Область техники
Изобретение относится к измерительной технике и может быть использовано в машиностроении, преимущественно для измерения параметров шпоночных пазов на валах.
Уровень техники
Известен способ измерения параметров шпоночного паза, реализованный в приборе для контроля шпоночных пазов и заключающийся в том, что устанавливают на цилиндрическую поверхность вала выполненный в виде призмы корпус, на котором установлен ползун с закрепленным отсчетным узлом, измерительный наконечник которого выполнен с плоской базовой и боковой бочкообразной поверхностями, а ось упомянутого наконечника расположена параллельно биссекторной плоскости призмы, обеспечивая контакт плоской базовой поверхности измерительного наконечника с цилиндрической поверхностью проверяемого вала, устанавливают отсчетный узел на нуль, поворачивают прибор вокруг оси цилиндрической поверхности, добиваясь контакта плоской базовой поверхности измерительного наконечника с дном проверяемого паза в его начале, сообщают возвратно-поворотные движения прибору вокруг оси цилиндрической поверхности вала, добиваясь перпендикулярности оси измерительного наконечника к дну проверяемого паза, фиксируют первое показание отсчетного узла, являющееся глубиной проверяемого паза, перемещают ползун, размещенный с возможностью взаимодействия с индикатором, измерительный стержень которого расположен перпендикулярно биссекторной плоскости призмы, добиваясь касания бочкообразной поверхности измерительного наконечника с одной из боковых поверхностей проверяемого паза, фиксируя при этом первое первичное показание индикатора, переустанавливают прибор на валу на 180o, перемещают ползун в положение, обеспечивающее возможность ввода измерительного наконечника в проверяемый паз, повторяют возвратно-поворотные движения прибора, добиваясь перпендикулярности оси измерительного наконечника к дну проверяемого паза, перемещают ползун, добиваясь касания бочкообразной поверхности измерительного наконечника с другой боковой поверхностью проверяемого паза, фиксируя при этом второе первичное показание индикатора, определяют ширину проверяемого паза по формуле b=dk+(a1-a2), где b - ширина проверяемого паза; dk - наибольший диаметр измерительного наконечника; а1, а2 - первичные показания индикатора; определяют отклонение от симметричности как полуразность первичных показаний индикатора, снимают прибор с проверяемого вала, перемещают ползун в положение, обеспечивающее возможность ввода измерительного наконечника в проверяемый паз, устанавливают прибор на валу, обеспечивая контакт измерительного наконечника с дном проверяемого паза в его конце, повторяют возвратно-поворотные движения прибора, добиваясь перпендикулярности оси измерительного наконечника к дну проверяемого паза, фиксируют второе показание отсчетного узла, определяют отклонение от параллельности дна проверяемого паза относительно оси цилиндрической поверхности по разнице первого и второго показаний упомянутого узла, перемещают ползун, добиваясь касания боковой бочкообразной поверхности измерительного наконечника с боковой поверхностью проверяемого паза, фиксируя вторичное показание индикатора, а по разнице вторичного и первичного показаний индикатора, полученных при касании измерительного наконечника с одной и той же боковой поверхностью паза, определяют величину перекоса проверяемого паза [авторское свидетельство СССР 1229558, МПК G 01 В 5/24, 1986 (аналог)].
Однако при измерении отклонений от симметричности в указанном способе выполняются операции, связанные с переустановкой прибора на валу на 180o, перемещением ползуна для возможности ввода измерительного наконечника в проверяемый паз после такой переустановки прибора и с повторными возвратно-поворотными движениями прибора для его ориентации на валу, а перед установкой прибора во второе положение по длине паза необходимо перемещение ползуна для возможности ввода измерительного наконечника в проверяемый паз, что снижает производительность способа.
