Изобретение относится к области технологии заливки вязкотекучей средой, в частности эпоксидным компаундом, полостей сложной конфигурации, и может быть использовано для выполнения заливки отверстий в ответственных деталях, когда заливка, являясь конструктивным элементом, должна держать высокие нагрузки, из-за чего в ней и на ее стенках не допускаются газовые, масляные и другие включения, приводящие к снижению прочности заливки.
Известно изобретение, когда для ввода текучей среды, в особенности вязкой среды типа капсулирующей смолы, в полость используют центрифугу. Определенное количество смолы помещают в раздаточный сосуд в центрифуге напротив заполняемой полости. При приложении центробежных сил вся смола через отверстие в сосуде перетекает в заполняемую полость /1/.
Известно также изобретение, когда для формования изделий сложной конфигурации из стекла и ситаллов применяют метод центробежного формования /2/. Устройство для центробежного формования стеклоизделий содержит вращающийся стол и установленную по его радиусу ось с дополнительным столом, имеющим возможность поворота на 180o. На дополнительном столе соосно расположены плавильная печь и литейная форма. Первоначально под воздействием центробежной силы происходит осветление за счет дегазаций стекла при его расплавлении в плавильной печи, а затем после поворота дополнительного стола за счет центробежной силы осветленный расплав стекла перетекает из печи в форму и заполняет его.
Данные изобретения имеют следующий недостаток: при заполнении эпоксидными компаундами, имеющими низкую текучесть, полостей сложной конфигурации возможно наличие остаточных газовых, масляных и других включений на стенках полости, что приводит к недопустимому снижению прочностных свойств заливки.
Техническая задача - повышение качества заливки деталей, работающих под нагрузкой.
Технический результат заключается в увеличении прочностных характеристик заливки за счет удаления газовых, масляных и других включений из заливки и с ее стенок, а также улучшения адгезии.
Сущность изобретения заключается в том, что в данном способе заполнения полостей сложной конфигурации вязкотекучей средой путем центрифугирования полость в детали предварительно заполняют растворителем, не взаимодействующим с вязкотекучей средой, после чего состыковывают деталь с загрузочным устройством, заполненным вязкотекучей средой и имеющим отверстие, через которое среда может вытекать под действием центробежной силы, вытесняя растворитель, и подвергают эту сборку центрифугированию. В качестве вязкотекучей среды может быть выбран эпоксидный компаунд. После вытеснения растворителя вязкотекучей средой могут производить дополнительное центрифугирование до начала отверждения среды.
При введении растворителя происходит растворение масложировых включений и связывание капель влаги, попавших в полость. Растворитель из-за большей смачиваемости, чем у компаунда, не допускает образования воздушных пузырей на стенках полости, а затем он под действием центробежной силы на центрифуге замещается компаундом, имеющим большую плотность. Дальнейшее центрифугирование до начала отверждения эпоксидного компаунда приводит к удалению газовых включений из заливки.
При проверке на новизну авторами не обнаружена совокупность признаков, заявляемых в предложенном изобретении, с новым техническим результатом, поэтому предложенное решение отвечает критерию патентоспособности.
Предлагаемый способ поясняется чертежом, где показан эскиз сборки перед началом центрифугирования. На рисунке цифрами обозначено:
1 - эпоксидный компаунд;
2 - загрузочное устройство;
3 - растворитель, залитый в полость детали;
4 - деталь;
5 - отверстие, через которое эпоксидный компаунд перетекает из загрузочного устройства в полость детали.
Растворитель (3) заливается в полость детали (4). Он растворяет масло-жировые включения и связывает капли влаги, попавшие во внутреннюю полость, и из-за большей смачиваемости, чем у компаунда, не допускает образования воздушных пузырей на стенках полости. Загрузочное устройство (2) подстыковывается к детали, так чтобы эпоксидный компаунд (1), залитый в загрузочное устройство, под действием центробежной силы мог перетечь в полость детали. После чего данная сборка помещается в центрифугу.
