Изобретение относится к измерительной технике и может быть использовано в машиностроении, преимущественно для измерения параметров шпоночных пазов на валах.
Уровень техники
Известен способ измерения отклонения от симметричности шпоночного паза относительно оси его цилиндрической поверхности, осуществляемый путем базирования объекта цилиндрической поверхностью в призме и использования размещенной на ней отсчетной головки, причем объект поворачивают в призме последовательно в обе стороны до упора и фиксируют показания отсчетной головки, ось которой совпадает с биссектрисой призмы, а наконечник контактирует с дном проверяемого паза [Авторское свидетельство СССР N 800600, МПК G 01 B 5/24, 1981 (аналог)].
Однако указанный способ имеет невысокую точность измерения ввиду того, что измеряемая разница положений контролируемых точек на дне паза мало зависит от искомых отклонений от симметричности. Кроме того, он имеет также ограниченные технологические возможности, поскольку позволяет измерять только один параметр шпоночного паза.
Прототип - способ измерения параметров шпоночного паза, реализованный в приборе для контроля шпоночных пазов и заключающийся в том, что устанавливают на цилиндрическую поверхность вала выполненный в виде призмы корпус, на котором установлен ползун с закрепленным отсчетным узлом, измерительный наконечник которого выполнен с плоской базовой и боковой бочкообразной поверхностями, а ось упомянутого наконечника расположена параллельно биссекторной плоскости призмы, обеспечивая контакт плоской базовой поверхности измерительного наконечника с цилиндрической поверхностью проверяемого вала, устанавливают отсчетный узел на нуль, поворачивают прибор вокруг оси цилиндрической поверхности, добиваясь контакта плоской базовой поверхности измерительного наконечника с дном проверяемого паза в его начале, сообщают возвратно-поворотные движения прибору вокруг оси цилиндрической поверхности вала, добиваясь перпендикулярности оси измерительного наконечника к дну проверяемого паза, фиксируют первое показание отсчетного узла, являющееся глубиной проверяемого паза, перемещают ползун, размещенный с возможностью взаимодействия с индикатором, измерительный стержень которого расположен перпендикулярно биссекторной плоскости призмы, добиваясь касания бочкообразной поверхности измерительного наконечника с одной из боковых поверхностей проверяемого паза, фиксируя при этом первое первичное показание индикатора, переустанавливают прибор на валу на 180o, перемещают ползун в положение, обеспечивающее возможность ввода измерительного наконечника в проверяемый паз, повторяют возвратно-поворотные движения прибора, добиваясь перпендикулярности оси измерительного наконечника к дну проверяемого паза, перемещают ползун, добиваясь касания бочкообразной поверхности измерительного наконечника с другой боковой поверхностью проверяемого паза, фиксируя при этом второе первичное показание индикатора, определяют ширину проверяемого паза по формуле b = dk + (a1 - a2), где b - ширина проверяемого паза; dk - наибольший диаметр измерительного наконечника; a1, a2 - первичные показания индикатора; определяют отклонение от симметричности как полуразность первичных показаний индикатора, снимают прибор с проверяемого вала, перемещают ползун в положение, обеспечивающее возможность ввода измерительного наконечника в проверяемый паз, устанавливают прибор на валу, обеспечивая контакт измерительного наконечника с дном проверяемого паза в его конце, повторяют возвратно-поворотные движения прибора, добиваясь перпендикулярности оси измерительного наконечника к дну проверяемого паза, фиксируют второе показание отсчетного узла, определяют отклонение от параллельности дна проверяемого паза относительно оси цилиндрической поверхности по разнице первого и второго показаний упомянутого узла, перемещают ползун, добиваясь касания боковой бочкообразной поверхности измерительного наконечника с боковой поверхностью проверяемого паза, фиксируя вторичное показание индикатора, а по разнице вторичного и первичного показаний индикатора, полученных при касании измерительного наконечника с одной и той же боковой поверхностью паза, определяют величину перекоса проверяемого паза [Авторское свидетельство СССР N 1229558, МПК G 01 B 5/24, 1986 (прототип)].