Прототип - способ измерения параметров шпоночного паза вала, заключающийся в том, что устанавливают вал цилиндрической поверхностью на выполненный в виде призмы корпус, обеспечивая контакт измерительного наконечника отсчетного узла с цилиндрической поверхностью упомянутого вала, устанавливают отсчетный узел на нуль, поворачивают вал вокруг оси цилиндрической поверхности, добиваясь контакта измерительного наконечника с дном проверяемого паза в его начале, сообщают возвратно-поворотные движения валу, добиваясь перпендикулярности оси измерительного наконечника к дну проверяемого паза, фиксируют первое показание отсчетного узла, являющееся глубиной проверяемого паза, перемещают щуп, имеющий боковые бочкообразные поверхности и размещенный в призме с возможностью взаимодействия с измерительным стержнем индикатора, закрепленного в корпусе, добиваясь поочередного касания боковых бочкообразных поверхностей упомянутого щупа с боковыми поверхностями проверяемого паза, фиксируя при этом первичные показания индикатора, перемещают щуп, добиваясь поочередного касания его боковых бочкообразных поверхностей с измерительной плоскостью, выполненной на призме в ее биссекторной плоскости, фиксируя при этом исходные показания индикатора, причем по разнице одного первичного и одного исходного показаний индикатора, полученных соответственно при касании одной и той же боковой бочкообразной поверхности щупа с одной из боковых поверхностей проверяемого паза и измерительной плоскостью, находят первый размах, по разнице другого первичного и другого исходного показаний индикатора находят второй размах, по полуразности упомянутых размахов находят отклонение от симметричности, а по их сумме - ширину проверяемого паза, переустанавливают вал на корпусе, обеспечивая контакт измерительного наконечника с дном проверяемого паза в его конце, повторяют возвратно-поворотные движения вала, добиваясь перпендикулярности оси измерительного наконечника к дну проверяемого паза, фиксируют второе показание отсчетного узла, определяют отклонение от параллельности дна проверяемого паза относительно оси цилиндрической поверхности по разнице первого и второго показаний упомянутого узла, перемещают щуп, добиваясь касания одной из его боковых бочкообразных поверхностей с боковой поверхностью проверяемого паза, фиксируя вторичное показание индикатора, а по разнице вторичного и первичного показаний индикатора, полученных при касании щупа с одной и той же боковой поверхностью паза, определяют величину перекоса проверяемого паза [патент RU 2157508 С1, МПК G 01 В 5/24, 2000 (прототип)].
Однако при измерении отклонений от симметричности и ширины шпоночного паза в указанном способе необходимо нахождение двух исходных положений щупа, достигаемых перемещениями щупа с поочередными касаниями его боковых бочкообразных поверхностей с измерительной плоскостью, выполненной на призме в ее биссекторной плоскости, необходима также фиксация двух исходных показаний индикатора, что снижает производительность способа, а погрешность нахождения второго исходного положения щупа и фиксация второго исходного показания индикатора снижает точность измерения.
Раскрытие изобретения
В основу настоящего изобретения была положена задача разработки такого способа, который позволяет повысить его производительность и точность за счет сокращения числа операций. Это достигается тем, что устанавливают вал цилиндрической поверхностью на выполненный в виде призмы корпус, обеспечивая контакт измерительного наконечника отсчетного узла с цилиндрической поверхностью упомянутого вала, устанавливают отсчетный узел на нуль, поворачивают вал вокруг оси цилиндрической поверхности, добиваясь контакта измерительного наконечника с дном проверяемого паза в его начале, сообщают возвратно-поворотные движения валу, добиваясь перпендикулярности оси измерительного наконечника к дну проверяемого паза, фиксируют первое показание отсчетного узла, являющееся глубиной проверяемого паза, перемещают щуп, имеющий шарообразную боковую поверхность и размещенный в призме с возможностью взаимодействия с измерительным стержнем индикатора, закрепленного в корпусе, добиваясь поочередного касания шарообразной боковой поверхности упомянутого щупа с боковыми поверхностями проверяемого паза, фиксируя при этом первичные показания индикатора, перемещают щуп, добиваясь центрирования его шарообразной боковой поверхности в призме, фиксируя при этом исходном положении щупа исходное показание индикатора, причем по разнице исходного показания и соответствующего первичного показания индикатора находят соответственно первый и второй размахи колебаний, по полуразности упомянутых размахов находят отклонение от симметричности, а по сумме размахов и диаметра шарообразной боковой поверхности щупа определяют ширину проверяемого паза, переустанавливают вал на корпусе, обеспечивая контакт измерительного наконечника с дном проверяемого паза в его конце, повторяют возвратно-поворотные движения вала, добиваясь перпендикулярности оси измерительного наконечника к дну проверяемого паза, фиксируют второе показание отсчетного узла, определяют отклонение от параллельности дна проверяемого паза относительно оси цилиндрической поверхности по разнице первого и второго показаний упомянутого узла, перемещают щуп, добиваясь касания его шарообразной боковой поверхности с боковой поверхностью проверяемого паза, фиксируя вторичное показание индикатора, а по разнице вторичного и первичного показаний индикатора, полученных при касании щупа с одной и той же боковой поверхностью паза, определяют величину перекоса проверяемого паза.
