями зубьев внутренней и внешней резьбы до необходимого минимума, чтобы избежать заклинивания и заедания.
Преимущественно определяют профиль зубьев внешней и внутренней резьбы в свинченном состоянии таким образом, чтобы рабочие внутренние и внешние стороны профиля были во взаимном контакте с давлением между металлами, а между нерабочими сторонами профиля существовал зазор, равный от 0,03 до 0,09 мм.
Также преимущественно определяют разницу расстояния между рабочими поверхностями внутренних заплечиков, с одной стороны, и рабочими поверхностями внешних заплечиков, с другой стороны, для того, чтобы после ввинчивания и уплотнения внутренних элементов в их внешних пазах с приведением в упор к друг другу передних стенок весь зазор между рабочими поверхностями обеих пар внешних и внутренних заплечиков был преимущественно меньше 1 мм со средней арифметической 0,4 мм.
Изобретение относится также к способу, состоящему в выполнении резьбового соединения в два этапа. Согласно этому способу, выполняют, например, на заводе предварительное соединение внутреннего элемента первой трубы с муфтой, ввинчивая этот внутренний элемент до тех пор, пока не произойдет уплотнение, т.е. когда рабочая поверхность его внутреннего заплечика не придет в положение упора к рабочей поверхности соответствующего внешнего заплечика. В этот момент (в данном случае) передняя сторона конечной зоны, не имеющей резьбы, переходит медианную плоскость на несколько десятых миллиметра.
При контакте, например, на рабочей площадке второго внутреннего элемента ввинчивание будет осуществляться до тех пор, пока обе передние стенки не придут в положение упора друг к другу с определенной степенью уплотнения.
Уплотнение второго внутреннего элемента в его пазу происходит преимущественно с вращающим моментом, достаточным для того, чтобы вызвать обратный ход первой передней стенки, рабочие поверхности заплечиков, соответствующие первому внутреннему элементу, остаются или не остаются в контакте, без того, чтобы обратный ход первой передней стенки пересекал медианную плоскость и без того, чтобы рабочие поверхности заплечиков, соответствующих второму внутреннему элементу, вступали в контакт в случае, когда такие заплечики существуют.
Преимущественно передние стенки обеих конечных зон, не имеющих резьбы, имеют круглую поверхность в наибольшей плоской части, которая находится в плоскости, перпендикулярной оси муфты.
Преимущественно, чтобы получить хорошее сопротивление осевому натяжению и возможному вырыванию внутренней резьбы из внешнего паза, придают рабочей стороне профиля зуба внутренней и внешней резьбы отрицательный угол. Этот угол преимущественно равен 3-15o по отношению к плоскости, перпендикулярной оси резьбы.
Нерабочей стороне профиля зуба внутренней резьбы придают преимущественно больший угол для того, чтобы легче вводить и выводить оттуда инструмент. Этот угол равен приблизительно 10-45 o по отношению к плоскости, перпендикулярной оси винтовой резьбы.
Также, чтобы сделать более легким введение внутреннего элемента во внешний паз и не повредить резьбу, придают нерабочей стороне профиля, в той ее части, которая имеет наибольший диаметр и которая соединяется с вершиной зуба внутренней резьбы, угол, который преимущественно равен от 30 до 70o по отношению к плоскости, перпендикулярной оси резьбы.
Чтобы лучше контролировать размеры резьбы после механической обработки, придают в резьбовой зоне, где зубья имеют их наибольшую высоту, вершинам и основаниям зубьев наклон, параллельный наклону резьбы. Этот наклон равен приблизительно 2,5-8% по отношению к оси соединения.
Преимущественно внутренние упорные заплечики располагаются между концом резьбовой зоны малого диаметра и началом зоны, не имеющей резьбы, которая входит в круглый проход муфты между двумя внешними пазами. Внешние упорные заплечики находятся тогда с одной и с другой стороны этого круглого прохода.
Для выполнения соединений используют легированную или нелегированную сталь (углеродную сталь) в зависимости от условий использования. Можно использовать в особых случаях нержавеющие стали или жароупорные, или другие металлы или сплавы.
Чтобы сократить риск заклинивания или заедания во время завинчивания-развинчивания соединения по изобретению, используют смазочные вещества, такие как масло или консистентная мазь подходящей вязкости. Преимущественно можно использовать обработку поверхности, что понижает коэффициент трения и устраняет заклинивание. Эта обработка может быть ограничена в муфтах и может иметь место, например, в случаях, когда соединение выполнено из нелегированной и слаболегированной стали, фосфатирование на фосфате Zn или Mn. Эта обработка позволяет затем применять масло, чтобы обеспечить монтаж резьбового соединения. Можно также заменить фосфатирование на покрытие легким слоем подходящего металла, такого, как Cu, Cr, Ni, Sn, Pb или другого, с помощью электролиза. В данном случае будут использоваться масла или консистентные мази, совместимые с очень небольшими зазорами между нитями внутренней и внешней резьбы.
