Изобретение относится к электрохимическому полированию металлических изделий, преимущественно из хромсодержащих нержавеющих сталей и сплавов, а также титана и титановых сплавов и может быть использовано в турбомашиностроении при обработке рабочих и направляющих лопаток паровых турбин, лопаток газоперекачивающих установок и компрессоров газотурбинных двигателей, с целью обеспечения необходимых физико-механических и эксплуатационных свойств деталей турбомашин, а также в качестве подготовительной операции перед ионно-имплантационным модифицированием поверхности детали и нанесением защитных ионно-плазменных покрытий.
Рабочие лопатки компрессора газотурбинного двигателя (ГТД) и газотурбинной установки (ГТУ), а также паровых турбин в процессе эксплуатации, подвергаются воздействиям значительных динамических и статических нагрузок, а также коррозионному и эрозионному разрушению. Исходя из предъявляемых к эксплуатационным свойствам требований, для изготовления лопаток компрессора газовых турбин применяются высоколегированные хромистые, хромомолибденовые (CrMo), хромомолибденованадиевые (CrMoV) и др. средне - и высоколегированные стали (например, для лопаток паровых турбин - стали марок 20Х13 и 15Х11МФ, газовых турбин - стали 20Х13, ЭИ 961). Эти стали относятся к числу нержавеющих сталей с содержанием Cr 11-14%, различающихся между собой содержанием легирующих элементов: С, Мо, V. Кроме того, для изготовления лопаток компрессора газовых турбин применяются титановые сплавы, которые по сравнению с техническим титаном имеют более высокую прочность, в том числе и при высоких температурах, сохраняя при этом достаточно высокую пластичность и коррозионную стойкость (например, титановые сплавы марок ВТ6, ВТ14, ВТ3-1, ВТ22 и др.).
Однако лопатки турбин из указанных сталей и сплавов обладают повышенной чувствительностью к концентраторам напряжения. Поэтому дефекты, образующиеся в процессе изготовления этих деталей, недопустимы, поскольку вызывают возникновение интенсивных процессов разрушения. Это вызывает проблемы при механической обработке поверхностей деталей турбомашин. В этой связи развитие способов получения высококачественных поверхностей деталей турбомашин является весьма актуальной задачей.
Перспективными методами обработки лопаток турбомашин являются электрохимические методы полирования поверхностей [Грилихес С.Я. Электрохимическое и химическое полирование: Теория и практика. Влияние на свойства металлов. Л., Машиностроение, 1987], при этом наибольший интерес для рассматриваемой области представляют методы электролитно-плазменного полирования (ЭПП) деталей [например, Патент ГДР (DD) №238074 (А1), кл. C25F 3/16, опубл. 06.08.86, а также Патент РБ №1132, кл. C25F 3/16, 1996, БИ №3].
Известен способ полирования металлических поверхностей, включающий анодную обработку в электролите [Патент РБ №1132, кл. C25F 3/16, 1996, БИ №3], а также способ электрохимического полирования [Патент США №5028304, кл. В23Н 3/08, C25F 3/16, C25F 5/00, опубл. 02.07.91].
Наиболее близким к заявляемому техническому решению является способ электрохимического полирования металлических изделий, заключающийся в том, что обрабатываемое металлическое изделие погружают в водный раствор электролита и прикладывают к нему положительное по отношению к электролиту электрическое напряжение, под действием которого между поверхностью обрабатываемого изделия и электролитом образуется парогазовый слой, причем, процесс электрохимического полирования осуществляют в два этапа, на первом из которых к обрабатываемому изделию прикладывают электрическое напряжение 90-190 В и выдерживают изделие при этом напряжении в течение 0,1-5 с, а на втором этапе это напряжение увеличивают до 200-400 В и поддерживают постоянным до окончания процесса полирования, при этом обеспечивают беспрерывную подачу электрического напряжения на каждом из этапов электрохимического полирования, включая момент перехода от первого этапа ко второму [Патент РФ №2168565, МПК C25F 3/16, опублик. 2001.06.10].