Однако при измерении отклонений от симметричности в указанном способе выполняются операции, связанные с переустановкой прибора на валу на 180o, перемещением ползуна для возможности ввода измерительного наконечника в проверяемый паз после такой переустановки прибора и с повторными возвратно-поворотными движениями прибора для его ориентации на валу, а перед установкой прибора во второе положение по длине паза необходимо перемещение ползуна для возможности ввода измерительного наконечника в проверяемый паз, что снижает производительность способа.
Раскрытие изобретения
В основу настоящего изобретения была положена задача разработки такого способа, который позволяет повысить производительность контроля за счет сокращения числа операций по сравнению с прототипом при измерении параметров шпоночного паза. Это достигается тем, что устанавливают вал цилиндрической поверхностью на выполненный в виде призмы корпус, обеспечивая контакт измерительного наконечника отсчетного узла с цилиндрической поверхностью упомянутого вала, устанавливают отсчетный узел на нуль, поворачивают вал вокруг оси цилиндрической поверхности, добиваясь контакта измерительного наконечника с дном проверяемого паза в его начале, сообщают возвратно-поворотные движения валу, добиваясь перпендикулярности оси измерительного наконечника к дну проверяемого паза, фиксируют первое показание отсчетного узла, являющееся глубиной проверяемого паза, перемещают щуп, имеющий боковые бочкообразные поверхности и размещенный в призме с возможностью взаимодействия с измерительным стержнем индикатора, закрепленного в корпусе, добиваясь поочередного касания боковых бочкообразных поверхностей упомянутого щупа с боковыми поверхностями проверяемого паза, фиксируя при этом первичные показания индикатора, перемещают щуп, добиваясь поочередного касания его боковых бочкообразных поверхностей с измерительной плоскостью, выполненной на призме в ее биссекторной плоскости, фиксируя при этом исходные показания индикатора, причем по разнице одного первичного и одного исходного показаний индикатора, полученных соответственно при касании одной и той же боковой бочкообразной поверхности щупа с одной из боковых поверхностей проверяемого паза и измерительной плоскостью, находят первый размах, по разнице другого первичного и другого исходного показаний индикатора находят второй размах, по полуразности упомянутых размахов находят отклонение от симметричности, а по их сумме - ширину проверяемого паза, переустанавливают вал на корпусе, обеспечивая контакт измерительного наконечника с дном проверяемого паза в его конце, повторяют возвратно-поворотные движения вала, добиваясь перпендикулярности оси измерительного наконечника к дну проверяемого паза, фиксируют второе показание отсчетного узла, определяют отклонение от параллельности дна проверяемого паза относительно оси цилиндрической поверхности по разнице первого и второго показаний упомянутого узла, перемещают щуп, добиваясь касания одной из его боковых бочкообразных поверхностей с боковой поверхностью проверяемого паза, фиксируя вторичное показание индикатора, а по разнице вторичного и первичного показаний индикатора, полученных при касании щупа с одной и той же боковой поверхностью паза, определяют величину перекоса проверяемого паза.
Таким образом, в предлагаемом способе по сравнению с прототипом при измерении отклонений от симметричности исключены операции, связанные с переустановкой прибора на валу на 180o, перемещением ползуна для возможности ввода измерительного наконечника в проверяемый паз после такой переустановки прибора и с повторными возвратно-поворотными движениями прибора для его ориентации на валу, а перед установкой прибора во второе положение по длине паза исключается необходимость в перемещении ползуна для возможности ввода измерительного наконечника в проверяемый паз, что повышает производительность способа.
