Изобретение относится к легкой промышленности, в частности к технологическому оборудованию швейного производства, в том числе и для пошива одежды по заказам населения.
Известно техническое решение (Патент РФ N 2080024, D 05 В 25/00, 20.05.1997 г.), представляющее собой швейное устройство, содержащее накопитель швейных головок полуавтоматического действия, блок управления работой устройства и промстол, выполненный из подвижной и неподвижной частей. На подвижной части промстола карусельного типа на рабочей позиции установлена швейная головка полуавтоматического действия, главный вал которой кинематически связан с исполнительными механизмами для шитья и имеет на конце полумуфту для связи с другой полумуфтой, закрепленной на дополнительном валу, установленной на неподвижной части промстола и входящей в состав унифицированного привода. Второй конец дополнительного вала несет на себе ведомый шкив к электродвигателю и связан с механизмом пуска и автоматического останова машины.
Швейное устройство предназначено только для использования швейных полуавтоматов, так как на рабочую позицию они последовательно поступают из накопителя с фронтальным расположением корпуса по отношению к работнице, а все швейные машины неавтоматического действия обслуживаются работницей с боковой стороны корпуса, что требует соответствующего расположения унифицированного привода.
Наиболее близким аналогом является известная швейная производственная роботизированная система (Патент RU N 2087607 C1, кл. D 05 В 19/00, опубл. 20.08.97), содержащая многооперационный швейный агрегат с внутренним накопителем для швейных машин-модулей, рабочее место швеи, состоящее из промстола с пультом управления и рабочей позиции, в направляющие которой помещена установочная плита со швейной головкой, входной вал которой кинематически связан с исполнительными механизмами для шитья и имеет на конце полумуфту для связи с другой полумуфтой привода, включающего ведомый шкив, приводной ремень, ведущий шкив, связанный с электродвигателем через муфту регулирования оборотов с помощью педали управления, средство перемещения швейных головок из накопителя на рабочую позицию промстола и обратно, накопитель состоит из внутреннего и внешнего накопителей, внешний накопитель - накопитель для размещения швейных головок (машин-модулей) - связан со швейным агрегатом и выполнен в виде многоярусного стеллажа, установленного с внешней стороны промстола, и имеет средство для перемещения швейных головок, накопитель для швейных деталей и сборочных единиц, соединенный со швейным агрегатом транспортным устройством, и блок управления, связывающий в единую структуру швейную технологическую роботизированную систему (комплекс).
Эта система позволяет расширить технологические возможности, повысить технологическую и организационную гибкость швейной производственной системы.
Задачей, решаемой в заявленном изобретении, является повышение эффективности работы швейных машин неавтоматического действия за счет концентрации технологических операций на рабочих местах агрегата и использования параллельно-последовательного способа организации труда.
Задача решается тем, что в швейном роботизированном технологическом комплексе, содержащем накопитель для швейных головок, рабочее место швеи, состоящее из промстола с пультом управления и рабочей позиции, в направляющие которой помещена установочная плита со швейной головкой, входной вал которой кинематически связан с исполнительными механизмами для шитья и имеет на конце полумуфту для связи с другой полумуфтой привода, включающего ведомый шкив, приводной ремень, ведущий шкив, связанный с электродвигателем через муфту регулирования оборотов с помощью педали управления, и средство перемещения швейных головок из накопителя на рабочую позицию промстола и обратно, накопитель швейных головок состоит из внутреннего и внешнего накопителей, при этом внешний накопитель выполнен в виде многоярусного стеллажа, установленного с внешней стороны промстола и имеет средство для перемещения швейных головок на установочные позиции внутреннего накопителя и обратно, при этом промстол выполнен в виде незамкнутого кольца и имеет несколько рабочих мест с пультами управления, рабочими позициями, унифицированными приводами и педалями управления, внутренний накопитель швейных головок выполнен в виде кольца с размещением установочных позиций по всему кольцу, имеющему возвратно-поворотное движение и расположенному внутри кольцевого промстола по типу концентрических окружностей, в центре которых помещен для подачи на рабочие позиции промстола швейных головок и возврата их в накопитель промышленный робот, причем накопитель имеет установочные позиции, в направляющие которых помещены установочные плиты со швейными головками неавтоматического действия, а рабочие места связаны между собой средством перемещения швейных изделий и блоком управления рабочего процесса. Внешний накопитель комплекса размещен в зоне, примыкающей к концам незамкнутого кольца промстола и выполнен в виде механизированного цепного стеллажа с приводом от электродвигателя. Средство для перемещения швейных головок от внешнего накопителя к внутреннему и обратно выполнено в виде кран-балки, а средство для перемещения швейных изделий выполнено в виде подвесного цепного конвейера.
