Изобретение относится к машиностроению, а именно к ножницам для резки проката, и может быть использовано в агрегатных линиях для обработки проката.
Цель изобретения - повышение производительности и качества реза комбинированных ножниц.
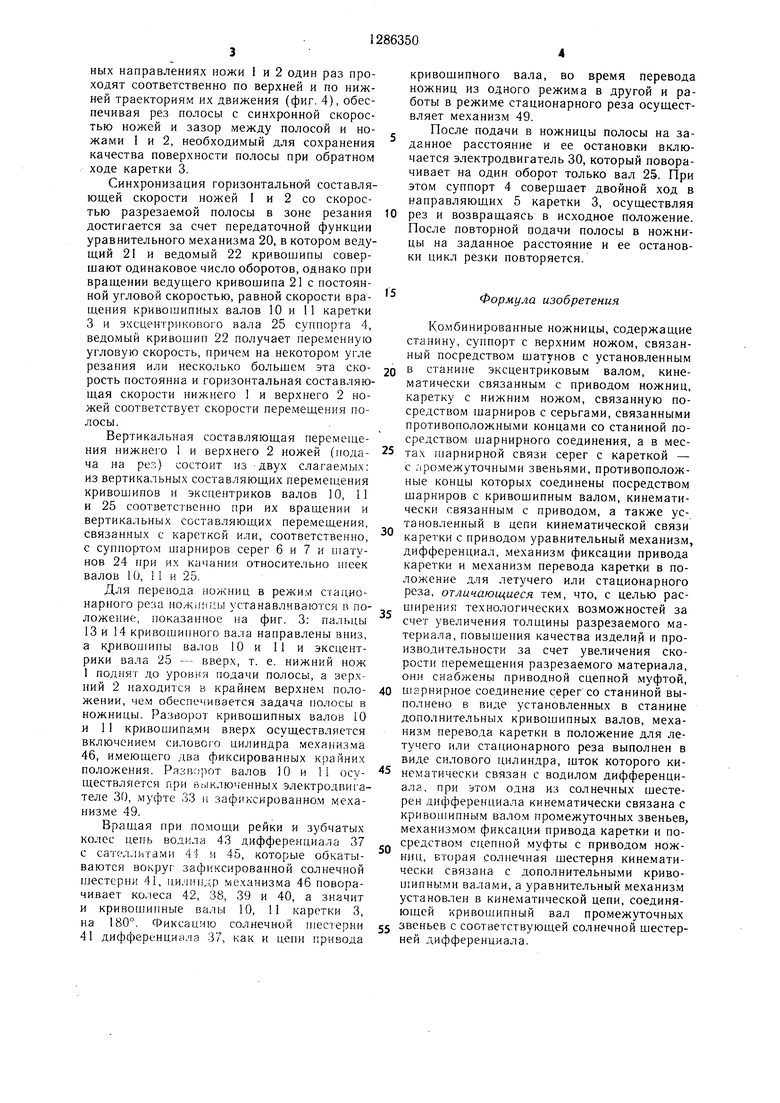
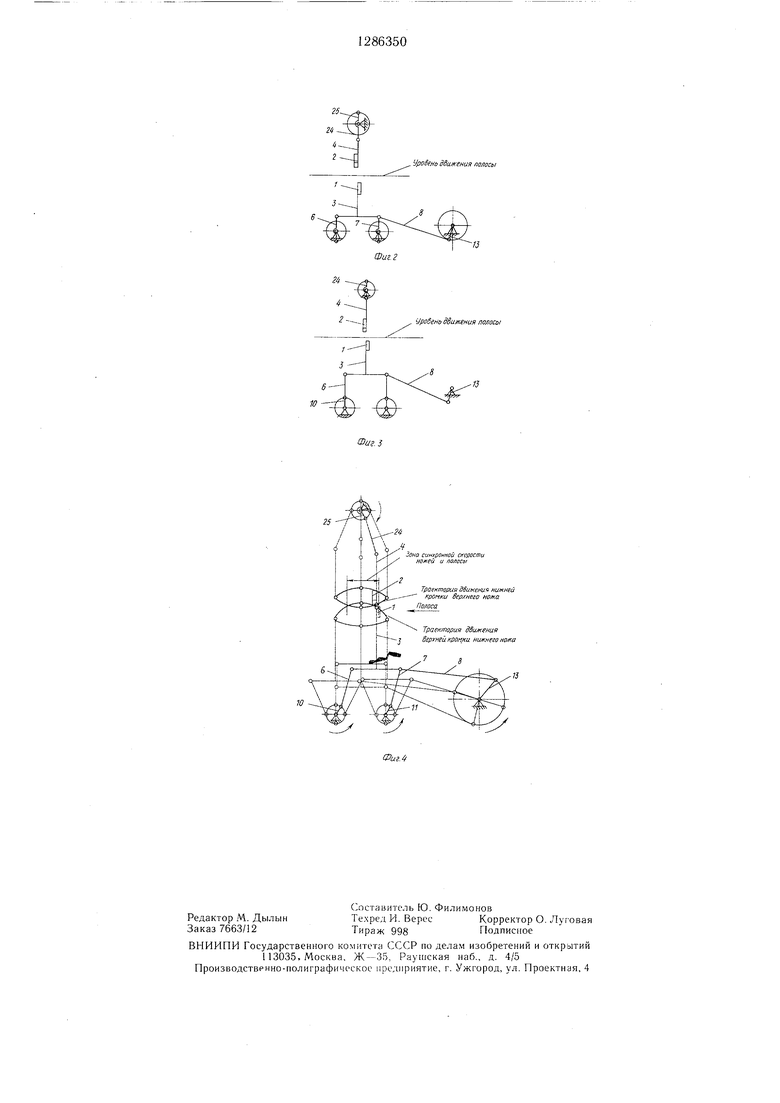
На фиг. 1 изображена кинематическая схема комбинированных ножниц; на фиг. 2 - схема исполнительного механизма ножниц в исходном положении при работе в режиме летучего реза; на фиг. 3 - то же, в режиме стационарного реза; на фиг. 4 - траектория ножей при работе в режиме летучего реза.
Нижний 1 и верхний 2 ножи комбинированных ножниц закреплены соответственно на каретке 3 и суппорте 4, сопряженных между собой в поступательную пару. Суппорт 4 расположен в вертикальных направляющих 5 каретки 3. Каретка 3 шарнирно связана с серьгами 6 и 7 и одновременно с промежуточными звеньями 8 и 9. Серьги 6 и 7 через подшипники опираются на кривошипы приводных кривошипных валов 10 и 11, смонтированных в станине 12 и соединенных с приводом ножниц. Серьги 6 и 7 расположены от плоскости взаимодействия ножей 1 и 2 на расстоянии, исключающем воз.