Изобретение относится к обработке металлов давлением и может быть использовано в линиях прокатных станов для поперечного разделения металлических листов.
Известны ножницы для резки листового материала по патенту Франции №2521469, В23D 15/08, 15/14.
В станине ножниц расположены приводной верхний суппорт, несущий дугообразный верхний нож, и неподвижный нижний суппорт с закрепленным в нем прямолинейным нижним ножом. Привод верхнего суппорта выполнен в виде гидросистемы, включающей два гидроцилиндра, предназначенных для сообщения дугообразному ножу колебательных движений.
На свободных концах штоков гидроцилиндров размещены катки, установленные в пазах верхнего суппорта. Оба гидроцилиндра связаны системой программного управления, которая предназначена для обеспечения перекрытия режущей кромки подвижного дугообразного ножа по мнимой плоскости, находящейся на некотором расстоянии перекрытия Δ от режущей кромки неподвижного ножа. В случае положительного значения перекрытия Δ мнимая плоскость будет находиться ниже режущей кромки неподвижного ножа, а в случае отрицательного значения перекрытия Δ мнимая плоскость будет находиться выше режущей кромки неподвижного ножа. Величина и знак перекрытия зависят от температуры, механических свойств и толщины металла, который подлежит разрезанию.
Работают ножницы следующим образом.
Перед выполнением реза настраивают ножницы в зависимости от толщины листа, при этом нижний прямолинейный нож всегда находится на расстоянии примерно 1-2 мм ниже уровня транспортировки листа, верхний дугообразный нож устанавливают в заданное верхнее положение с помощью гидросистемы привода верхнего суппорта. Система управления гидроцилиндрами, координируя колебательные движения верхнего суппорта, позволяет установить дугообразный нож таким образом, что один его конец располагается с минимальным зазором относительно верхнего уровня листа, а второй - удаленным от листа на большее расстояние. Дугообразный нож устанавливают таким образом, чтобы минимальный зазор не препятствовал свободному размещению листа, подлежащего разрезанию.
Транспортным средством, например, перемещают металлический лист в зону реза ножниц и останавливают его после размещения между дугообразным и прямолинейным ножом. Далее подается команда системе управления на перемещение штоков гидроцилиндров верхнего суппорта таким образом, чтобы в результате их перемещения стало возможным осуществление катящегося реза дугообразного верхнего ножа относительно нижнего прямолинейного ножа. При этом, начав рез металла с одной стороны листа и перекатываясь по заданной траектории, дугообразный нож последовательно разрезает лист по всей его ширине.
При завершении разрезания листа нижний прямолинейный нож контактирует со вторым концом дугообразного верхнего ножа, который в начале реза был более удаленным от поверхности листа. При выполнении реза листа упомянутыми ножницами катки, размещенные на концах движущихся штоков цилиндров, свободно перемещаются в соответствующих пазах верхнего суппорта, несущего дугообразный нож.
Под воздействием горизонтальной составляющей усилия резания дугообразный верхний нож смещается в направлении, не совпадающем с направлением реза, в результате чего имеет место проскальзывание режущей кромки дугообразного ножа относительно разрезаемого листа, что вызывает дополнительный износ ножа, снижает его долговечность и долговечность ножниц в целом.
Таким образом, недостатком описанной конструкции ножниц является неудовлетворительная долговечность.
Известна также конструкция ножниц для порезки листового материала по английскому патенту №1067920, В23D, фиг.9, 10, более близкая к заявляемому решению и принятая в качестве прототипа.
Ножницы включают в себя станину с размещенными в ней нижним и верхним суппортами. В нижнем суппорте неподвижно закреплен прямолинейный нижний нож, а в приводном верхнем суппорте закреплен дугообразный верхний нож. К боковым поверхностям верхнего суппорта прикреплены катки. На боковых стенках станины расположены копиры. Рабочие поверхности каждого из копиров выполнены криволинейными, форма кривой повторяет кривизну той траектории, которую описывает каждая точка ножа во время его перемещения при разрезании листа. В данном случае форма этой кривой - часть циклоиды. Каждый из копиров установлен с возможностью взаимодействия с катками верхнего суппорта. При этом один из копиров жестко прикреплен к станине, а второй присоединен к ней шарнирно одним концом, а другим шарнирно сочленен со штоком гидроцилиндра, размещенного в станине.