Таким образом в предлагаемом способе по сравнению с прототипом исключена операция, связанная с нахождением второго исходного положения щупа, достигаемого в прототипе перемещением щупа и касанием его второй боковой бочкообразной поверхности с измерительной плоскостью, а также соответственно исключена операция по фиксации второго исходного показания индикатора, что обеспечивает повышение производительности способа в целом, а при измерении отклонений от симметричности и ширины паза - повышение точности.
Краткое описание чертежей
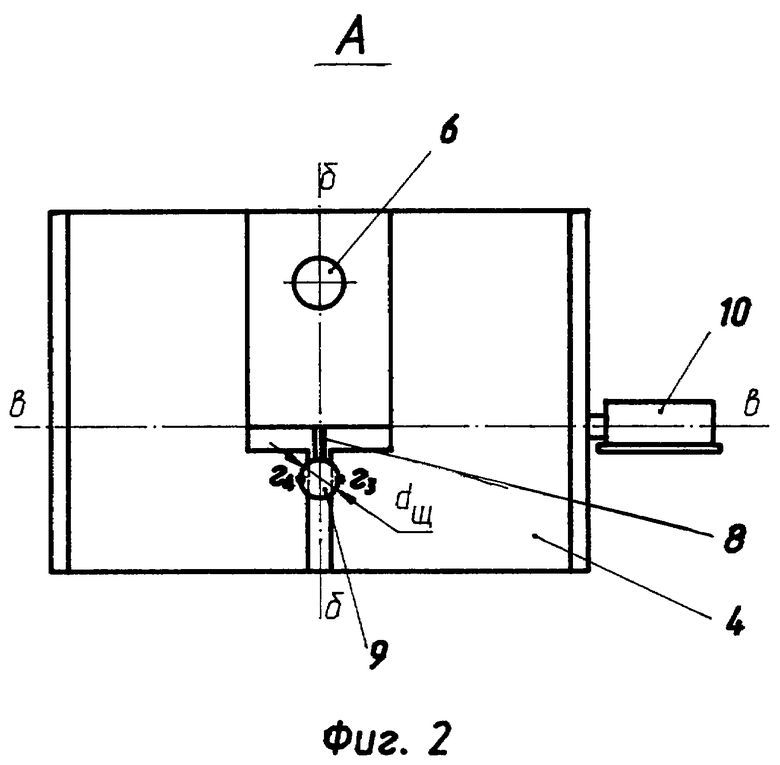
На фиг.1 представлена схема измерения указанным способом, общий вид; на фиг.2 - вид А на фиг.1.
Лучший вариант осуществления изобретения
Способ реализуется следующим образом.
Вал 1 своей цилиндрической поверхностью базируют на рабочих поверхностях 2 и 3 призмы 4. В этой призме закреплен отсчетный узел 5, ось а-а которого совмещена с биссекторной плоскостью б-б упомянутой призмы. Отсчетный узел 5 содержит измерительный наконечник 6, имеющий возможность контактирования либо с цилиндрической поверхностью вала 1, либо с дном проверяемого паза. В призме 4 размещен шток 7 со щупом 8, имеющим шарообразную боковую поверхность 9 диаметром dщ и выполненным с возможностью базирования упомянутой поверхностью 9 по рабочим поверхностям 2 и 3 призмы 4. В призме 4 закреплен индикатор 10, размещенный с возможностью взаимодействия со штоком 7. Продольная ось в-в штока 7 расположена перпендикулярно биссекторной плоскости б-б призмы 4.