можность опрокидывания каретки 3 при работе ножниц. Звенья 8 и 9 одной из расточек посажены на пальцы 13 и 14 кривошипного вала, связанного через зубчатые колеса 15-18 и вал 19 с уравнительным механизмом 20 и далее с приводом ножниц.
Уравнительный механизм 20, установленный в цепи привода кривошипного вала с пальцами 13 и 14 каретки 3, состоит из ведущего кривошипа 21, ведомого кривошипа 22 и шарнирно соединяющей их тяги 23.
Передаточная функция уравнительного механизма 20 и соответствующий ей закон изменения горизонтальной составляющей скорости ножей, при котором в зоне резания скорость ножей максимально соответствует заданной скорости перемещения полосы, определяется соотношением длин звеньев и величиной смещения по вертикали вниз оси вращения ведомого кривошипа 22 по отношению оси ведущего кривошипа 21, выбираемых в каждом конкретном случае.
Суппорт 4 шарнирно подвешен на шатунах 24, смонтированных на эксцентриках установленного в станине 12 эксцентрикового вала 25, связанного с валами 10 и 11 через привод ножниц. Привод ножниц выходными валами 26, 27 и 28 связан соответственно с валами 25, 10 и 11, а выход- ным валом 29 - с уравнительным механизмом 20 и далее через вал 19 и колеса 15-18 - со звеньями 8 и 9 каретки 3.
