Изобретение относится к области металлургического машиностроения, конкретно к конструкции летучих ножниц для резки непрерывно-литого слитка, и может быть использовано в сталеплавильных цехах с машинами непрерывного литья заготовок (МНЛЗ) преимущественно криволинейного (радиального) типов.
Известны различные конструкции летучих ножниц для резки на мерные длины как непрерывно-литого слитка, так и проката на прокатных станах.
Известны, например, гидравлические маятниковые ножницы, содержащие станину, соединенный с ней поворотный рычаг, подвешенную к ней раму с закрепленным на ней нижним ножом, направляющими и гидроцилиндром, шток которого связан с установленным с возможностью перемещения по направляющим суппортом, на котором закреплен верхний нож (а. с. СССР N 1069962, B 23 D 25/06 от 18.05.82). Недостатком описанного выше аналога является то, что функцию разрезания заготовки непосредственно обеспечивает гидроцилиндр, так или иначе связанный с верхним и нижним ножами ножниц. Конструкции такого рода металлоемки, а их относительная статичность не позволяет исключить опрокидывающего момента и, следовательно, силового воздействия ножниц вдоль и поперек оси заготовки, что в итоге приводит к повышенному износу ножей, некачественной поверхности реза заготовки и отрицательному воздействию на сам процесс непрерывного литья. Известны также другие аналоги заявляемому изобретению, устраняющие в какой-то степени недостатки описанного выше аналога. В конструкциях этих летучих ножниц предусмотрены элементы, устраняющие в какой-то мере их статичность и связанные с этим недостатки (а.с. СССР N 1073014, B 23 D 25/06 от 24.12.82, а.с. СССР N 1110563, B 23 D 25/06, B 23 D 25/01, B 26 D 1/36 от 15.03.83).
Однако статичность устраняется неполностью, что предопределяет возникновение вертикальных нагрузок на заготовку при ее разрезании и, как следствие, ее деформирование и неудовлетворительное качество реза. Кроме того, описанные выше конструкции летучих ножниц отрицательно влияют на сам процесс непрерывной разливки, поскольку неизбежно снижают скорость вытягивания непрерывно-литого слитка в процессе его разрезания. К существенным недостаткам описанных выше аналогов относится то, что их статичность не позволяет разрезать выходящую с МНЛЗ заготовку с загнутым вверх концом. Такие ситуации весьма часто случаются в практике, что вызывает необходимость дополнительных мер, а в ряде случаев и остановку процесса непрерывного литья.
Ближайшим аналогом (прототипом) заявляемого изобретения являются летучие ножницы для резки непрерывно-литого слитка, описанные в патенте СССР N 1794000, B 23 D 25/04 от 29.11.90. Летучие ножницы по патенту-прототипу устраняют большинство недостатков описанных выше аналогов. Летучие ножницы по прототипу содержат раму, установленною на фундаментной плите с возможностью возвратно-поступательного перемещения по направлению подачи слитка. В суппорте с верхним ножом установлен кривошип. Последний выполнен в виде эксцентриковой втулки, установленной посредством подшипников на валу. На этой втулке жестко закреплен зубчатый венец, взаимодействующий с приводным валом-шестерней. Концы вала кривошипа жестко соединены с шатунами, осуществляющими взаимосвязь суппорта с ползуном и нижним ножом. Летучие ножницы - прототип устраняют большинство недостатков аналогов, но вместе с тем имеют и ряд недостатков. К числу основных недостатков прототипа следует прежде всего отнести ограниченную возможность возвратно-поступательных движений ножниц в горизонтальном направлении в процессе реза, что, как было указано выше, отрицательно сказывается на самом процессе непрерывного литья заготовок и практически исключает возможность вертикального перемещения ножниц, что нарушает непрерывность процесса в случае выхода из МНЛЗ заготовки с загнутым вверх концом. Кроме того, процесс реза не исключает возникновения усилий, перпендикулярных оси заготовки, что ведет к деформации заготовки и некачественной плоскости реза. Этому недостатку способствует и то, что электропривод ведущей шестерни расположен вне корпуса ножниц, что создает дополнительно нежелательный крутящий момент. Наличие же фундамента с фундаментной плитой делает всю конструкцию достаточно материалоемкой и неманевренной.