Привод верхнего суппорта выполнен электромеханическим, и его шатуны шарнирно сочленены с верхним суппортом. Работу приводов ножниц координирует система программного управления. Ножницы оснащены также механизмом вертикального перемещения верхней станины совместно с электромеханическим приводом.
Ножницы работают аналогично описанным выше. Перед началом реза в зависимости от толщины листа верхний дугообразный нож выставляют относительно нижнего ножа, размещенного на 1-2 мм ниже уровня транспортировки листа с зазором, обеспечивающим его свободный пропуск. После размещения листа в зоне реза по команде системы управления приводами ножниц электромеханическим приводом перемещают верхний суппорт с дугообразным ножом, при этом верхний нож, осуществляя качательные движения по заданной траектории, совместно с нижним ножом разрезает лист. Во время реза одновременно с перемещением верхнего суппорта его катки перекатываются по рабочим поверхностям копиров, при этом с помощью шарнирно прикрепленного копира верхний суппорт с катками поджимается к рабочей поверхности копира, неподвижно закрепленного в станине, в направлении действия горизонтальной составляющей усилия резания. Таким образом, предотвращается нежелательное смещение верхнего дугообразного ножа относительно разрезаемой листовой заготовки, что исключает проскальзывание, уменьшает его износ и повышает долговечность ножа и долговечность ножниц в целом.
При разрезании листа другой толщины механизмом перемещения верхний суппорт переустанавливают в исходное положение, при котором минимальный зазор между дугообразным ножом и роликами транспортного рольганга обеспечивает свободное размещение в нем листа для разрезания.
По сравнению с аналогом данная конструкция ножниц обеспечивает выполнение порезки листового материала без проскальзывания верхнего ножа относительно поверхности заготовки, что способствует повышению долговечности дугообразного ножа и повышению долговечности ножниц в целом.
Однако данная конструкция ножниц позволяет осуществлять рез металлического листа из одного исходного положения верхнего дугообразного ножа. Поэтому после выполнения каждого реза необходимо с помощью шатунов электромеханического привода переместить дугообразный верхний нож в исходное положение, затратив время на эту операцию, и лишь затем выполнить очередной рез.
Время, необходимое для выведения верхнего ножа в исходное положение, увеличивает подготовительно-заключительную составляющую времени, которая в сумме со временем реза составляет общее время технологического цикла, что приводит к снижению производительности ножниц для резки листового материала. При этом наличие в электромеханическом приводе значительного количества узлов, соединений между ними (электродвигатель, редуктор, муфты, шатуны, копиры и т.д.) усложняет конструкцию ножниц. Кроме того, сложна в изготовлении и криволинейная рабочая поверхность копира, что также усложняет конструкцию ножниц.
Таким образом, недостатком ножниц, принятых в качестве прототипа, является низкая производительность при повышенной сложности конструкции.
В основу изобретения поставлена задача повышения производительности ножниц для резки листового материала при одновременном упрощении конструкции.
Эта задача решается за счет технического результата, который состоит в сокращении времени подготовки ножниц к выполнению реза.
Для достижения указанного технического результата ножницы для резки листового материала, включающие установленные в станине нижний суппорт с закрепленным в нем неподвижным прямым ножом, приводной верхний суппорт, цилиндр, корпус которого прикреплен к боковой поверхности станины, и систему управления, согласно изобретению снабжены дополнительным цилиндром, корпус которого шарнирно прикреплен к противоположной боковой поверхности станины, при этом штоки упомянутого цилиндра и дополнительного цилиндра шарнирно сочленены с верхним суппортом, а привод перемещения верхнего суппорта выполнен в виде, по меньшей мере, двух шарнирно прикрепленных к верхней части станины гидроцилиндров, штоки которых шарнирно связаны с верхним суппортом, при этом система управления включает в себя средства, обеспечивающие зависимое перемещение штоков всех упомянутых цилиндров для создания возможности перемещения верхнего суппорта по заданному закону.
