Настоящее изобретение касается устройства, предназначенного для изготовления конструкционного покрытия на изделии.
Изобретение разработано для нанесения конструкционных покрытий на шлемы и на другие применения. Однако следует понимать, что изобретение не ограничивается этими конкретными областями применения. Как будет описано ниже, изобретение применимо также к другим изделиям, таким как транспортные стеллажи, охлаждающие коробки, горячие камеры, контейнеры хранения хрупких изделий типа вычислительных машин, и к конструктивным изделиям, таким как элементы конструкции и опалубка, особенно относительно охлаждающего и горячего хранения пищевых продуктов.
Существующие велосипедные шлемы, в частности, изготавливают из легкого, поглощающего энергию материала. Хотя такие шлемы обеспечивают некоторую степень защиты, у них отсутствует сопротивление проникновению, и они легко повреждаются в авариях при первом же ударе.
Кроме того, эти шлемы легко окрашиваются и обесцвечиваются пылью, жиром, маслом и им подобными веществами. В результате такие шлемы быстро становятся эстетически неприятными.
Чтобы преодолеть проблемы обесцвечивания используют наружные тканевые покрытия. Например, существует большое количество лайкровых покрытий, которые при желании легко можно удалить со шлема и очистить его. Альтернативные устройства содержат наружное пластмассовое покрытие, которое отдельно изготавливают в пресс-форме для литья под давлением, вакуумным формованием или подобным способом, а затем наносят на легкий корпус шлема и крепят с помощью поверхностного связующего вещества или липкой ленты. Такие способы нанесения покрытия занимают много времени, они либо трудоемкие, либо требуют больших финансовых затрат и создают большое количество дефектных узлов.
В частности, ответом на эту проблему является введение покрытия, отдельно полученного посредством вакуумной формовки или отливки в форме под давлением методом впрыска в литейную форму, перед образованием поглощающего энергию корпуса шлема. Хотя в результате снижаются трудовые затраты, однако, существует усадка корпуса во время процесса литья. Кроме того, отсутствие сцепления между покрытием и корпусом может привести к потере плотного прилегания.
Кроме того, эти покрытия способны проходить только до линии литейной формы, в противном случае нельзя будет вынуть законченное изделие из литейной формы.
Имеющиеся типы покрытий вносят в целом минимальный вклад в надежность шлема и эффективно обеспечивают только эстетические преимущества. Любая характеристика ударопрочности обеспечивается корпусом шлема, а не самим покрытием.
Известные шлемы для езды на мотоциклах и мопедах, где встречаются более высокие ударные силы, оказываются тяжелыми и дорогостоящими. Например, известно использование наружной оболочки из поликарбоната или из армированного стекловолокна и отдельного внутреннего вкладыша, который затем должен быть установлен внутри оболочки.
В других областях применение конструктивных элементов обычно требует использования тяжелых и дорогостоящих материалов типа древесины, стали или подобных им материалов. Вес и стоимость часто увеличиваются, когда оказывается важным требованием коррозионная стойкость. Примерами таких изделий являются транспортные стеллажи, используемые при перевозке товаров, камеры с изоляцией из металлического покрытия типа холодильников, рефрижераторов и подобных им устройств. Кроме того, некоторые материалы, такие как лесоматериал, используемые для транспортных стеллажей и опалубки для бетона, и другие материалы, которые требуют поддержания во время выдерживания бетона, становятся все более редкими и, следовательно, дорогостоящими.
В других областях, таких как портативные холодильники или морозильники (например, устройства, продаваемые под хорошо известными в Австралии товарными знаками ESKY и ESKIE), изделия сильно портятся из-за отсутствия достаточной механической прочности. Такие известные изделия отливают из вспененного полистирола, и, хотя они представляют собой дешевую конструкцию, они легко растрескиваются и ломаются. Например, взрослый человек обычно не может сидеть или стоять на таком изделии, не поломав его.
