Изобретение относится к электрохимическому полированию металлических изделий, преимущественно из медьсодержащих сплавов и нержавеющих сталей.
Известен способ полирования металлических поверхностей, включающий анодную обработку в электрогидродинамическом режиме в электролите, содержащем хлористый аммоний, хлористый натрий и воду [1].
Известный способ обеспечивает удаление окалины и снижение шероховатости, а также блеск обработанной поверхности только на изделиях из стали. Используемый в способе электролит имеет высокую химическую активность, что приводит к неравномерному съему металла с поверхности изделия, низкую работоспособность, а также требуется частая корректировка состава электролита из-за неравномерной выработки его компонентов.
Известен также способ полирования поверхности металлических изделий, включающий анодную обработку в электрогидродинамическом режиме в электролите, содержащем соль аммония и воду [2].
Используемый в способе электролит также имеет высокую химическую активность, что приводит к значительной неравномерности обработки и не позволяет обеспечить высокую коррозионную стойкость обработанной поверхности изделий из медьсодержащих сплавов во время их хранения и эксплуатации. Известный способ обеспечивает достаточно узкий интервал напряжений электрического тока, в котором обработка возможна в электрогидродинамическом режиме. Применительно к обработке изделий из медьсодержащих сплавов и нержавеющих сталей электролит характеризуется низкой работоспособностью.
Задача, на которую направлено изобретение, заключается в повышении коррозионной стойкости обработанной поверхности во время хранения и эксплуатации изделия, стабильности электрогидродинамического режима обработки, точности обработки и работоспособности электролита путем использования при обработке электролита с солью аммония, обладающей невысокой химической активностью в совокупности со способностью комплексообразования.
Задача решается тем, что в способе электрохимической обработки поверхности металлических изделий, включающем анодную обработку в электрогидродинамическом режиме в электролите, содержащем соль аммония и воду, в качестве соли аммония используют аммоний лимоннокислый одно- или двух-, или трехзамещенный, или их смеси при следующем соотношении компонентов, мас.%:
Аммоний лимоннокислый одно-, или двух-, или трехзамещенный, или их смеси - 2 - 18
Вода - Oстальное
Новым является использование в качестве соли аммония лимоннокислого одно- или двух-, или трехзамещенного, или их смеси - 2-18 мас.% и воды - остальное.
Использование в заявляемом способе в качестве соли аммония лимоннокислого одно- или двух-, или трехзамещенного, или их смеси, обладающих невысокой химической активностью в совокупности со способностью комплексообразования, обеспечивает повышение коррозионной стойкости обработанной поверхности во время хранения и эксплуатации изделия, стабильности электрогидродинамического режима обработки, точности обработки и работоспособности электролита.
Предельными величинами концентраций электролита, при которых наблюдается эффект полирования, являются 2-18%. При меньшей концентрации не устанавливается электрогидродинамический режим обработки, обрабатываемая поверхность подвергается интенсивному травлению, приводящему к повышению шероховатости поверхности и исчезновению блеска. При большей концентрации ухудшается качество полирования из-за явно выраженного процесса пассивации поверхности, приводящего к снижению блеска и повышению ее шероховатости. Кроме того, повышение концентрации более 18% ведет к увеличению расхода электролита за счет увеличения его вязкости и уноса из ванны с изделиями после окончания обработки.
При проведении экспериментов обрабатывались образцы в виде пластин размером 20 х 15 х 0,5 мм из латуни Л63 и прутков ⊘ 4 мм, длиной 20 мм из латуни Л63 и нержавеющей стали 20X13.