Ниже приведено подробное описание изобретения со ссылками на фигуры, на которых:
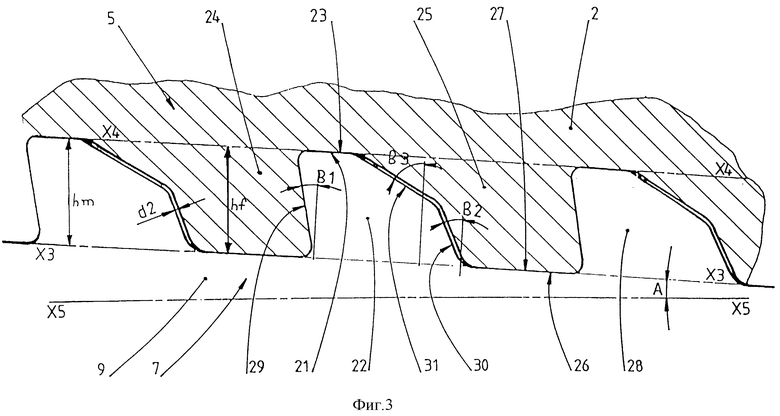
фиг. 1 изображает схематический вид части сечения резьбового соединения, согласно изобретению, расположенной над осью симметрии;
фиг. 2 - увеличенный вид медианной зоны фигуры 1, показывающий условия плотного свинчивания двух внутренних элементов в положении упора один к другому;
фиг.3 - увеличенный вид внутренней и внешней конической резьбы в собранном состоянии.
На фиг. 1 показано резьбовое соединение 1, содержащее стальную муфту 2, снабженную двумя внешними пазами 3 и 4 и имеющую ось X1-X1. Эти пазы 3, 4 имеют внутреннюю коническую резьбу 5, 6, в которую входит внешняя коническая резьба 7, 8 внутренних элементов 9, 10 двух стальных труб, которые подлежат соединению.
Каждый внутренний элемент 9, 10 содержит за концом 32 малого диаметра резьбовой части конечную нерезьбовую зону 11, 12, снабженную передней стенкой 13, 14. Эти передние стенки 13, 14 одного размера имеют каждая круглую упорную поверхность, в большей части плоскую, расположенную в плоскости, перпендикулярной оси Х1-Х1 муфты 2. Длина каждой конечной зоны 11, 12 определяется таким образом, чтобы передние стенки 13, 14 приходили в положение упора одна к другой с определенной степенью герметичности, когда каждый внутренний элемент 9, 10 достаточно уплотнен в своем пазу. Плоскость упора этих передних стенок находится тогда рядом с медианной плоскостью линии Х2-Х2 муфты 2. Внешняя поверхность 15, 16 конечной нерезьбовой зоны 11, 12 имеет цилиндрическую форму и имеет диаметр, который меньше диаметра внутренней цилиндрической поверхности 17 осевого круглого прохода муфты 2. Зазор между этими двумя круглыми поверхностями, расположенными напротив друг друга, достаточен для того, чтобы эластичная деформация, являющаяся результатом уплотнения внутренних элементов 9, 10 в их пазах 3, 4 и соответствующего уплотнения передних стенок 13, 14 в положении упора одна к другой, не смогли привести к герметичному прилеганию по всей периферии эти внешние поверхности 15 и 16 и внутреннюю поверхность 17.