Далее, в строительной технике известно использование строительных панелей из целлюлозно-волоконного цементирующего вещества (которые заменили асбесто-волоконное цементирующее вещество, или "фибро"-панели). Однако такие панели или облицовка из них, хотя и имеют низкую стоимость и достаточную прочность после установки, способны ломаться во время транспортировки или монтажа. Более того, внешний вид такой облицовки чрезвычайно тусклый, и такая облицовка не в состоянии конструировать с окрашенной металлической облицовкой типа продаваемой с зарегистрированными в Австралии торговыми знаками COLOURBOND и ZINCALUME. Следовательно, было бы желательным улучшить прочность и внешний вид такого строительного пиломатериала.
В данной области техники известно устройство для изготовления изделия, обладающего способностью нести нагрузку и выполненного из, по меньшей мере, одной внешней оболочки и внутреннего элемента, определяющего форму, который, по существу, не несет нагрузки и является, по меньшей мере, частично проницаемым для текучей среды, при этом устройство содержит устройство для удерживания листа, предназначенное для удерживания листа пластичного материала по его периферии или вблизи пары его противоположных кромок, шаблон, предназначенный для удерживания и обеспечения опоры для определяющего форму внутреннего элемента, средство нагрева, предназначенное для нагрева термопластичного листа, удерживаемого в устройстве для удерживания листа, с обеспечением, по меньшей мере, частичного размягчения листа, средство для создания перепада давлений, предназначенное для того, чтобы обеспечить перепад давлений между листом и внутренним элементом, определяющим форму, для придания листу формы этого элемента, при этом захваченный между листом и внутренним элементом воздух проходит через этот внутренний элемент (см. W093/21014, кл. В 32 В 31/04, 1993).
Однако известное устройство не обеспечивает равномерного натяжения листа во всех направлениях, а следовательно, высокого качества изделия, несущего нагрузку.
Технической задачей настоящего изобретения является, по существу, преодоление или улучшение, по меньшей мере, некоторых из недостатков известного уровня техники.
Данная техническая задача решается за счет того, что устройство для изготовления изделия, обладающего способностью нести нагрузку и выполненного из, по меньшей мере, одной внешней оболочки и внутреннего элемента, определяющего форму, который, по существу, не несет нагрузки и является, по меньшей мере, частично проницаемым для текучей среды, при этом устройство содержит устройство для удерживания листа, предназначенное для удерживания листа пластичного материала по его периферии или вблизи пары его противоположных кромок, шаблон, предназначенный для удерживания и обеспечения опоры для определяющего форму внутреннего элемента, средство нагрева, предназначенное для нагрева термопластичного листа, удерживаемого в устройстве для удерживания листа, с обеспечением, по меньшей мере, частичного размягчения листа, средство для создания перепада давлений, предназначенное для того, чтобы обеспечить перепад давлений между листом и внутренним элементом, определяющим форму, для придания листу формы этого элемента, при этом захваченный между листом и внутренним элементом воздух проходит через этот внутренний элемент, согласно изобретению содержит средство переноса, предназначенное для перемещения шаблона относительно устройства для удерживания листа с обеспечением совместного перемещения этого листа и внутреннего элемента, определяющего форму, и систему охлаждения, которая обращена к поверхности листа, не сцепленной с внутренним элементом, определяющим форму, причем средство для создания перепада давлений поддерживает перепад давлений до тех пор, пока не произойдет охлаждение листа, вследствие чего в листе возникают силы натяжения во всех направлениях.
