Изобретение относится к машиностроению и может быть использовано для стопорения соединений, работающих в условиях сильной и долговременной вибрации, в локомотивной, авиационной, автомобильной, тракторной, судостроительной отраслях промышленности, а также в других отраслях, например, для крепления конструкций собираемых на космических орбитах.
Известен резьбовой элемент для крепления в глухом отверстии, содержащий резьбовой стержень со сквозным резьбовым отверстием и головкой с полостью, стопорный винт, установленный в резьбовом отверстии стержня, и фиксирующий элемент, размещенный в головке с упором в стенки полости и в верхний торец винта (вариант 1 и 2)[1].
Недостатком известных резьбовых элементов для крепления в глухом отверстии является то, что дополнительная резьба стопорного винта выполнена по всей его длине, что увеличивает момент сопротивления при его монтаже и демонтаже отверткой, кроме того, выполнение винта с диаметральным шлицом под отвертку в торце резьбовой части, значительно усложняет получение достаточно большого крутящего момента для обеспечения упора винта в днище глухого отверстия и создание при этом достаточного натяга в витках основной резьбы, имеющей в большинстве случаев шаг, больший, чем у винта. Кроме этого, в первом варианте фиксирование упора винта осуществляется пластинчатой пружиной, не страхующей винт от проворота даже на малый угол, что может ослабить созданный натяг в витках основной резьбы. Во второй варианте основным недостатком является селективный подбор фиксирующих стержней по диаметру, который при разном усилии затяжки винта может быть разным, а это очень усложняет монтаж.
Наиболее близким по технической сущности к заявляемому изобретению является стопорящийся болт для крепления в глухом отверстии, содержащем головку с поперечным пазом, резьбовой стержень с основной резьбой, сквозное осевое отверстие с дополнительной резьбой, в котором установлен стопорный винт, а фиксирующий элемент в головке выполнен в виде набора пластин между стопорным винтом и выступами в поперечном пазу /2/.
Недостатком этого устройства является то, что для фиксации созданного натяга в витках основной резьбы необходимо плотно заполнить поперечный паз между винтом и выступами в головке пластинами селективным методам, т.е. подбором по толщине. Однако такая операция монтажа очень трудоемка, особенно если поперечный паз направлен вертикально, т.к. подбирая очередную пластинку необходимо удерживать ранее вложенные в паз.
Задача, на решение которой направлено изобретение, состоит в исключении возможности селективного подбора фиксирующих элементов, уменьшении числа операций и наименований инструмента при монтаже болта, а также в повышении надежности процесса стопорения.
Это достигается тем, что в заявляемом устройстве болта для крепления в глухом отверстии, содержащем головку с полостью, резьбовой стержень с основной резьбой, сквозное осевое отверстие с дополнительной резьбой в стержне, стопорный винт, установленный в отверстии, и фиксирующий элемент, размещенный в головке болта, дополнительная резьба выполнена на участке длины стержня, а стопорный винт имеет головку с гранями, участок с резьбой, цилиндрический участок и упорный конус, причем между головкой винта и днищем полости головки болта установлена пружинная шайба, в головке винта выполнено сквозное поперечное отверстие, в головке болта выполнены диаметральные отверстия, и в двух противолежащих диаметральных отверстиях установлен изогнутый пластической деформацией фиксирующий элемент, размещенный одновременно и в отверстии головки винта. Отверстия в головке болта выполнены в виде пазов. Головка винта выполнена по высоте выше торца головки болта на величину, не меньшую толщины рожкового гаечного ключа. Дополнительная резьба в стержне болта и резьба на стопорном винте выполнены на участках их длины со стороны головок.