Чтобы проконтролировать позицию свинчивания и избежать чрезмерного уплотнения в результате перекручивания каждого внутреннего элемента 9, 10 в соответствующем внешнему пазу 3, 4, используют две внешние и внутренние пары упорных заплечиков 18, 18-1 и 19, 19-1, чтобы контролировать плотное свинчивание. Обе рабочие поверхности 18, 19 внутренних упорных заплечиков находятся на одинаковом расстоянии от передней стенки 13, 14 соответствующей конечной зоны 11, 12, а две рабочие поверхности 18-1, 19-1 внешних упорных заплечиков находятся на равном расстоянии от медианного плана Х2-Х2 муфты. К тому же расстояние между рабочими поверхностями 18-1, 19-1, обоих внешних упорных заплечиков меньше, чем расстояние между рабочими поверхностями обоих внутренних заплечиков, когда передние поверхности 13, 14 конечных зон 11, 12 находятся в положении упора к друг другу. Определяют эту разницу расстояний таким образом, что даже когда оба внутренних элемента 9, 10 плотно свинчены в их пазах 3, 4, а передние поверхности 13, 14 уплотнены в положении упора одна к другой, остается небольшой зазор "d1" на уровне, по меньшей мере, пара рабочих поверхностей, таких как 18, 18-1, как показано на фигурах 1 и 2. Этот зазор "d1" равен при эластичных деформациях почти двойному расстоянию, разделяющему плоскость передней поверхности соответствующего внутреннего элемента, составляющего плоскость упора с медианной плоскостью муфты 2. В случаях соединения труб, например, с внешним диаметром 14 дюймов (355,5 мм), общий зазор "d1" обычно может быть равен приблизительно 0,15-0,4 мм.
Чтобы выполнить резьбовое соединение по изобретению, как показано на фигуре 2, можно соединить сначала внутренний элемент 10 с муфтой 2 в пазу 4, например, на заводе, до приведения в упор рабочих поверхностей 19, 19-1 пары соответствующих упорных заплечиков. В этот момент передняя стенка 14 конечной зоны 12 переходит медианную плоскость Х2-Х2 с отклонением, равным приблизительно половине всего зазора "d1". Это положение конечной зоны 12 и ее передней стенки 14 показано прерывистой линией. Затем на рабочей площадке производят последующее соединение во время первого монтажа или при починке колонны труб другого внутреннего элемента 9 через ввинчивание в его паз 3 до тех пор, пока его передняя стенка 13 не придет в положение упора с передней стенкой 14. В этот момент имеется зазор, равный "d1" между рабочими поверхностями 18, 18-1 внутренних и внешних упорных заплечиков соответственно. На практике необходимо осуществлять достаточное уплотнение передних поверхностей приведением их в положение упора друг к другу. Это уплотнение может повлечь за собой отрыв рабочих поверхностей 19, 19-1 и в случае переуплотнения (чрезмерного уплотнения) возможное приведение в положение упора поверхностей 18, 18-1. На практике увеличение момента уплотнения после приведения в положение упора передних стенок происходит очень быстро и позволяет проконтролировать посредством измерения момента вращения и/или путем измерения углового перемещения степень необходимого свинчивания, чтобы достичь желаемого уплотнения передних стенок 13, 14 приведением их в положение упора одна к другой. Это расположение упорных заплечиков в комбинации с профилем внутренней и внешней резьбы таково, что позволяет контролировать контактные давления в резьбе на желаемом уровне и таким образом получить на уровне резьбы искомую степень герметичности.
Нужно заметить, что в случае чрезмерного завинчивания внутреннего элемента 9 этот элемент не может продвигаться за рабочие поверхности 18, 18-1 упорных заплечиков, находящиеся в упоре к друг другу, что приводит к соответствующему отходу назад плоскости упора между передними стенками 13, 14. Это положение в упоре рабочих поверхностей 18, 18-1 создает дополнительную безопасность при навинчивании резьбового соединения.
Фиг. 3 - это увеличенный вид конической резьбы в собранном состоянии, которая обеспечивает, согласно изобретению, механическую прочность и герметичность.
По меньшей мере на одной четверти всей резьбовой зоны, которая включает в себя и зону без резьбы, и преимущественно на всей длине резьбовой зоны, в которой зубья имеют высоту на одном уровне, высоту "hm" зубьев внутренней резьбы выбирают идентичной высоте "hf" зубьев внешней резьбы, допуски те же, что и для "hm" и "hf" преимущественно ± 0,025 мм.
Высоты "hm" и "hf" измеряют по перпендикуляру оси X1-X1 соединения. Только одна ось Х5-Х5, параллельная оси X1-X1, представлена на фиг. 3.
В результате при зазорах, полученных благодаря допускам, т.е. при максимальном зазоре в 0,05 мм, вершины 21 зубьев внутренней резьбы 22, принадлежащей резьбе 7 внутреннего элемента 9 на фиг. 1 и 2, находятся в контакте, в уплотненном состоянии, с основаниями внешней резьбы 23, расположенной между зубьями внешней резьбы 24 и 25, принадлежащих резьбе 5 муфты 2.
Таким же образом вершины 27 зубьев внешней резьбы 25 находятся в контакте с основаниями зубьев внутренней резьбы 26, расположенными между зубьями внутренней резьбы 22 и 28, принадлежащими резьбе 7.