Кроме того, система охлаждения предпочтительно содержит, по меньшей мере, одно сопло, предназначенное для подачи потока воздуха.
При этом нагревательное средство предпочтительно выполнено с обеспечением возможности своего возвратно-поступательного перемещения в направлении к устройству для удерживания листа и от него.
Некоторые варианты осуществления настоящего изобретения будут описаны ниже со ссылкой на чертежи, на которых:
Фиг. 1 представляет изображение, иллюстрирующее известный способ сборки защитного шлема, в разобранном виде, в перспективе;
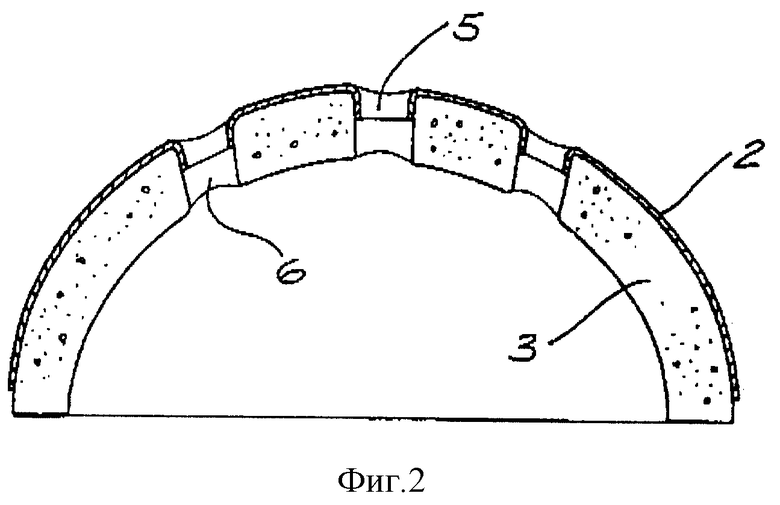
Фиг. 2 представляет поперечный разрез частично собранного шлема, показанного на фиг. 1;
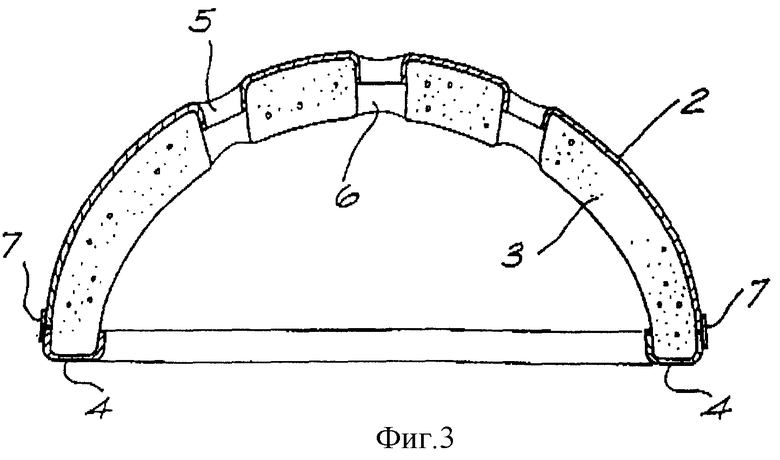
Фиг. 3 представляет разрез, аналогичный изображенному на фиг. 2, но иллюстрирующий законченный шлем;
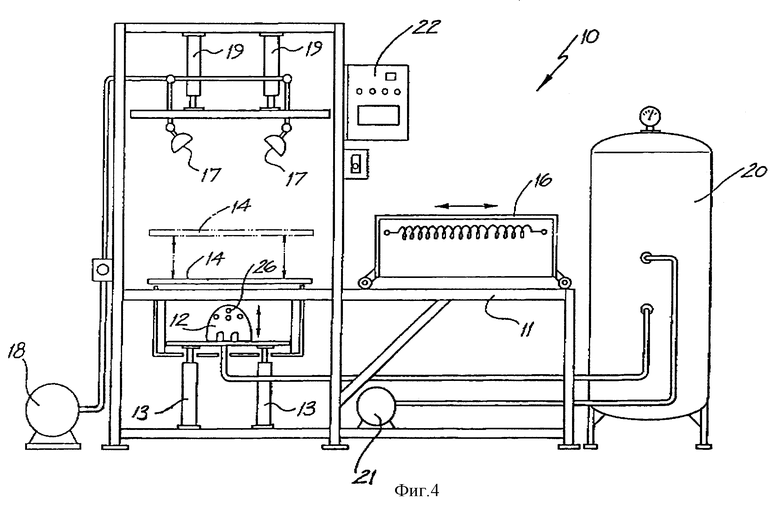
Фиг. 4 представляет схематический вид сбоку устройства, соответствующего предпочтительному варианту осуществления;
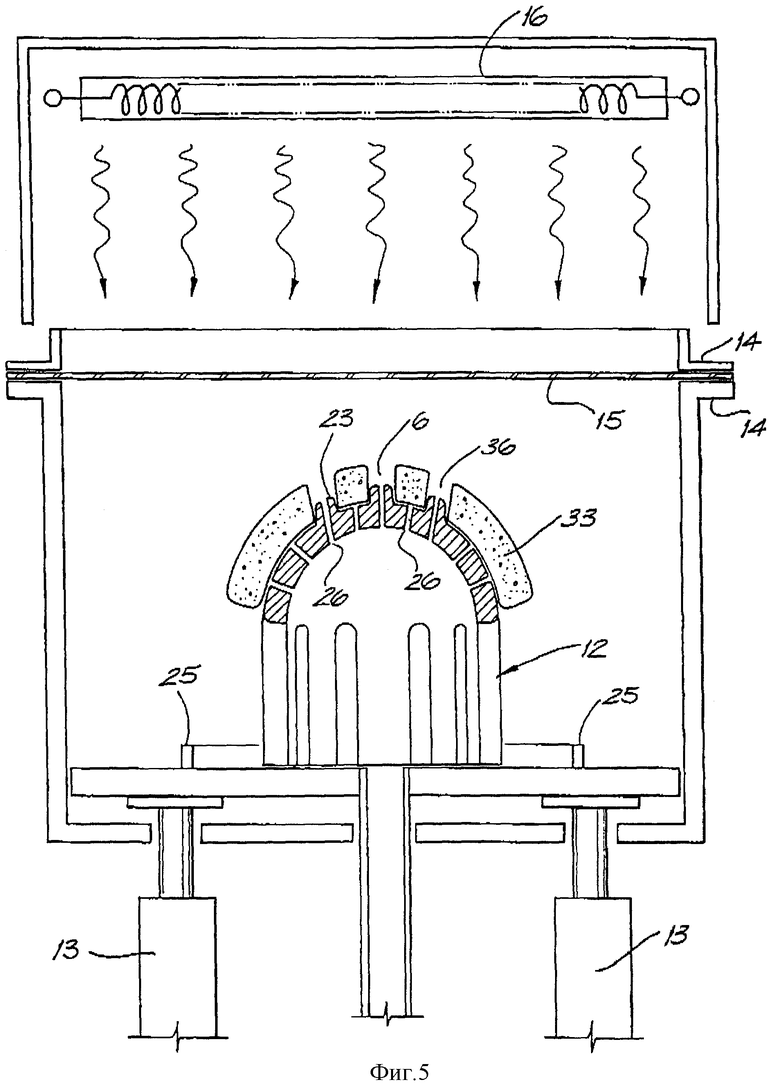
Фиг. 5 представляет вид, аналогичный изображенному на фиг. 4, но иллюстрирующий следующий этап технологического процесса;
Фиг. 6 представляет вид, аналогичный показанному на фиг. 5, но иллюстрирующий следующий этап технологического процесса;
Фиг. 7 представляет вид, аналогичный показанному на фиг. 6, но иллюстрирующий следующий этап технологического процесса;
Фиг. 8 представляет вид, аналогичный показанному на фиг. 3, но иллюстрирующий полузавершенный шлем, изготовленный в соответствии с устройством, показанным на фиг. 4-7;
Фиг. 9 представляет схематический вид части листового материала;
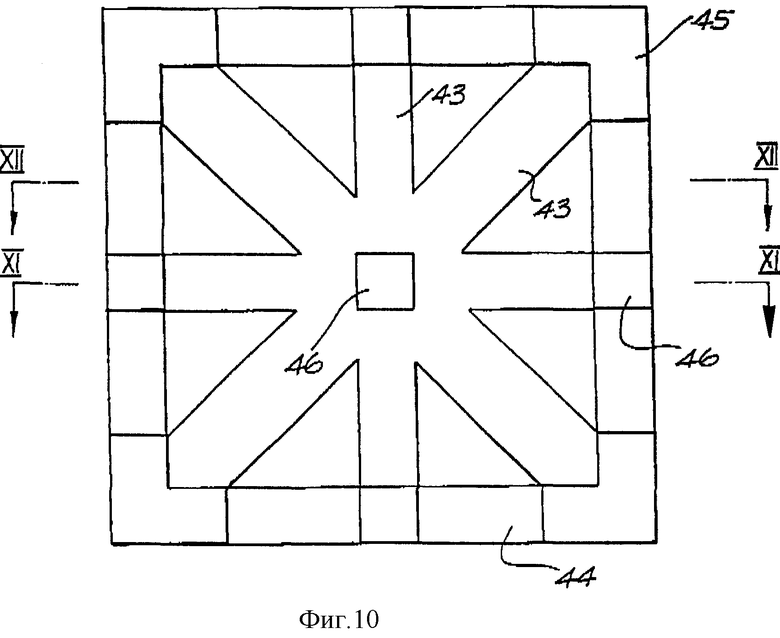
Фиг. 10 представляет вид сверху нижней части транспортного стеллажа, состоящего из двух частей;
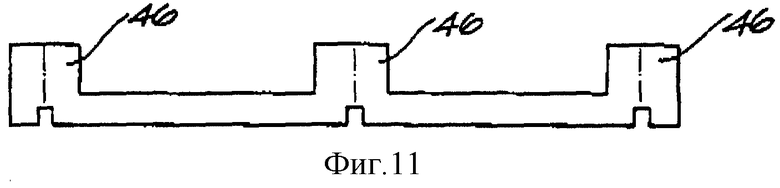
Фиг. 11 представляет собой поперечный разрез XI-XI на фиг. 10;
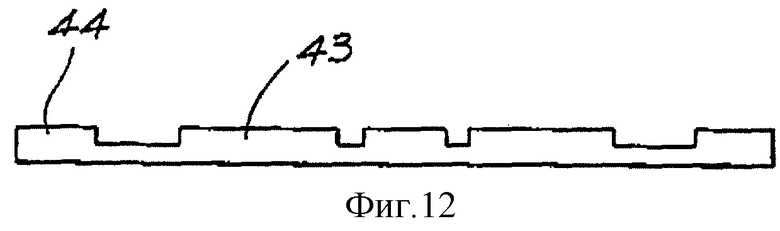
Фиг. 12 представляет собой поперечный разрез XII-XII на фиг. 10;
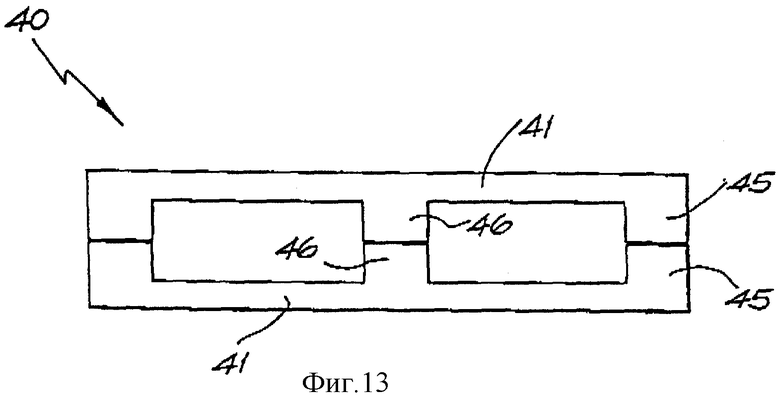
Фиг. 13 представляет вид с торца собранного транспортного стеллажа, образованного из двух показанных на фиг. 10 частей;
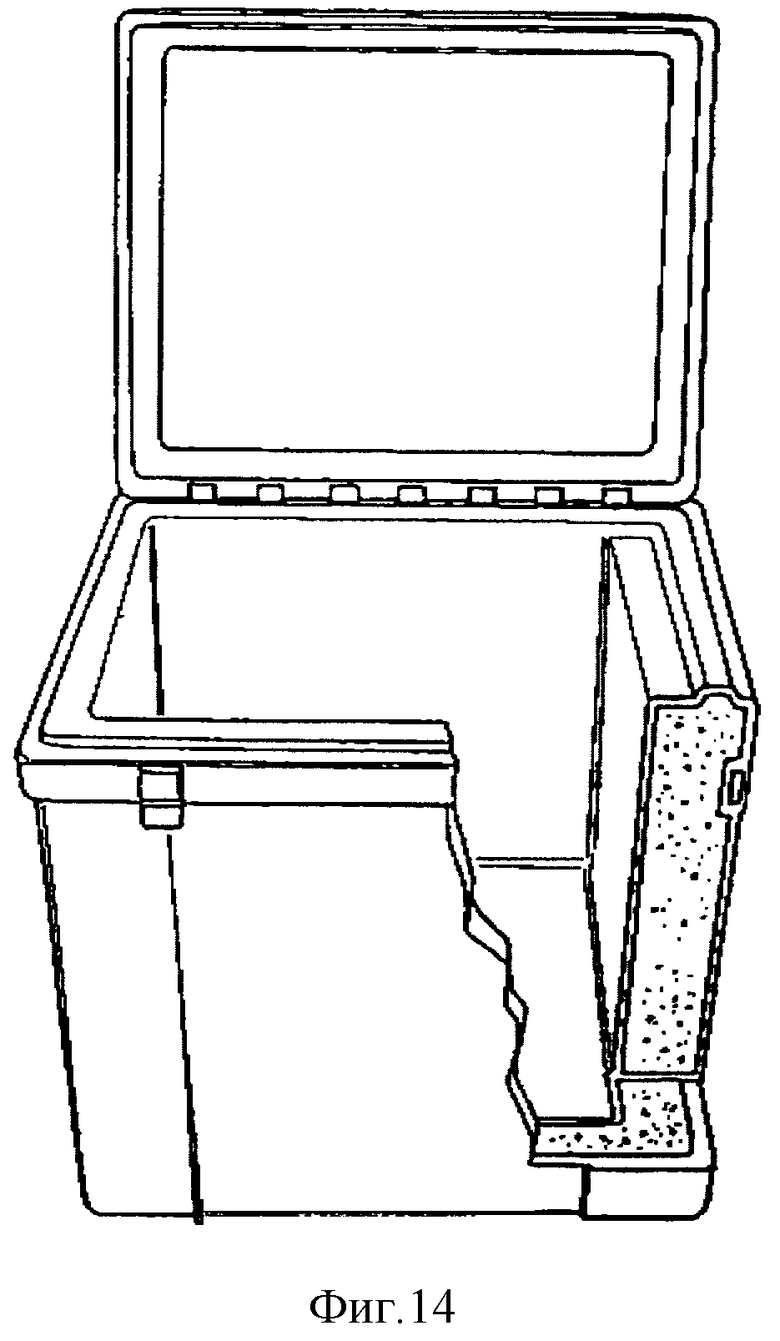
Фиг. 14 представляет изображение в перспективе с частичным вырезом охлаждающей камеры или горячей камеры двойного назначения, изготовленных в соответствии со следующим вариантом осуществления настоящего изобретения;
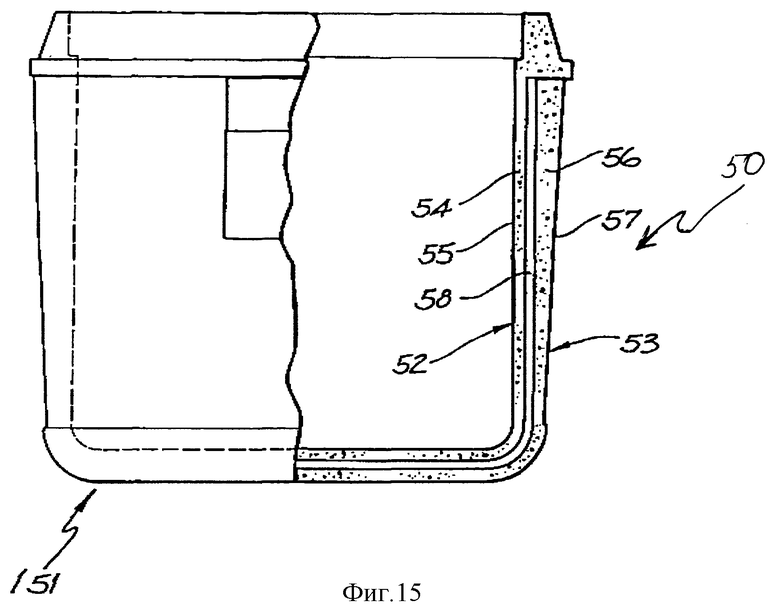
Фиг. 15 представляет изображение в перспективе с частичным разрезом одной стороны участка основания охлаждающей камеры, показанной на фиг. 14;
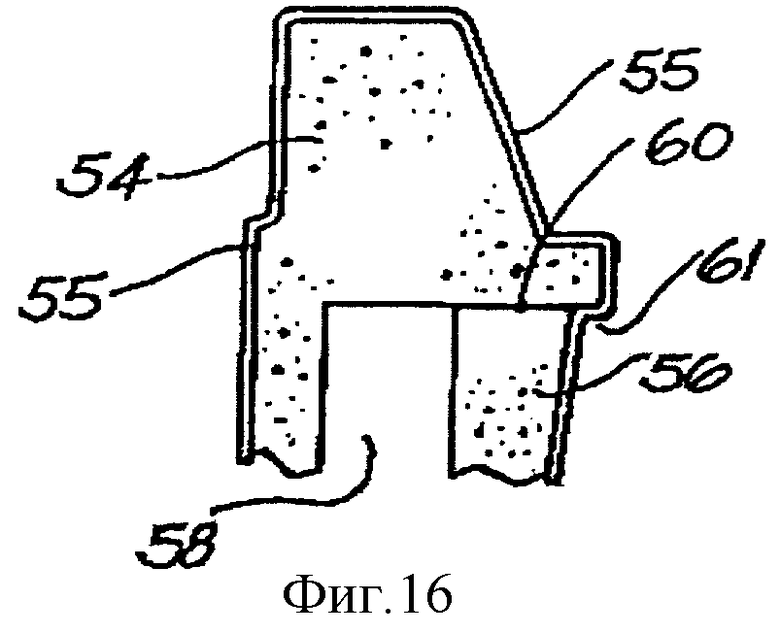
Фиг. 16 представляет изображение в разобранном виде угловой части изображения, показанного на фиг. 15;
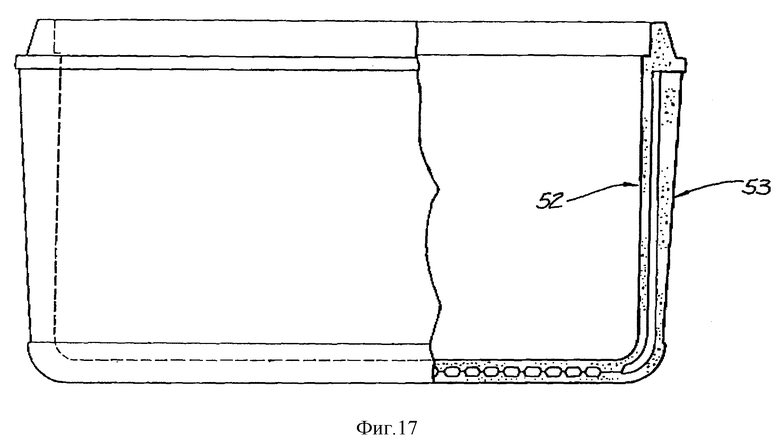
Фиг. 17 представляет изображение в перспективе с частичным разрезом второй стороны части основания охлаждающей камеры, показанной на фиг. 14;
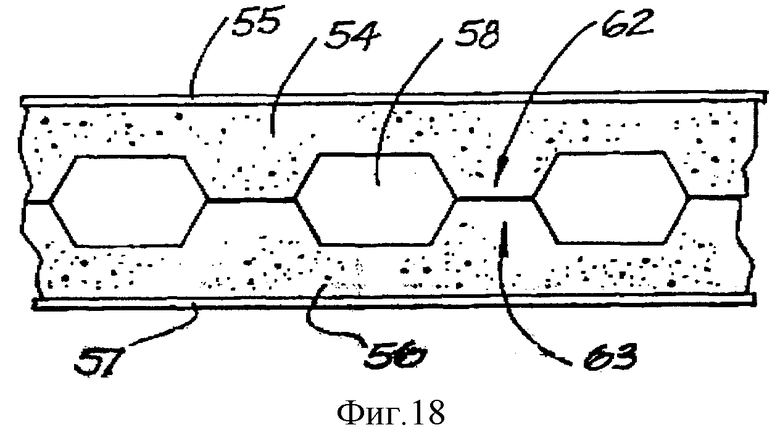
Фиг. 18 представляет изображение в разобранном виде части, показанной на фиг. 17;
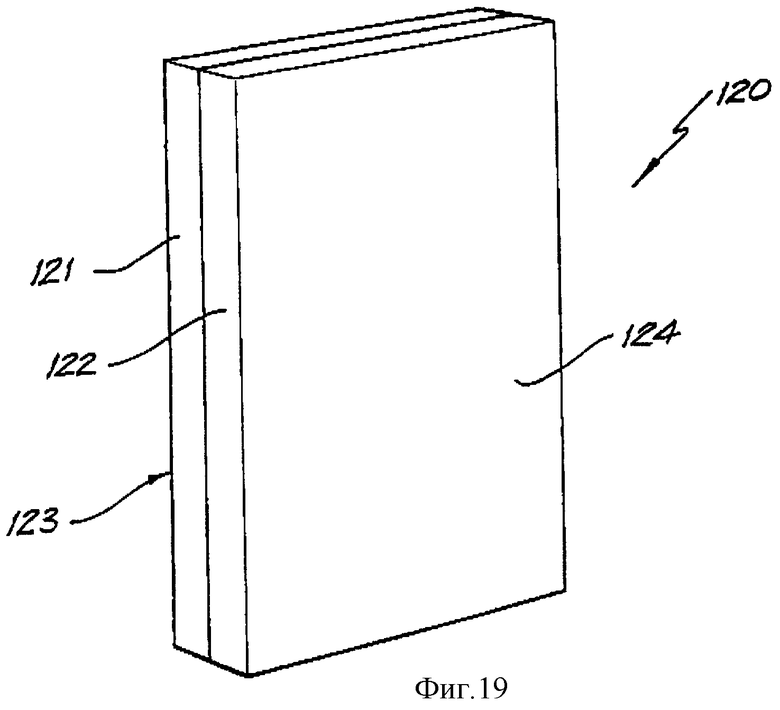
Фиг. 19 представляет собой изображение в перспективе следующей панели, предназначенной для использования в конструкции холодильной камеры или рефрижератора, изготовленной в соответствии со следующим вариантом осуществления изобретения;
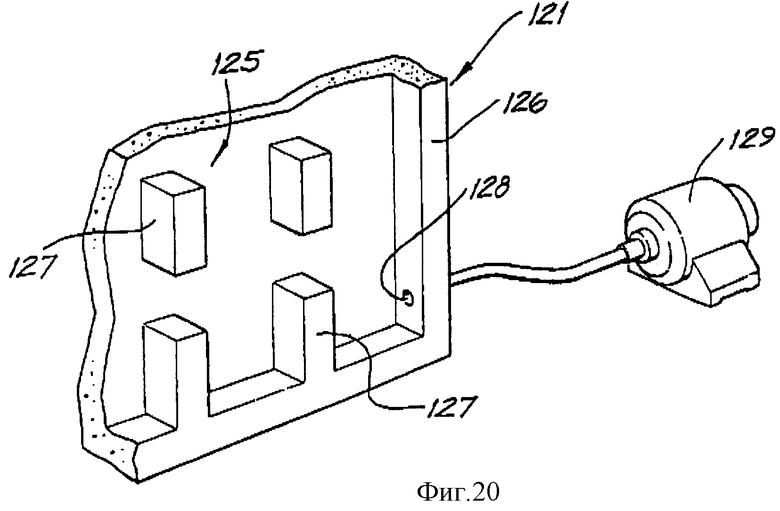
Фиг. 20 представляет изображение в перспективе внутренней части выреза одного из двух листов, образующих показанную на фиг. 19 панель;
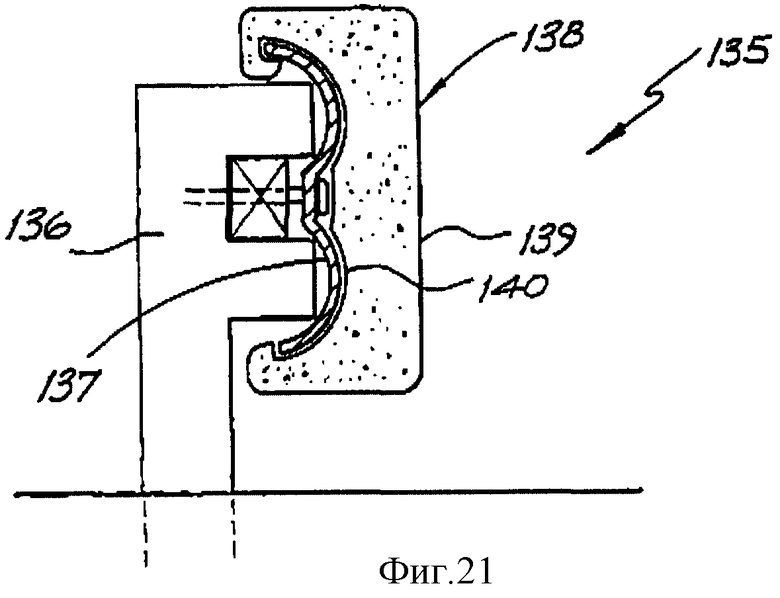
Фиг. 21 представляет вертикальный поперечный разрез защитного ограждения, сконструированного в соответствии с еще одним вариантом осуществления настоящего изобретения;
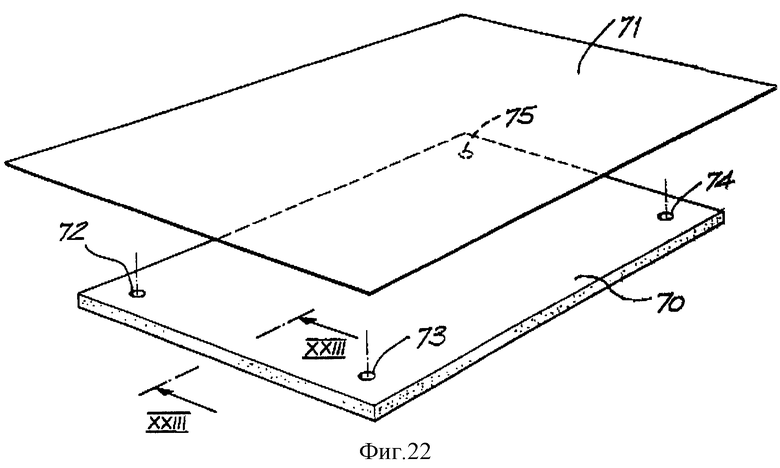
Фиг. 22 представляет изображение в перспективе облицовочного листа, покрытого внешней оболочкой;
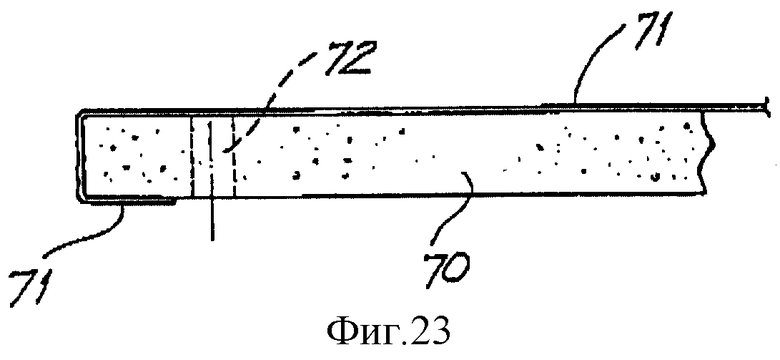
Фиг. 23 представляет собой поперечный разрез XXIII-XXIII на фиг. 22, но иллюстрирующий облицовочный лист после покрытия.