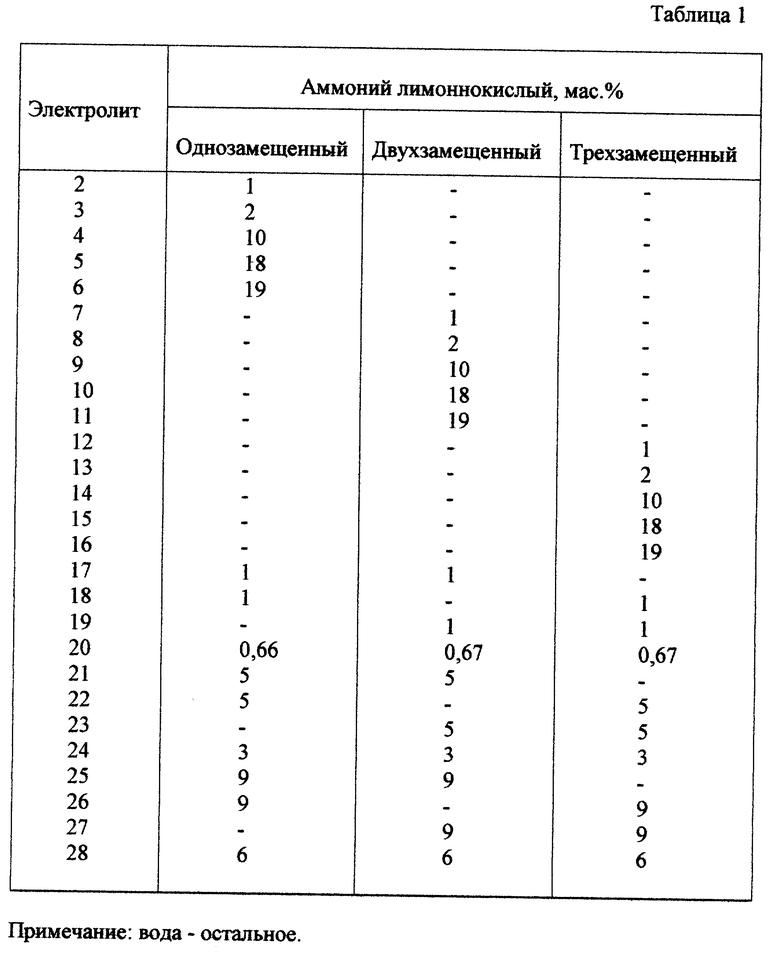
Для сравнительных испытаний были приготовлены электролиты: N 1, используемый в известном способе обработки, содержащий, мас.% - хлористый аммоний 20, вода - остальное; N 2-28, используемые в заявляемом способе и приведенные в табл. 1.
Образцы из латуни Л63 обрабатывались в электролитах N 1-28, из нержавеющей стали 20X13 - в электролитах N 1, 4, 9, 14, 19, 22 и 27. Шероховатость поверхности образцов из латуни Л63 после обработки в течение 3 мин снизилась с Ra= 1,65-1,1 мкм до Ra=0,5-0,28 мкм, из нержавеющей стали 20X13 - с Ra= 4,2-0,8 мкм до Ra=0,6-0,48 мкм.
Коррозионным испытаниям подвергались образцы - пластины из латуни Л63, обработанные при напряжении 300 В, температуре электролита 75oC в течение 5 мин. В каждом электролите обрабатывались по две группы из трех образцов в каждой. При этом одна группа образцов после обработки промывалась в воде путем однократного погружения и высушивалась на воздухе при температуре 20oC. Вторая группа образцов после обработки не промывалась в воде и высушивалась на воздухе при температуре 20oC.
Коррозионные испытания проводились при относительной влажности воздуха 80 ± 5% и температуре 20 ±5oC. Образцы располагались вертикально в подвешенном состоянии и визуально контролировались согласно ГОСТ 9.041-74 - момент появления первых очагов коррозии: отдельных точек, пятен, нитей и других дефектов. По результатам измерений трех образцов в каждой группе рассчитывался средний показатель коррозионной стойкости.
При исследовании стабильности электрогидродинамического режима обработки образцы - пластины из латуни Л63 и нержавеющей стали 20Х13 обрабатывали при погружении их в электролит на глубину 30-40 мм. Температуру электролита устанавливали 40, 60 и 80oC с точностью ± 2oC. Для каждой из указанных температур для всех электролитов после включения напряжение электрического тока плавно увеличивали с 100 до 550 В и определяли минимальное напряжение, при котором устанавливался и стабильно удерживался электрогидродинамический режим обработки, характеризующийся наличием около обрабатываемой поверхности динамически устойчивой парогазовой оболочки, отсутствием нагрева изделия, пены, искрообразования и резких колебаний тока в электрической цепи.
Точность обработки оценивалась по величине удельного съема металла. Обработку образцов - прутков проводили при напряжении 300 В, температуре электролита 75 ± 2oC в течение 3 мин. Величину съема определяли путем взвешивания образцов до и после обработки на весах ВЛР 200 г.