В результате сравнительного анализа заявляемого технического решения и прототипа установлено, что они имеют следующие общие признаки:
- станина;
- размещение в станине нижнего суппорта с установленным в нем неподвижным прямолинейным ножом;
- размещение в станине приводного верхнего суппорта с закрепленным в нем дугообразным ножом;
- цилиндр, корпус которого прикреплен к боковой поверхности станины;
- система управления;
и отличительные признаки:
- снабжение ножниц дополнительным цилиндром, корпус которого шарнирно прикреплен противоположно первому цилиндру к боковой поверхности станины;
- сочленение штоков цилиндров, прикрепленных к боковым поверхностям станины с верхним суппортом;
- выполнение привода перемещения верхнего суппорта в виде, по меньшей мере, двух шарнирно прикрепленных к верхней части станины гидроцилиндров, штоки которых связаны с верхним суппортом;
- включение в систему управления средств, обеспечивающих зависимое перемещение штоков всех упомянутых цилиндров для обеспечения возможности перемещения верхнего суппорта по заданному закону.
Таким образом, ножницы для резки листового материала имеют новые узлы, новые формы выполнения узлов, новые связи между узлами и деталями.
Между отличительными признаками и достигаемым техническим результатом существует причинно-следственная связь.
Благодаря тому, что ножницы для резки листового материала снабжены дополнительным цилиндром, прикрепленным к боковой поверхности станины, а также благодаря тому, что штоки цилиндров, прикрепленных к боковым поверхностям станины, сочленены с верхним суппортом, а привод перемещения верхнего суппорта выполнен в виде, по меньшей мере, двух шарнирно прикрепленных к верхней части станины гидроцилиндров, штоки которых шарнирно сочленены с верхним суппортом, а также благодаря тому, что система управления включает в себя средства, обеспечивающие зависимое перемещение штоков всех упомянутых цилиндров для создания возможности перемещения верхнего суппорта по заданному закону, стало возможным, обеспечивая удержание верхнего дугообразного ножа от смещения под воздействием горизонтальной составляющей усилия во время реза, начинать выполнение реза любой стороной ножа (т.е. после завершения реза необходимо только совершить перемещение суппорта с дугообразным ножом по вертикали, создавая минимально необходимый зазор для пропуска листа, и начинать новый рез из положения ножа, при котором завершилась предыдущая операция разрезания заготовки), что позволяет сократить количество подготовительных операций, связанных с возвратом верхнего суппорта ножниц после окончания реза в исходное положение, уменьшить подготовительно-заключительное время технологического цикла, что приводит к повышению производительности ножниц при одновременном упрощении конструкции благодаря сокращению общего количества узлов и деталей по сравнению с прототипом, входящих в состав ножниц.
Исключение из вышеуказанной совокупности отличительных признаков хотя бы одного не обеспечивает достижения технического результата.
Заявляемое техническое решение не известно из уровня техники, потому что оно является новым.
Заявляемое техническое решение имеет изобретательский уровень, потому что для специалиста оно не вытекает из уровня техники.
Заявляемое техническое решение промышленно применимо, потому что его техническое и технологическое исполнение, например, в условиях ЗАО "НКМЗ" не представляет сложностей.
С использованием заявляемой конструкции ножниц выполнен технически проект для ООО "Стальсервис-ТЛ", г.Тольятти.
Таким образом, заявляемому техническому решению может быть представлена правовая охрана, потому что оно является новым, имеет изобретательский уровень и промышленно применимо, т.е. отвечает всем критериям изобретения.
