Настоящее изобретение относится к способу и устройству для производства холоднокатаных металлических листов или полос путем холодной прокатки на тандем-стане или дрессировочном стане с целью предотвращения возникновения муара на металлических листах или полосах.
Настоящее изобретение относится также к металлическим листам или полосам, получаемым путем холодной прокатки на тандем-стане или дрессировочном стане с применением способа и устройства по настоящему изобретению.
Процесс холодной прокатки состоит по существу из протягивания полосы, поступающей от стана горячей прокатки с разматывающей моталки через прокатный тандем-стан, содержащий обычно несколько клетей из 2-х, 4-х или 6-ти валков, и ее наматывания. Прокатанный рулон полосы затем нагревается в печи, этот процесс известен как процесс отжига. После чего отожженный рулон снова проходит через стан холодной прокатки, называемый дрессировочным пропуском или дрессировочным станом.
Обычной практикой при холодной прокатке металлического листа является использование определенной шероховатости рабочих валков последней клети тандем-стана или дрессировочного стана.
Шероховатость достигается обычно применением к валкам тандем-стана или дрессировочного стана дробеструйной или электронноразрядной технологии (ЭРТ). Результатом применения таких технологий является стохастическая шероховатость.
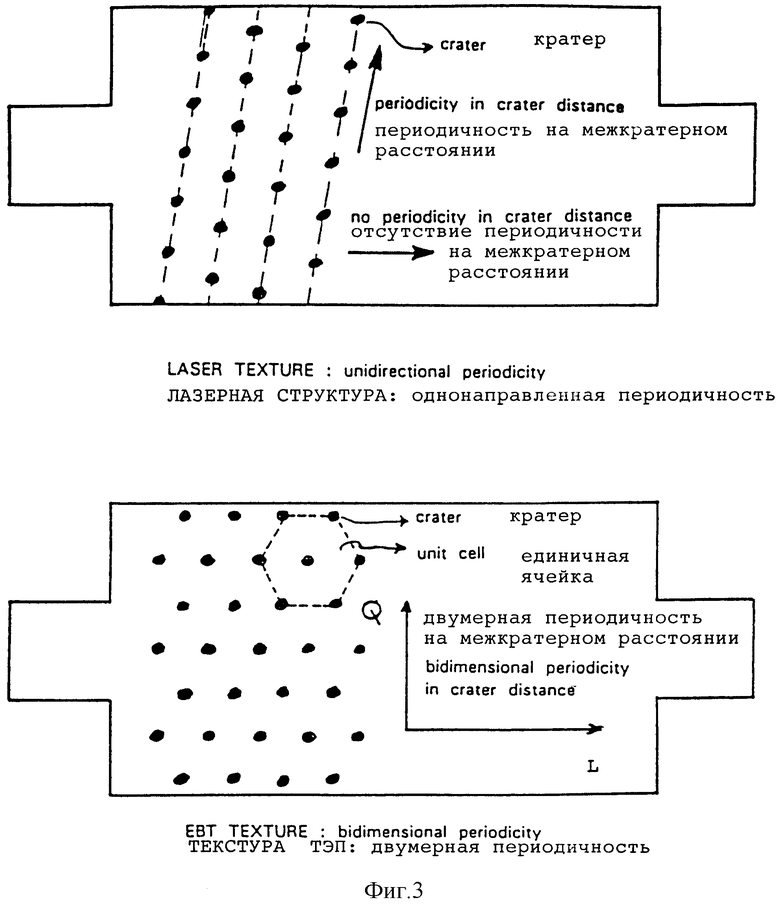
Известно также использование лазерной технологии для текстурирования валков, предназначенных для станов холодной прокатки (см. "Fachberichte Huttenpraxis Metallweiterverarbeitung" Том 23, N 10, 1985, стр. 968-972). Этот метод формирует изолированные кратеры с краями на поверхности валка, образующие геликоидальную картину вокруг валка и обеспечивающие периодическое однонаправленное распределение, соответствующее расстоянию между кратерами в направлении геликоида (по окружности валка).
Для текстурирования валков для холодной прокатки на тандем-стане или дрессировочном стане может быть также использована технология электронного пучка (ТЭП). С помощью этой технологии можно успешно получать двумерные периодические распределения (по окружности и вдоль оси), в которых единичная ячейка повторяется как на стеновых обоях.