Рассматривая теперь фиг. 1-3, отметим, что известный шлем 1 образован из трех частей, а именно: наружного покрытия 2, внутреннего корпуса 3 и детали 4 (фиг. 3) нижней кромки.
Внутренний корпус 3 отлит из полистирола или другого легкого пластмассового материала, который способен размельчаться, чтобы поглощать энергию. Это тело покрывают наружным покрытием 2, которое отливают или изготавливают посредством вакуумной формовки таким образом, чтобы оно сопрягалось с верхней поверхностью корпуса 3. Как показано на фиг. 2, наружное покрытие 2 можно закрыть с помощью нескольких втулок 5, которые частично садятся в отверстия 6, образованные в корпусе 3. Однако, чтобы это покрытие 2 можно было изымать из его литейной формы, необходимо, чтобы втулка 5 не выступала слишком далеко.
Как показано на фиг. 3, после размещения покрытия 2 на корпусе 3 и приклеивания его с помощью соответствующего связующего вещества, вокруг нижней периферийной кромки корпуса 3 можно расположить деталь 4 нижней кромки и приклеить к нему посредством соответствующего связующего вещества. Соединение между наружным покрытием 2 и деталью 4 нижней кромки закрывают посредством полоски 7 из липкой ленты. В качестве альтернативы, к свободной кромке покрытия 2 и закраины тела 3 прижимают сравнительно широкую полоску липкой ленты. Этим завершается изготовление известного шлема.
Известный шлем имеет ряд недостатков, не последний из которых состоит в том, что он не обладает, в частности, прочностью. Хотя наружное покрытие 2 обеспечивает некоторую независимую возможность распределения нагрузки, он, по существу, не прочный по своим собственным качествам и часто легко деформируется, создавая тем самым низкое сопротивление прохождению. Более того, сборка детали 4 занимает определенное время, а использование липкой ленты для закрытия узкого отверстия между верхней кромкой детали 4 и нижней кромкой наружного покрытия 2 занимает время и обуславливает различные конструктивные ограничения в отношении общего внешнего вида шлема. Частичное ослабление прочности липкой ленты 7 обычно является также первым признаком изнашивания такого шлема.
Используя показанное на фиг. 4 устройство, можно изготавливать шлем, который внешне аналогичен, но конструктивно сильно отличается от шлема, показанного на фиг. 1-3. Как показано на фиг. 4, устройство 10 имеет опорную раму 11, на которой смонтирован соответственный шаблон 12, перемещающийся взад и вперед посредством пневматических или гидравлических цилиндров 13. Над шаблоном 12 расположено устройство для удерживания листа в виде зажимного приспособления 14, которое способно зажимать лист 15 пластмассового материала по его периферии (фиг. 5).
Нагреватель 16 смонтирован на колесиках и может перемещаться по опорной раме 11, чтобы либо располагаться над зажимным приспособлением 14, либо в стороне от него. Над зажимным приспособлением 14 расположена пара насадок 17, которые подсоединены к воздушному насосу 18. Насадки 17 перемещаются взад и вперед посредством пневматических или гидравлических цилиндров 19.
Шаблон 12 подсоединен к вакуумному баку 20, из которого воздух откачивается посредством воздушного насоса 21. Различными элементами оборудования управляют с помощью обычного управляющего устройства 22, содержащего программируемые логические управляющие устройства.
Как видно на фиг. 5, внутренний корпус 33, образованный из вспененного полистирола, имеющий множество отверстий 36, как описано выше, расположен на шаблоне 12. В соответствующих отверстиях 6 расположен ряд выступов 23. Пластмассовый лист 15 зажимают в зажимное приспособление 14, а электрический нагреватель 16 подкатывают в такое место, чтобы нагревать пластмассовый лист 15. После заранее установленного времени лист нагревается до требуемой температуры (обычно до 135oC). Затем, перед началом следующего этапа, нагреватель 16 отводят. В тех местах, где изменяется температура окружающей среды или применяют более толстые листы, можно использовать предварительный подогрев листа для его разогрева. Кроме того, можно нагревать обе стороны листа.
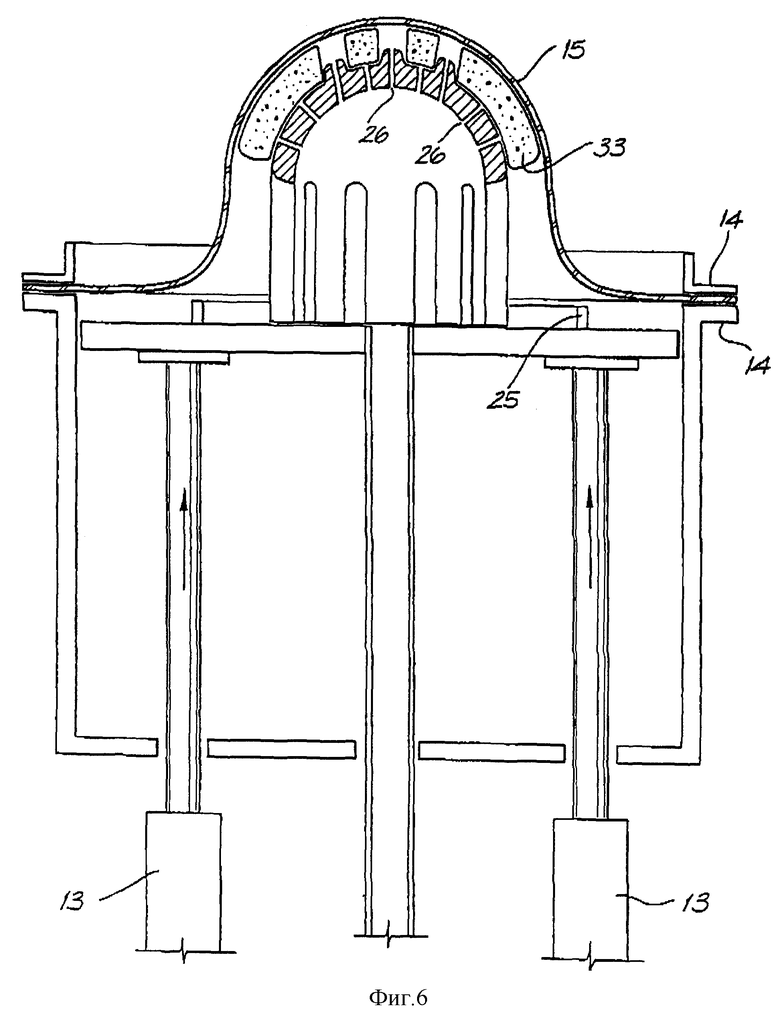
Далее, как показано на фиг. 6, шаблон 12 перемещается вверх пневматическими или гидравлическими цилиндрами 13, надавливая при этом вверх на нагретый лист 15 с помощью слоя воздуха, захваченного между листом 15 и внутренним корпусом 33, а также шаблоном 12. Это деформирование нагретого листа 15, по существу, делает лист 15 тоньше, по существу, равномерным образом.
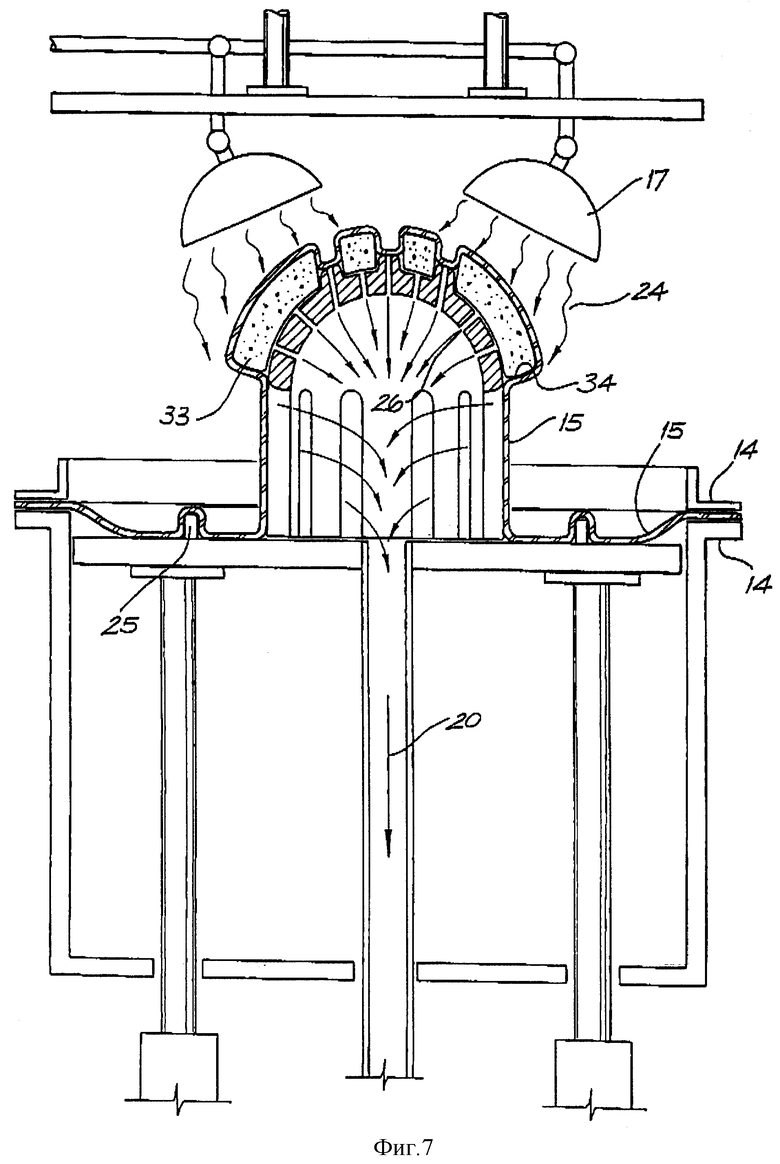
Как показано на фиг. 7, следующим этапом технологического процесса является применение к шаблону 2 вакуума, создаваемого в вакуумном баке 20. Эта операция вначале отсасывает воздух, имеющийся между внутренним корпусом 33 и листом 15, через отверстия 26 в шаблоне. По мере выхода воздуха через шаблон 12 это приводит к плотному соприкосновению листа 15 как с наружной поверхностью внутреннего корпуса 33, так и с кольцеобразным фланцем или кольцом 25 с целью эффективного уплотнения листа 15 относительно шаблона 12.
