Изобретение относится к области квантовой электроники, в частности к газоразрядным лазерам.
Известен способ вакуумной обработки газоразрядных приборов [1]. В этом способе собранный прибор подсоединяют к вакуумному посту и проводят откачку из него воздуха или другого газа со скоростью 0,001 - 500 л/с, осуществляют очистку путем ионной бомбардировки, подавая на электроды напряжение от 300 до 3000 В во время откачки прибора. Величину напряжения выбирают такой, чтобы обеспечить возгонку разрядом жировых и соляных загрязнений без окисления электродов. Этот способ не применим для обработки малогабаритных моноблочных лазеров, собранных с катодом, электродами и зеркалами из-за опасности повреждения (загрязнения) зеркал.
Наиболее близким по технической сущности к предлагаемому изобретению является способ вакуумной обработки газовых лазеров [2]. В этом способе осуществляется подсоединение лазера к вакуумному посту, откачка его до высокого вакуума, проверка конструкции на герметичность, очистка и разряде активного газа, проверка параметров лазера в рабочем газе, откачка и прогрев при максимальной температуре, которую допускает конструкция лазера, наполнение лазера смесью рабочих газов и его герметизация.
Недостатком данного способа является то, что он не обеспечивает требуемой стабильности состава газового наполнения в процессе эксплуатации и хранения из-за недостаточной очистки лазера от примесных газов, сорбированных на внутренних поверхностях корпуса моноблочного лазера из стекломатериала, поскольку требуемая для эффективного газоотделения температура обычно превышает допустимую для конструкции лазера и 1,5-2 раза (для лазера, зеркала которого соединены с корпусом из кварца или ситалла методом оптического контакта, температура прогрева обычно не превышает 150oC, а температура эффективного газоотделения не менее 300oC). Кроме того, такой корпус в процессе дальнейшей работы лазера эффективно поглощает некоторые газы рабочей смеси. Все вместе это уменьшает срок службы лазера.
Задачей настоящего изобретения является повышение срока службы малогабаритных моноблочных газоразрядных лазеров при сокращении длительности технологического цикла и экономии электроэнергии путем улучшения очистки корпуса, а также предотвращения поглощения газов рабочей смеси внутренними элементами конструкции лазера.
Указанная задача решается за счет того, что в известном способе вакуумной обработки моноблочных газоразрядных лазеров, включающем подсоединение лазера к вакуумному посту, откачку его до высокого вакуума, проверку конструкции на герметичность, очистку в разряде активного газа и проверку параметров лазера в смеси рабочих газов, откачку и прогрев при максимальной температуре, которую допускает конструкция лазера, наполнение лазера смесью рабочих газов и его герметизацию, на лазер устанавливают устройство избирательного поглощения газов, а в процессе прогрева лазер наполняют смесью рабочих газов давлением от 13.3 до 50540 Па, выдерживают в течении 1-4 часов и затем лазер вновь откачивают до высокого вакуума, наполнение и откачку проводят не менее 2 раз, а во время последней откачки измеряют масс- спектр остаточных газов, причем откачку производят в течение времени, необходимого для совпадения масс-спектра остаточных газов с эталонным, который измерен на вакуумном посту при отсоединенном лазере и предельно высоком для данного вакуумного поста вакууме, но не хуже 1.33 x 10-4 Па. Нижняя граница давления смеси определяется эффективностью процесса, а верхняя - ограничением скорости выхода примесных газов из элементов конструкции. При этом происходит вытеснение примесных газов с поверхностей внутренней полости корпуса и диффузия рабочих газов в корпус лазера и другие элементы конструкции. Время выдержки 1-4 часа определяется развитостью внутренней поверхности, массой лазера и скоростью диффузии рабочих газов в корпус и элементы конструкции. Максимальное допустимое давление вакуумного поста 1.33 x 10-4 Па определяется условием эффективности обработки.
Задача может быть решена также за счет того, что после наполнения лазера смесью рабочих газов проводят его тренировку газовым разрядом, откачку и перенаполнение лазера смесью рабочих газов, зажигают газовый разряд на время не менее 3 часов, при этом периодически измеряют напряжение горения, причем процесс прекращают, когда напряжение горения достигает стационарного значения.