Касательные Х3-Х3 и Х4-Х4 и основаниям и вершинам внутренней и внешней резьбы параллельны между собой и наклонены по отношению к параллели Х5-Х5 к оси Х1-Х1 резьбы на угол "A". Этот угол, который может изменяться в достаточно широком диапазоне в зависимости от диаметра труб и шага резьбы, равен приблизительно 1,79-3,58o.
Геометрию, размеры и механическую обработку резьбы 5-6 муфты 2 и резьбы 7-8 внутренних элементов 9-10 определяют для того (учитывая общую конусность), чтобы обеспечить интерференцию между внутренним элементом 9-10 и внешним пазом 3-4 в состоянии "завинчено-соединено". Эта интерференция отлично регулируется и постоянна из-за присутствия упорных заплечиков. Таким образом, получают, как показано на фиг. 3, соединение, высокомонолитное механически, благодаря тому, что рабочая сторона 29 имеет отрицательный наклон.
Как показано на фиг. 3, угол рабочей стороны 29 каждого зуба внутренней резьбы 22 и внешней резьбы 24 отрицательный, т.е. эта сторона наклонена наружу по отношению к плоскости, перпендикулярной оси Х1-Х1 резьбы, примыкающей к основанию этой рабочей стороны. В данном случае этот угол "В1" равен -10 o и может выбираться преимущественно в интервале приблизительно от -3 до - 15o. Нужно заметить, что в случае внутренней резьбы 22, уплотненной во внешнем пазу 23, нет зазора между рабочей стороной 29 и стороной зуба внешней резьбы 24, в которую она упирается.
Нерабочая сторона зуба внутренней резьбы 22 наклонена в своей нижней части 30 на угол "В2", равный приблизительно 20o по отношению к плоскости, перпендикулярной оси Х1-Х1, примыкающей к основанию этой нерабочей стороны 30.
Угол "В2" может изменяться, например, в интервале от 10 до 45o. Преимущественно он больше абсолютной величины угла рабочей стороны, чтобы обеспечить механическую обработку и монтаж соединения. Эта нерабочая сторона имеет преимущественно в верхней части вырез 31, наклонный под углом "В3", который, как показано на фигуре 3, равен приблизительно 55o по отношению к плоскости, которая его пересекает перпендикулярно оси Х1-Х1. Угол "В3" может изменяться, например, между 30 и 70o. Этот вырез, как объяснено в общем описании, позволяет сокращать риск сцепления между внутренней и внешней резьбой в случае неточной центровки, во время введения внутреннего элемента в его паз и в начале ввинчивания.
Как показывает фиг. 3, небольшой зазор "d2" сохраняется между нерабочей стороной и противолежащей стороной внешней резьбы, для того, чтобы в момент уплотнения имела место интерференция между вершинами зубьев внутренней и внешней резьбы и их соответствующими пазами, приводящая к небольшой эластичной деформации, которая обеспечивает эффективное уплотнение.
Этот зазор "d2" должен в любом случае оставаться достаточно небольшим, чтобы не быть причиной утечки или негерметичности вдоль резьбы по винтовой линии.
Средством для сокращения или ликвидации этой утечки является использование смазочных веществ, масла или консистентной мази, которая может содержать определенное количество твердых частиц, таких как графит или свинец. Устранение перед повторным ввинчиванием этих осаженных частиц возможно, но представляет из себя дополнительную применяемую операцию. Наиболее часто предпочитают использовать зазор настолько небольшой, насколько возможно, на одной части, по меньшей мере, осевой длины резьбы, например, на, по меньшей мере, одной третьей всей осевой длины резьбы, этот зазор может иметь величину "d2", равную приблизительно от 0,03 до 0,09 мм на нерабочей стороне, зазор на рабочей стороне рассматривается как нулевой. Использование масла или смазки нужной вязкости позволяет тогда контролировать герметичность в связи с шириной "d2".
Используют преимущественно предварительную обработку поверхности, такую как фосфонирование Zn или Mn в случае, если муфта выполнена из углеродистой стали или малолегированной стали, которая понижает коэффициент трения стали, вместе с маслом, имеющим подходящую вязкость.
Достаточно очень часто обрабатывать поверхность только одной муфты.
Вместо фосфатирования можно использовать металлический осадок небольшой плотности, такой как, например, электролитический осадок Cu, Cr, Ni, Sn, Pb и другие. Эти осадки могут быть получены на широкой гамме сталей легированных и нелегированных, нержавеющих или огнеупорных, а также на других металлах или сплавах. Также могут быть использованы другие методы получения осадков для сокращения коэффициента трения и устранения риска заклинивания.