Кроме того, лист 15 вдавливается внутрь разностью давлений в отверстиях 6 и вокруг нижней кромки 34 внутреннего корпуса 33. Проникновение листа 15 в отверстие 6 ограничивается выступами 23 на шаблоне 12.
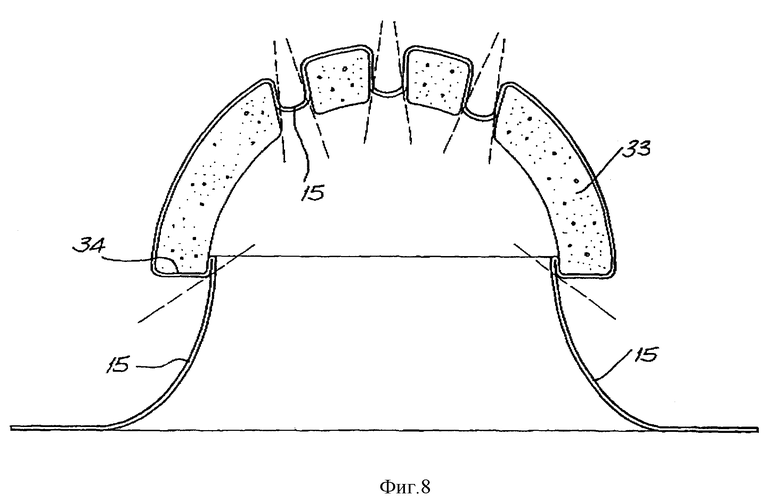
Продолжающееся приложение вакуума к шаблону 12 вытягивает также воздух через материал внутреннего корпуса 33, который предпочтительно является проницаемым для воздуха. Это гарантирует, что любой воздух или другой газ, который может захватываться между листом 15 и внутренним корпусом 33, удаляется, когда лист 15 все еще остается горячим и, следовательно, частично разжиженным. Тепло листа 15 позволяет образовать его связь с внутренним корпусом 33. Перепад давления устраняет возможность образования каких-либо пузырьков под листом 15. Кроме того, как лучше видно на фиг. 8, продолжающееся приложение вакуума к нижней поверхности листа 15 притягивает лист 15 вокруг нижней кромки 34 непрерывным формованием. Это обеспечивает существенное действие силы натяжения во всех направлениях в листе 15. В результате этого окончательно покрытому изделию сообщается большая конструкционная прочность.
Затем, когда на этом этапе процесс формования, по существу, завершается, выключают механизм, обеспечивающий вакуум. Чтобы предотвратить чрезмерный нагрев пенополистиролового корпуса 33, как показано на фиг. 7, посредством действия гидравлических или пневматических цилиндров 19 опускают насадки 17 и по верхней поверхности листа 15 пропускают поток 24 охлаждающего воздуха. Это действие предотвращает чрезмерный нагрев листом 15 пенополистирола внутреннего корпуса 33.
Получаемый корпус показан на фиг. 8 после отведения шаблона 12 с помощью пневматических или гидравлических цилиндров 19 и изъятия листа 15 из зажимного приспособления 14. Это позволяет изъять полузаконченный (то есть не обрезанный) шлем и при необходимости обрезать оставшиеся ненужные части листа 15 в местах, показанных на фиг.8 пунктирными линиями.
Некоторыми предпочтительными материалами для листа 15 являются акрилонитритбутадиенстирол (ABS), полиэфирная синтетическая пластмасса, стирол и поликарбонат или сочетание вышеперечисленных веществ. Одним конкретным предпочтительным материалом является аморфный полиэтилентерефталат (APET).Этот материал имеет высокую прочность на разрыв и высокую ударную вязкость и, кроме того, является очень долговечным. Он также стойкий к маслу и жиру, гамма-излучению и многим растворителям.
Специалисты в данной области техники поймут, что, хотя лист 15 приводится в соответствующее сцепление с внутренним корпусом 33 посредством применения вакуума к нижней стороне листа 15, аналогичный результат можно получить посредством применения положительного давления к верхней стороне листа 15. Действие в этом случае состоит в подаче воздуха через внутренний корпус 33, а не в отсасывании воздуха через корпус 33. Одно преимущество подачи воздуха через проницаемый внутренний корпус 33 состоит в том, что в том случае, если тепло нагретого листа 15 размягчит пенополистирол до точки, когда выделяются какие-либо газы типа пентана, то эти газы можно надежно удалить посредством бака 20 и воздушного насоса 21.
При желании на наружную поверхность внутреннего корпуса 33 можно наносить связующее вещество (предпочтительно активируемое корпусом), чтобы обеспечивать лучшую связь между листом 15 и внутренним корпусом. Однако, вообще говоря, этого не требуется, поскольку осуществляется достаточно плотное сцепление. Обычно толщина листа может находится в диапазоне от 0,1 мм до 10 мм при предпочтительной толщине, находящейся в пределах 0,25-3,0 мм, а для велосипедных шлемов эта толщина предпочтительно составляет 0,5-0,7 мм. Суммарное время производственного цикла можно получить примерно 10-60 секунд. Специалисты в данной области техники поймут, что можно обеспечить большое количество шаблонов 12 в связи с одним листом 15, и можно обеспечить большое количество пунктов, каждый из которых увеличивает суммарный выход.
В этих случаях, когда используется более толстый лист или снижается проницаемость корпуса 33 (например, из-за использования пенополистирола высокой плотности), то можно создать более высокий перепад давления посредством применения положительного давления к верхней поверхности листа 15 и вакуума к нижней поверхности листа 15. Самым легким способом обеспечения давления на верхнюю поверхность листа 15 является использование сжатого воздуха, однако можно также использовать жидкость.
Для снижения времени, потребного для охлаждения покрытия, полуготовый, необрезанный шлем охлаждают воздушной струей, и более предпочтительно струей холодного воздуха.
Дополнительным преимуществом вышеописанного способа является то, что он предполагает обеспечение неотъемлемых компонентов в шлеме. Например, если перед наложением покрытия устанавливают удерживающие полоски, то они принудительно удерживаются между оболочкой и покрытием. Эту особенность можно использовать даже с большим преимуществом для шлемов мотоциклистов, когда в покрытии необходимо разместить механизмы, связанные со смотровым отверстием. При использовании стойких к воде и химическим воздействиям покрытий они эффективно изолируют эти механизмы от коррозии.
Следующие варианты осуществления изобретения включают в себя резьбовые втулки, которые заделывают в корпус 33 перед образованием покрытия. После образования покрытия ее можно соответственным образом продавить, чтобы обеспечить возможность крепить изделия к шлему. Например, можно съемным образом соответственно крепить лампочки, аккумуляторные батареи, защитные наушники, козырьки и так далее.
Полученный вышеописанным способом шлем может содержать в себе дополнительные наружные покрытия, например какую-либо из разновидностей эпоксидных смол или уретана. Более того, когда шлем предназначен для применений при больших ударах, на покрытие 15 наносят высокоплотный слой для поглощения ударов, а затем на наружную сторону высокоплотного слоя наносят слой эпоксидной смолы или уретана.
В некоторых вариантах осуществления изобретения после образования покрытия 15 на корпусе 33 таким же способом образуют второе аналогичное покрытие. Нашли, что плотное сцепление между двумя смежными покрытиями толщиной 0,75 мм обеспечивает более высокую конструктивную жесткость, чем одно покрытие толщиной 1,5 мм.
Для дополнительного соединения слоев можно между соседними слоями использовать вещество, активируемое корпусом, или другое клеящее вещество.
При необходимости пластмассовый лист 15 можно окрашивать или включать в него печатный материал. В качестве альтернативы можно включать отдельный печатный материал, удерживаемый между корпусом 33 и прозрачным покрытием 15. В качестве альтернативы перед проведением технологического процесса можно окрасить корпус 33 или произвести на нем печатание. Более того, пластмассовый лист можно окрасить или напечатать на нем после проведения технологического процесса.
Тесная связь между наружным слоем и внутренним элементом придает комбинации очень высокую структурную прочность. Кроме того, посредством простого способа реверсирования внутреннего корпуса 33 можно лист 15 наложить на обе стороны внутреннего корпуса 33. В таком случае желательно на область, где перекрываются два листа 15, наносить связующее вещество. В том месте, где искривляется внутренний корпус, желательно вначале покрывать вогнутую поверхность, а затем покрывать выпуклую поверхность. При необходимости через первый нанесенный лист 15 можно ввести иглу или небольшую трубку, чтобы во время наложения второго листа 15 содействовать приложению вакуума к корпусу 33. На фиг. 9 схематически показан корпус 33, имеющий два покрывающих листа 15. Следует понимать, что внутреннему корпусу 33 можно придавать любую необходимую форму, включая ребра жесткости, рифления и так далее.
Следовательно, можно изготавливать чрезвычайно жесткие и прочные, но очень легкие изделия почти любой конфигурации. Такие изделия имеют превосходные механические прочности и поглощающие удар свойства, такие как сопротивление вмятинам. Обнаруживается также хорошее тепловое сопротивление. Такие изделия имеют чрезвычайно высокое отношение прочности к весу, а это имеет ряд преимуществ, например снижение транспортных расходов, благодаря использованию таких изделий в качестве поддержки или контейнера для подлежащих перевозке товаров.
Как показано на фиг. 10-13, можно изготавливать транспортный стеллаж для использования при транспортировании и хранении товаров, в частности, посредством погрузчика с вилочным захватом. Как показано на фиг. 13, транспортный стеллаж 40 образован из двух идентичных половин 41, соединенных между собой болтами. Одна из половин 41 транспортной тележки показана на фиг. 10 в перевернутом виде.
Как видно на фиг. 10-12, наружная поверхность транспортного стеллажа 41 является ровной, за исключением вырезов 42, в которые устанавливают головку стягивающего болта и его соответствующей гайки (не показанных). Внутренняя сторона самого транспортного стеллажа обеспечена усиливающими ребрами 43, расположенными в форме пересечения под прямым углом и по диагонали. Обеспечено также усиливающее ребро 44, идущее по периферии самого транспортного стеллажа 41.
В четырех углах самого стеллажа 41 обеспечены четыре L-образных прилива 45, а в середине самого транспортного стеллажа 41 и в средней части каждой стороны обеспечены пять прямоугольных приливов 46.
Как видно на фиг. 13, транспортный стеллаж 40 образован посредством расположения напротив друг друга двух одинаковых половин 41 стеллажа, образуя тем самым завершенное изделие.