Задача решается также за счет того, что лазер с установленным на нем устройством избирательного поглощения газов после герметизации и отсоединения от вакуумного поста прогревают при температуре не ниже 100oC , но не выше 0.9 x Tпред, где Tпред - максимальная температура, допускаемая конструкцией лазера, затем его охлаждают, зажигают газовый разряд и измеряют напряжение горения в течение 10 минут с момента включения разряда, вычисляют изменение напряжения горения но формуле
ΔU = U(t=0мин)+U(t=10мин)-2Uмин,
где U(t = 0 мин) напряжение горения в момент зажигания разряда,
U(t = 10 мин) - напряжение горения в момент времени 10 мин,
U мин. - минимальное измеренное напряжение горения разряда в течение 10 минут, причем прогрев повторяют, если изменение напряжения горения превышает установленное для данного типа лазера значение, после чего отсоединяют устройство избирательного поглощения газов.
Указанный процесс обеспечивает более полную десорбцию примесных газов с поверхности внутренних элементов конструкции при значительной экономии электроэнергии. Кроме того, он позволяет оценить качество обезгаживания прибора, так как изменение напряжения горения разряда связано с поглощением катодом примесных газов, причем по величине этого изменения определяют их концентрацию. Время 10 мин выбрано с учетом скорости поглощения катодом примесных газов.
На чертеже показан масс-спектр примесных газов, полученный при различных способах вакуумной обработки малогабаритного моноблочного лазера. Цифрами на чертеже обозначено:
1 - эталонный масс-спектр,
2 - масс-спектр при температуре прогрева 150oC в течение 30 часов.
3 - масс-спектр при температуре прогрева 350oC в течение 30 часов.
4 - масс-спектр при температуре прогрева 150oC в течение 80 часов (прототип).
5 - масс-спектр при температуре прогрева 150oC в течение 30 часов и 4-х наполнениях смесью гелия-неона во время прогрева (предлагаемый способ).
Как видно из чертежа предложенный способ обеспечивает концентрацию примесей эквивалентную отжигу при температуре 350oC при равном времени обработки, в 40 раз меньшую, чем в способе-прототипе при равном времени обработки и в 1.5 раза меньшую при в 2.5 раза более длительной обработке в способе-прототипе.
Способ реализуется следующим образом. Корпус моноблочного лазера ЗЛК-16 с установленными зеркалами, катодом, электродами и другими элементами, в том числе с устройством избирательного поглощения газов, соединяют с вакуумным постом и производят откачку лазера до давления не более 1.33 х 10-4 Па, проверяют его на герметичность, очищают в разряде активного газа (кислорода), вновь откачивают до высокого вакуума, наполняют смесью рабочих газов и проверяют рабочие параметры лазера, откачивают до высокого вакуума, одновременно прогревая корпус при максимально допустимой для данной конструкции лазера температуре. Это обеспечивает первичную очистку внутренних поверхностей и элементов конструкции от сорбированных на них газов, а также разложение находившихся на них органических веществ. Затем, не прекращая прогрева, прекращают откачку лазера и заполняют его смесью рабочих газов (Не: Ne = 10:1) под давлением 20,0 Па и выдерживают в течение 1 часа. Затем лазер вновь откачивают до давления не более 1.33 x 10-4 Па, одновременно прогревая корпус при максимально допустимой для данной конструкции лазера температуре. При этом удаляются примесные газы, ранее адсорбированные поверхностью корпуса лазера. Процесс повторяют 3 раза, а во время последней откачки измеряют масс- спектр остаточных газов через определенные интервалы времени, причем откачку производят в течение времени, необходимого для достижения стационарного состояния, определяемого по минимум трехкратному совпадению масс-спектров остаточных газов с эталонным, который измерен на вакуумном посту при отсоединенном лазере и предельно низком для данного вакуумного поста давлении, но не хуже 1.33 х 10-4 Па. Описанный выше процесс позволяет гарантировать высокое качество очистки внутреннего объема лазера при меньшей в ~ 2,5 раза длительности технологического цикла по сравнению с известным.
Затем лазер охлаждают до комнатной температуры, вновь проверяют герметичность конструкции, наполняют смесью рабочих газов и тренируют путем зажигания газового разряда на время не менее 10 часов, после чего откачивают, перенаполняют смесью рабочих газов и зажигают газовый разряд на время не менее 3 часов, периодически измеряя напряжение горения разряда. Завершение процесса характеризует выход напряжения горения на стационарное значение.