Однако известные способы ЭПП имеют значительную энергоемкость процесса, поскольку требуют использования при обработке деталей повышенного электрического напряжения (более 100 В). Кроме высокой энергоемкости процесса, эти способы ограничены диапазоном повышенного напряжения. Повышенное напряжение между изделием и электролитом, особенно при возникновении парогазовой оболочки и разряда в ней, приводят к чрезвычайно неустойчивым параметрам процесса обработки. В этот период (период запуска процесса) вероятность возникновения дефектов на поверхности изделия весьма велико. Указанные дефекты, возникшие на поверхности изделия в процессе дальнейшей обработки, в том или ином виде наследуются, что приводит к значительной неравномерности обработки детали и не позволяет обеспечить необходимое качество поверхности.
Задачей, на решение которой направлено заявляемое изобретение, является повышение качества полирования металлических изделий из хромистых и хромоникелевых сплавов и сталей, а также титана и его сплавов, циркония и его сплавов, при повышении гибкости процесса за счет возможности раздельного создания парогазовой оболочки и плазменного разряда в ней.
Технический результат достигается тем, что в способе электролитно-плазменного полирования металлического изделия, включающем погружение изделия в электролит, формирование вокруг обрабатываемой поверхности детали парогазовой оболочки и зажигание разряда между обрабатываемой деталью и электролитом путем подачи на деталь положительного по отношению к электролиту электрического потенциала, в отличие от прототипа, вначале создают парогазовую оболочку путем индукционного нагрева детали, затем производят зажигание разряда между обрабатываемой деталью и электролитом, после чего прекращают индукционный нагрев и процесс полирования ведут при поддержании разряда в парогазовой оболочке между деталью и электролитом; в качестве материала изделия используют нержавеющие стали и сплавы, а полирование ведут до обеспечения шероховатости не ниже Ra=0,08…0,12 мкм, а в качестве изделия используют лопатку турбомашины, а обработку лопатки ведут при рабочем напряжении 30…400 В.
Технический результат достигается также тем, что в способе электролитно-плазменного полирования металлического изделия в качестве электролитов используют: или водный раствор сульфата аммония с концентрацией 0,8…3,4%; или водный раствор, содержащий серную и ортофосфорную кислоты, блок-сополимер окисей этилена и пропилена и натриевую соль сульфированного бутилолеата при следующем соотношении компонентов, мас.%:
серная кислота 10-30
ортофосфорная кислота 40-80
блок-сополимер окисей этилена и пропилена 0,05-1,1
натриевая соль сульфированного бутилолеата 0,01-0,05
вода остальное,
или водные растворы солей неорганических кислот аммония и щелочных металлов или соли низших карбоновых кислот, а также растворы свободных кислот; или электролит, содержащий аммонийную соль неорганической кислоты, аммонийные соли низших карбоновых кислот и органические или неорганические вещества, образующие с металлами сплава комплексные соединения; или электролит состава, мас.%:
(NH4)2SO4 5
трилон Б 0,8
или электролит состава, мас.%:
(NH4)3PO4 5
Н3PO4 0,5
тартрат К 0,5,
или в качестве электролита используют водные растворы солей натрия, а как вариант, в качестве водного раствора солей натрия используют 3-22%-ный раствор кислого углекислого натрия; или в качестве электролита используют водные растворы хлористого аммония, хлористого натрия; или используют водные растворы солей аммония, а как вариант, в качестве соли аммония используют аммоний лимоннокислый одно-, или двух-, или трехзамещенный, или их смеси при следующем соотношении компонентов, мас.%:
аммоний лимоннокислый одно-, или двух-, или трехзамещенный, или их смеси 2-18,
вода остальное; или в качестве электролита используют водные растворы солей со значением рН 4-9.
Технический результат достигается также тем, что в способе электролитно-плазменного полирования металлического изделия в качестве материала изделия используют титан и титановые сплавы, цирконий и циркониевые сплавы, а полирование ведут до обеспечения шероховатости не ниже Ra=0,08…0,12 мкм; как вариант, в качестве детали используют лопатку турбомашины, полирование лопатки ведут при рабочем напряжении 50…400 В; в качестве электролита используют водные растворы солей со значением рН 4-9; как вариант, водные растворы электролитов, в состав которых входят соли борфтористоводородной, кремнефтористой, гексафтортитановой или плавиковой кислот.
Сущность заявляемого способа, возможность его осуществления и использования иллюстрируются примерами, характеристики которых представлены в таблицах 1-3.
