Изобретение относится к технике машиностроения и может быть использовано для стопорения резьбовых соединений, работающих в условиях сильной и долговременной вибрации, в приборостроительной, автомобильной, тракторной, локомотивной, авиационной, судостроительной и других отраслях промышленности.
Известен способ стопорения контргайки относительно крепежной гайки путем установки на резьбовой стержень шайбы, крепежной гайки и контргайки, что при определенной затяжке обеспечивает увеличение сцепления по их опорным поверхностям и в резьбе [1], Г.Б. Иосилевич, Ю.В. Шарловский. Затяжка и стопорение резьбовых соединений. М.: Машиностроение, 1971, глава 3, с.101, где на рис.63 (б) изображено стопорение контргайки по такому способу.
Известный способ не позволяет достичь высоконадежного стопорения ввиду того, что контргайку удерживают от самоотвинчивания только силы трения между их контактирующими поверхностями и в витках их резьбы. Однако при сильной и долговременной вибрации с большими циклическими нагрузками, а особенно при проникновении к их контактирующим поверхностям смазки, такое стопорение ослабевает и разрушается резьбовое крепление.
Известен способ стопорения резьбовых соединений путем нанесения на элементы резьбового крепления лака, краски или специальной смолы [1], Г.Б. Иосилевич, Ю.В. Шарловский. Затяжка и стопорение резьбовых соединений. М.: Машиностроение, 1971, глава 3, с.87.
Недостатком такого способа стопорения резьбовых элементов заключается в том, что после высыхания краски или лака под головкой винта, крепежной гайки или между крепежной гайкой и контргайкой, такое резьбовое соединение превращается в неразъемное или тяжело разъемное, т.е. как при сварке резьбовых соединений [2], Г.Б. Иосилевич, Г.Б. Строганов, Ю.В. Шарловский. Затяжка и стопорение резьбовых соединений. М.: Машиностроение, 1985, с.126, а это приводит к неремонтопригодности машины в аварийных ситуациях.
Известен способ стопорения контргайки относительно крепежной гайки [3], «Стопорное резьбовое соединение Землякова Н.В.», патент России №2040711. Сущность способа состоит в том, что на резьбовой стержень поверх детали устанавливается шайба, которая поджимается крепежной гайкой, имеющей во всех шести углах между гранями сквозные отверстия, оси которых параллельны оси резьбового стержня, затем на стержень накладывается пружинная шайба - гровер, которая поджимается контргайкой, имеющей два сквозных отверстия в диаметрально противоположных углах между гранями, до того момента, когда отверстия в контргайке совпадут с отверстиями в крепежной гайке. Затем в эти два отверстия вставляют фиксирующие стержни, выполненные из металла, подверженного пластическим деформациям, и продолжают затягивать контргайку. При этом фиксирующие стержни пластически деформируются и изгибаясь укладываются в зазоре между контргайкой и крепежной гайкой, концы же фиксирующих стержней остаются в отверстиях гайки и контргайки.
Недостатком этого способа-аналога [3] является то, что для его реализации требуется изготовлять специальные контргайки и крепежные гайки.
Наиболее близким известным техническим решением, принятым за прототип, является изобретение России [4], патент №2230950 «Гаечный узел Землякова Н.В.». В этом изобретении способ стопорения граней контргайки относительно граней крепежной гайки реализуется так. Для высоконадежного крепления деталей резьбовым соединением на резьбовой стержень болта поверх детали накладывается шайба, на которую навинчивается гаечный узел - прототип, затягивается крепежная гайка, а затем дотягивается контргайка. Сам гаечный узел предварительно собран из шестигранной тонкостенной трубочки или колпачка, в которых размещают стандартную крепежную гайку и точно такую же стандартную контргайку, между которыми размещена пружинная или стопорная с зубьями шайба, при этом оба торцевых конца трубочки развальцованы на гайку и контргайку. При затяжке контргайки стенка трубочки в зазоре между крепежной гайкой и контргайкой пластически деформируется, и т.о. созданный в витках резьбы натяг «запоминается» и самопроизвольно не снимется.
Недостатком прототипа является то, что необходимо иметь заготовку из тонкостенной трубки или шестигранные трубчатые колпачки, а также то, что большинство стандартных пружинных шайб имеет при сжатии большой осевой ход до замыкания разрезных концов, что соответствует нескольким оборотам ключа, а это может привести к разрыву стенки трубочки.
Задача, на решение которой направлено изобретение, заключается в устранении недостатков аналогов и прототипа, а также снижении металлоемкости деталей стопорения, снижении момента силы прилагаемого для стопорения, повышении производительности стопорения, сохранении элементов стопорения от коррозии, повышении эстетических и гигиенических качеств гаечного стопорного узла.