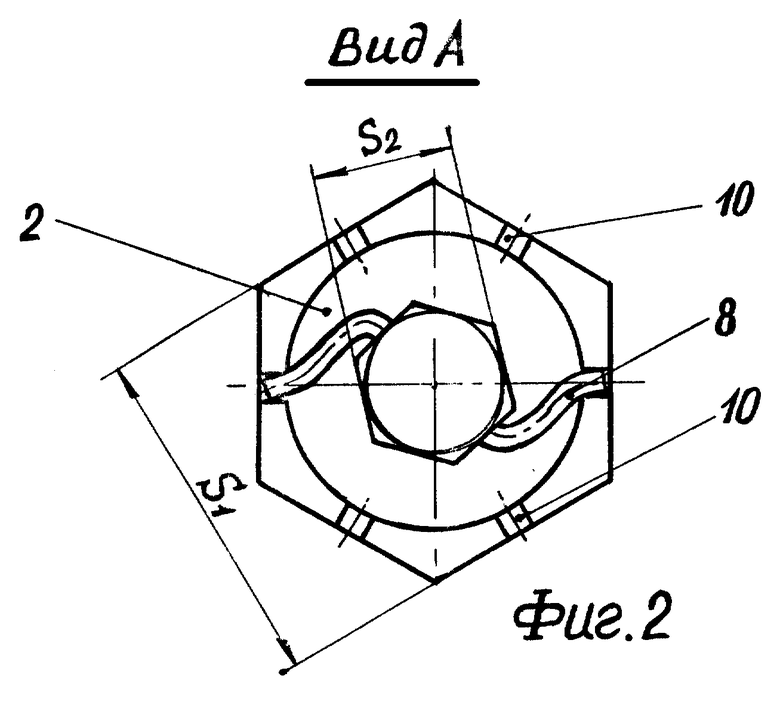
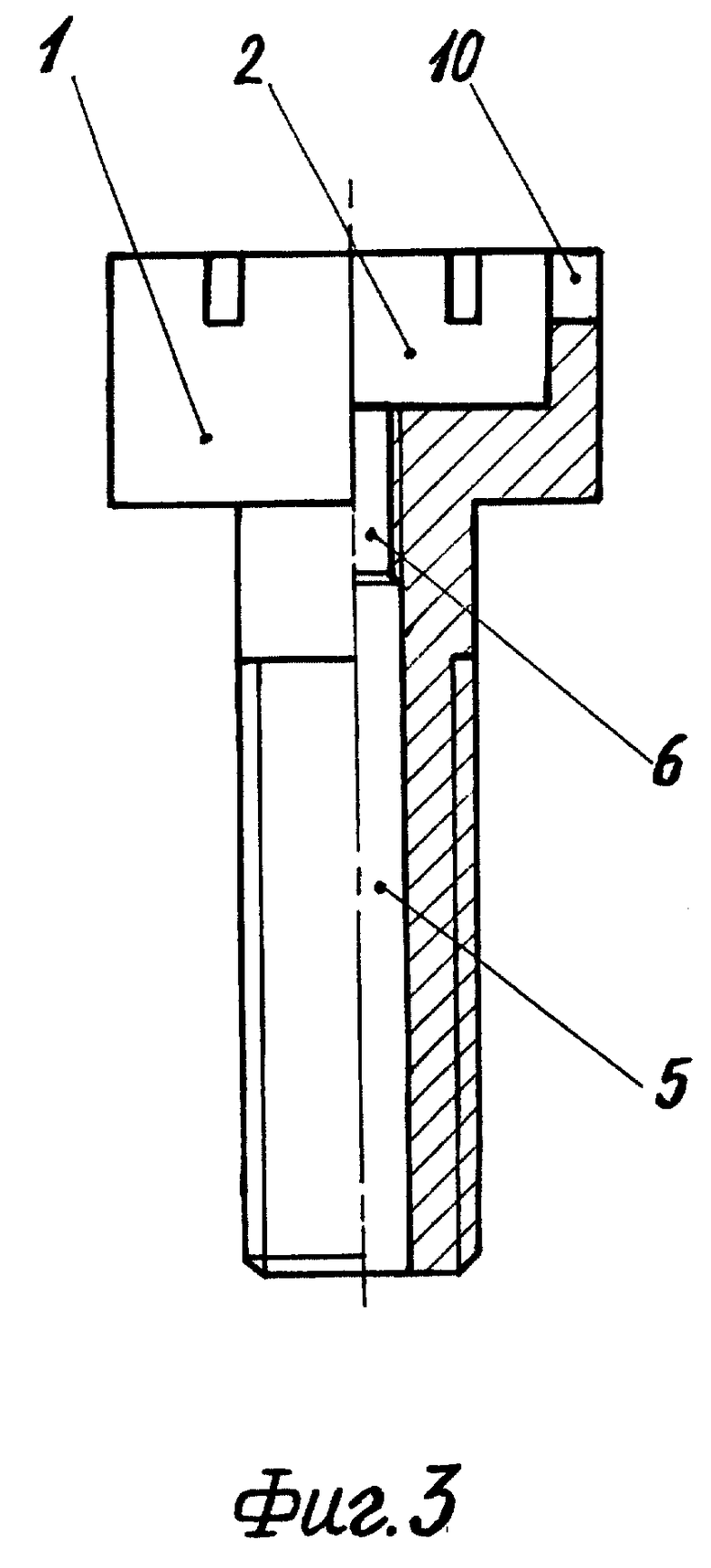
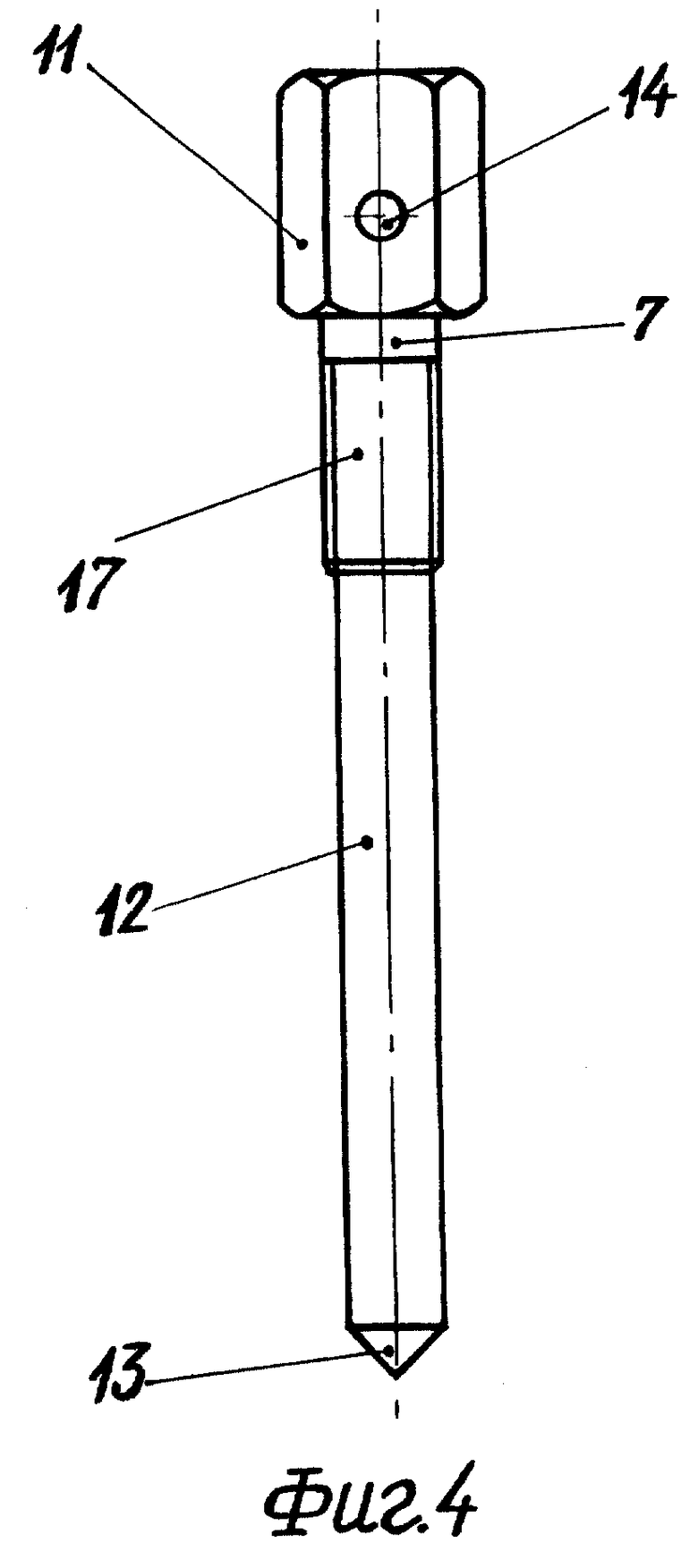
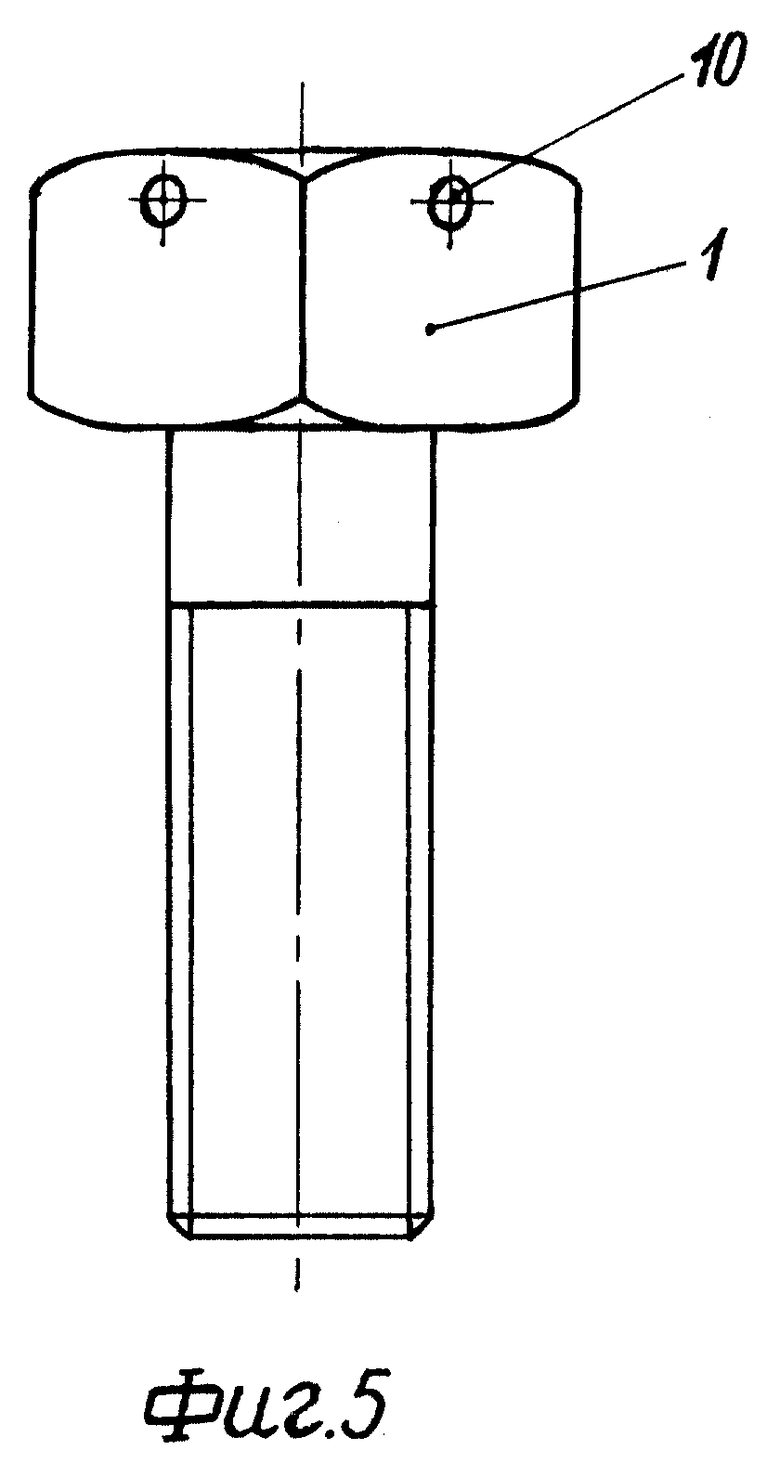
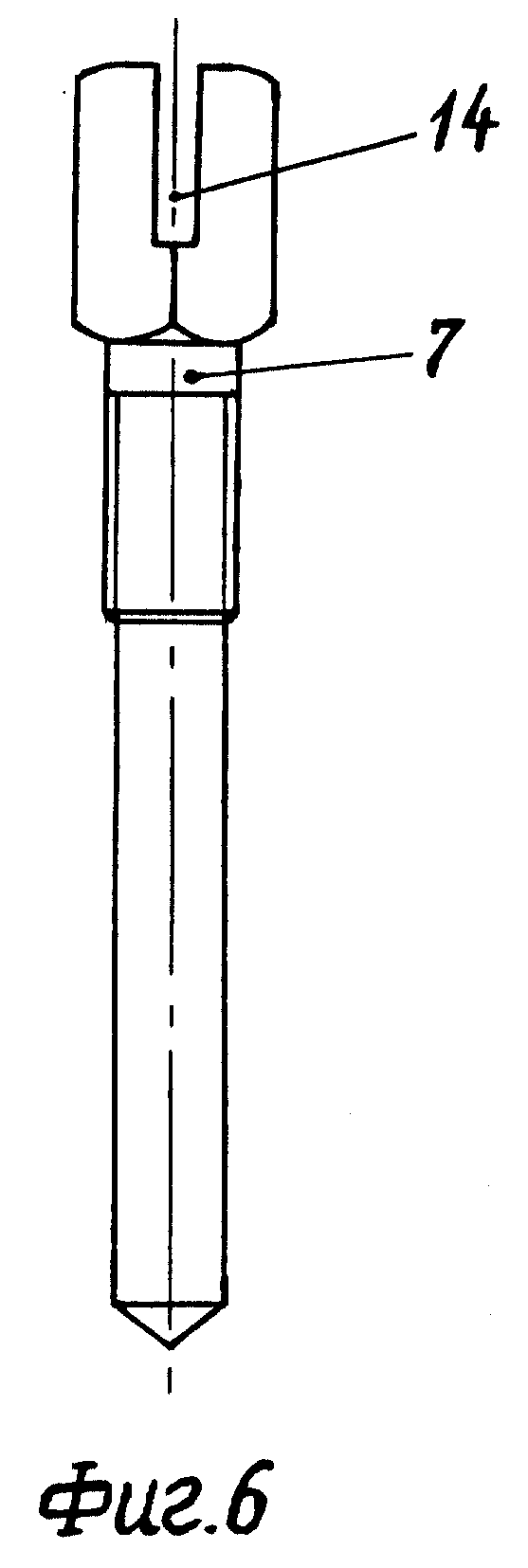