Заявляемый способ электролитно-плазменного полирования металлических изделий осуществляется следующим образом. Обрабатываемое металлическое изделие погружают в ванну с водным раствором электролита, производят индукционный нагрев детали до формирования вокруг детали парогазовой оболочки, прикладывают к изделию положительное напряжение, а к электролиту - отрицательное (анодная обработка), в результате чего достигают возникновения разряда между обрабатываемым изделием и электролитом. После выхода на режим обработки, постепенно увеличивают напряжение между электролитом и изделием и одновременно уменьшают индукционный нагрев изделия, постепенно доводя до полного его отключения. В качестве ванны используют емкость, выполненную из материала, стойкого к воздействию электролита. Обработку ведут в среде электролита при поддержании вокруг детали парогазовой оболочки.
При осуществлении способа происходят следующие процессы. Под действием индукционных токов происходит нагрев поверхности детали и образование вокруг нее парогазовой оболочки. Излишняя теплота, возникающая при индукционном нагреве детали и, частично, электролита, отводится через систему охлаждения, при этом поддерживают заданную температуру процесса. Под действием электрического напряжения (электрического потенциала между деталью и электролитом) в парогазовой оболочке возникает разряд, представляющий из себя ионизированную электролитическую плазму, обеспечивающую протекание интенсивных химических и электрохимических реакций между обрабатываемой деталью и средой парогазовой оболочки.
При подаче положительного потенциала на деталь, в процессе протекания указанных реакций происходит анодирование поверхности детали с одновременным химическим травлением образующегося окисла. Причем, при анодной поляризации парогазовый слой состоит из паров электролита, анионов и газообразного кислорода. Поскольку травление происходит, в основном, на