На фиг. 9 видно также, что можно использовать материал в виде бутерброда (т. е. многослойный материал), образованного путем использования двух слоев пластмассовых листов 15, для замены в некотором смысле аналогичных многослойных листов, например, которые образованы из наружного слоя листовой стали и внутреннего пластмассового слоя, между которыми расположен изолирующий материал домашнего холодильника. В соответствии с другим вариантом осуществления настоящего изобретения материал, используемый для образования корпуса домашнего холодильника, можно заменить материалом обычного качества, показанным на фиг. 9 и образованным в соответствии с одним или более вариантов осуществления настоящего изобретения. Несомненно, что это позволяет использовать варианты осуществления настоящего изобретения при изготовлении холодильных камер, теплоизолированных камер хранения и подобных камер, где для стенок, пола и потолка можно использовать такой многослойный материал.
Концепцию использования внутреннего корпуса 33 в качестве изолирующего материала можно приспособить в прямом смысле для создания легкой и портативной охлаждающей коробки или горячей камеры 51, как это показано на фиг. 14. Здесь боковые стенки, основание и крышка образованы, например, из пенополистирола. Кроме того, можно еще больше расширить основной принцип посредством использования внутреннего корпуса 33 не в качестве самого термоизолирующего материала, а, скорее, используя хорошо известные изолирующие свойства вакуума. Это достигается путем образования вакуума между двумя "стенками", каждая из которых образована из внутреннего корпуса 33 и наружного покрытия 15. Таким способом можно изготавливать легкий, но конструктивно прочный "вакуумный сосуд" любых обычных формы и размера.
Рассматривая теперь фиг. 15, отметим, что здесь показана такая охлаждающая камера или горячая камера 151. На фиг. 16 показан увеличенный вид части боковой стенки 50, показанной на фиг.15. Стенка 50 сделана из двух подобных камере конструкций, содержащих внутреннюю камеру 52 и наружную камеру 53. Внутренняя камера 52 включает в себя слой 54 из пенополистирола низкой плотности, покрытый листом 55, как описано выше. Наружная камера 53 имеет форму слоя 56 пенополистирола высокой плотности, покрытого листом 57, используя описанные выше способы. Между двумя камерами 52,53 образована полость 58. В одном варианте охлаждающей камеры полость 58 может содержать в себе воздух, а в другом варианте охлаждающей камеры полость 58 может представлять вакуум. Чтобы соединить между собой две камеры 52, 53, можно нанести соответствующее клеящее вещество в области 60 с целью скрепления камер вместе. В том случае, если в полости 58 необходимо образовать вакуум, вначале можно из полости 58 откачать воздух, и между двумя листами 55, 57 вдоль кромки 61 наносят материал уплотнения.
На фиг. 17 показан боковой вид с частичным вырезом показанной на фиг. 14 охлаждающей камеры. Конструкция основания, или пола, охлаждающей камеры такова, как лучше видно на ее изображении в виде поперечного разреза в разобранном виде на фиг. 18. Здесь видно, что внутренняя камера 52 и наружная камера 53 включают в себя ряд выпуклостей 62, 63, которые сконструированы таким образом, чтобы опираться друг на друга с целью обеспечения опоры способом, аналогичным способу, описанному со ссылкой на показанный на фиг. 10-13 транспортный стеллаж. С помощью выпуклостей 62, 63 внутренняя коробка 52 поддерживается наружной коробкой в устойчивом положении.
Нет необходимости в появлении связанной с химическим продуктом или корпусом реакции между корпусом и покрытием. Например, в некоторых вариантах использовано активируемое теплом клеящее вещество, предназначенное для гарантирования дальнейшего тесного сцепления, в то время как другие варианты полагаются лишь на натяжное сцепление между корпусом и покрытием. Более того, здесь, если необходимо применить толстое покрытие, часто оказывается выгодным вначале нанести тонкое покрытие с целью защиты корпуса от тепла, потребного для образования этого второго толстого покрытия.
Альтернативный вариант осуществления изобретения включает в себя термоизолятор на внешней поверхности корпуса, предназначенный для облегчения образования более толстых покрытий или использования пенополистирола более низкой плотности. Такие покрытия включают в себя материал с точечной основой или, менее предпочтительно, отражательные краски и металлическую фольгу. Специалистам в данной области техники могут быть известны другие подходящие элементы.
В этом варианте осуществления изобретения корпус и покрытие обеспечивают свойства поглощения ударов и сопротивления проникновению. Однако следует понимать, что эти свойства улучшаются из-за уникального сцепления натяжением между корпусом и покрытием.
Покрытие создается разной толщины, например от 0,25 мм и примерно до 3 мм для шлемов. Однако можно использовать гораздо большую толщину, где требуется более высокое сопротивление проницанию. При использовании аморфной полиэфирной синтетической пластмассы для шлемов обычно достаточна толщина покрытия 0,5-0,7 мм, хотя возможна толщина, лежащая в диапазоне 0,1-10 мм.
Корпус можно изготавливать из различных материалов. В тех случаях, когда материалы недостаточно проницаемы для воздуха, корпус можно снабдить множеством разнесенных друг от друга отверстий, позволяющих проходить через них воздуху. Однако можно также находящийся в пространстве между корпусом и покрытием воздух просто протягивать вокруг корпуса. Последний вариант обеспечивает подходящие изделия, хотя и пониженной конструктивной прочности, по сравнению с вариантом изделий, в которых используется проницаемый для воздуха материал корпуса.
Продолжительность циклов работы устройства прессования может составлять примерно 20-60 сек, хотя требуется дополнительное время охлаждения. Здесь нет необходимости задерживать охлаждение покрытия, как это имеет место в случае известных технологических процессов вакуумного формования. Более того, охлаждение шлема предпочитают осуществлять сразу же после образования слоя покрытия посредством пропускания через шлем воздуха, и предпочтительно холодного воздуха. Кроме того, предпочитают, чтобы перед снятием перепада давления температура покрытия была гораздо ниже точки плавления материала листа.
Вышеописанное свойство соответствующего настоящему изобретению способа позволяет выбирать покрытия, которые в остальном не подходят для вакуумного образования, например очень тонкие покрытия или материалы, имеющие высокую теплопроводность. Любая усадка, которая может появиться, обеспечивает более эффективное сцепление между покрытием и корпусом.
Выбор состава материала листового покрытия зависит от конечного использования изделия. Поскольку речь идет о шлеме, то нашли, что подойдет полиэтилентерефталат (PET), поскольку он обеспечивает покрытие, имеющее высокую упругость. Этот материал имеет высокие ударную вязкость и прочность на разрыв, устойчив к гамма- и ультрафиолетовому излучениям, а также стойкий к химическим воздействиям и подходит для нанесения поверхностных покрытий типа красок и клеящих веществ. Весьма предпочтительным материалом является аморфный полиэтилентерефталат (APET).
Изготовленный вышеописанным способом шлем может содержать дополнительные внешние покрытия, например какое-либо покрытие из разнообразия эпоксидных смол и уретанов. Более того, когда шлем предназначен для применений в случае сильных ударов, на основное покрытие наносят дополнительный слой поглощения ударов с высокой плотностью, а затем на внешнюю сторону высокоплотного слоя наносят слой эпоксидной смолы или уретана.
В некоторых вариантах осуществления после образования основного покрытия на корпусе образуют второе аналогичное покрытие таким же способом. Нашли, что тесное сцепление между двумя смежными покрытиями толщиной 0,75 мм, например, обеспечивает более высокую структурную жесткость, чем одно покрытие толщиной 1,5 мм.
Второе покрытие сцепляется с первым покрытием посредством перепада давления и последующего охлаждения для сцепления путем натяжения с первым покрытием. В других вариантах осуществления изобретения первое покрытие перфорируют и на его внешней стороне используют временную маску, предназначенную для предотвращения прохождения воздуха через перфорации. После образования первого покрытия маску удаляют. В этом случае образование второго покрытия может получать преимущества характера воздушной проницаемости первого покрытия для обеспечения плотного сцепления между ними.
Для обеспечения дополнительной связи между слоями можно между соседними слоями использовать активируемое теплом или другое клеящее вещество.
Улучшенная прочность, которую покрытие обеспечивает находящемуся под ним корпусу шлема, делает также технологический процесс подходящим для других применений. Например, имеющие соответствующую форму полистироловые и другие изделия можно покрывать для образования стеновых панелей для внутренних стен и перегородок, стенок, потолков и дверей передвижных холодильных камер, холодильных шкафов или холодильных камер. Кроме того, в тех случаях, когда используют полистиролы более высокой плотности с более толстыми покрытиями, можно создавать такие изделия, как автомобильные панели и другие автомобильные элементы. Следует понимать, что в соответствии с изобретением можно образовывать изделия, по существу, любых размеров и форм. В тех случаях, когда размер подлежащих образованию изделий значительно отличается от размера шлемов, необходимо изменять масштаб соответствующего формующего устройства.
В соответствии с другим аспектом изобретения конструктивное покрытие образуют по всем поверхностям изделия. Например, элементы конструкции покрывают для того, чтобы обеспечить увеличенное сопротивление повреждению, влаге или доступу химических продуктов и коррозии или разрушению. То есть, в пластмассовое покрытие заключают элементы конструкции из древесины твердых пород, полистирола, прессованной древесно-стружечной плиты, алюминия и других материалов.
В одном конкретном варианте осуществления первый пластмассовый лист нагревают и потом приводят в сцепление, по меньшей мере, с одной из поверхностей элемента конструкции. Между первым листом и элементом образуют перепад давления для осуществления тесного сцепления между ними. Затем нагревают второй пластмассовый лист и приводят его в соприкосновение, по меньшей мере, с одной второй поверхности элемента и создают перепад давления с целью выполнения плотного сцепления этого второго листа с элементом. Первому и второму листам придают такую форму, чтобы они перекрывались и обеспечивали непрерывное покрытие на элементе. В этом варианте только два листа образуют полное защитное покрытие элемента. Однако в других вариантах осуществления требуются три или более отдельных перекрывающихся листов. На участках перекрытия между соседними листами предпочтительно используют активируемое теплом клеящее вещество.
В тех случаях, когда элемент представляет собой прямоугольную призму, например деревянную балку, предпочитают первый лист приводить в сцепление с широкой поверхностью балки и, по меньшей мере, частью обеих из двух соседних, расположенных напротив друг друга более узких поверхностей. Затем второй лист сцепляют с другой широкой поверхностью балки и более узкими поверхностями таким образом, чтобы он перекрывался с первым листом на обеих этих более узких поверхностях.
Материалом, который обеспечивает значительные преимущества при образовании в качестве тела шлема или элемента конструкции, является продукция, имеющая товарный знак GECET, которую производит и продает фирма "Hunstman Chemical Corporation" ("Ханстман Кемикал Корпорейшн") по лицензии компании "General Electric Company" ("Джэнерал Электрик Компани"). Этот материал представляет собой смесь окиси полифенилена и пропитанного пентаном полистирола. Можно создавать ряд плотностей. Другим, особенно предпочтительным, материалом является пенополипропилен, и этот материал продается под товарным знаком CARIL.
Изготовленные с соответствующей формой изделия из материала, имеющего товарный знак GECET, пенопропилена или аналогичных составов, которые содержат соответствующее настоящему изобретению защитное покрытие, имеют ряд применений. Такими применениями, например, являются мопедные шлемы, промышленные шлемы, стеновые панели, приставные лестницы, заменители дерева, корпуса холодильников, ограждения для движения транспорта и контейнеры малых размеров.