Связь выходных валов 27 и 28 с электродвигателем 30 осуществлена через зубчатые
0
5
0
5
0
5
0
5
колеса 31 и 32, сцепную муфту 33, колеса 34, 35 и 36, дифференциал 37 и зубчатые колеса 38, 39 и 40. Солнечные шестерни 41 и 42 дифференциала 37 жестко связаны соответственно с колесами 36 и 38, свободно сидящими на валу водила 43, а сателлиты 44 и 45 связаны с водилом 43, которое кинематически сопряжено с механизмом 46 перевода каретки в положение для летучего или стационарного реза, выполненным в виде силового цилиндра.
Связь выходного вала 29 с электродвигателем 30 осуществлена через зубчатые колеса 31 и 32, сцепную муфту 33, колеса 34 и 47. Связь выходного вала 26 с электродвигателем 30 осуществлена колесами 31, 32 и 48. Сцепная муфта 33 кинематически связана с механизмом 49 фиксации привода каретки.
Работа ножниц осуществляется в одном из двух режи.мов: в режиме летучего реза при резке полос на jiHCTbi .мерной длины и при обрезке дефектных концов полос или в режиме стационарного реза, например, при отборе проб и дроблении заднего конца полосы.
При необходимости работы в режиме летучего реза ножницы включением механиз.ма 46 при остановленном электродвигателе 30, соединенной с зубчатым колесом 32 сцепной муфте 33 и зафиксированном механизме 49 устанавливаются в исходное положение, показанное на фиг. 2; пальцы 13 и 14 и кривошипы валов 10 -и 1 внизу, а эксцентрики вала 25 вверху. После настройки механизм 49 должен расфиксировать вал муфты 33. Полоса для реза равномерно подается в ножницы. При запуске электродвигателя 30 момент от зубчатого колеса 31 разделяется на три параллельных цепи. По одной цепи вращение передается через колеса 3 и 32, сцепную .муфту 33, колеса 34 и 47, вал 29, уравнительный механизм 20, вал 19, зубчатые колеса 15-18 пальцам 13 и 14, которые перемещают звенья 8 и 9, сообщающие горизонтальное возвратно-поступательное перемещение каретке 3 с суппортом 4 и качательное движение серьгам 6 и 7 относительно кривоишпов валов 10 и 1 1, а также шатунам 24 относительно вала 25. По второй цепи вращение при неподвижном вале водила 43 от зубчатого колеса 31 передается колесу 32, сцепной муфте 33, колесам 34, 35 и 36, солнечным шестерням 41 и 42 и сателлитам 44 и 45 дифференциала 37, колесам 38, 39 и 40 и кривошипным валам 10 и П. По третьей цепи момент через зубчатые колеса 31 и 48 и вал 26 передается эксцентриковому валу 25 верхнего суппорта 4.
При этом валы 10, 1 и 25 совершают один оборот за один оборот пальцев 3 и 14 кривошипного вала. Таким образом, за один двойной ход каретки 3 с суппортом 4 в двух взаимно перпендикулярных направлениях ножи 1 и 2 один раз проходят соответственно по верхней и по нижней траекториям их движения (фиг. 4), обеспечивая рез полосы с синхронной скоростью ножей и зазор между полосой и ножами 1 и 2, необходимый для сохранения качества поверхности полосы при обратном ходе каретки 3.
Синхронизация горизонтально й составляющей скорости ножей 1 и 2 со скоростью разрезаемой полосы в зоне резания достигается за счет передаточной функции уравнительного механизма 20, в котором ведущий 21 и ведомый 22 кривошипы совершают одинаковое число оборотов, однако при вращении ведущего кривощипа 21 с постоянной угловой скоростью, равной скорости вращения кривошипных валов 10 и 11 каретки 3 и эксцентрикоЕЮго вала 25 суппорта 4, ведомый кривошип 22 получает переменную угловую скорость, причем на некотором угле резания или несколько большем эта скорость постоянна и горизонтальная составляющая скорости нижнего и верхнего 2 ножей соответствует скорости перемещения полосы.