Заявляемое техническое решение поясняется чертежами, на которых изображено следующее:
фиг.1 - ножницы для резки листового материала;
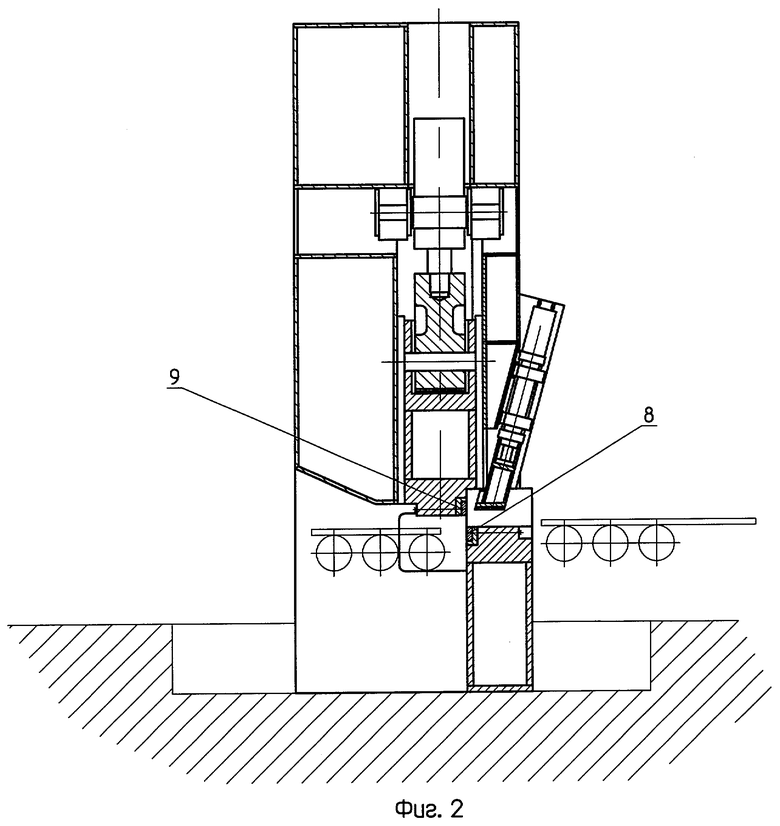
фиг.2 - разрез А-А по фиг.1;
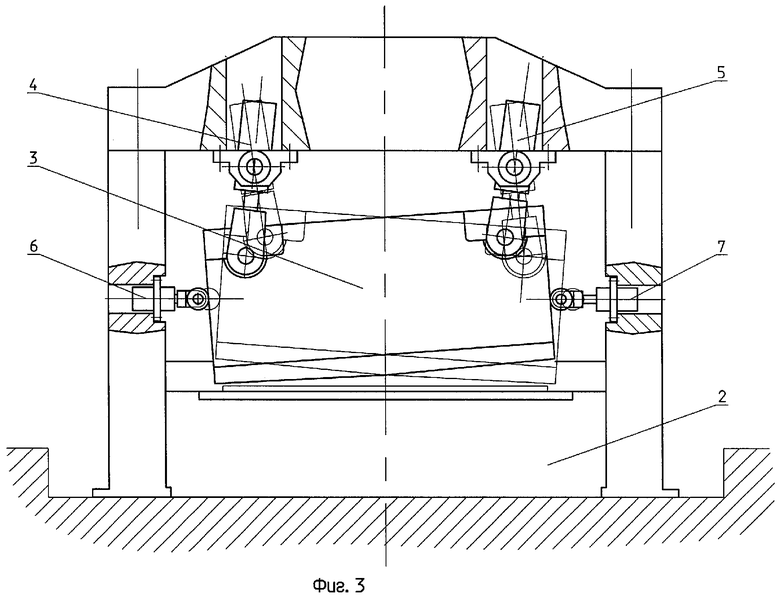
фиг.3 - ножницы для резки листового материала с вариантом шарнирного закрепления цилиндров на боковых частях станины;
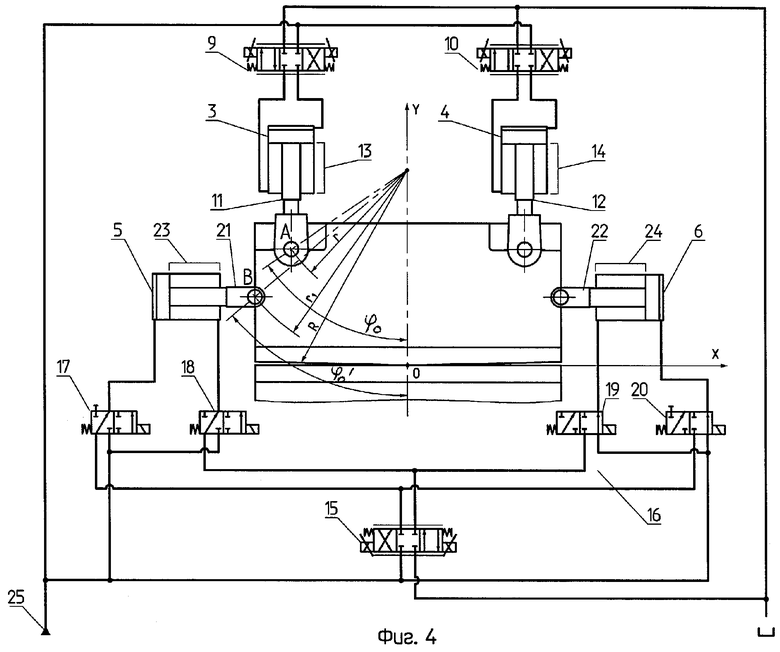
фиг.4 - гидравлическая система управления гидроцилиндрами ножниц.