Краткое описание чертежей
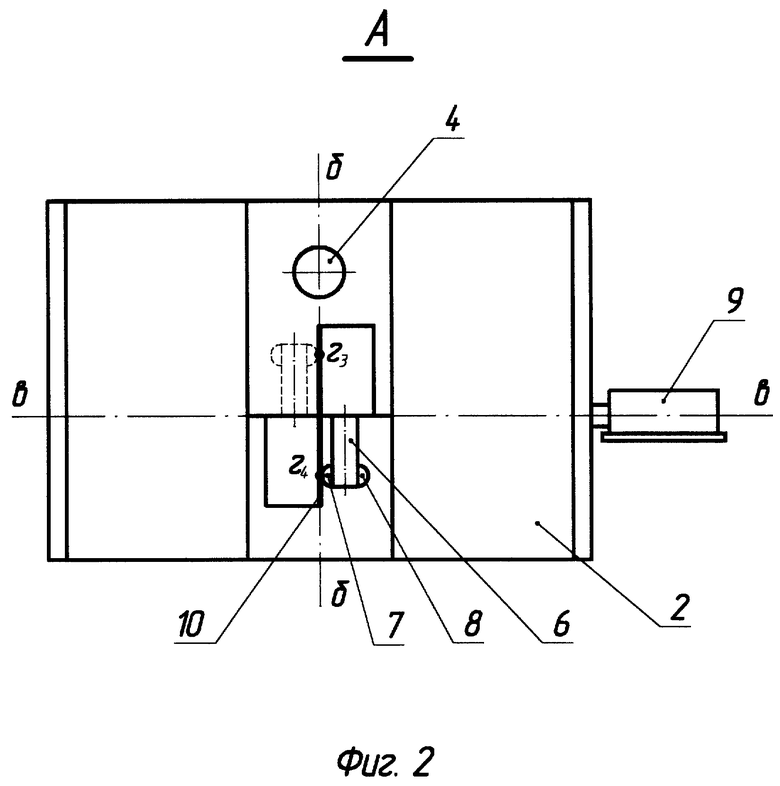
На фиг. 1 представлена схема измерения указанным способом, общий вид; на фиг. 2 - вид А на фиг. 1.
Лучший вариант осуществления изобретения
Способ реализуется следующим образом.
Вал 1 своей цилиндрической поверхностью базируют в призме 2. В этой призме закреплен отсчетный узел 3, ось а-а которого совмещена с биссекторной плоскостью б-б упомянутой призмы. Отсчетный узел 3 содержит измерительный наконечник 4, имеющий возможность контактирования либо с цилиндрической поверхностью вала 1, либо с дном проверяемого паза. В призме 2 размещен шток 5 со щупом 6, имеющим боковые бочкообразные поверхности 7 и 8, и закреплен индикатор 9, размещенный с возможностью взаимодействия со штоком 5. Продольная ось в-в штока 5 расположена перпендикулярно биссекторной плоскости б-б призмы 2. В биссекторной плоскости б-б призмы 2 расположена измерительная плоскость 10.