Затем лазер с дополнительно установленным устройством избирательного поглощения газов (например геттером из титановой губки), заполненный смесью рабочих газов, герметизируют, отсоединяют от вакуумного поста, после чего прогревают в течение 30 часов при температуре 120oC, что не выше 0,9 х Тпред= 135oC,
где Тпред = 150oC - максимальная температура, допускаемая конструкцией лазера. При этом происходит сорбирование геттером оставшихся в лазере примесных газов.
Затем его охлаждают, зажигают газовый разряд и измеряют напряжение горения в течение 10 минут с момента включения разряда, вычисляют изменение напряжения горения по формуле
ΔU = U(t= 0 мин)+ U(t= 10 мин)- 2U мин = 820 + 830- 2 х 820= 10 (В),
где U(t= 0 мин.) - напряжение горения в момент зажигания разряда,
U(t= 10 мин) - напряжение горения в момент времени 10 мин,
U мин - минимальное измеренное напряжение горения разряда в течение 10 минут,
Для ЗЛК-16 допустимое ΔU = 15 B.
В результате применения указанных отличий удалось увеличить срок службы лазера в ~ 2 раза за счет повышения качества вакуумной обработки при сокращении в ~ 2.5 раза длительности технологического цикла и энергозатрат.
Литература
1. Авторское свидетельство СССР. N 238676, МКИ H 01 J 9/38
2. Патент США N 3.740.110, МКИ H 01 J 9/38 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОВЫШЕНИЯ НАДЁЖНОСТИ КОЛЬЦЕВЫХ ЛАЗЕРНЫХ ГИРОСКОПОВ | 2016 |
|
RU2638566C2 |
| СПОСОБ МАСС-СПЕКТРОМЕТРИЧЕСКОГО КОНТРОЛЯ ГЕРМЕТИЧНОСТИ МОНОБЛОЧНЫХ ГАЗОВЫХ ЛАЗЕРОВ | 1998 |
|
RU2153657C2 |
| Способ изготовления окисной пленки холодного катода газового лазера в тлеющем разряде постоянного тока | 2019 |
|
RU2713915C1 |
| СПОСОБ СОЗДАНИЯ АНОДНОЙ ОКИСНОЙ ПЛЁНКИ ХОЛОДНОГО КАТОДА ГАЗОВОГО ЛАЗЕРА В ТЛЕЮЩЕМ РАЗРЯДЕ ПОСТОЯННОГО ТОКА | 2014 |
|
RU2581610C1 |
| СПОСОБ ИОННО-ПЛАЗМЕННОЙ ОЧИСТКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ РЕЗОНАТОРА ГАЗОВОГО ЛАЗЕРА | 2014 |
|
RU2562615C1 |
| СПОСОБ КОНТРОЛЯ ГЕРМЕТИЧНОСТИ ОТСОЕДИНЕННЫХ ОТ ВАКУУМНОГО ПОСТА МОНОБЛОЧНЫХ ГАЗОВЫХ ЛАЗЕРОВ МЕТОДОМ ЭМИССИОННОГО СПЕКТРАЛЬНОГО АНАЛИЗА | 2013 |
|
RU2541707C2 |
| ТЕХНОЛОГИЧЕСКИЙ ПРИБОР ДЛЯ ОБРАБОТКИ ПОЛОГО ХОЛОДНОГО КАТОДА В ГАЗОВОМ РАЗРЯДЕ | 2013 |
|
RU2525856C1 |
| СПОСОБ ЛОКАЛИЗАЦИИ НЕГЕРМЕТИЧНОСТИ КОЛЬЦЕВЫХ ЛАЗЕРНЫХ ГИРОСКОПОВ | 2016 |
|
RU2638135C1 |