Вертикальная составляющая перемещения нижне|-о 1 и верхнего 2 ножей (подача на рез) состоит из двух слагаемых: из вертикальных составляющих перемещения кривошипов и эксцентриков валов 10, И и 25 соответственно при их вращении и вертикальных составляющих перемещении, связанных с кареткой или, соответственно, с суппортом шарниров серег 6 и 7 и шатунов 24 при их качании относительно шеек валов 10, 1 1 и 25.
Для перевода ножниц в режим стационарного реза ножи;п;;ы устанавливаются в положение, показанное на фиг. 3: пальцы 13 и 14 кривошипного вала направлены вниз, а кривошипы валов 10 и 11 и эксцентрики вала 25 - вверх, т. е. нижний нож 1 поднят до уровня подачи полосы, а верхний 2 находится в крайнем верхнем положении, чем обеспечивается задача полосы в ножницы. Разворот кривошипных валов 10 и 11 кривошипа.ми вверх осуществляется включением силового цилиндра механизма 46, имеющего два фиксированных крайних положения. Разп- рот валов 10 и 11 осуществляется при выключенных электродвигателе 30, муфте 33 и зафиксированном механизме 49.
Вращая при по.мощи рейки и зубчатых колес цепь водила 43 дифференциала 37 с сателлитами 41 и 45, которые обкатываются вокруг зафиксированной солнечной шестерни 41, цилиндр механизма 46 поворачивает колеса 42, 38, 39 и 40, а значит и кривошипные валы 10, 11 каретки 3, на 180°. Фиксацию солнечной nieciepHM 41 дифференциала 37, как и цепи привода
кривошипного вала, во время перевода ножниц из одного режима в другой и работы в режиме стационарного реза осуществляет механизм 49.
После подачи в ножницы полосы на заданное расстояние и ее остановки включается электродвигатель 30, который поворачивает на один оборот только вал 25. При этом суппорт 4 совершает двойной ход в направляющих 5 каретки 3, осуществляя рез и возвращаясь в исходное положение. После повторной подачи полосы в ножницы на заданное расстояние и ее остановки цикл резки повторяется.
15
Формула изобретения
0
Комбинированные ножницы, содержащие станину, суппорт с верхним ножом, связанный посредством шатунов с установленным
0 в станине эксцентриковым валом, кинематически связанным с приводом ножниц, каретку с нижним ножом, связанную посредством шарниров с серьгами,связанными противоположными концами со станиной посредством шарнирного соединения, а в мес5 тах шарнирной связи серег с кареткой - с .промежуточными звеньями, противоположные концы которых соединены посредством шарниров с кривошипным валом, кинематически связанным с приводом, а также установленный в цепи кинематической связи каретки с приводом уравнительный механизм, дифференциал, механизм фиксации привода каретки и механизм перевода каретки в положение для летучего или стационарного реза, отличающиеся тем, что, с целью рас
ширения технологических возможностей за
счет увеличения толщины разрезаемого материала, повышения качества изделий и производительности за счет увеличения скорости перемещения разрезаемого материала, они снабжены приводной сцепной муфтой,
шарнирное соединение серег со станиной выполнено в виде установленных в станине дополнительных кривошипных валов, механизм перевода каретки в положение для летучего или стационарного реза выполнен в виде силового цилиндра, шток которого кинематически связан с водилом дифференциала, при этом одна из солнечных шестерен дифферен 1иала кинематически связана с кривошипным вало.м промежуточных звеньев, механизмом фиксации привода каретки и посредством сцеппой муфты с приводом ножниц, вторая солнечная шестерня кинематически связана с дополнительными кривошипными ва.лами, а уравнительный механизм установлен в кинематической цепи, соединяющей кривошипный вал промежуточных
звеньев с соответствующей солнечной шестерней дифференциала.