При базировании вала 1 добиваются контакта измерительного наконечника 4 с цилиндрической поверхностью упомянутого вала и устанавливают отсчетный узел 3 на нуль. Поворачивают вал 1 вокруг оси цилиндрической поверхности, добиваясь захода измерительного наконечника 4 в проверяемый паз и его контакта с дном паза в начале последнего. Затем сообщают возвратно-поворотные движения валу 1, добиваясь перпендикулярности оси а-а отсчетного узла 3 к дну проверяемого паза, фиксируют первое показание δ1 отсчетного узла 3, являющееся глубиной проверяемого паза. Поворачивают шток 5 вокруг его продольной оси в-в и перемещают его со щупом 6 вдоль упомянутой оси, добиваясь поочередного касания боковых бочкообразных поверхностей 7 и 8 щупа 6 с боковыми поверхностями 11 и 12 проверяемого паза в точках г1 и г2 соответственно, фиксируя при этом первичные показания Δ1 и Δ2 индикатора 9. Поворачивая и перемещая шток 5, добиваются поочередного касания бочкообразных поверхностей 7 и 8 щупа 6 с измерительной плоскостью 10 в точках г3 и г4, фиксируя исходные показания Δ3 и Δ4 индикатора 9. По разнице первичного Δ1 и исходного Δ3 показаний индикатора 9, полученных соответственно при касании боковой бочкообразной поверхности 7 щупа 6 с боковой поверхностью 11 проверяемого паза и измерительной плоскостью 10, находят первый размах W1, т.е. W1= Δ1-Δ3, по разнице первичного Δ2 и исходного Δ4 показаний индикатора 9, полученных соответственно при касании боковой бочкообразной поверхности 8 щупа 6 с боковой поверхностью 12 проверяемого паза и измерительной плоскостью 10, находят второй размах W2, т.е. W2= Δ2-Δ4. По полуразности упомянутых размахов находят отклонение от симметричности, т.е. Δсим.= (W1-W2)/2, а по их сумме - ширину проверяемого паза b, т.е. b = W1 + W2. Переустанавливают вал 1 в призме 2, обеспечивая контакт измерительного наконечника 4 с дном проверяемого паза в его конце, повторяют возвратно-поворотные движения вала 1, добиваясь перпендикулярности оси отсчетного узла 3 к дну проверяемого паза, фиксируют второе показание δ2 отсчетного узла 3, определяют отклонение от параллельности дна проверяемого паза относительно оси цилиндрической поверхности Δпаралл. по разнице первого и второго показаний упомянутого узла, т.е. Δпаралл.= δ2-δ2. Поворачивают шток 5 вокруг его продольной оси в-в и перемещают его со щупом 6 вдоль упомянутой оси, добиваясь касания бочкообразной поверхности 7 щупа 6 с боковой поверхностью 11 проверяемого паза в точке г5, фиксируя при этом вторичное показание Δ5 индикатора 9. По разнице вторичного и первичного показаний индикатора 9, полученных при касании одной и той же боковой бочкообразной поверхности щупа 6 с одной и той же боковой поверхностью паза, определяют величину перекоса проверяемого паза Δперекоса, т.e. Δперекоса= Δ5-Δ1.
Таким образом, при измерении несимметричности шпоночного паза исключаются операции, связанные с переустановкой прибора на 180o, его ориентированием после такой переустановки и обеспечением возможности введения измерительного наконечника в проверяемый паз, а также исключается операция, обеспечивающая возможность введения измерительного наконечника в проверяемый паз в его конце, что повышает производительность контроля.
Промышленная применимость
Способ может быть использован на машиностроительных предприятиях при размерном контроле параметров шпоночных пазов на валах.
Использование: измерительная техника, для размерного контроля параметров шпоночных пазов на валах. Сущность изобретения: вал цилиндрической поверхностью базируют в призме, обеспечивая контакт наконечника с упомянутой поверхностью. Устанавливают отсчетный узел на нуль. Поворачивают вал вокруг оси цилиндрической поверхности, добиваясь захода измерительного наконечника в проверяемый паз и его контакта с дном паза в начале последнего. Затем сообщают возвратно-поворотные движения валу, добиваясь перпендикулярности оси отсчетного узла к дну проверяемого паза, фиксируют первое показание упомянутого узла, являющееся глубиной проверяемого паза. Поворачивая и перемещая шток со щупом, добиваются поочередного касания боковых бочкообразных поверхностей щупа с боковыми поверхностями проверяемого паза, фиксируя при этом первичные показания индикатора. Поворачивая и перемещая шток, добиваются поочередного касания бочкообразных поверхностей щупа с измерительной плоскостью, фиксируя исходные показания индикатора. По упомянутым первичным и исходным показаниям индикатора определяют отклонение от симметричности и ширину проверяемого паза. Переустанавливают вал в призме, обеспечивая контакт измерительного наконечника с дном проверяемого паза в его конце, повторяют возвратно-поворотные движения вала, добиваясь перпендикулярности оси отсчетного узла к дну проверяемого паза, фиксируют второе показание отсчетного узла, определяют отклонение от параллельности дна проверяемого паза относительно оси цилиндрической поверхности по разнице первого и второго показаний упомянутого узла. Поворачивают и перемещают шток со щупом, добиваясь касания бочкообразной поверхности щупа с боковой поверхностью проверяемого паза, фиксируя при этом вторичное показание индикатора. По разнице вторичного и первичного показаний индикатора, полученных при касании одной и той же боковой бочкообразной поверхности щупа с одной и той же боковой поверхностью паза, определяют величину перекоса проверяемого паза. Техническим результатом изобретения является повышение производительности контроля за счет сокращения числа операций. 2 ил.