Способ выполняется путем установки поверх детали на резьбовой стержень шайбы, навинчивания крепежной гайки, а затем контргайки, либо с установкой между крепежной гайкой и контргайкой пружинной шайбы, а для фиксации положения граней контргайки относительно граней крепежной гайки на всю их высоту размещения на резьбовом стержне от поверхности шайбы и выше контргайки поверх боковых граней гайки и контргайки с зазором устанавливают термоусадочную трубку либо термоусадочный трубчатый колпачок и подвергают трубку или колпачок нагреву.
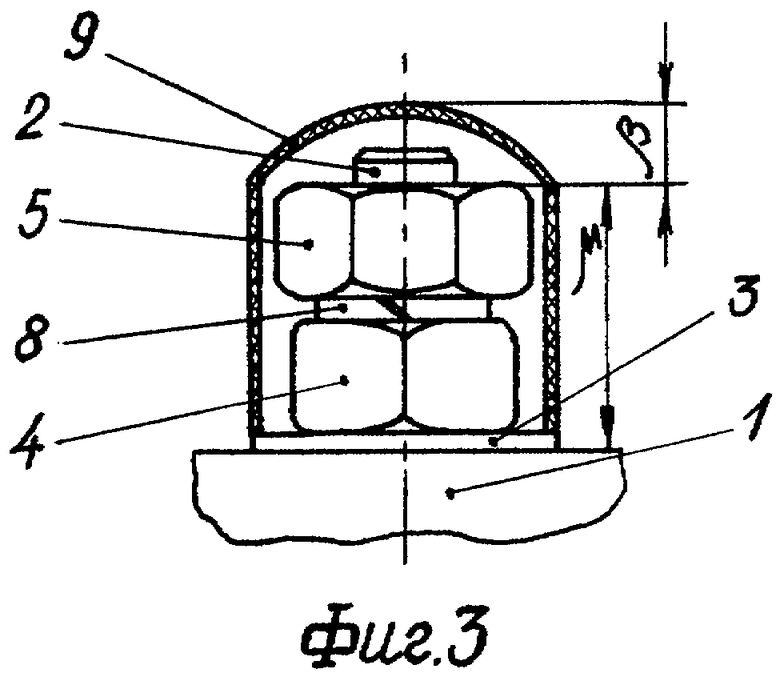
При этом величина β может составлять от 5% до 30% от высоты μ установленного на резьбовой стержень стопорного устройства, состоящего из крепежной гайки и контргайки либо из крепежной гайки, стопорной шайбы и контргайки. Зазор δ может быть равен от 0,5% до 25% от диаметра описанной окружности вокруг межгранных углов гайки и контргайки. Температура нагрева термоусадочной трубки может быть от 120°С до 200°С.
Выполнение основных операций способа отражено на чертежах: фиг.1, фиг.2, фиг.3 и фиг.4.
Согласно фиг.1 в операции задействованы: деталь 1, резьбовой стержень 2, шайба 3, крепежная гайка 4, контргайка 5 и термоусадочная трубка 6, удерживаемая в пальцах 7 оператора.
Согласно фиг.2 в операции задействованы: деталь 1, резьбовой стержень 2, шайба 3, крепежная гайка 4, контргайка 5, термоусадочная трубка 6 и пружинная шайба 8.
Согласно фиг.3 в операции задействованы: деталь 1, резьбовой стержень 2, шайба 3, крепежная гайка 4, контргайка 5, пружинная шайба 8 и термоусадочный колпачок 9.
На фиг.4 в операции задействованы: деталь 1, резьбовой стержень 2, шайба 3, крепежная гайка 4, контргайка 5, пружинная шайба 8, термоусадочный колпачок 9 и газовая минигорелка 10 в руке 11 оператора.
Способ выполняется следующим образом.
Пальцами 7 оператора берется термоусадочная трубка 6 или термоусадочный колпачок 9 и свободно, с гарантированным зазором δ, надевается на гаечный стопорный узел, имеющий высоту μ и состоящий из крепежной гайки 4, поверх которой установлена, например, шайба 8 и навинчена контргайка 5, которая надежно затягивается, обеспечивая в витках резьбы и по поверхности контакта большое трение. После этого рукой 11 оператора берется включенная минигорелка 10, и с помощью пламени 12 неконтактным методом вокруг колпачка 9 нагревается воздух до необходимой температуры t°C, обеспечивая плотную усадку материала термоколпачка или термотрубки, что и обеспечивает надежную фиксацию граней контргайки относительно крепежной гайки. Операцию термоусадки можно осуществлять не только с помощью газовых горелок, но и с помощью технических фенов, например промышленным феном WA 1500 «Waler» производства Германии или другими. Операцию термоусадки можно также осуществлять и путем нагрева самого гаечного узла.