При включении центрифуги под действием центробежной силы эпоксидный компаунд полностью вытесняет менее плотный растворитель из полости детали в загрузочное устройство. При дальнейшем центрифугировании до начала отверждения из самого компаунда удаляются газовые пузыри за счет увеличения выталкивающей силы.
Предлагаемый способ был экспериментально опробован на макетах и результаты подтвердили высокое качество заливки, проведенной по заявляемой технологии, по сравнению с контрольными образцами. Для получения образцов использовались металлические гильзы с цилиндрической полостью диаметром 6 мм и длиной 80 мм. В полость гильзы заливался эпоксидный компаунд ЭК-34. В качестве растворителя использовался этиловый спирт. Центрифугирование образцов проводилось в медицинской центрифуге в течение 2 часов. Образцы располагались на расстоянии 180 мм от дна гильзы до оси вращения, частота вращения составляла 1900 об/мин. После окончания полимеризации эпоксидного компаунда образцы заливки были извлечены из гильз. Эти образцы не имели газовых включений внутри заливки в отличие от контрольных образцов, не прошедших центрифугирования, а образцы, полученные без предварительной заливки этилового спирта в полость, имели дефекты на наружней поверхности (газовые пузыри, прилипшие к внутренней поверхности гильзы) в отличие от образцов, изготовленных с предварительной заливкой растворителя.
Таким образом, полученный результат заключается в увеличении прочностных характеристик заливки за счет удаления газовых, масляных и других включений из заливки и с ее стенок, а также улучшения адгезии.
Источники информации:
1. Mcgrane Kevin, ELEKTRONIC TECHNIQUES (ANGLIA) LIMITED, Способ ввода текучей среды в полость, WO 9511790 A1, 21.10.94, B 29 C 39/08, Опубл. Изобретения стран мира. 1996, N 5.
2. А. П.Юманков. Устройство для центробежного формования стеклоизделий. Авторское свидетельство N 1671618 от 14.06.89 С 03 В 19/04, Опубл. БИ 31, 23.08.91.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАПОЛНЕНИЯ ПОЛОСТИ ДЕТАЛИ СЛОЖНОЙ КОНФИГУРАЦИИ ВЯЗКОТЕКУЧЕЙ СРЕДОЙ | 2019 |