Ножницы для резки листового материала включают станину 1, установленные в ней неподвижный нижний суппорт 2 и подвижный верхний суппорт 3. На верхней поперечине станины 1 шарнирно установлены гидроцилиндры 4 и 5, штоки которых связаны с верхним суппортом 3. На противолежащих боковых поверхностях станины 1 установлены цилиндр 6 и дополнительный цилиндр 7, штоки которых сочленены с верхним суппортом 3, например, с его боковыми поверхностями. На неподвижном нижнем суппорте 2 закреплен прямолинейный нож 8, а на подвижном суппорте 3 закреплен дугообразный нож 9. В состав ножниц входит система управления, включающая следующие элементы: сервораспределители 10 и 11, соединенные с гидроцилиндрами 4 и 5 соответственно, датчики линейных перемещений 12 и 13, предназначенные для контроля текущих положений штоков 14 и 15 гидравлических цилиндров 4 и 5 и установленные на них. Сервораспределители 10 и 11 предназначены для управления перемещением штоков 14 и 15 гидроцилиндров 4 и 5 в зависимости от положения золотника соответствующего сервораспределителя 10 или 11. Гидроцилиндры 6 и 7 соединены с сервораспределителем 16 через систему трубопроводов 17, содержащую распределители 18, 19, 20, 21, имеющие, например, электромагнитное управление. Для контроля текущего положения штоков 22 и 23 цилиндров 6 и 7 служат датчики линейных перемещений 24 и 25, установленные на цилиндрах 6 и 7 соответственно. Сервораспределитель 16 и распределители 18, 19, 20, 21 предназначены для управления перемещением одного из штоков 22 или 23 цилиндров 6 или 7, в то время как второй из упомянутых штоков соединен с нагнетательной магистралью насосной станции 26.
Штоки 22 и 23 цилиндров 6 и 7 могут быть сочленены с верхним суппортом 3, например, шарнирно, как изображено на фиг.1, при этом корпуса упомянутых цилиндров 6 и 7 также шарнирно прикреплены к противоположным боковым поверхностям станины 1. Кроме того, возможен вариант, при котором свободные концы штоков 22 и 23 оснащены роликами, которые предназначены для контакта с боковыми поверхностями верхнего суппорта 3, а корпуса цилиндров 6 и 7 жестко закреплены на противолежащих боковых поверхностях станины 1 (вариант изображен на фиг.3). Вид сочленения штоков 22 и 23 с верхним суппортом 3 существенного значения для решения поставленной задачи не имеет, поэтому в формулу изобретения не внесен.
Работают ножницы для резки листового материала следующим образом.
Изначально верхний суппорт 3 находится в положении, соответствующем максимальному раскрытию ножей 8 и 9 для размещения листа максимальной толщины, при этом верхний дугообразный нож 9 расположен таким образом, что зазоры между его краями и роликами задающего рольганга одинаковы (фиг.4). После ввода в систему управления данных о толщине листового материала, подлежащего поперечному разрезанию, все цилиндры ножниц приводятся в движение, в результате которого верхний суппорт 3 с дугообразным верхним ножом 9 выставляется в положение, при котором, например, зазор между левой кромкой верхнего дугообразного ножа 9 и нижним прямолинейным ножом 8 будет минимальным для свободного размещения в нем листового материала. При этом зазор между правой кромкой верхнего ножа 9 и роликами рольганга будет превышать зазор у его левого края. При этом по команде от системы управления сервораспределители 10, 11 управляют перемещением штоков 14, 15 гидроцилиндров 4 и 5 соответственно, а сервораспределитель 16 управляет перемещением штока 2 цилиндра 6 по заданному закону. Для реализации требуемого движения распределители 18 и 19 соединяют цилиндр 6 с сервораспределителем 16, распределители 20 и 21 соединяют цилиндр 7 с нагнетательной магистралью насосной станции 26.
Алгоритм, по которому определяется положение шарнирных соединений штоков 14, 22 с верхним суппортом 3 (точки А; В на фиг.4), выглядит следующим образом:
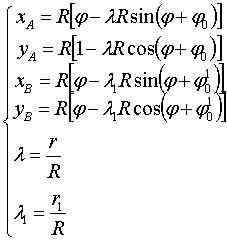
где R - радиус верхнего ножа;
r - радиус точки А;
r1 - радиус точки В;
ϕ - текущее значение угла поворота верхнего суппорта;
ϕ0 - начальный угол точки А;
 - начальный угол точки В.