Заявляемое изобретение решает техническую задачу маневренности летучих ножниц за счет возможности их перемещения в вертикальном направлении.
Достигаемый при этом технический эффект - повышение производительности как самих ножниц, так и МНЛЗ в целом, повышение качества реза.
В соответствии с изобретением предлагаемые летучие ножницы для резки непрерывно-литого слитка решают поставленную задачу с достижением указанного технического эффекта тем, что летучие ножницы для резки непрерывно-литого слитка содержат корпус с размещенными в нем верхним и нижним ножами, зубчатую передачу в виде ведущей шестерни с электроприводом и ведомой шестерни, шатун, верхняя ось которого эксцентрично установлена на корпусе ведомой шестерни, а нижняя - кинематически связана с суппортом нижнего ножа. Они снабжены траверсой, неподвижной опорой, основным и дополнительным гидроцилиндрами, а сам корпус выполнен с боковым приливом, при этом верхний нож закреплен в корпусе, а электропровод ведущей шестерни закреплен на корпусе, при этом траверса одним концом шарнирно закреплена на неподвижном элементе МНЛЗ, а другим - шарнирно соединена со штоком основного гидроцилиндра, шарнирно установленного на неподвижной опоре, причем корпус верхней частью шарнирно подвешен на траверсе, а посредством бокового прилива через дополнительный гидроцилиндр шарнирно соединен с траверсой.
Предлагаемые летучие ножницы для резки непрерывно-литого слитка изображены на фиг.1 и 2.
На фиг. 1 изображена общая компоновка ножниц с указанием элементов МНЛЗ и разрезаемого слитка.
На фиг. 2 - поперечный разрез ножниц по А-А.
Летучие ножницы для резки непрерывно-литого слитка представляют собой корпус 1, в верхней части которого размещена зубчатая передача, состоящая из ведомой шестерни 2 и ведущей шестерни 3, приводимой в движение электроприводом 4, закрепленным непосредственно на верхней части корпуса 1 ножниц. На ведомой шестерне 2 эксцентрично ее оси установлена верхняя ось 5 шатуна 6, его нижняя ось 7 установлена в суппорте 8 нижнего ножа 9.
Крепление 10 верхнего ножа 11 выполнено неподвижным относительно корпуса 1 ножниц. Своей верхней частью ножницы подвешены с помощью несущей шарнирной опоры 12 к траверсе 13, которая своим одним концом с помощью опорного шарнира 14 крепится на неподвижном элементе 15 конструкции МНЛЗ, а другим концом - с помощью оси-шарнира 16 соединена со штоком 17 поршня 18 основного гидроцилиндра 19 перемещения траверсы. Сам же основной гидроцилиндр 19 перемещения траверсы с помощью главного опорного шарнира 20 закреплен на неподвижной опоре 21.
Верхняя часть корпуса имеет боковой прилив 22, который шарнирно соединен с помощью оси 23 с нижней частью гидроцилиндра 24 перемещения ножниц, который в свою очередь также подвешен на траверсе 13 с помощью шарнира перемещения 25. Позиции 12, 13, 14 и 25 крепятся с помощью ограничительных шайб 26.
Летучие ножницы для резки непрерывно-литого слитка работают следующим образом.
В начальной стадии процесса ножницы находятся в вертикальном положении - положении начала реза. При этом нижний нож находится в крайнем нижнем положении. При движении непрерывно-литого слитка 27 по роликам 28 рольганга датчиком (на чертежах не показан) фиксируется расстояние между верхней гранью непрерывно-литого слитка и нижней кромкой верхнего ножа. Сигнал от датчика поступает в систему управления основным гидроцилиндром 19 перемещения траверсы. В зависимости от зафиксированного расстояния между верхней гранью непрерывно-литого слитка и нижней кромкой верхнего ножа с помощью системы управления (на чертежах не показана) основной гидроцилиндр 19 перемещения траверсы с помощью поршня 18 и штока 17 обеспечивает перемещение траверсы 13, а через системы крепления к ней ножниц перемещение и самих ножниц в положение, обеспечивающее прохождение непрерывно-литого слитка между верхним и нижним ножами.