Уровень ддижения полосы
Уробено движения полоса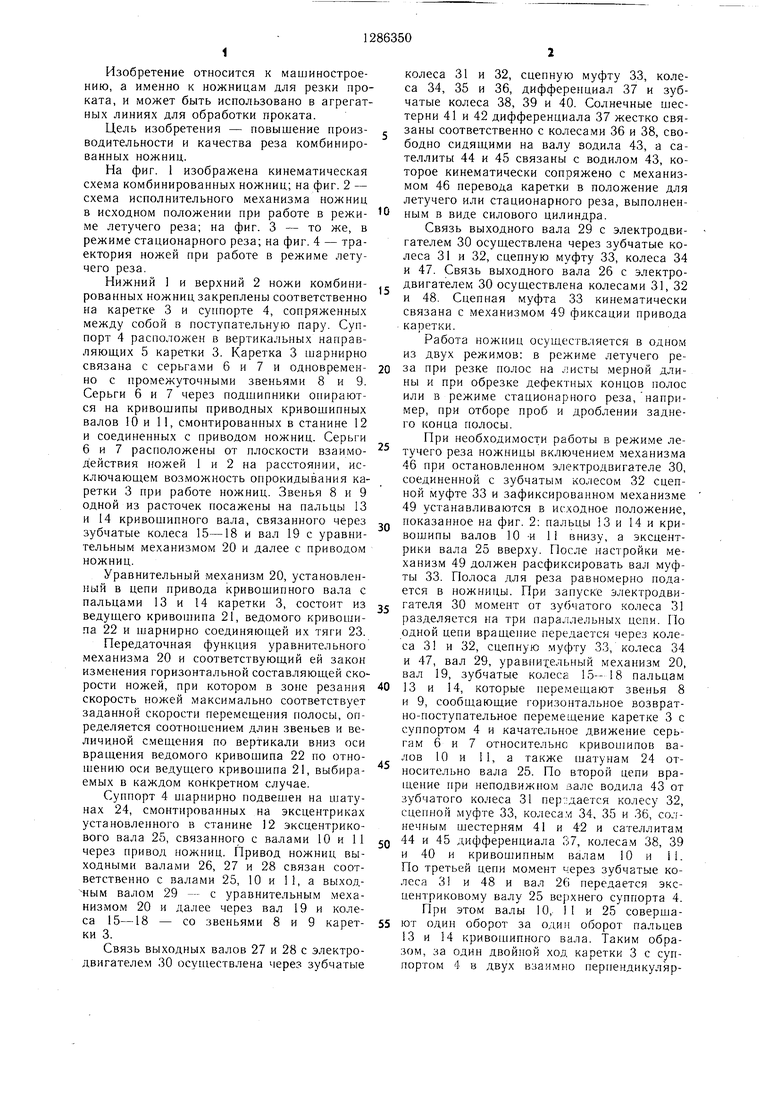
| название | год | авторы | номер документа |
|---|---|---|---|
| Летучие ножницы | 1982 |
|
SU1085706A1 |
| ЛЕТУЧИЕ НОЖНИЦЫ ДЛЯ РЕЗКИ ПРОКАТА | 1991 |
|
RU2019366C1 |
| ЛЕТУЧИЕ НОЖНИЦЫ ДЛЯ РЕЗКИ ПРОКАТА | 2001 |
|
RU2200648C2 |
| Летучие ножницы | 1977 |
|
SU742054A1 |
| ЛЕТУЧИЕ НОЖНИЦЫ12 | 1973 |
|
SU405672A1 |
| Летучие ножницы | 1981 |
|
SU994161A1 |
| Барабанные летучие ножницы | 1976 |
|
SU656755A1 |
| Привод барабанных летучих ножниц | 1973 |
|
SU524687A1 |
| Летучие ножницы | 1988 |
|
SU1625597A1 |
| Летучие ножницы | 1975 |
|
SU541598A1 |
Изобретение относится к машиностроению, а именно к ножницам для резки проката и может быть использовано в агрегатных линия.х для обработки проката. Цель изобретения - повышение производительности комбинированных ножниц и улучшение качества реза. Работа ножниц осуществляется в одном из двух режимов: в режиме летучего реза при резке полос на листы мерной длины и при обрезке дефектных концов полос или в режиме стационарного реза, например, при отборе проб и дроблении заднего конца полосы. При работе в режиме летучего реза валы 10, 11 и 25 совершают