Общеизвестно, что, когда эти два периодические явления налагаются, то возникает интерференция с отличной от составляющих явлений периодичностью, по-существу это явление известно в оптике как муар. Применительно к текстурам валков тандем-стана и дрессировочного стана в процессе холодной прокатки металлического листа явление муара возникает в том случае, когда на валки наносятся более или менее детерминированные текстуры.
Дробеструйная технология не приводит к возникновению муара, поскольку возникающие текстуры по природе стохастичны. Однако лазерное или электронно-лучевое (ТЭП) текстурирование и даже ЭРТ (электроэрозионная технология) приводит к такой оптической картине интерференции (см. "Journal of Material Processing & Manufacturing Science, том 2, N 1, июль 1993, стр. 63, "Focused Energy Beam Work Roll Surface Texturing Science and Technology", L.G. Hector and S.Sheu).
Если в процессе холодной прокатки используются детерминированные текстуры, то муар может быть образован двумя способами:
- Муар возникает в процессе операции обточки (или правки) клети тандем-стана или дрессировочного стана, то есть, когда верхний и нижний рабочие валки проворачиваются под нагрузкой, касаясь друг друга, в отсутствие между ними стальной полосы. Во время этой операции текстуры обоих валков впечатываются друг в друга, вызывая нежелательный муаровый узор. В последующем этот муаровый узор переносится на прокатываемые лист или полосу, приводят к бесполезной поверхностной текстуре.
Другим источником муара может быть прокатка полосы сначала в тандем-стане и далее после отжига в дрессировочном стане, каждый из которых оборудован валками с периодической текстурой. Наложение текстур дрессировочного стана на существующую текстуру тандем-стана может образовывать муар.
В "Gravures des су linders de laminage a l'aide d'un faisceau d'electrons" (A.Hamilus, ea. La Revue de Metallurgie-ClT Decembre 1992) отмечено, что для предотвращения муара между двумя детерминированными структурами необходимо повернуть одну структуру относительно другой на несколько градусов. Такое решение технически неосуществимо: система текстурирования ТЭП сконструирована таким образом, что кратеры всегда располагаются на параллельных линиях в направлении окружности валка. Соответственно, поворот структуры на несколько градусов невозможен.
Документы WO - А 92/05890 и WO - А 92/05891 описывают способы получения поверхностной структуры, образованной на валке, указанная структура имеет впадины, образованные электронным пучком и состоящие из выемок, окруженных стенками кратера. Диаметр и глубина впадин определена в заданной области так же, как и расстояние между впадинами как по окружности, так и по длине валка. Однако ни один из этих документов не описывает "проблему муара", который может образовываться на листах стали, обработанных такими валками, и ни один из этих документов не описывает решение, с помощью которого можно преодолеть этот недостаток. Эти документы описывают только способ достижения случайного пространственного распределения впадин или квазистохастического или псевдостохастического распределения впадин.
В документе "StahI und Eisen", том 110, N 3, стр. 55-60 описаны также некоторые способы, которые могут быть использованы для текстурирования валка для получения детерминированного псевдостохастической или даже стохастической структуры на таком валке.
Здесь также описаны только способы получения прецизионной структуры на валке и не затронуты специфические проблемы, возникающие на стальных листах, получаемых с использованием таких валов.
Известен способ производства металлических полос, включающий прокатку полосы в станах холодной прокатки по меньшей мере двумя рабочими валками (SU 1614873 А, 23.12.90, В 21 В 1/28 (ф.и., строки 34-47, столбец 6).
Также известно устройство для производства металлических полос холодной прокаткой, содержащее по меньшей мере два рабочих валка (там же, строка 21, столбец 5 - строка 14, столбец 6).
Кроме того, известно изделие в виде прокатанной металлической полосы (см. там же, столбец 1-2).
Главной задачей настоящего изобретения является предотвращение муара на поверхности металлических листов или полос, которые получают при изготовлении путем холодной прокатки на тандем-стане и/или дрессировочном стане.
Основные отличительные признаки настоящего изобретения.