| Способ изготовления бесштенгельной газоразрядной лампы | 1980 |
|
SU1057999A1 |
| Газоразрядная безэлектродная высокочастотная лампа и способ ее изготовления | 1990 |
|
SU1737565A1 |
Изобретение относится к области квантовой электроники, в частности к газоразрядным лазерам. Техническим результатом является повышение срока службы малогабаритных моноблочных газоразрядных лазеров при сокращении длительности технологического цикла и экономии электроэнергии. Способ включает подсоединение лазера к вакуумному посту, откачку его до высокого вакуума, проверку конструкции на герметичность, очистку в разряде активного газа и проверку параметров лазера в смеси рабочих газов, откачку и прогрев при максимальной температуре, которую допускает конструкция лазера, наполнение лазера смесью рабочих газов и его герметизацию, в котором на лазер устанавливают устройство избирательного поглощения примесей, а в процессе прогрева лазер наполняют смесью рабочих газов давлением 13,3 - 50540 Па, выдерживают в течение 1-4 ч и затем лазер вновь откачивают до высокого вакуума. Наполнение и откачку проводят не менее 2 раз, а во время последней откачки измеряют масс-спектр остаточных газов, причем откачку производят в течение времени, необходимого для совпадения масс-спектра остаточных газов с эталонным, который измерен на вакуумном посту при отсоединенном лазере и предельно высоком для данного вакуумного поста вакууме, но не хуже 1,33•10-4 Па. 2 з.п.ф-лы, 1 ил.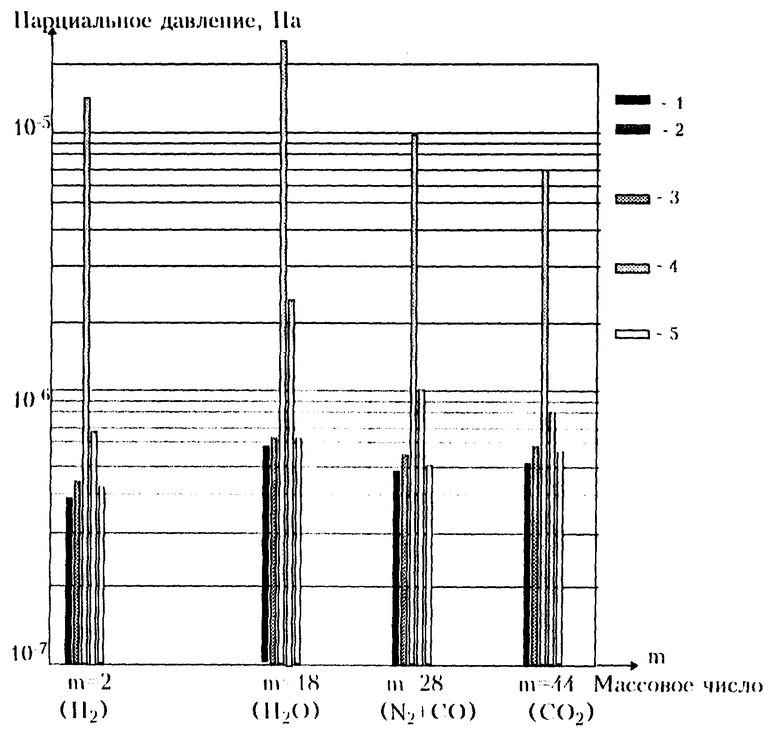
ΔU = U(t=0мин)+U(t=10мин)-2Uмин
где U(t = 0 мин) - напряжение горения в момент зажигания разряда;
U(t = 10 мин) - напряжение горения в момент времени 10 мин;
U мин - минимальное измеренное напряжение горения разряда в течение 10 мин,
причем прогрев повторяют, если изменение напряжения горения превышает установленное для данного типа лазера значение, после чего отсоединяют устройство избирательного поглощения газов.
| RU 94036663 A1, 20.04.97 | |||
| RU 94036711 A1, 20.04.97 | |||
| СПОСОБ ЭЛЕКТРОВАКУУМНОЙ ОБРАБОТКИ ЭЛЕКТРОННО-ЛУЧЕВЫХ ТРУБОК | 1991 |
|
RU2024096C1 |
| СПОСОБ ЭЛЕКТРОВАКУУМНОЙ ОБРАБОТКИ ЭЛЕКТРОННО-ЛУЧЕВОЙ ТРУБКИ | 1992 |
|
RU2026585C1 |
| US 3740110 A, 19.06.73 | |||
| US 3854786 A, 17.12.74 | |||
| US 3702212 A, 07.11.72 | |||
| US 3914000 A, 21.10.75. | |||