Использование толстых покрытий обеспечивает элементу конструкции высокое отношение прочности к весу. Кроме того, материалу сердцевины можно легко придать такую форму, чтобы обеспечить дополнительную прочность, которая будет увеличена путем обеспечения этой формы последующим образованием покрытия. Эти свойства делают изготовленный в соответствии с настоящим
изобретением элемент конструкции полезным для стеновых панелей, дверей и оконных рам. То есть, пенополистирол или аналогичный материал сердцевины, включающий в себя покрытие, подходит в качестве заменителя лесоматериала или металла.
Одним конкретным преимущественным применением изобретения является обеспечение панелей, предназначенных для использования при изготовлении пространств с определенным температурным режимом, например холодильных камер, холодильников, лабораторий и им подобных помещений. На фиг. 19 и 20 показана панель 120, предназначенная для использования при строительстве охлаждающей камеры. Панель 120 включает в себя два прямоугольных листа 121 и 122 экспандированной смолы GECET, которые оба заключены в оболочку и удерживаются в опоре покрытием 123.
Лист 121 имеет равномерную толщину, однако лист 122 включает в себя, по существу, плоскую лицевую поверхность 124 и профилированную лицевую поверхность 125. Поверхность 125 включает в себя периферический выступ 126, идущий перпендикулярно от лицевой поверхности 125, предназначенный для сопряжения с периферией соседней лицевой поверхности листа 121.
От лицевой поверхности 125 также перпендикулярно идет множество разнесенных друг от друга выступов 127. Эти выступы равномерно распределены по всей лицевой поверхности 125 и предпочтительно имеют одинаковую высоту с выступом 126. В соответствии с этим выступы также сцепляются с прилегающей лицевой поверхностью листа 121.
После обеспечения на листах 121 и 122 покрытия 123 с помощью вышеописанного технологического процесса, между листами будет образована, по существу, герметизированная полость.
Выступ 126 включает в себя отверстие 128, предназначенное для обеспечения возможности откачивания воздуха из полости или, в качестве альтернативы, для подлежащей пропусканию в полость текучей среды поддержания температурного режима. В показанном на рисунке варианте к отверстию 128 подсоединен по потоку текучей среды вакуумный насос 129 для поддержания существенного вакуума в полости с целью обеспечения панели 120 улучшенными изоляционными свойствами. Можно создать вакуум и герметизировать отверстие 128, или, в качестве альтернативы, можно периодически приводить в действие насос 129 с целью обеспечения поддержания достаточного вакуума.
Для конструирования холодильной камеры требуемых размеров подгоняют вместе ряд модульных панелей. Все панели можно соединять между собой через соответствующие отверстия 128, благодаря чему требуется только один вакуумный насос 129. Кроме того, насос 129 можно приводить в действие от холодильного агрегата, используемого для кондиционирования воздуха в холодильной камере.
Наличие вакуума или частичного вакуума в полости облегчает также быстрый ремонт повреждения любого из листов 121 или 122. То есть, на поврежденную часть листов можно наложить смесь для мелкого ремонта поверхностей, и, хотя требуется некоторая форма связующего вещества, действие вакуума в полости будет дополнительно втягивать смесь в уплотняющее сцепление с окружающей панелью.
Изобретение аналогичным образом можно применять для корпусов домашних холодильников. Однако вакуумный насос можно приводить в действие также посредством движения двери к шкафу. В качестве альтернативы, можно использовать узел с электродвигателем для существующего компрессора.
Другое применение изобретения состоит в обеспечении звуковых барьеров вдоль проезжей части. Создают модульные панели из материала, имеющего товарный знак GECET, пенополистирола или подобных материалов, имеющих соответствующие изобретению покрытия. Эти панели включают в себя взаимодополняющие блокировочные образования, предназначенные для скрепления между собой соседних панелей. Предусмотрены следующие размеры таких панелей: 3 м х 1 м х 100 мм. Однако при желании эти размеры можно изменять.
Применяемое защитное покрытие обеспечивает, по существу, панель защиты от хулиганов, которая облегчает также чистку вследствие гладкой отделки и непроницаемого характера покрытия. Благодаря использованию устойчивого к ультрафиолетовому излучению покрытия долговечность также увеличивается.
Следующий вариант осуществления изобретения представляет создание защитных ограждений, как показано на фиг. 21. Существующее ограждение 135 содержит каркас 136, предназначенный для поддержания изогнутого металлического ограждения 137. В соответствии с изобретением конструируют дополнительное поглощающее энергию ограждение 138, которое содержит, по существу, плоскую наружную лицевую поверхность 139 и противолежащую поверхность 140, которая по форме является дополнительной ограждению 137. Ограждение 138 изготавливают из плотного пеностирола или другого подобного материала, и оно содержит оболочку из аморфного полиэтилентерефталата или из аналогичного состава, предназначенного для обеспечения сопротивления проникновению. Ограждение 138 защелкивается с помощью фланцев на существующее ограждение 137 и обеспечивает дополнительную защиту от повреждения, особенно для мотоциклистов и велосипедистов, поскольку металлические компоненты теперь эффективно закрыты поглощающим энергию материалом.
Покрытие на любом из описанных вариантов осуществления изобретения по желанию можно красить. В качестве альтернативы, перед применением, по существу, прозрачного покрытия можно красить сердцевину из материала, имеющего товарный знак GECET, или пенополистирола (EPS).
При использовании сердцевины из GECET, EPS или аналогичного материала результирующее покрытое изделие особенно подходит для морских судов из-за своей плавучести. Можно, например, изготавливать корпуса легких катеров, персональных устройств перевозки по воде и элементы кают. Другие изделия, преимущественно изготавливаемые в соответствии с вариантом осуществления изобретения, включают в себя индивидуальные спасательные средства, корабельные контейнеры хранения средств жизнеобеспечения судна и устройства перевозки по снегу, типа изделий, продаваемых под товарным знаком SKIDO.
Материал GECET с покрытием обладает, в частности, преимуществом из-за его высокой температуры плавления этого материала сердцевины. Получаемое изделие подходит для использования при изготовлении стерилизаторов, верстачных досок, водопроводных раковин, водопроводов горячей воды и так далее.
Варианты осуществления изобретения применимы также к изготовлению панелей, предназначенных для использования с резонирующими коробками для корабельных генераторов или моторов, насосов плавательных бассейнов и другого оборудования.
Создаваемые в соответствии с этими вариантами осуществления изобретения изделия могут включать в себя корпус, изготавливаемый из ряда отдельных компонентов, которые затем удерживаются в заранее определенной ориентации посредством покрытия. В некоторых вариантах осуществления изобретения отдельные компоненты корпуса вначале склеивают вместе. Например, для образования корпуса шлема перед образованием конструктивного покрытия по всему этому корпусу, можно подгонять вместе множество панелей из пенополистирола.
В качестве альтернативы, блок такого материала, как EPS или GECET, вырезают ножом с целью образования требуемой формы. Затем на ее поверхности образуют покрытие. Этот способ облегчает производство изделий прототипа или изделия "одноразового употребления". Можно также осуществлять массовое производство изделий, например, посредством использования робототехники.
Элементы конструкции, изготовленные в соответствии с изобретением, подходят также для мачт яхт и кузовов транспортных средств.
В следующих вариантах осуществления изобретения используют корпус из очень упругих материалов, предназначенных для обеспечения поглощающих энергию бамперов автомобилей.
Создаваемые в соответствии с вариантом осуществления изобретения шлемы могут включать в себя конструктивное покрытие либо на внутренней, либо на внешней поверхности, либо на обеих поверхностях. В тех случаях, когда требуются толстые покрытия, добавляют использование перепада давления с помощью механического средства, которое облегчает первоначальное формование листа относительно покрываемого им корпуса.
Варианты осуществления изобретения поддаются использованию повторно используемого материала. Например, лист или покрытие можно изготавливать из используемых полиэтилентерефталатовых бутылей, тогда как в некоторых вариантах осуществления изобретения корпус может состоять из материала, представляющего собой мягкую бесформенную массу (пульпа). Одной конкретной областью применения, где подходят повторно используемые материалы, является область разделения.
Тесное сцепление, которое осуществляется между корпусом и листом, обеспечивает изделие, имеющее сопротивление сильным ударам. Эта особенность, в частности, желательна в области защитных шлемов. Покрытие шлема, образованное из аморфного полиэтилентерефталата особенно подходит из-за того, что само покрытие стремится расплавиться относительно формы ударяющегося изделия. Тесное сцепление между корпусом и покрытием облегчает широкое распространение ударной силы по корпусу.
Шлем, включающий в себя корпус из пенополистирола и оболочку из аморфного полиэтилентерефталата, испытан фирмой "Snell Memorial Foundation" ("Снелл Мемориал Фаундейшн"). Во время таких испытаний испытываемую, покрытую шлемом форму головы (макет) бросали на одну из управляемых наковален. Ускорение, испытываемое макетом, измеряли и выражали в единицах кратных чисел гравитационного ускорения. Если какой-либо отсчет превышает в 300 раз такое ускорение, шлем разрушается. Для известных шлемов, содержащих корпус из пенополистирола с эпоксидным покрытием, эти показатели равны примерно 170-180 и 200-220 соответственно для ударов спереди и сбоку. Аналогичный корпус из пенополистирола с покрытием из аморфного полиэтилентерефталата, образованный в соответствии с настоящим изобретением, дает показатели при прямом и боковом ударах примерно 100 и 150 соответственно. Соответственно, таким образом достигается значительное улучшение ударных характеристик.
Следующее применение изобретения относится к контейнерам хранения военного имущества. Контейнер, изготовленный в соответствии с изобретением, обеспечивает сопротивление сильным ударам, долговременное хранение боеприпасов или подобных вещей. Более конкретно, контейнеры эффективно изолируют военное имущество от атмосферных воздействий гораздо дольше имеющихся контейнеров. Более того, обеспечивается значительное уменьшение веса по сравнению с традиционными металлическими и деревянными контейнерами.
При другом выгодном использовании изделий, сконструированных в соответствии с вариантом осуществления настоящего изобретения, раскрыта замена хорошо известной многослойной фанеры, используемой для образования литейной формы для заполнения бетоном. Такая опалубка из лесоматериала становится все более редкой и, следовательно, дорогостоящей. Попытки заменить эти опалубки из лесоматериала на листовые пластмассовые материалы до настоящего времени не имели успеха, потому что листовой пластмассовый материал не обладает достаточной прочностью для удержания тяжести бетона.
Однако в соответствии с настоящим изобретением можно создать подходящий прочный элемент конструкции посредством вырезания пенополистироловых листов нужного размера и формы и затем покрытия двумя оболочками или листами 15. Каждый лист 15 покрывает противоположную сторону и образуется перекрывающее соединение, предпочтительно вдоль кромок листа. Такое изделие с точным размером и формой образуют в одном двухступенчатом процессе. Кроме того, для формования можно использовать заранее образованные литейные формы, включающие в себя изогнутые части и внутренние углы. Из-за того что прочность придается при покрытии законченного изделия, устраняется необходимость создания сложных литейных форм, чтобы она оказалась прочной. Вместо этого литейную форму изготавливают в виде требуемой формы без какого-либо соображения в отношении придания прочности изготовления. Вместо этого необходимую прочность законченной литейной форме придают посредством покрытия.
В пластмассу листа 15 можно добавлять различные разделительные составы, например кремний. В качестве альтернативы, поверхность опалубки можно покрывать тонким слоем расходуемого материала типа чистого пластмассового материала, продаваемого под общим названием "обертка прилипания", а в Австралии продаваемого под зарегистрированным товарным знаком "GLAD WRAP". Это покрытие наносят на опалубку перед заливкой цемента или бетона, и она функционирует в качестве разделительного состава.