один оборот за один оборот пальцев 13 и 14 кривошипного вала. Таким образом, за один двойной ход каретки (К) 3 с суппортом 5 в двух взаимно перпендикулярных направлениях ножи 1 и 2 один раз проходят соответственно по верхней и по нижней траекториям их движения, обеспечивая рез полосы с синхронной скоростью ножей и зазор между полосой и ножами 1 и 2, необходимый для сох- ранения качества поверхности полосы при об- § ратном ходе К 3. Для работы ножниц в режиме стационарного реза включается элект- f/J родвигатель 30, который поворачивает на один оборот только вал 25. При этом суппорт 4 совершает двойной ход в направ- ляюпд,их 5 К 3, осуществляя рез и возвращаясь в исходное положение. 4 ил. 25 Ю 72 11 27 i028S3391Z ill3fi45 73S35 f /S 5 42323 iS 30 26 r- ГчЭ 00 о: со ел ipi/г. 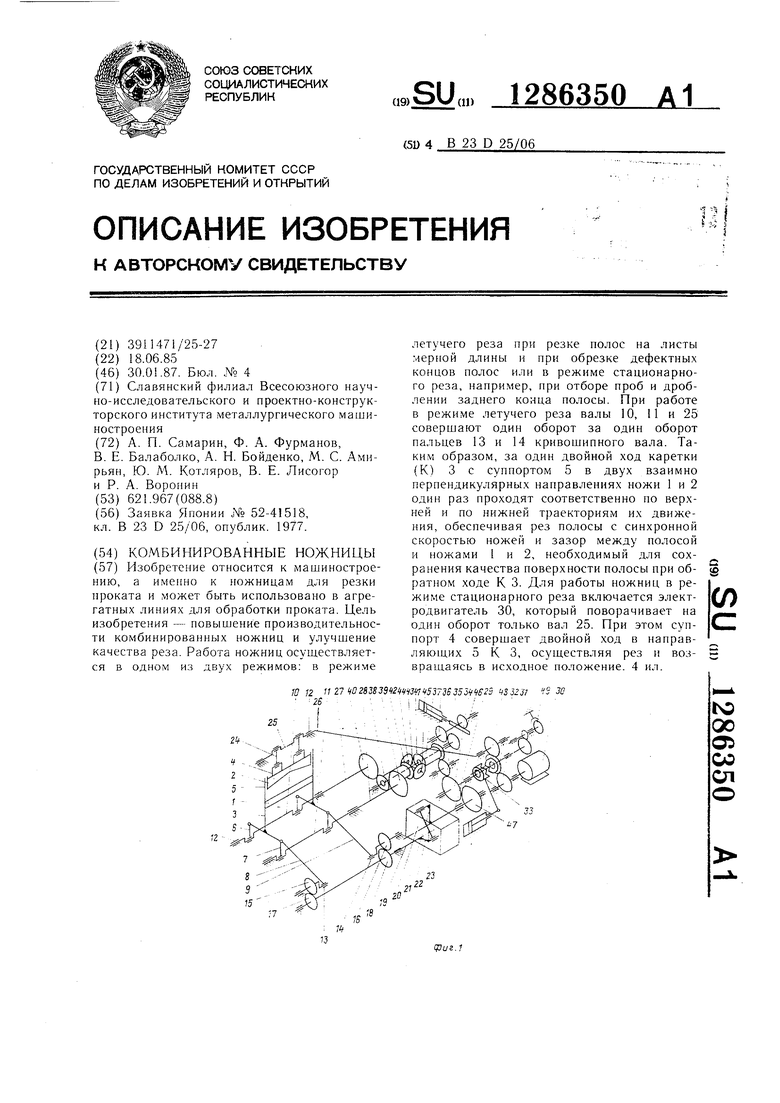
у
р0 ктория Кромки верхнего Полоса
Траекп1о/)ия движения --jВерхней кромки, нижнего
| Устройство для устранения мешающего действия зажигательной электрической системы двигателей внутреннего сгорания на радиоприем | 1922 |
|
SU52A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Шеститрубный элемент пароперегревателя в жаровых трубках | 1918 |
|
SU1977A1 |