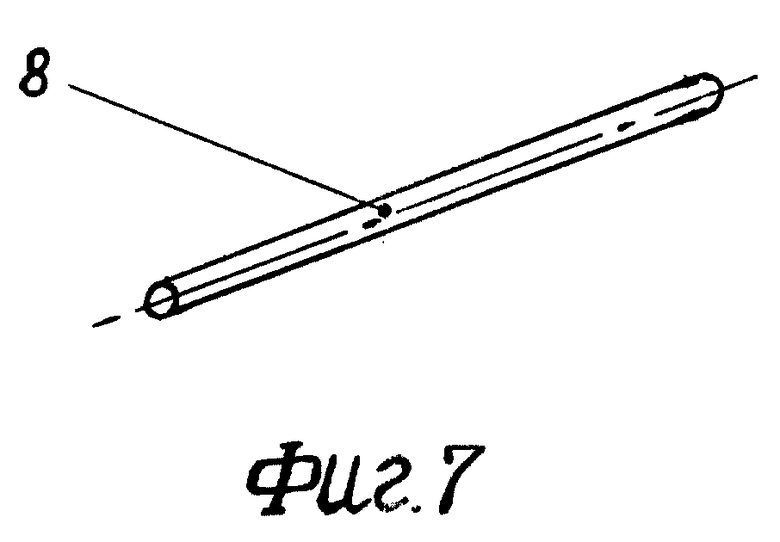
Сущность изобретения поясняется чертежами, где на фиг.1 изображен чертеж общего вида болта как сборочной единицы с местными вырывами. На фиг.2 изображен вид болта по стрелке А. На фиг.3 изображена основная деталь болта, имеющая стержень с основной резьбой, по которой болт крепится в глухом отверстии. На фиг.4 изображена дополнительная деталь болта - стопорный винт. На фиг. 5 и 6 изображены основная и дополнительная детали болта, выполненные во втором варианте. На фиг. 7 изображена деталь - фиксирующий элемент до ее деформации.