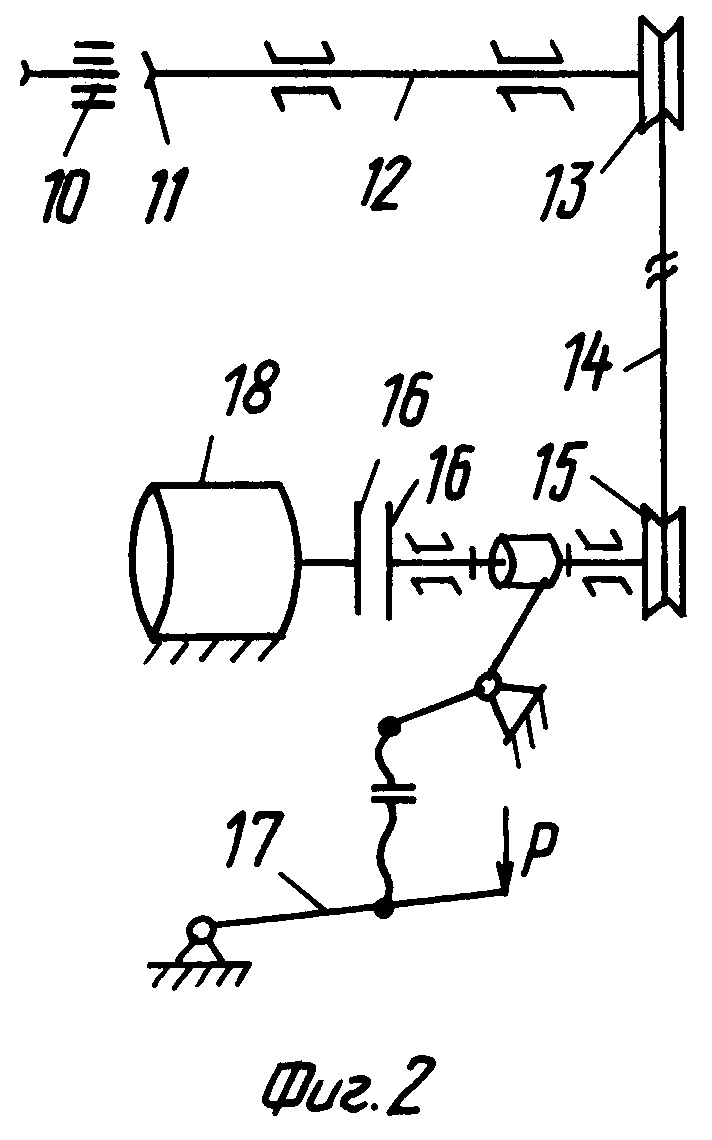
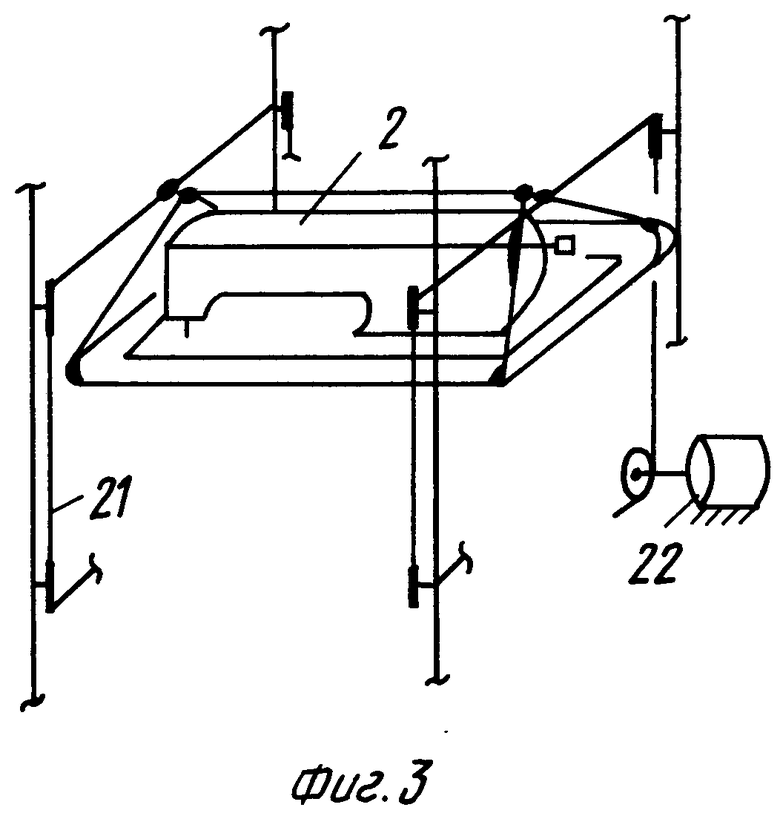
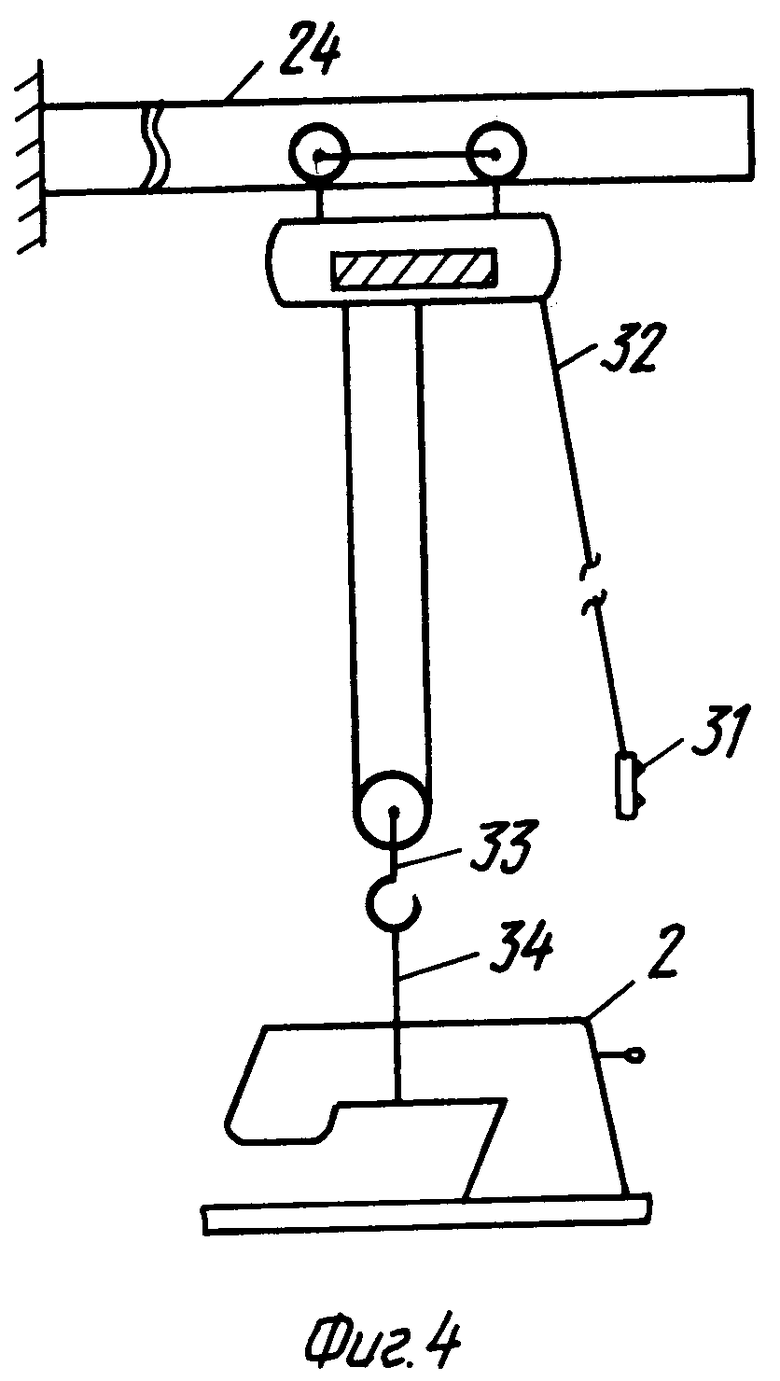
На фиг. 1 показан общий вид швейного роботизированного технологического комплекса, на фиг. 2 - схема унифицированного привода, на фиг. 3 - схема цепного конвейера механизированного стеллажа внешнего накопителя швейных головок, на фиг. 4 - схема средства перемещения швейных головок из внешнего накопителя на внутренний в виде кран-балки, на фиг. 5 - подвесной цепной конвейер.