Концепцию конструирования опалубки можно легко распространить на конструирование малой холодильной камеры установки для охлаждения или аналогичного устройства, которую можно собирать из ряда панелей, где каждая панель имеет блокирующую кромку с соседней панелью, причем для кромок и углов малой холодильной камеры для охлаждения конструируют специальные панели в форме изогнутых частей и внутренних углов. Такие изготавливаемые из панелей установки для охлаждения можно в этом случае быстро собирать на месте из взаимно блокирующихся панелей.
Следующая сборка из панелей в соответствии с вариантом осуществления настоящего изобретения показана на фиг. 22 и 23. Здесь доска 70 из волоконно-целлюлозного материала типа материала, известного в Австралии под общим названием "фибро", подлежит покрытию одним пластмассовым слоем 71, используя устройство, по существу, аналогичное устройству, показанному на фиг. 4-7. Верхнюю поверхность доски 70 покрывают слоем активируемого теплом клеящего вещества. Слой 71 нагревают (предпочтительно до температуры в диапазоне 130-150oC) и доску 70 перемещают относительно листа таким образом, чтобы совместить их. Воздух, находящийся между доской 70 и слоем 71, удаляют, как описано выше. В этом отношении в доске можно просверлить четыре маленьких отверстия 72-75, по одному отверстию, расположенному в каждом углу. Эти не являющиеся необходимыми отверстия помогают удалять находящийся между доской 70 и слоем 71 воздух, и устранить, таким образом, какой-либо захваченный воздух, оставшийся в виде пузырьков в слое 71.
Как показано на фиг. 23, слой 71, имеющий несколько большие размеры, чем размер доски 70, обматывают вокруг кромок доски 70. Если изделие используется в качестве, например, элемента планкирования стенки, то одну поверхность доски 70 обычно оставляют не покрытой. Однако, если необходимо, то можно покрывать обе поверхности доски 70. В результате получается прочное, долговечное и атмосферозащищенное покрытие, которое, по существу, увеличивает прочность доски 70. Далее, поверхность (поверхности) подлежащей покрытию доски 70 можно окрасить или декорировать любым желательным способом, по существу, увеличивая тем самым привлекательность ранее серой доски.
Используемые в соответствии с вышеописанным способом активируемые теплом клеящие вещества включают в себя термореактивное клеящее вещество, содержащее фенольные или меламиновые смолы. Выбираемое клеящее вещество должно быть совместимым как с внутренней сердцевиной, так и с материалом подложки. Клеящие вещества, требующие удаления паров, противопоказаны.
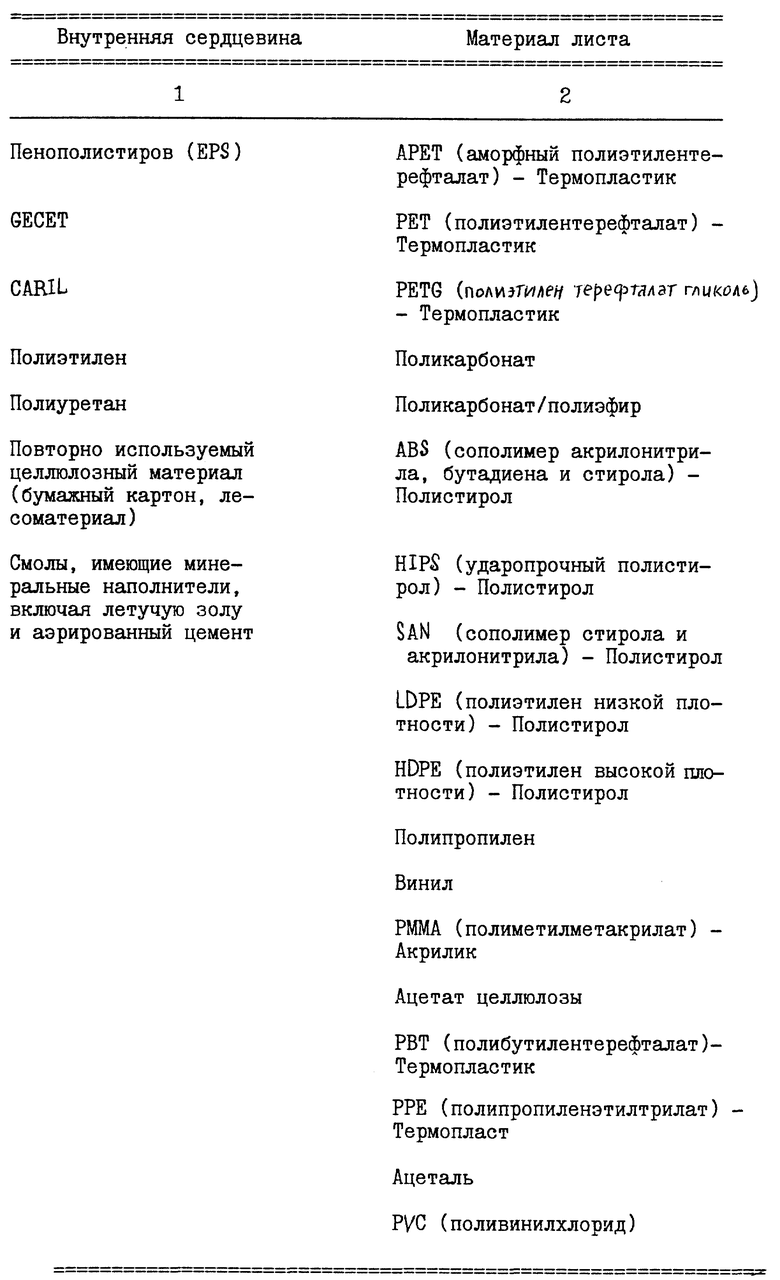
Ниже, в виде таблицы, представлены различные комбинации материалов, которые можно использовать в вышеописанных способах.
Следует понимать, что каждый из перечисленных в левой колонке материалов внутренней сердцевины можно покрывать каждым из материалов листов, перечисленных в правой колонке.
Внутреннюю поверхность материала листа можно декорировать различными красками, например полиэфирной краской на водной основе, продаваемой с фирменным названием DURABOND. Такие краски предпочтительно наполняют тригидратом окиси алюминия. В результате этого при нагревании таких красок выделяется вода, делая, таким образом, краску самоохлаждающейся. Это помогает защитить материал внутренней сердцевины. Кроме того, к листовому материалу можно добавлять различные наполнители, ультрафиолетовые поглотители, сажу и другие красящие вещества, и в этом отношении PETG (полиэтилентерефталатгликоль) особенно полезен ввиду его несклонности к кристаллизации. Полезные свойства конечного изделия включают в себя теплостойкость и хладостойкость, усталостную прочность и память к восстановлению формы.
И, наконец, настоящее изобретение не ограничивается одним покрытием или слоем. В данной связи легко понять, что показанный на фиг. 8 шлем, после обрезки по показанным на фиг. 8 пунктирным линиям, можно вновь расположить на показанном на фиг. 4 шаблоне 12 и повторить весь описанный, со ссылкой на фиг. 5-8, технологический процесс, чтобы создать второй слой 15, который перекрывает ранее наложенный "первый" слой.
Выше приведено описание только некоторых вариантов осуществления настоящего изобретения, и специалисты в данной области техники, очевидно, могут производить их модификации, не выходя при этом за рамки объема настоящего изобретения. Например, в соответствии с настоящим изобретением можно конструировать доски для серфинга и доски для тележек.
Изобретение относится к устройству, предназначенному для изготовления конструкционного покрытия на изделии. Изделие обладает способностью нести нагрузку и выполнено из, по меньшей мере, одной внешней оболочки и внутреннего элемента, определяющего форму, который, по существу, не несет нагрузки и является, по меньшей мере, частично проницаемым для текучей среды. Устройство содержит устройство для удерживания листа пластичного материала по его периферии или вблизи пары его противоположных кромок, шаблон для удерживания и опоры внутреннего элемента, средство нагрева, средство для создания перепада давлений между листом и внутренним элементом, средство переноса и систему охлаждения. Средство переноса предназначено для перемещения шаблона относительно устройства для удерживания листа с обеспечением совместного перемещения листа. и внутреннего элемента. Система охлаждения обращена к поверхности листа, не сцепленной с внутренним элементом. Средство для создания перепада давлений обеспечивает придание листу формы внутреннего элемента, при этом захваченный между листом и внутренним элементом воздух проходит через внутренний элемент. Указанное средство поддерживает перепад давлений до тех пор, пока не произойдет охлаждение листа. Вследствие этого в листе возникают силы натяжения во всех направлениях. Изобретение позволяет обеспечить равномерное натяжение листа во всех направлениях. 2 с.п.ф-лы, 1 табл., 23 ил.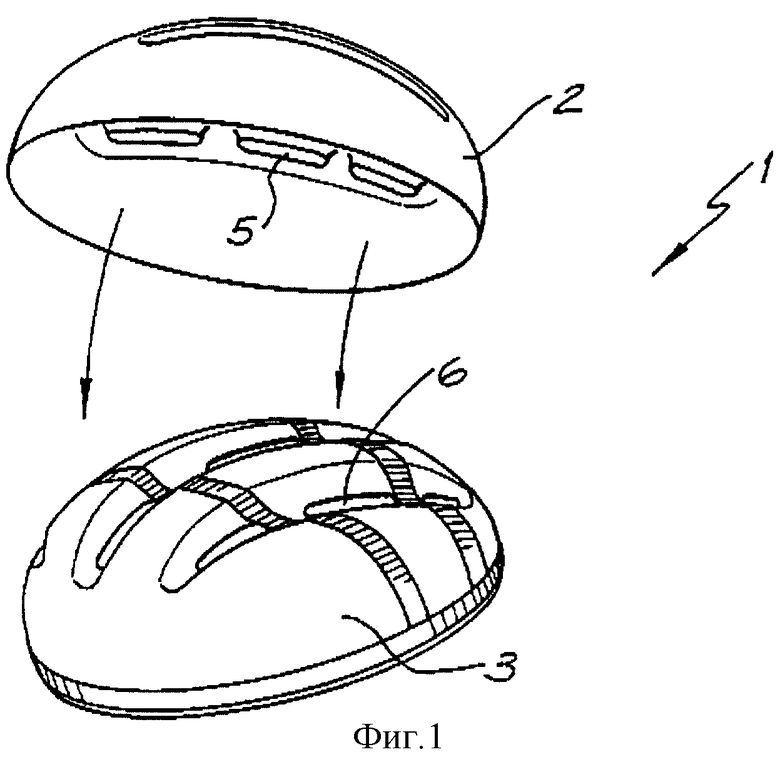
Приоритет по пунктам:
11.08.94 по пп.1 - 3.
| Домовый номерной фонарь, служащий одновременно для указания названия улицы и номера дома и для освещения прилежащего участка улицы | 1917 |
|
SU93A1 |
| US 4769100 A, 06.09.1988 | |||
| Акустическая плита | 1980 |
|
SU894104A1 |
| РЕГУЛЯТОР ТЕМПЕРАТУРЫ | 0 |
|
SU302703A1 |
| US 5034077 A, 23.07.1991 | |||
| Способ получения сополимеров | 1976 |
|
SU584017A1 |
| US 4010230 A, 01.03.1977 | |||
| US 4847034 A, 11.07.1989. | |||