|
RU2700076C1 |
| СПОСОБ ОХЛАЖДЕНИЯ ЭЛЕКТРОРАДИОЭЛЕМЕНТОВ | 1996 |
|
RU2110902C1 |
| СПОСОБ ИММОБИЛИЗАЦИИ И УТИЛИЗАЦИИ ТВЕРДЫХ ОТХОДОВ, ЗАГРЯЗНЕННЫХ РАДИОАКТИВНЫМИ МАТЕРИАЛАМИ | 2000 |
|
RU2208255C2 |
| СПОСОБ ПОДАЧИ ГАЗА В БАЛЛОН | 1998 |
|
RU2164320C2 |
| ГАЗОВЫЙ ЭЛЕКТРИЧЕСКИЙ ВЫКЛЮЧАТЕЛЬ С АВТОГЕНЕРАЦИЕЙ ДУГОГАСЯЩЕГО ПОТОКА | 1995 |
|
RU2069408C1 |
| УЗЕЛ СИЛОВОЙ ЗАДЕЛКИ КАБЕЛЯ | 2000 |
|
RU2175161C1 |
| ГИДРОУПОР | 1998 |
|
RU2162175C2 |
| МНОГОПОЗИЦИОННЫЙ МАГАЗИН-НАКОПИТЕЛЬ С ПОШТУЧНОЙ ВЫДАЧЕЙ ИЗДЕЛИЙ ЭЛЕКТРОННОЙ ТЕХНИКИ (ИЭТ) | 2001 |
|
RU2199192C1 |
| СОЕДИНИТЕЛЬНО-РАЗЪЕДИНИТЕЛЬНЫЙ МЕХАНИЗМ | 1997 |
|
RU2135848C1 |
| ВЗРЫВОМАГНИТНЫЙ ГЕНЕРАТОР | 2000 |
|
RU2177202C2 |
Изобретение относится к области технологии заливки вязкотекучей средой, в частности эпоксидным компаундом, полостей сложной конфигурации и может быть использовано для выполнения заливки отверстий в ответственных деталях, когда заливка, являясь конструктивным элементом, должна держать высокие нагрузки, из-за чего в ней и на ее стенках не допускаются газовые, масляные и другие включения, приводящие к снижению прочности заливки. Это достигается за счет того, что полость в детали предварительно заполняют растворителем, не взаимодействующим с вязкотекучей средой. Затем деталь состыковывают с загрузочным устройством, заполненным вязкотекучей средой, и подвергают эту сборку центрифугированию. Загрузочное устройство имеет отверстие, через которое вязкотекучая среда может перетекать под действием центробежной силы в полость детали, вытесняя оттуда в загрузочное устройство растворитель. Центрифугирование продолжают до начала отверждения среды. 2 з.п.ф-лы, 1 ил.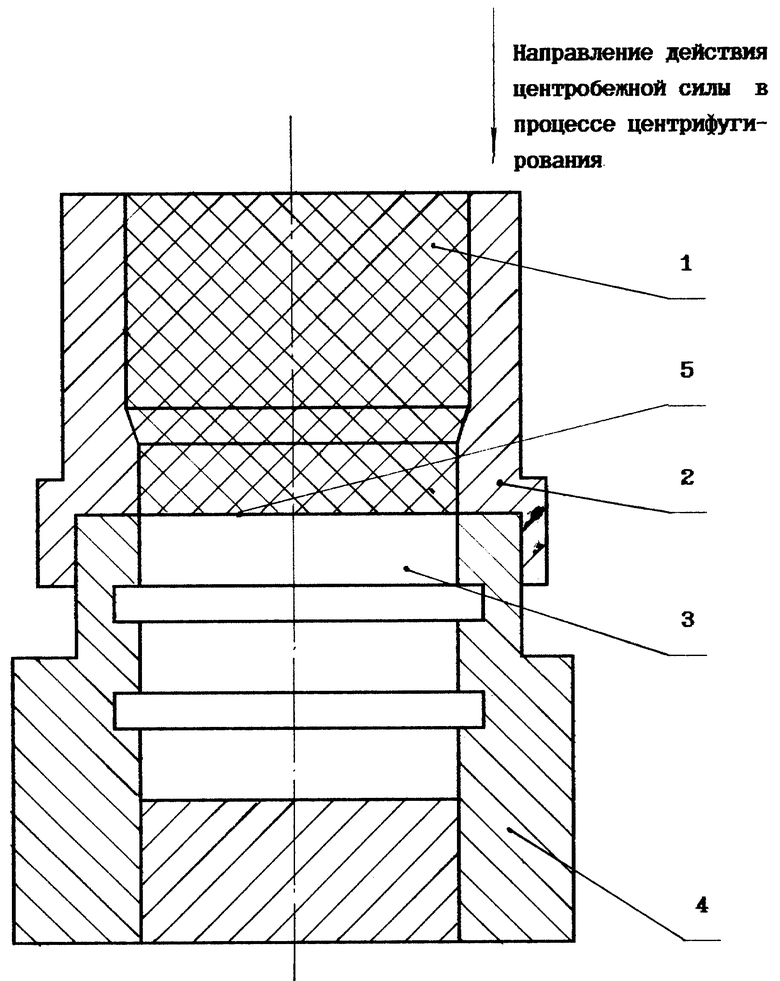
| Устройство для центробежного формования стеклоизделий | 1989 |
|
SU1671618A1 |
| Прибор для очистки паром от сажи дымогарных трубок в паровозных котлах | 1913 |
|
SU95A1 |
| RU 2058946 C1, 27.04.1996 | |||
| US 4767299 A1, 30.08.1988 | |||
| СПОСОБ ПОДГОТОВКИ И ХРАНЕНИЯ КЛАПАННЫХ АОРТАЛЬНЫХ И ЛЕГОЧНО-АРТЕРИАЛЬНЫХ ГОМОГРАФТОВ | 2000 |
|
RU2197819C2 |