Швейный роботизированный технологический комплекс (фиг. 1) состоит из внутреннего кольцевого накопителя 1 швейных головок 2 неавтоматического действия, закрепленных на установочных плитах 3, помещенных в направляющие 4 установочной позиции 5, и промстола 6 в виде незамкнутого кольца, рабочие места которого имеют пульты управления 7. Рабочие позиции 8 имеют направляющие 9 для установочных плит 3 со швейными головками 2 неавтоматического действия. Швейные головки снабжены полумуфтами 10 на входных валах для связи с полумуфтами 11 на дополнительном валу 12 унифицированного привода. В состав последнего входит также ведомый шкив 13 на дополнительном валу, приводной ремень 14 (фиг. 2), ведущий шкив 15, муфта 16 регулирования оборотов дополнительного вала 12 от педали управления 17 и электродвигатель 18. Накопитель 1 швейных головок расположен внутри кольцевого промстола 6 по типу концентрических окружностей, в центре которых помещен промышленный робот 19. Рабочий орган промышленного робота 19 имеет возвратно-поворотное движение на угол, позволяющий обслуживать все рабочие позиции промстола. Внешний накопитель 20 швейных головок комплекса установлен с наружной стороны промстола 6, например, в зоне, примыкающей к концам незамкнутого кольца промстола 6, и выполнен в виде многоярусного стеллажа, который может быть оборудован цепным конвейером 21, работающим от электродвигателя 22 (фиг. 3). Внешний накопитель 20 имеет средство перемещения швейных головок к внутреннему накопителю 1 и обратно, например, в виде ручной тележки 23, как условно показано (на фиг. 1), или кран-балки 24 (фиг. 4). В зоне внешнего накопителя расположен блок управления 25 работой комплекса с пультом управления 26 для оператора.
Швейный комплекс работает следующим образом. Для выполнения ряда технологических операций по обработке и сборке швейных изделий заполняется внутренний накопитель 1 соответствующими швейными головками 2, предварительно закрепленными на установочных плитах 3 с помощью, например, винтов (на фиг. не показано). Для этого оператор с помощью пульта управления 26 приводит в движение цепной конвейер 21 внешнего накопителя 20 и последовательно, после остановки соответствующей полки конвейера с необходимой швейной головкой, перемещает с помощью кран-балки 24 данную швейную головку на установочную позицию 5 внутреннего накопителя 1, помещая ее установочную плиту 3 в направляющие 4. Таким же образом перемещаются и устанавливаются на внутренний накопитель и другие швейные головки (процесс перемещения швейных головок на фиг. не показан).