При величине β выступающей над контргайкой термоусадочной трубки менее 5% может произойти неполный охват торца контргайки, а при величине β больше 30% будет лишний расход материала трубки.
При величине зазора δ менее 0,5% от диаметра описанной окружности установка термоусадочной трубки или термоусадочного колпачка будет затруднена и снизится производительность установки. При величине зазора δ более 25% будет снижено качество термоусадки.
При t°C меньше 120°С не произойдет качественной термоусадки. При t°C больше 200°С произойдет деструкция термоусадочного материала.
Такой способ стопорения контргайки относительно крепежной гайки в отличие от известных аналогов и прототипа обеспечивает снижение металлоемкости деталей стопорения; на затяжку элементов стопорения требуется меньший момент силы, так как он потребуется только для затяжки самой крепежной гайки и контргайки; у такого стопорного узла повышается производительность демонтажа; многократно возрастает степень сохранения стопорного узла от коррозии, а в связи с этим возрастают гигиенические и эстетические качества стопорного узла; возрастает коммерческая привлекательность нового стопорного узла.


Изобретение относится к стопорению резьбовых соединений, работающих в условиях сильной вибрации. Способ стопорения контргайки относительно крепежной гайки осуществляется после прижима деталей и выполняется путем установки поверх детали на резьбовой стержень шайбы, навинчивания крепежной гайки, а затем контргайки. Между крепежной гайкой и контргайкой можно установить пружинную шайбу. Для фиксации положения граней контргайки относительно граней крепежной гайки на всю их высоту размещения на резьбовом стержне от поверхности шайбы и выше контргайки поверх боковых граней гайки и контргайки с зазором устанавливают термоусадочную трубку либо термоусадочный трубчатый колпачок и подвергают трубку или колпачок нагреву. В результате снижается металлоемкость, снижается необходимое для стопорения усилие завинчивания, элементы резьбового соединения защищаются от коррозии. 3 з.п. ф-лы, 4 ил.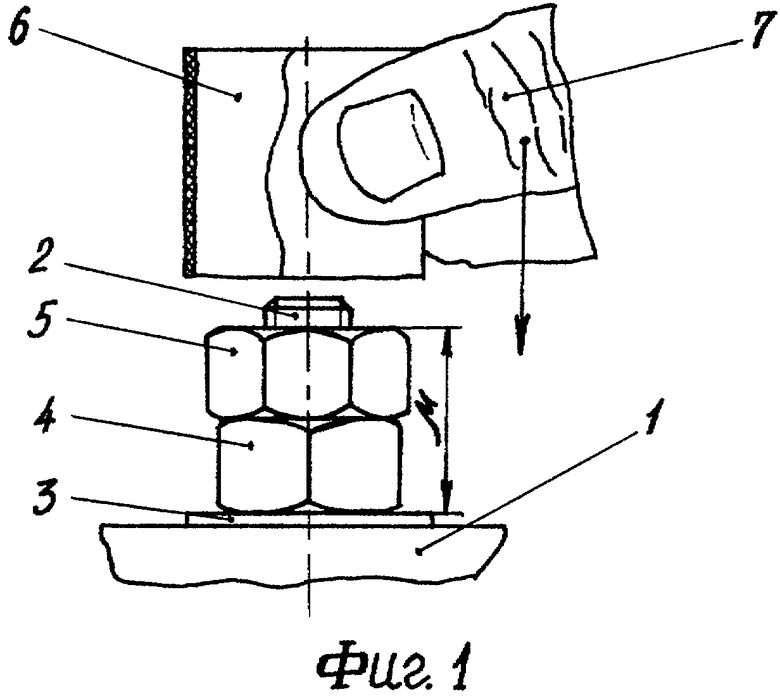
| ГАЕЧНЫЙ УЗЕЛ ЗЕМЛЯКОВА Н.В. | 2002 |
|
RU2230950C1 |
| Резьбовое соединение | 1980 |
|
SU966341A1 |
| Резьбовое соединение | 1987 |
|
SU1594297A1 |
| СПОСОБ ПОЛУЧЕНИЯ КРЕМНИЯ ВЫСОКОЙ ЧИСТОТЫ | 2008 |
|
RU2367600C1 |