- начальный угол точки В.
Формулы для определения положений точек присоединения штоков 15, 23 к верхнему суппорту 3 имеют вид, аналогичный приведенной системе уравнений с учетом знаков перед φ0.
Ножницы готовы к выполнению реза. Роликами подающего рольганга транспортируют металлический лист в район ножниц и останавливают его в зоне резания между верхним дугообразным ножом 9 и нижним прямолинейным ножом 8. От системы управления поступает команда на приведение в движение в соответствии с заданным законом всех цилиндров ножниц, и происходят включения аппаратов в последовательности, аналогично описанной выше. При этом система управления, координируя перемещение штоков 14, 15 гидроцилиндров 4, 5 и штоков 22, 23 цилиндров 6, 7, приводит их в согласованное движение, обеспечивающее перемещение верхнего суппорта 3 с ножом 9 по заданному закону, при котором происходит разрезание заготовки за счет врезания в металлический лист верхнего ножа 9, начиная с его левого края направо до перекрытия Δ им нижнего ножа 8 после завершения реза в каждом сечении. Величина перекрытия Δ зависит от толщины разрезаемого материала. Перемещения штоков всех цилиндров ножниц согласованы системой управления таким образом, чтобы разрезание листа происходило катящимся резом без проскальзывания верхнего дугообразного ножа 9 относительно разрезаемого листа. Т.е. каждое перемещение штоков 14, 15 гидроцилиндров 4, 5 сопровождается соответствующим перемещением одного из штоков 22 или 23 соответствующих цилиндров при поджатии штока второго цилиндра, прикрепленного к противоположной боковой стороне станины 1 с целью выборки зазоров между штоками 22, 23 и боковыми поверхностями верхнего суппорта 3. Это исключит смещение режущей кромки дугообразного верхнего ножа 9 относительно разрезаемого материала под действием горизонтальной составляющей усилия резания в направлении, не совпадающем с направлением реза, т.е. исключит проскальзывание верхнего ножа на весь период катящегося реза до полного разрезания листа. В конце реза зазор между левым краем верхнего дугообразного ножа 9 и нижним прямолинейным ножом 8 превышает аналогичный зазор у правого края ножа 9. После окончания реза по команде системы управления за счет выполнения описанных ранее операций верхний суппорт 3 поднимается вверх для создания минимального зазора между правым краем ножа 9 и роликами рольганга для пропуска следующего участка листа, подлежащего разрезанию. После подачи листа в зону ножей новый рез начинается с правого края верхнего ножа 9, т.е. из конечного положения верхнего ножа 9, можно начинать следующий рез, благодаря чему исключается операция по возврату ножа в исходное положение реза, так как рез выполняется как с правого края верхнего ножа 9, так и с левого края.
Процесс резания повторяется аналогично описанному резу с левого края ножа.
Из всего вышеизложенного видно, что выполнение ножниц для резки листового материала в соответствии с формулой изобретения позволяет сократить количество подготовительных операций, связанных с настройкой ножниц, уменьшить подготовительно-заключительную составляющую во времени технологического цикла, что способствует повышению производительности ножниц при одновременном упрощении их конструкции.