Способ измерения параметров шпоночного паза, заключающийся в том, что устанавливают вал цилиндрической поверхностью на выполненный в виде призмы корпус, обеспечивая контакт измерительного наконечника отсчетного узла с цилиндрической поверхностью упомянутого вала, устанавливают отсчетный узел на нуль, поворачивают вал вокруг оси цилиндрической поверхности, добиваясь контакта измерительного наконечника с дном проверяемого паза в его начале, сообщают возвратно-поворотные движения валу, добиваясь перпендикулярности оси измерительного наконечника к дну проверяемого паза, фиксируют первое показание отсчетного узла, являющееся глубиной проверяемого паза, перемещают щуп, имеющий боковые бочкообразные поверхности и размещенный в призме с возможностью взаимодействия с измерительным стержнем индикатора, закрепленного в корпусе, добиваясь поочередного касания боковых бочкообразных поверхностей упомянутого щупа с боковыми поверхностями проверяемого паза, фиксируя при этом первичные показания индикатора, определяют ширину проверяемого паза и отклонение от симметричности, переустанавливают вал на корпусе, обеспечивая контакт измерительного наконечника с дном проверяемого паза в его конце, повторяют возвратно-поворотные движения вала, добиваясь перпендикулярности оси измерительного наконечника к дну проверяемого паза, фиксируют второе показание отсчетного узла, определяют отклонение от параллельности дна проверяемого паза относительно оси цилиндрической поверхности по разнице первого и второго показаний упомянутого узла, перемещают щуп, добиваясь касания одной из его боковых бочкообразных поверхностей с боковой поверхностью проверяемого паза, фиксируя вторичное показание индикатора, а по разнице вторичного и первичного показаний индикатора, полученных при касании щупа с одной и той же боковой поверхностью паза, определяют величину перекоса проверяемого паза, отличающийся тем, что перед определением ширины и отклонения от симметричности проверяемого паза перемещают щуп, добиваясь поочередного касания его боковых бочкообразных поверхностей с измерительной плоскостью, выполненной на призме в ее биссекторной плоскости, фиксируя при этом исходные показания индикатора, причем по разнице одного первичного и одного исходного показаний индикатора, полученных соответственно при касании одной и той же боковой бочкообразной поверхности щупа с одной из боковых поверхностей проверяемого паза и измерительной плоскостью, находят первый размах, по разнице другого первичного и другого исходного показаний индикатора находят второй размах, по полуразности упомянутых размахов находят отклонение от симметричности, а по их сумме - ширину проверяемого паза.
| Прибор для контроля шпоночных пазов | 1984 |
|
SU1229558A1 |
| Способ контроля симметричностишпОНОчНОгО пАзА | 1975 |
|
SU800600A1 |
| СПОСОБ ИЗМЕРЕНИЯ ОТКЛОНЕНИЙ ОТ ПАРАЛЛЕЛЬНОСТИ ШПОНОЧНОГО ПАЗА ОТНОСИТЕЛЬНО ОСИ БАЗОВОЙ ПОВЕРХНОСТИ | 1994 |
|
RU2091700C1 |
| Способ контроля параметров шпоночного паза в отверстиях | 1987 |
|
SU1492210A1 |
| Способ контроля симметричности шпоночного паза коленчатого вала относительно его оси | 1986 |
|
SU1335800A1 |