Работоспособность электролитов оценивалась по количеству электричества, прошедшего через электролит, при котором наблюдалось снижение качества полирования или (и) нарушение электрогидродинамического режима.
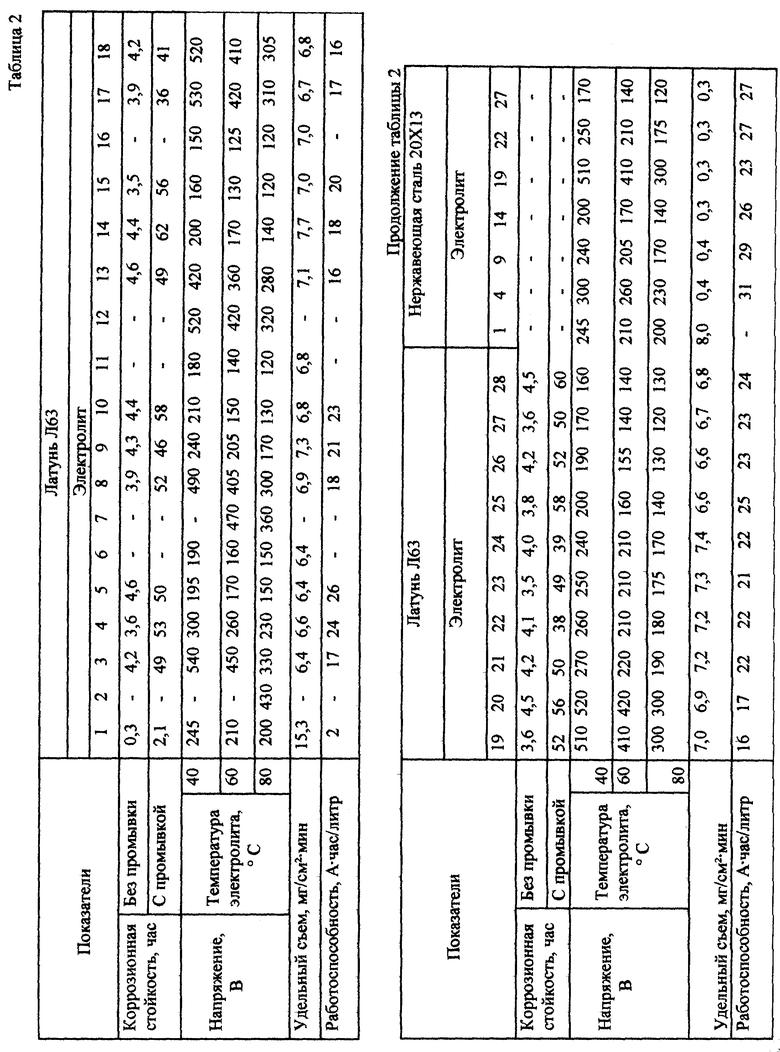
Результаты испытаний представлены в табл. 2.
Образцы из латуни Л63, обработанные по известному способу, имели матовую поверхность со следами травления; из стали 20X13 - серую, не блестящую поверхность, так же со следами травления. Образцы из латуни Л63 и стали 20X13, обработанные по заявляемому способу, имели гладкую блестящую поверхность.
Как следует из представленных в табл. 2 данных, коррозионная стойкость образцов из латуни Л63, обработанных по заявляемому способу и промытых в воде путем однократного погружения, что характерно, например, при межоперационном хранении изделий (заготовок), в 17-30 раз (на 33,9-59,9 ч) выше по сравнению с коррозионной стойкостью образцов, обработанных по известному способу. Обработанные по заявляемому способу образцы и не промытые после обработки в воде имели коррозионную стойкость в 12-15 раз (на 3,2-4,3 ч) выше по сравнению с образцами, обработанными по известному способу. Таким образом, заявляемый способ позволяет значительно снизить требования к качеству промывки изделий после обработки и существенно увеличить время хранения изделий после обработки до промывки, обеспечивая высокую коррозионную стойкость поверхности без применения дополнительной технологической операции - пассивации. Кроме того, при не полном погружении изделия в электролит, выступающая над поверхностью электролита часть изделия во время обработки по заявляемому способу не корродировала, в то время как в известном способе выступающая над поверхностью электролита часть латунного образца интенсивно корродировала.