| название | год | авторы | номер документа |
|---|---|---|---|
| Ножницы для резки листового материала | 1985 |
|
SU1286346A1 |
| НОЖНИЦЫ ДИСКОВЫЕ С ПОДАЮЩИМИ РОЛИКАМИ | 2007 |
|
RU2382691C2 |
| ЛЕТУЧИЕ НОЖНИЦЫ ДЛЯ РЕЗКИ НЕПРЕРЫВНО-ЛИТОГО СЛИТКА | 1999 |
|
RU2156676C1 |
| Ножницы для резки толстолистового проката | 1977 |
|
SU725823A1 |
| НОЖНИЦЫ ДЛЯ РЕЗКИ ЛИСТОВОГО МАТЕРИАЛА | 1988 |
|
SU1656785A1 |
| КОМБИНИРОВАННЫЕ ДИСКОВЫЕ КРОМКОКРОШИТЕЛЬНЫЕ НОЖНИЦЫ | 2004 |
|
RU2286865C2 |
| Ножницы для резки листового материала | 1983 |
|
SU1139579A1 |
| НОЖНИЦЫ ДЛЯ РЕЗКИ ЛИСТОВОГО МАТЕРИАЛА | 2007 |
|
RU2342227C2 |
| Ножницы для резки листового материала | 1979 |
|
SU975252A1 |
| НОЖНИЦЫ ДЛЯ РЕЗКИ ЛИСТОВОГО МАТЕРИАЛА | 1998 |
|
RU2135333C1 |
Изобретение относится к обработке металлов давлением и может быть использовано в линиях прокатных станов для поперечного разделения металлических листов. Ножницы содержат установленные в станине нижний суппорт с закрепленным в нем неподвижным прямым ножом, приводной верхний суппорт, цилиндр, корпус которого прикреплен к боковой поверхности станины, и систему управления. Они снабжены дополнительным цилиндром, корпус которого шарнирно прикреплен к противоположной боковой поверхности станины. Штоки упомянутого цилиндра и дополнительного цилиндра шарнирно сочленены с верхним суппортом. Привод перемещения верхнего суппорта выполнен в виде, по меньшей мере, двух шарнирно прикрепленных к верхней части станины гидроцилиндров, штоки которых шарнирно связаны с верхним суппортом. Система управления включает в себя средства, обеспечивающие зависимое перемещение штоков всех упомянутых цилиндров для создания возможности перемещения верхнего суппорта по заданному закону. В результате обеспечивается повышение производительности ножниц при одновременном упрощении конструкции. 4 ил.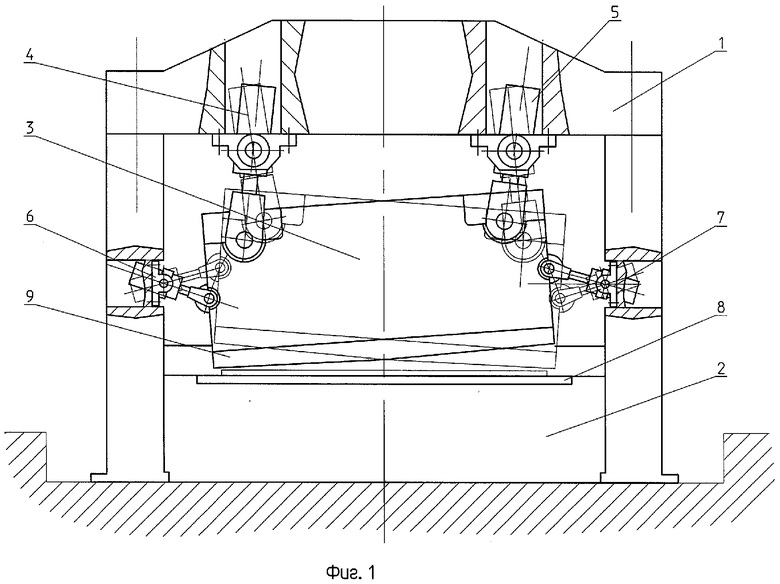
Ножницы для резки листового материала, включающие установленные в станине нижний суппорт с закрепленным в нем неподвижным прямым ножом, приводной верхний суппорт, гидроцилиндр, корпус которого прикреплен к боковой поверхности станины, и систему управления, отличающиеся тем, что они снабжены дополнительным гидроцилиндром, корпус которого шарнирно прикреплен к противоположной боковой поверхности станины, при этом штоки упомянутых гидроцилиндров шарнирно сочленены с верхним суппортом, а привод перемещения верхнего суппорта выполнен в виде, по меньшей мере, двух шарнирно прикрепленных к верхней части станины гидроцилиндров, штоки которых шарнирно связаны с верхним суппортом, при этом система управления включает средства обеспечения зависимого перемещения штоков всех упомянутых гидроцилиндров для возможности перемещения верхнего суппорта по заданному закону.
| GB 1067920 A1, 10.05.1967 | |||
| Ножницы для резки листового материала | 1985 |
|
SU1286346A1 |
| Ножницы для резки листового материала | 1979 |
|
SU975252A1 |
| НОЖНИЦЫ ДЛЯ РЕЗКИ ЛИСТОВОГО МАТЕРИАЛА | 1998 |
|
RU2135333C1 |
| Способ флотации калийной руды | 1981 |
|
SU959830A1 |
| Машина трения | 1987 |
|
SU1439465A1 |