После этого работницы на рабочих местах промстола 6 обращаются к пультам управления 7 (каждая к своему) и вызывают в зависимости от планируемой работы необходимую швейную головку из внутреннего накопителя 1 на рабочую позицию 8 промстола 6. Вслед за обращением к пультам управления 7 срабатывает программа работы промышленного робота 19 и поворотного движения кольцевого накопителя 1. При этом кольцевой накопитель 1 поворачивается до совпадения его направляющих 4 на установочных позициях 5 с направляющими 9 рабочих позиций 8 промстола 6, а промышленный робот 19 с помощью своего захвата (на фиг. не обозначено) перемещает последовательно швейные головки с установочных позиций 5 накопителя 1 на рабочие позиции 8 промстола, начиная с заявленной первой из них. Кольцевой накопитель 1 при перемещении швейных головок на рабочие позиции фиксирует свое положение с помощью своего электродвигателя шагового типа (на фиг. не показаны электроприводы промышленного робота и кольцевого внутреннего накопителя).
Швейные головки, поступившие на рабочие позиции 8 промстола 6, стыкуются своими полумуфтами 10 с полумуфтами 11 унифицированного привода. Рабочий процесс комплекса по обработке швейных изделий начинается с момента поступления первой швейной головки на рабочую позицию промстола. Далее последовательно включаются в работу и другие швейные головки на других рабочих местах промстола. После этого работа на рабочих местах осуществляется параллельным способом. Управление работой швейных головок происходит с помощью педалей 17 обычным путем, т.е. за счет действия на педали с различным усилием, что приводит к изменению оборотов вала 12, следовательно, и входного вала швейной головки.
При исполнении рабочего процесса швейного роботизированного технологического комплекса непрерывно возникает необходимость замены швейных головок на рабочих местах промстола 6. Эти операции осуществляет промышленный робот 19, который с помощью своего захвата перемещает отработанные швейные головки с рабочих позиций 8 промстола 6 на установочные позиции 5 внутреннего кольцевого накопителя 1, а другие по назначению швейные головки в зависимости от выполняемого технологического процесса подает на данные рабочие места. Так как на внутреннем кольцевом накопителе 1 число швейных головок ограничено, то промышленный робот 19 осуществляет также и обмен их между рабочими местами промстола 6 через свободные установочные места внутреннего накопителя.
При смене ассортимента пошиваемых изделий возникает необходимость в частичной или полной замене швейных головок 2 во внутреннем кольцевом накопителе 1. Эту работу выполняет оператор, который обращается к пульту управления 26 и с помощью кран-балки 24 перемещает отработанные швейные головки на внешний накопитель 20, а необходимые для нового технологического процесса швейные головки перемещает из внешнего накопителя на установочные позиции 5 внутреннего кольцевого накопителя 1. В этот период работают от пульта управления 26 приводы кольцевого внутреннего накопителя 1 и цепного конвейера 21 внешнего накопителя 20.
Процесс перемещения швейных головок из внешнего накопителя на внутренний и обратно можно осуществить и ручным способом с помощью ручной тележки 23.
Перемещение обрабатываемых изделий по рабочим местам осуществляется с помощью подвесного цепного конвейера 27 с крючковыми полками 28. Цепь конвейера приводится от электродвигателя 29 и зубчатых колес 30 (фиг. 5).
Промышленный робот 19 имеет выдвижную руку по типу телескопического соединения (на фиг. не показано).