микронеровностях, где образуется тонкий слой окисла, а процессы анодирования продолжаются, то в результате совместного действия этих факторов происходит уменьшение шероховатости обрабатываемой поверхности и, как следствие, полирование последней. С целью сравнения качества обработки поверхностей металлических изделий, обработанных по предлагаемому способу по сравнению с известным способом (прототипом), были проведены следующие исследования.
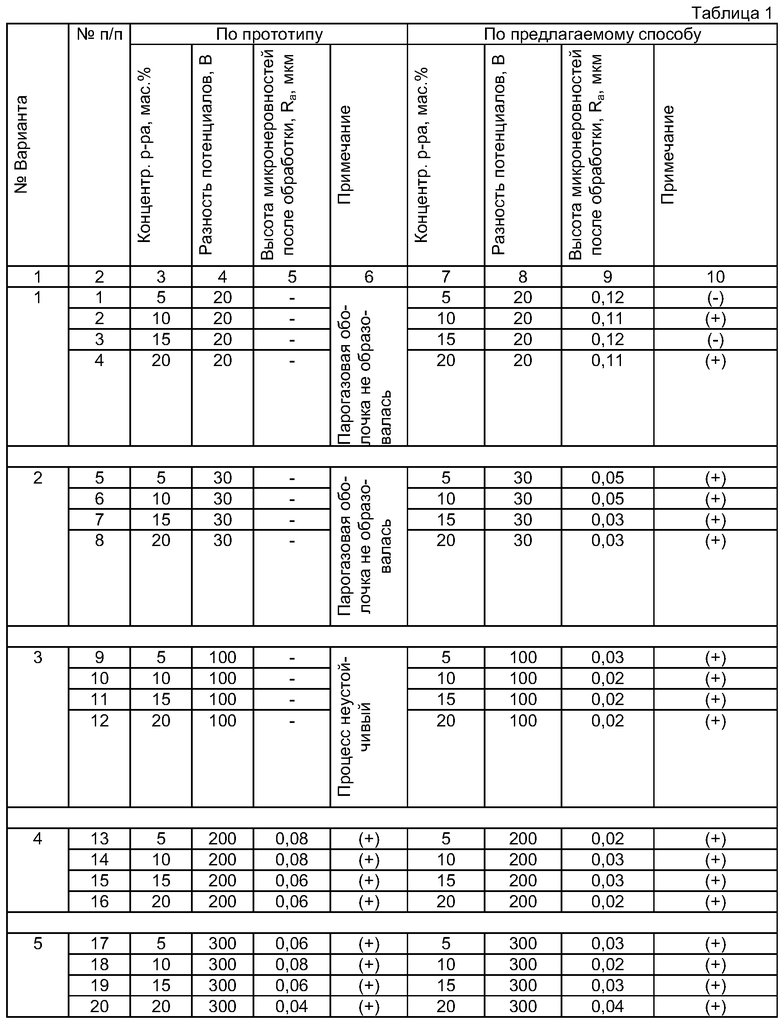
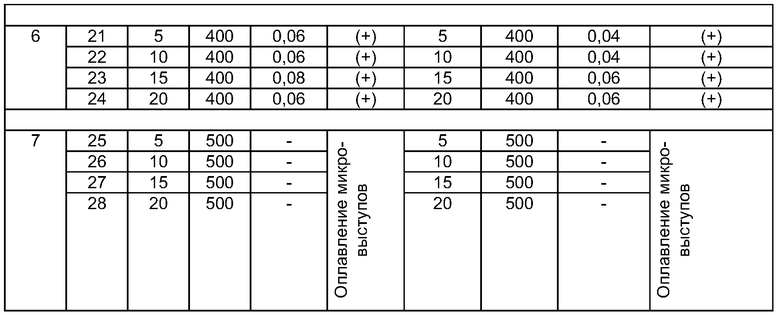
Пример 1. Две партии образцов в виде металлических пластин из нержавеющей стали 12Х18Р10Т размерами 50×20×2 мм с исходной шероховатостью Ra=0,12 мкм, обрабатывались по двум вариантам - по предлагаемому способу и по способу-прототипу.
По предлагаемому способу образцы погружали в ванну с водным раствором электролита и, помещая в полость индуктора, производили индукционный нагрев до образования вокруг детали парогазовой оболочки, затем прикладывали к пластинам положительное напряжение, а к электролиту - отрицательное. Детали обрабатывались в среде электролита на основе водного раствора соли кислого углекислого натрия. Производилось циркуляционное охлаждение электролита (поддерживалась средняя температура процесса 45-60°С). По способу-прототипу использовались аналогичные условия проведения процесса, за исключением индукционного нагрева образцов.
В таблице 1 приведены результаты испытаний образцов из нержавеющей хромоникелевой стали.
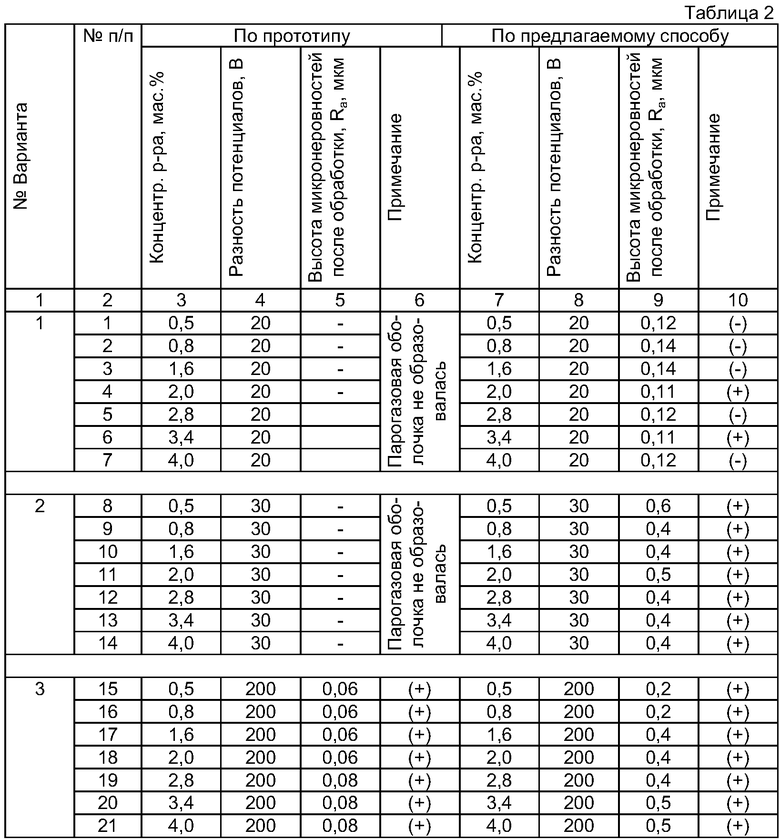
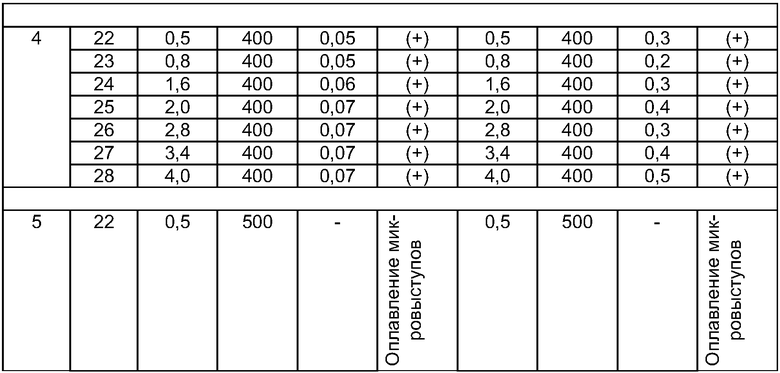
Пример 2. Две партии образцов в виде металлических пластин, выполненных из хромистой стали марки 20Х13 размерами 50×20×2 мм с исходной шероховатостью Ra=0,12 мкм, обрабатывались по двум вариантам - по предлагаемому способу и по способу-прототипу.