При базировании вала 1 добиваются контакта измерительного наконечника 6 с цилиндрической поверхностью упомянутого вала и устанавливают отсчетный узел 5 на нуль. Поворачивают вал 1 вокруг оси цилиндрической поверхности, добиваясь захода измерительного наконечника 6 в проверяемый паз и его контакта с дном паза в начале последнего. Затем сообщают возвратно-поворотные движения валу 1, добиваясь перпендикулярности оси а-а отсчетного узла 5 к дну проверяемого паза, фиксируют первое показание δ1 отсчетного узла 5, являющееся глубиной проверяемого паза. Поворачивают шток 7 вокруг его продольной оси в-в и перемещают его со щупом 8 вдоль упомянутой оси, добиваясь поочередного касания шарообразной боковой поверхности 9 щупа 8 с боковыми поверхностями 11 и 12 проверяемого паза в точках г1 и г2 соответственно, фиксируя при этом первичные показания Δ1 и Δ2, индикатора 10.
Поворачивая и перемещая шток 7, добиваются одновременного касания шарообразной боковой поверхности 9 щупа 8 с рабочими поверхностями 2 и 3 призмы 4 в точках г3 и г4, фиксируя исходное показание Δ3 индикатора 10. По разнице первичного Δ1 и исходного Δ3 показаний индикатора 10 находят первый размах W1, т. е. W1 = Δ1-Δ3; по разнице первичного Δ2 и исходного Δ3 показаний индикатора 10 находят второй размах W2, т.е. W2 = Δ2-Δ3. По полуразности упомянутых размахов находят отклонение от симметричности, т.е. Δсим = (W1-W2)/2, а по их сумме и диаметру dщ шарообразной боковой поверхности 9 - ширину проверяемого паза b, т.е. b=W1+W2+dщ.
Переустанавливают вал 1 в призме 4, обеспечивая контакт измерительного наконечника 6 с дном проверяемого паза в его конце, повторяют возвратно-поворотные движения вала 1, добиваясь перпендикулярности оси отсчетного узла 5 к дну проверяемого паза, фиксируют второе показание δ2 отсчетного узла 5, определяют отклонение от параллельности дна проверяемого паза относительно оси цилиндрической поверхности Δпаралл по разнице первого и второго показаний упомянутого узла, т.е. Δпаралл = δ1-δ2. Поворачивают шток 7 вокруг его продольной оси в-в и перемещают его со щупом 8 вдоль упомянутой оси, добиваясь касания шарообразной боковой поверхности 9 щупа 8 с боковой поверхностью 11 проверяемого паза в точке г5, фиксируя при этом вторичное показание Δ4 индикатора 10. По разнице вторичного Δ4 и первичного Δ1 показаний индикатора 10, полученных при касании шарообразной боковой поверхности 9 щупа 8 с одной и той же боковой поверхностью 11, определяют величину перекоса проверяемого паза Δперекоса, т.е. Δперекоса = Δ4-Δ1.
Таким образом при измерении отклонения от симметричности и ширины проверяемого паза исключаются операции по нахождению второго исходного положения щупа и фиксации второго исходного показания индикатора, что повышает производительность и точность способа.
Промышленная применимость
Способ может быть использован на машиностроительных предприятиях при размерном контроле параметров шпоночных пазов на валах.