После того как передний конец непрерывно-литого слитка переместится по рольгангу относительно ножей на величину, равную отрезаемой длине непрерывно-литого слитка, включается электропривод 4, обеспечивающий вращение ведущей шестерни 3, ведомой шестерни 2, перемещение шатуна и соответствующее перемещение суппорта 8 нижнего ножа 9. Одновременно с включением электропривода 4 в полостях основного гидроцилиндра 19 перемещения траверсы устанавливается давление, которое обеспечивает полное уравновешивание ножниц относительно непрерывно-литого слитка. В результате перемещения вверх суппорта 8 верхняя грань нижнего ножа 9 вступает в контакт с нижней гранью отрезаемого непрерывно-литого слитка 27. В связи с тем, что, как было указано выше, ножницы полностью уравновешены относительно непрерывно-литого слитка, внедрения нижнего ножа в непрерывно-литой слиток не происходит, а начинается перемещение вниз траверсы 13 вместе с корпусом 1 ножниц и верхним ножом 11 (крепление 10 верхнего ножа 11 и сам верхний нож неподвижны относительно корпуса 1). При этом непрерывно-литой слиток 27 не отрывается от роликов 28. После того как нижняя грань верхнего ножа коснется верхней грани непрерывно-литого слитка, начнется процесс внедрения ножей в заготовку. В связи с тем что цилиндр перемещения траверсы обеспечивает полное уравновешивание массы ножниц в процессе разрезания непрерывно-литого слитка, нижняя грань верхнего ножа 11 находится на том же уровне, что и в момент первого касания верхним ножом 11 непрерывно-литого слитка, а процесс разрезания обеспечивается перемещением нижнего ножа 9. Благодаря тому что в течение всего процесса разрезания непрерывно-литого слитка сохраняется один и тот же уровень положения верхнего ножа 11 и соответственно не меняется уровень непрерывно-литого слитка относительно роликов 28 рольганга, исключается нарушение взаимодействия непрерывно-литого слитка с кристаллизатором МНЛЗ и тянущими клетями. Расположение же электропривода на самом корпусе ножниц исключает возможность возникновения крутящего момента, отрицательно влияющего на качество реза.
Предлагаемые летучие ножницы для резки непрерывно-литого слитка повышают технологические возможности процесса резки, снижают их металлоемкость, исключают влияние процесса разрезания непрерывно-литого слитка на сам процесс непрерывного литья, повышают качество поверхности реза и долговечность ножей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Летучие ножницы для резки непрерывно-литого слитка | 1990 |
|
SU1794000A3 |
| Гидравлические качающиеся ножницы | 1981 |
|
SU967685A1 |
| Гидравлические маятниковые ножницы | 1982 |
|
SU1073014A1 |
| Гидравлические маятниковые ножницы | 1981 |
|
SU1006106A1 |
| Гидравлические летучие ножницы | 1986 |
|
SU1412890A1 |
| НОЖНИЦЫ ДЛЯ РЕЗКИ ЛИСТОВОГО МАТЕРИАЛА | 2005 |