Таким образом, благодаря геометрии и размерам зубьев внутренней резьбы по отношению к геометрии и размерам зубьев внешней резьбы в комбинации с системой упорных заплечиков, которая была описана, успешно регулируют интерференцию в соединенном состоянии между внешним пазом и внутренним пазом, оба конца соединения обрабатываются и монтируются, как если бы они были независимыми.
Вышеописанное резьбовое соединение, несмотря на отсутствие отдельной металл-металл, уплотняющей поверхности резьбы, обеспечивает превосходную степень герметичности для жидкости, такой как вода или нефть в экстремальных эксплуатационных условиях нефтяной промышленности, которые не позволяют использовать стандартные резьбовые соединения.
Соединение по изобретению является также экономичным из-за отсутствия припуска муфты для выполнения упорной пятки внутренних элементов и из-за легкого монтажа на рабочей площадке в результате зазоров осевого прохода, выполненного в муфте и конфигурации.
Такое соединение несмотря на то, что оно может быть использовано для широкого предела размеров, особенно интересно для сборки труб большого диаметра, например обсадных труб нефтяных скважин, внешний диаметр которых равен порядка от 127 мм (5") до 508 мм (20"). Этот пример использования и эти размеры нисколько не являются ограничительными.
Настоящее изобретение может являться предметом многочисленных вариантов выполнения, относящихся к заявленной области.

Резьбовое соединение для труб относится к герметичным соединениям "конец к концу" металлических труб, используемых, в частности, в области нефтедобычи. Соединение содержит муфту, снабженную двумя пазами с конической резьбой, в которые ввинчиваются внутренние концы двух металлических труб. Трубы снабжены соответствующей резьбой, имеющей конечные зоны без резьбы, передние стенки которых находятся в положении упора одна в другую. Между боковыми стенками этих зон и круглой стенкой муфты, расположенной напротив, имеется зазор. Две пары упорных заплечиков, внутренняя и внешняя, мешают чрезмерному ввинчиванию. Высота зубьев внутренней резьбы и внешней резьбы идентична. Способ резьбового соединения труб включает первое соединение муфты с первым внутренним резьбовым элементом с помощью ввинчивания и уплотнения до приведения в упор одна к другой рабочих поверхностей первой пары заплечиков. Затем осуществляют ввинчивание второго внутреннего элемента до приведения в положение упора передних стенок двух внутренних элементов, сохраняя зазор между рабочими поверхностями второй пары заплечиков. Изобретение повышает надежность герметичности соединения труб. 2 с. и 13 з.п.ф-лы, 3 ил.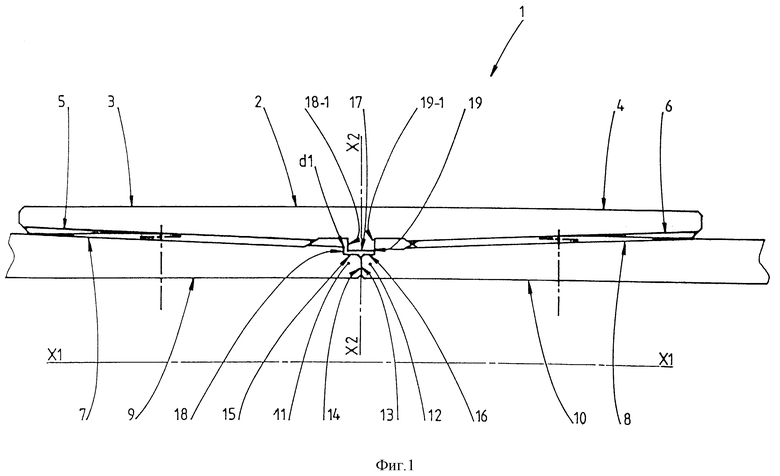
| Абонементный ящик для корреспонденции | 1931 |
|
SU27771A1 |
| Устройство для подачи ингибитора в скважину | 1974 |
|
SU488912A1 |
| Оборудование для зондирования слабых грунтов | 1988 |
|
SU1663175A1 |
| Резьбовое соединение для бурильных труб | 1977 |
|
SU1131481A3 |
| ВИНТОВОЕ СОЕДИНЕНИЕ БУРОВЫХ ТРУБ | 0 |
|
SU331572A1 |
| Резьбовое соединение для обсадных труб | 1973 |
|
SU568380A3 |
| GB 1587836 A, 08.04.81. | |||