По предлагаемому способу образцы погружали в ванну с водным раствором электролита и, помещая в полость индуктора, производили индукционный нагрев до образования вокруг детали парогазовой оболочки, затем прикладывали к пластинам положительное напряжение, а к электролиту - отрицательное. Детали обрабатывались в среде электролита на основе водного раствора сульфата аммония концентрацией 0,8…3,4%. Производилось циркуляционное охлаждение электролита (поддерживалась средняя температура процесса 50…65°С). По способу-прототипу использовались аналогичные условия проведения процесса, за исключением индукционного нагрева образцов.
В таблице 2 приведены результаты испытаний образцов из хромистой стали марки 20Х13.
Кроме того, была проведена анодная обработка сталей марок 15Х11МФ, ЭИ961, ЭП-718 (показавшая аналогичные, приведенные в таблицах 1 и 2 результаты) в электролитах составов, мас.%:
1) (NH4)2SO4 - 5; трилон Б - 0,8;
2) содержащий серную и ортофосфорную кислоты, блок-сополимер окисей этилена и пропилена и натриевую соль сульфированного бутилолеата при следующем соотношении компонентов, мас.%:
серная кислота 10-30
ортофосфорная кислота 40-80
блок-сополимер окисей этилена и пропилена 0,05-1,1
натриевая соль сульфированного бутилолеата 0,01-0,05
вода остальное
3) водные растворы солей неорганических кислот аммония и щелочных металлов или соли низших карбоновых кислот, а также растворы свободных кислот;
4) электролит, содержащий аммонийную соль неорганической кислоты, аммонийные соли низших карбоновых кислот и органические или неорганические вещества, образующие с металлами сплава комплексные соединения;
5) водные растворы солей натрия (3-22%-ный раствор кислого углекислого натрия);
6) водные растворы хлористого аммония, хлористого натрия;
7) водные растворы солей аммония (аммоний лимоннокислый одно-, или двух-, или трехзамещенный, или их смеси при следующем соотношении компонентов, мас.%:
аммоний лимоннокислый одно-, или двух-, или трехзамещенный, или их смеси 2-18
вода остальное).