Устройство болта для крепления в глухом отверстии состоит из головки 1 с полостью 2, резьбового стержня 3 с основной резьбой 4, сквозного осевого отверстия 5 с дополнительной резьбой 6, стопорного винта 7 и фиксирующего элемента 8, пружинной шайбы 9, противолежащих диаметральных отверстий 10. Винт 7 имеет головку с гранями 11, участок с дополнительной резьбой 17, цилиндрический участок 12, упорный конус 13 и сквозное поперечное отверстие 14.
Устройство работает следующим образом.
До начала крепления болта в глухом отверстии, болт, как сборочная единица, должен быть собран из отдельных деталей и храниться на складе готовой продукции. Сборочная единица собирается из отдельных деталей в следующей последовательности. Берут пружинную шайбу 9 и вставляют в нее до упора винт 7, и в таком виде ввинчивают винт 7 по дополнительной резьбе 6 в резьбовой стержень 3 до касания пружинной шайбой 9 днища полости 2. Затем осуществляют вывинчивание винта 7 на минимальный угол, при котором обеспечивается возможность совмещения осей отверстий 14 и 10. В совмещенные отверстия вставляют фиксирующий элемент 8 и снова ввинчивают винт 7, обеспечивая лишь легкое деформирование элемента 8, исключающее самопроизвольное его выпадание. В качестве материала фиксирующего элемента может использоваться проволока из стали, латуни, меди, алюминия. После такой сборки болт готов к монтажу. При монтаже болта в базовую деталь 15 его ввинчивают основной резьбой 4 до упора конусом 13 в днище 16. Затем гаечным ключом захватывают грани 11 и производят ввинчивание винта 7 до полного сжатия пружинной шайбы 9, т.е. до упора. В процессе довинчивания винта 7 фиксирующий элемент 8 изгибается в полости 2 в сторону, противоположную направлению вращения, и получает пластическую деформацию, которая не восстанавливается, и т.о. обеспечивает "механическую память" величины натяга в витках основной резьбы 4, обеспечивая высокую надежность стопорения для работы в условиях сильной и долговременной вибрации.
Такое устройство болта для крепления в глухом отверстии позволяет быстро вести монтаж болта при любом расположении его резьбового стержня относительно горизонтали, т.к. в нем нет деталей, которые могут выпасть или которые надо собирать в процессе монтажа селективным способом. Кроме того, для монтажа и демонтажа болта требуются только два размера гаечных ключей, которые позволяют обеспечить большой момент как при монтаже, так и при демонтаже. Монтаж выполняется всего в две операции: 1 - ввинтить болт в глухое отверстие ключом с размером S1; 2 - ввинтить до упора винт 7 ключом с размером S2. Надежность процесса стопорения повышается за счет того, что дотяжка винта осуществляется при одновременной пластической деформации стопорного элемента, то есть процесс стопорения осуществляется в динамике, а не дискретно, как в прототипе и в аналогах.