По заявляемому способу в 2-2,4 раза для латуни Л63 и в 20-27 раз для нержавеющей стали 20Х13 снижен съем металла с поверхности при обеспечении одинаковой достигаемой шероховатости по сравнению с известным способом. Это позволяет повысить точность обработки за счет более равномерного съема металла, и появляется возможность полировать как неответственные, так и прецизионные детали. Уменьшение съема металла способствует также увеличению работоспособности электролита за счет меньшей выработки его компонентов. Работоспособность электролита по заявляемому способу по сравнению с известным увеличилась в 8-15,5 раза.
Заявляемый способ по сравнению с известным обеспечивает высокую стабильность электрогидродинамического режима для широкого диапазона температур электролита и напряжений электрического тока. Это расширяет технологические возможности заявляемого способа при обработке различных по конфигурации и размерам изделий и значительно (в 1,5-1,7 раза) снижает энергоемкость обработки.
Источники информации
1. Патент РБ N 1132, кл. C 25 F 3/16, 1996, БИ N 3.
2. Дураджи В.Н. и др. Исследование эрозии анода при воздействии на него электролитной плазмой. - Электронная обработка материалов, 1978, N 5, с. 13-17 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОЙ ОБРАБОТКИ ПОВЕРХНОСТИ МЕТАЛЛОВ | 2013 |
|
RU2537346C1 |
| СПОСОБ ОБРАБОТКИ ЛОПАТКИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2013 |
|
RU2533223C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШПИНДЕЛЯ ИЗ СТАЛИ ДЛЯ ТРУБОПРОВОДНОЙ АРМАТУРЫ | 2007 |
|
RU2380598C2 |
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОГО ПОЛИРОВАНИЯ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2007 |
|
RU2355829C2 |
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2007 |
|
RU2355828C2 |
| СПОСОБ ИОННО-ИМПЛАНТАЦИОННОЙ ОБРАБОТКИ ЛОПАТОК КОМПРЕССОРА ИЗ ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ И СПЛАВОВ НА НИКЕЛЕВОЙ ОСНОВЕ | 2011 |
|
RU2496910C2 |
| Способ электролитно-плазменного удаления покрытий с деталей из легированных сталей и жаропрочных сплавов | 2018 |
|
RU2694397C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ МЕТАЛЛОВ | 2014 |
|
RU2550436C1 |
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОЙ ОБРАБОТКИ ЛОПАТКИ ТУРБОМАШИНЫ | 2023 |
|
RU2806352C1 |
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2007 |
|
RU2357019C2 |
Изобретение относится к электрохимическому полированию металлических изделий преимущественно из медьсодержащих сплавов и нержавеющих сталей. Обработку поверхности металлических изделий ведут путем анодной обработки в электрогидродинамическом режиме в электролите, содержащем аммоний лимоннокислый одно-, или двух-, или трехзамещенный, или их смеси при следующем соотношении компонентов, мас. %: аммоний лимоннокислый одно-, или двух-, или трехзамещенный, или их смеси 2-18, вода - остальное. Способ позволяет повысить коррозионную стойкость обработанной поверхности во время хранения и эксплуатации изделий, стабильность электрогидродинамического режима обработки, точность обработки и работоспособность электролита. 2 табл.
Способ электрохимической обработки поверхности металлических изделий, включающий анодную обработку в электрогидродинамическом режиме в электролите, содержащем соль аммония и воду, отличающийся тем, что в качестве соли аммония используют аммоний лимоннокислый одно-, или двух-, или трехзамещенный, или их смеси при следующем соотношении компонентов, мас.%:
Аммоний лимоннокислый одно-, или двух-, или трехзамещенный, или их смеси - 2 - 18
Вода - Остальное
| ДУРАДЖИ В.Н | |||
| и др | |||
| Исследование эрозии анода при воздействии на него электролитной плазмой | |||
| - Электронная обработка материалов, 1978, N 5, с.13 - 15 | |||
| JP 04297599 A, 21.10.1992 | |||
| US 4264418 A, 28.04.1981 | |||
| Раствор для электрохимической обработки металлов | 1976 |
|
SU592833A1 |
| Способ полирования изделий из хромоникелевых сталей | 1986 |
|
SU1700110A1 |