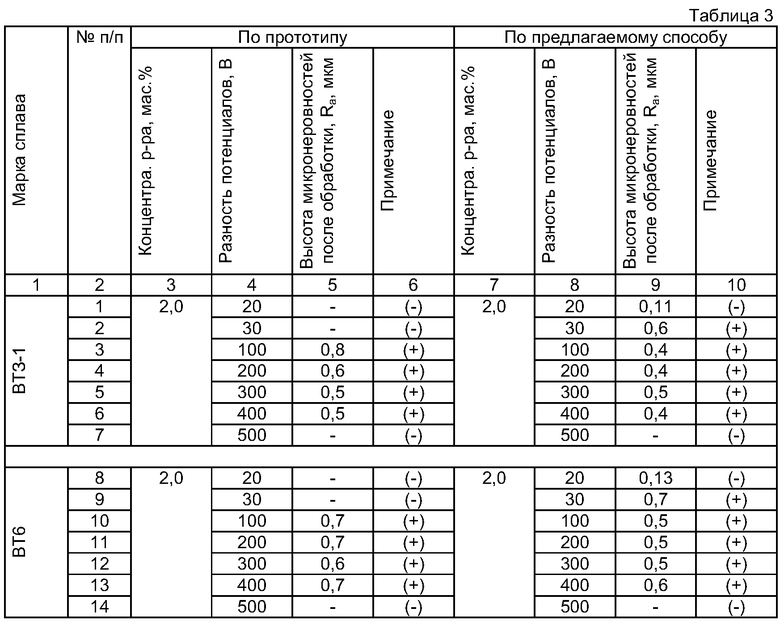
Пример 3. Две партии образцов в виде пластин, выполненных из титановых сплавов ВТ3-1 и ВТ6 размерами 50×20×2 мм с исходной шероховатостью Ra=0,12 мкм, обрабатывались по двум вариантам - по предлагаемому способу и по способу-прототипу.
По предлагаемому способу образцы погружали в ванну с водным раствором электролита и производили индукционный нагрев до образования вокруг детали парогазовой оболочки, затем прикладывали к пластинам положительное напряжение, а к электролиту - отрицательное. Детали обрабатывались в среде электролита на основе водного раствора Na2SiF6. Производилось циркуляционное охлаждение электролита (поддерживалась средняя температура процесса 50…65°С). По способу-прототипу использовались аналогичные условия проведения процесса, за исключением индукционного нагрева образцов.
В таблице 3 приведены результаты обработки образцов из титановых сплавов ВТ3-1 и ВТ6.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2007 |
|
RU2357019C2 |
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2007 |
|
RU2355828C2 |
| Способ электролитно-плазменного удаления покрытий с деталей из легированных сталей и жаропрочных сплавов | 2018 |
|
RU2694397C1 |
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОГО УДАЛЕНИЯ С ПОВЕРХНОСТИ ДЕТАЛИ ЗАЩИТНОГО ПОКРЫТИЯ НА ОСНОВЕ АЛЮМИНИЯ И НИКЕЛЯ | 2023 |
|
RU2805723C1 |
| СПОСОБ ОБРАБОТКИ ЛОПАТКИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2013 |
|
RU2533223C1 |
| СПОСОБ ПОВЫШЕНИЯ ЭКСПЛУАТАЦИОННЫХ ХАРАКТЕРИСТИК ЛОПАТОК ТУРБОМАШИН ИЗ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2014 |
|
RU2551344C1 |
| Способ электролитно-плазменного полирования изделий из титановых и железохромоникелевых сплавов | 2019 |
|
RU2706263C1 |
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОГО ПОЛИРОВАНИЯ ЛОПАТОК ТУРБОМАШИН | 2022 |
|
RU2784942C1 |
| СПОСОБ ОБРАБОТКИ ЛОПАТОК ТУРБОМАШИН ИЗ ЖЕЛЕЗОХРОМОНИКЕЛЕВЫХ СПЛАВОВ | 2017 |
|
RU2649128C1 |
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОГО ПОЛИРОВАНИЯ ДЕТАЛИ | 2019 |
|
RU2734802C1 |
Изобретение относится к электролитно-плазменному полированию металлических изделий, преимущественно из хромосодержащих нержавеющих сталей и сплавов, а также титана и титановых сплавов, и может быть использовано в турбомашиностроении при обработке лопаток. Способ включает погружение изделия в электролит, формирование вокруг обрабатываемой поверхности изделия парогазовой оболочки и зажигание разряда между обрабатываемым изделием и электролитом путем подачи на изделие положительного по отношению к электролиту электрического потенциала и полирование, при этом вначале парогазовую оболочку формируют путем индукционного нагрева изделия, затем производят зажигание разряда между обрабатываемым изделием и электролитом, после чего прекращают индукционный нагрев изделия и полируют изделие при поддержании разряда в парогазовой оболочке между изделием и электролитом. Способ позволяет повысить качество полирования металлических изделий. 21 з.п. ф-лы, 3 табл.