Источники информации
1.Авторское свидетельство СССР N 1164477, М.кл. F 16 B 39/06, 1983.
Патент России N 1231293, М.кл. F 16 В 39/06, 1984.
Изобретение относится к машиностроению и может быть использовано для стопорения соединений, работающих в условиях сильной и долговременной вибрации. Болт для крепления в глухом отверстии содержит головку с полостью, резьбовой стержень с основной резьбой, сквозное осевое отверстие с дополнительной резьбой в стержне, стопорный винт, установленный в отверстии, и фиксирующий элемент, размещенный в головке болта. При этом дополнительная резьба выполнена на участке длины стержня, а стопорный винт имеет головку с гранями, участок с резьбой, цилиндрический участок и упорный конус, причем между головкой винта и днищем полости головки болта установлена пружинная шайба, в головке винта выполнены поперечное и диаметральные отверстия и в двух противолежащих диаметральных отверстиях установлен изогнутый пластической деформацией фиксирующий элемент, размещенный одновременно и в отверстии головки винта. Отверстия в головке болта могут быть выполнены в виде пазов. Головка винта выполнена по высоте выше торца головки болта на величину, не меньшую толщины рожкового гаечного ключа. Дополнительная резьба в стержне болта и резьба на стопорном винте выполнены на участках их длины со стороны головок. В результате уменьшено число операций и наименований инструмента при монтаже болта, а также повышается надежность процесса стопорения. 3 з.п. ф-лы, 7 ил.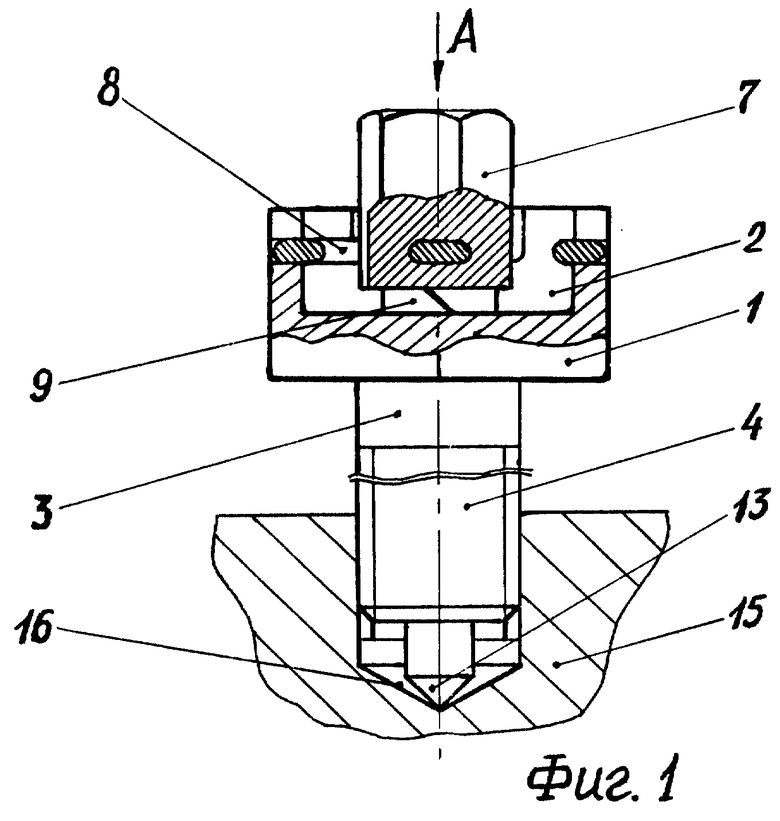
| Стопорящийся болт конструкции Н.В.Землякова | 1984 |
|
SU1231293A1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ | 0 |
|
SU361322A1 |
| Электролит для катодного оксидирования поверхности изделий из нержавеющей стали | 1971 |
|
SU463751A1 |
| US 5807051 A, 15.09.1998. | |||