Кран-балка 24 управляется от кнопочного пускателя 31 на электрошнуре 32. Швейная головка 2 удерживается при транспортировке на крюке 33 с помощью, например, гибкой шины 34.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШВЕЙНЫЙ АГРЕГАТ | 1998 |
|
RU2130982C1 |
| МНОГООПЕРАЦИОННЫЙ ШВЕЙНЫЙ АГРЕГАТ | 1994 |
|
RU2084571C1 |
| ШВЕЙНАЯ ПРОИЗВОДСТВЕННАЯ СИСТЕМА | 1993 |
|
RU2087607C1 |
| МНОГООПЕРАЦИОННЫЙ ШВЕЙНЫЙ АГРЕГАТ | 1992 |
|
RU2073758C1 |
| ПРИВОД МАШИНЫ | 1991 |
|
RU2016292C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРИВЕДЕННОГО МОМЕНТА ИНЕРЦИИ ПОДВИЖНОГО ЗВЕНА МАШИНЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2025679C1 |
| ПРИВОД МАШИНЫ | 1996 |
|
RU2115845C1 |
| УЗЕЛ ЧЕЛНОКА ШВЕЙНОЙ МАШИНЫ С ПРЕРЫВИСТОЙ ПОВЕРХНОСТЬЮ ТРЕНИЯ | 1992 |
|
RU2070239C1 |
| УЗЕЛ ПРИЖИМНОЙ ЛАПКИ МЕХАНИЗМА ПЕРЕМЕЩЕНИЯ МАТЕРИАЛА ШВЕЙНОЙ МАШИНЫ | 1996 |
|
RU2122053C1 |
| ПРИВОД | 1992 |
|
RU2071576C1 |

Швейный комплекс служит для повышения эффективности работы швейных машин неавтоматического действия за счет концентрации технологических операций на рабочих местах и использования параллельно-последовательного способа организации труда на них. Промстол кольцевого типа имеет несколько рабочих мест, на рабочие позиции которых автоматически из внутреннего кольцевого накопителя с помощью промышленного робота поступают швейные головки неавтоматического действия. Комплекс имеет внешний накопитель швейных головок. Управление работой комплекса осуществляется блоком управления с помощью пультов управления для работниц и для оператора. В направляющих рабочих позиций помещена установочная плита со швейной головкой. Внешний накопитель швейных головок выполнен в виде многоярусного стеллажа, установленного с внешней стороны промстола, и имеет средство для перемещения швейных головок на установочные позиции внутреннего накопителя и обратно. 4 з.п.ф-лы, 5 ил.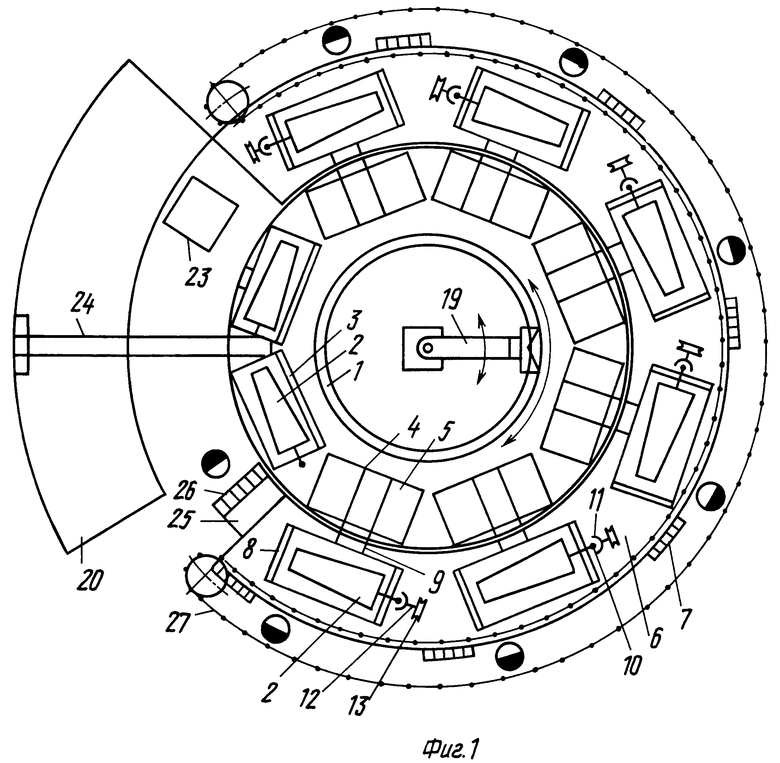
| ШВЕЙНАЯ ПРОИЗВОДСТВЕННАЯ СИСТЕМА | 1993 |
|
RU2087607C1 |
| МНОГООПЕРАЦИОННЫЙ ШВЕЙНЫЙ АГРЕГАТ | 1992 |
|
RU2073758C1 |
| ШВЕЙНОЕ УСТРОЙСТВО | 1994 |
|
RU2080024C1 |
| МНОГООПЕРАЦИОННЫЙ ШВЕЙНЫЙ АГРЕГАТ | 1994 |
|
RU2084571C1 |
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
| US 5119746 A, 09.06.1992 | |||
| US 2982238 A, 02.05.1961. | |||