1. Способ электролитно-плазменного полирования металлического изделия, включающий погружение изделия в электролит, формирование вокруг обрабатываемой поверхности изделия парогазовой оболочки и зажигание разряда между обрабатываемым изделием и электролитом путем подачи на изделие положительного по отношению к электролиту электрического потенциала и полирование, отличающийся тем, что вначале парогазовую оболочку формируют путем индукционного нагрева изделия, затем производят зажигание разряда между обрабатываемым изделием и электролитом, после чего прекращают индукционный нагрев изделия и полируют изделие при поддержании разряда в парогазовой оболочке между изделием и электролитом.
2. Способ по п.1, отличающийся тем, что в качестве материала изделия используют нержавеющие стали и сплавы, а полирование ведут до обеспечения шероховатости не ниже Ra=0,08-0,12 мкм.
3. Способ по п.2, отличающийся тем, что в качестве изделия используют лопатку турбомашины.
4. Способ по п.3, отличающийся тем, что обработку лопатки ведут при рабочем напряжении 30-400 В.
5. Способ по любому из пп.2-4, отличающийся тем, что в качестве электролита используют водный раствор сульфата аммония с концентрацией 0,8-3,4%.
6. Способ по любому из пп.2-4, отличающийся тем, что в качестве электролита используют водный раствор, содержащий серную и ортофосфорную кислоты, блок-сополимер окисей этилена и пропилена и натриевую соль сульфированного бутилолеата при следующем соотношении компонентов, мас.%:
7. Способ по любому из пп.2-4, отличающийся тем, что в качестве электролита используют водные растворы солей неорганических кислот аммония и щелочных металлов или соли низших карбоновых кислот, а также растворы свободных кислот.
8. Способ по любому из пп.2-4, отличающийся тем, что в качестве электролита используют электролит, содержащий аммонийную соль неорганической кислоты, аммонийные соли низших карбоновых кислот и органические или неорганические вещества, образующие с металлами сплава комплексные соединения.
9. Способ по любому из пп.2-4, отличающийся тем, что используют электролит состава, мас.%:
10. Способ по любому из пп.2-4, отличающийся тем, что используют электролит состава, мас.%:
11. Способ по любому из пп.2-4, отличающийся тем, что в качестве электролита используют водные растворы солей натрия.
12. Способ по п.11, отличающийся тем, что в качестве водного раствора солей натрия используют 3-22%-ный раствор кислого углекислого натрия.
13. Способ по любому из пп.2-4, отличающийся тем, что в качестве электролита используют водные растворы хлористого аммония, хлористого натрия.
14. Способ по любому из пп.2-4, отличающийся тем, что в качестве электролита используют водные растворы солей аммония.
15. Способ по п.14, отличающийся тем, что в качестве соли аммония используют аммоний лимоннокислый одно-, или двух-, или трехзамещенный, или их смеси при следующем соотношении компонентов, мас.%:
16. Способ по любому из пп.2-4, отличающийся тем, что в качестве электролита используют водные растворы солей со значением рН 4-9.
17. Способ по п.1, отличающийся тем, что в качестве материала изделия используют титан и титановые сплавы, цирконий и циркониевые сплавы, а полирование ведут до обеспечения шероховатости не ниже Ra=0,08-0,12 мкм.
18. Способ по п.17, отличающийся тем, что в качестве изделия используют лопатку турбомашины.
19. Способ по п.18, отличающийся тем, что полирование лопатки ведут при рабочем напряжении 50-400 В.
20. Способ по п.19, отличающийся тем, что ведут полирование только пера лопатки.
21. Способ по любому из пп.17-20, отличающийся тем, что в качестве электролита используют водные растворы солей со значением рН 4-9.
22. Способ по любому из пп.17-20, отличающийся тем, что в качестве электролита используют водные растворы электролитов, в состав которых входят соли борфтористоводородной, кремнефтористой, гексафтортитановой или плавиковой кислот.
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ПОЛИРОВАНИЯ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1999 |
|
RU2168565C1 |
| НИВЕЛЛИР | 1923 |
|
SU1132A1 |
| СПОСОБ ПОЛИРОВАНИЯ ИЗДЕЛИЙ | 1994 |
|
RU2116391C1 |
| US 5028304 A, 02.07.1991 | |||
| US 6165345 A, 26.12.2000. | |||