Изобретение относится к измерительной технике, в частности для измерения параметров шпоночных пазов на валах. Вал 1 цилиндрической поверхностью базируют в призме 4, обеспечивая контакт измерительного наконечника 6 с упомянутой поверхностью. Поворачивают вал 1, добиваясь захода измерительного наконечника 6 в проверяемый паз и его контакта с дном паза. Затем сообщают возвратно-поворотные движения валу 1, добиваясь перпендикулярности оси отсчетного узла 5 к дну проверяемого паза, фиксируют первое показание упомянутого узла, являющееся глубиной проверяемого паза. Поворачивая и перемещая шток 7 со щупом, добиваются поочередного касания шарообразной боковой поверхности 9 щупа с боковыми поверхностями 11 и 12 проверяемого паза, фиксируя при этом первичные показания индикатора 10. Поворачивая и перемещая шток 7, добиваются центрирования шарообразной боковой поверхности 9 в призме 4, фиксируя исходное показание индикатора 10. По упомянутым первичным и исходному показанию индикатора 10 определяют отклонение от симметричности, а с учетом диаметра шарообразной боковой поверхности 9 - ширину проверяемого паза. Переустанавливают вал 1 в призме 4, обеспечивая контакт измерительного наконечника 6 с дном проверяемого паза в его конце, повторяют возвратно-поступательные движения вала 1, добиваясь перпендикулярности оси отсчетного узла 5 к дну проверяемого паза, фиксируют второе показание отсчетного узла 5, определяют отклонение от параллельности дна проверяемого паза относительно оси цилиндрической поверхности по разнице первого и второго показаний упомянутого узла. Поворачивают и перемещают шток 7 со щупом, добиваясь касания шарообразной боковой поверхности 9 щупа с боковой поверхностью 11 проверяемого паза, фиксируя при этом вторичное показание индикатора 10. По разнице вторичного и первичного показаний индикатора 10, полученных при касании шарообразной боковой поверхности 9 с одной и той же боковой поверхностью паза, определяют величину перекоса проверяемого паза. Технический результат: повышение производительности и точности измерений. 2 ил.
Способ измерения параметров шпоночного паза вала, заключающийся в том, что устанавливают вал цилиндрической поверхностью на выполненный в виде призмы корпус, обеспечивая контакт измерительного наконечника отсчетного узла с цилиндрической поверхностью упомянутого вала, устанавливают отсчетный узел на нуль, поворачивают вал вокруг оси цилиндрической поверхности, добиваясь контакта измерительного наконечника с дном проверяемого паза в его начале, сообщают возвратно-поворотные движения валу, добиваясь перпендикулярности оси измерительного наконечника к дну проверяемого паза, фиксируют первое показание отсчетного узла, являющееся глубиной проверяемого паза, перемещают щуп, имеющий боковую поверхность и размещенный в призме с возможностью взаимодействия с измерительным стержнем индикатора, закрепленного в корпусе, добиваясь поочередного касания боковой поверхности упомянутого щупа с боковыми поверхностями проверяемого паза, фиксируя при этом первичные показания индикатора, перемещают щуп в исходное положение, фиксируя при этом исходное показание индикатора, определяют первый и второй размахи колебаний индикатора, находят отклонение от симметричности по полуразности упомянутых размахов, определяют ширину проверяемого паза, переустанавливают вал на корпусе, обеспечивая контакт измерительного наконечника с дном проверяемого паза в его конце, повторяют возвратно-поворотные движения вала, добиваясь перпендикулярности оси измерительного наконечника к дну проверяемого паза, фиксируют второе показание отсчетного узла, определяют отклонение от параллельности дна проверяемого паза относительно оси цилиндрической поверхности по разнице первого и второго показаний упомянутого узла, перемещают щуп, добиваясь касания его боковой поверхности с боковой поверхностью проверяемого паза, фиксируя вторичное показание индикатора, а по разнице вторичного и первичного показаний индикатора, полученных при касании щупа с одной и той же боковой поверхностью паза, определяют величину перекоса проверяемого паза, отличающийся тем, что при перемещении щупа, выполненного с шарообразной боковой поверхностью, в исходное положение добиваются центрирования его упомянутой поверхности в призме, причем размахи колебаний находят по разности исходного показания и соответствующего первичного показания индикатора, а ширину проверяемого паза определяют по сумме размахов и диаметра шарообразной боковой поверхности щупа.
| СПОСОБ ИЗМЕРЕНИЯ ПАРАМЕТРОВ ШПОНОЧНОГО ПАЗА ВАЛА | 1999 |
|
RU2157508C1 |
| Прибор для контроля шпоночных пазов | 1984 |
|
SU1229558A1 |
| СПОСОБ ИЗМЕРЕНИЯ ПАРАМЕТРОВ ШПОНОЧНОГО ПАЗА ОТВЕРСТИЯ | 2001 |
|
RU2183819C1 |
| ПРИБОР ДЛЯ ИЗМЕРЕНИЯ ПАРАМЕТРОВ ШПОНОЧНОГО ПАЗА ВАЛА | 1999 |
|
RU2164660C1 |