|
RU2299113C1 |
| ГИДРОПРИВОД ЛЕТУЧИХ КАЧАЮЩИХСЯ НОЖНИЦ | 1998 |
|
RU2134194C1 |
| Гидравлические маятниковые ножницы | 1979 |
|
SU791472A2 |
| Гидравлические маятниковые ножницы | 1983 |
|
SU1110563A1 |
| Комбинированные ножницы | 1985 |
|
SU1286350A1 |

Изобретение относится к области металлургического машиностроения, а именно к конструкции летучих ножниц для резки непрерывно-литого слитка, может быть использовано в сталеплавильных цехах с машинами непрерывного литья заготовок. Летучие ножницы для резки непрерывно-литого слитка содержат траверсу 13, которая одним концом шарнирно закреплена на неподвижном элементе 15 машины непрерывного литья заготовок, а другим - шарнирно соединена со штоком 17 основного гидроцилиндра 19. Последний шарнирно установлен на неподвижной опоре 21. Корпус 1 верхней частью шарнирно подвешен на траверсе 13 и посредством бокового прилива 22 через дополнительный гидроцилиндр 24 шарнирно соединен с траверсой 13. В корпусе 1 закреплен верхний нож 11 и размещен суппорт 8 с нижним ножом 9. В верхней части корпуса 1 размещена зубчатая передача в виде ведомой шестерни и ведущей шестерни, соединенной с электроприводом, который закреплен на корпусе 1. На корпусе ведомой шестерни эксцентрично установлена верхняя ось 5 шатуна 6, нижняя ось 7 которого кинематически связана с суппортом 8 нижнего ножа. Такое выполнение летучих ножниц позволит повысить технологические возможности процесса резки, снизить их металлоемкость, исключить влияние процесса разрезания непрерывно-литого слитка на процесс непрерывного литья, а также повысить качество поверхности реза и долговечность ножниц. 2 ил.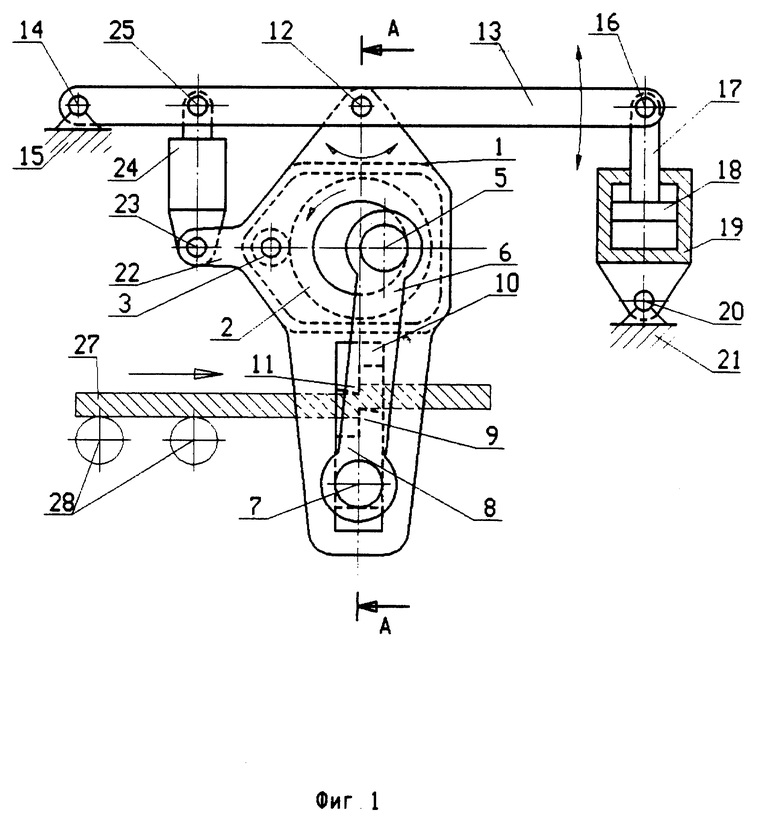
Летучие ножницы для резки непрерывно-литого слитка, содержащие корпус с размещенными в нем верхним и нижним ножами, зубчатую передачу в виде ведущей шестерни с электропроводом и ведомой шестерни, шатун, верхняя ось которого эксцентрично установлена на корпусе ведомой шестерни, а нижняя кинематически связана с суппортом нижнего ножа, отличающиеся тем, что они снабжены траверсой, неподвижной опорой, основным и дополнительным гидроцилиндрами, корпус выполнен с боковым приливом, верхний нож закреплен в корпусе, электропривод ведущей шестерни закреплен на корпусе, траверса одним концом шарнирно закреплена на неподвижном элементе машины непрерывного литья заготовок, а другим шарнирно соединена со штоком основного гидроцилиндра, шарнирно установленного на неподвижной опоре, при этом корпус верхней частью шарнирно подвешен на траверсе и посредством бокового прилива через дополнительный гидроцилиндр шарнирно соединен с траверсой.
| Летучие ножницы для резки непрерывно-литого слитка | 1990 |
|
SU1794000A3 |
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
| Способ крашения тканей | 1922 |
|
SU62A1 |