Изобретение относится к способу производства металлических листов или полос путем прокатки металлического листа или полосы по меньшей мере двумя рабочими валками в станах холодной прокатки и отличается от известных тем, что по крайней мере два рабочих валка текстурированы в соответствии с поверхностным рисунком, состоящим из регулярной детерминированной двумерной структуры в виде единичных ячеек или пятен, упомянутые пятна получаются посредством обработки электронным пучком, и тем, что длина λL волны в продольном направлении валка и длина волны λQ в поперечном направлении валка составляют менее 1,5 мм, причем λL и λQ определены следующим образом:
где dL1 = max[dlA dLB];
dL2 = min[dLA dLB];
dq1 = max[nAdAA, nBdAB];
dq2 = min[nAdAA, nBdAB];
m = min[nA, nB];
k, L - целые числа, так что знаменатель λL и λQ минимален;
dL - расстояние между двумя пятнами в направлении по окружности валка (которое является продольным направлением прокатки листа или полосы);
dq - расстояние между двумя пятнами в осевом направлении валка между двумя окружными линиями пятен (которое является перпендикулярным к направлению прокатки) = n • dA;
dA - расстояние между двумя окружностями (кольцевыми витками) в осевом направлении;
n - количество кольцевых витков по поверхности валка до гого, как кратер будет иметь то же самое окружное положение на валке, является целочисленным множителем;
A = первый текстурированный рабочий валок;
B = второй текстурированный рабочий валок.
Оба текстурированных рабочих валка могут быть парой рабочих валков в любой клети тандем-стана и/или дрессировочного стана.
Текстурированные рабочие валки могут быть верхним рабочим валком и/или нижним рабочим валком в клети тандем-стана и верхним рабочим валком и/или нижним рабочим валком клети дрессировочного стана.
Предпочтительно, чтобы металлический лист или полоса, которая была текстурирована, с одной стороны, при проходе через тандем-стан, была текстурирована с той же стороны текстурированным валком дрессировочного стана.
Если металлический лист или полоса не реверсируется между операциями тандем-стана и дрессировкой, то это значит, что верхний и/или нижний рабочие валки пары рабочих валков в дрессировочном стане должны соответствовать текстурированным верхнему и/или нижнему рабочим валкам пары рабочих валков тандем-стана.
Если металлический лист или полоса реверсируется между операциями тандем-стана и дрессировкой, то это значит, что верхний и/или нижний рабочие валки пары рабочих валков в дрессировочном стане должны соответствовать текстурированным нижнему и/или верхнему рабочему валку пары рабочих валков тандем-стана.
Предпочтительно, чтобы оба валка в паре рабочих валков в последней клети тандем-стана были текстурированы в соответствии с вышеописанной процедурой, а также, чтобы оба валка в паре рабочих валков в клети дрессировочного стана были текстурированы, как описано выше, верхний и нижний валки пары рабочих валков тандем-стана должны иметь длину волны λL и длину волны λQ в поперечном направлении менее 1,5 мм.
Предпочтительно, чтобы в качестве единичной ячейки применялся правильный центрированный шестиугольник, однако для целей предотвращения муара может быть использовано любое другое распределение, например, в виде квадрата или ромба.
Настоящее изобретение относится также к устройству для производства металлических листов или полос с помощью холодной прокатки металлического листа или полосы, причем упомянутое устройство содержит по крайней мере два рабочих валка, текстурированных в соответствии с поверхностным рисунком, состоящим из регулярной детерминированной двумерной структуры в форме единичных ячеек или пятен, указанные пятна Q получаются посредством обработки электронным пучком, причем длина волны [λL] в продольном направлении валка и длина [λQ] в поперечном направлении валка меньше, чем 1,5 мм.
Оба текстурированных рабочих валка могут быть рабочими валками в любой клети тандем-стана и/или дрессировочного стана.
Оба текстурированных рабочих валка могут быть верхним рабочим валком и/или нижним рабочим валком в клети тандем-стана и верхним рабочим валком и/или нижним рабочим валком клети дрессировочного стана.
Настоящее изобретение относится также к металлическому листу или полосе, имеющему(ей) поверхностный рисунок, состоящий из регулярной двумерной детерминированной структуры в виде единичных ячеек или пятен, каждое пятно имеет форму круглого отпечатка, окружающего выпуклость, и в котором длина волны столь мала или велика, что не видна глазу.
Предпочтительно, чтобы данный металлический прокатанный лист или полоса отличался(лась) бы тем, что длина волны в продольном и поперечном направлениях была бы меньше 1,5 мм.
Фиг. 1 представляет схематический вид агрегата ТЭП, который используется для текстурирования холодных валков, используемых в способе и устройстве по настоящему изобретению;
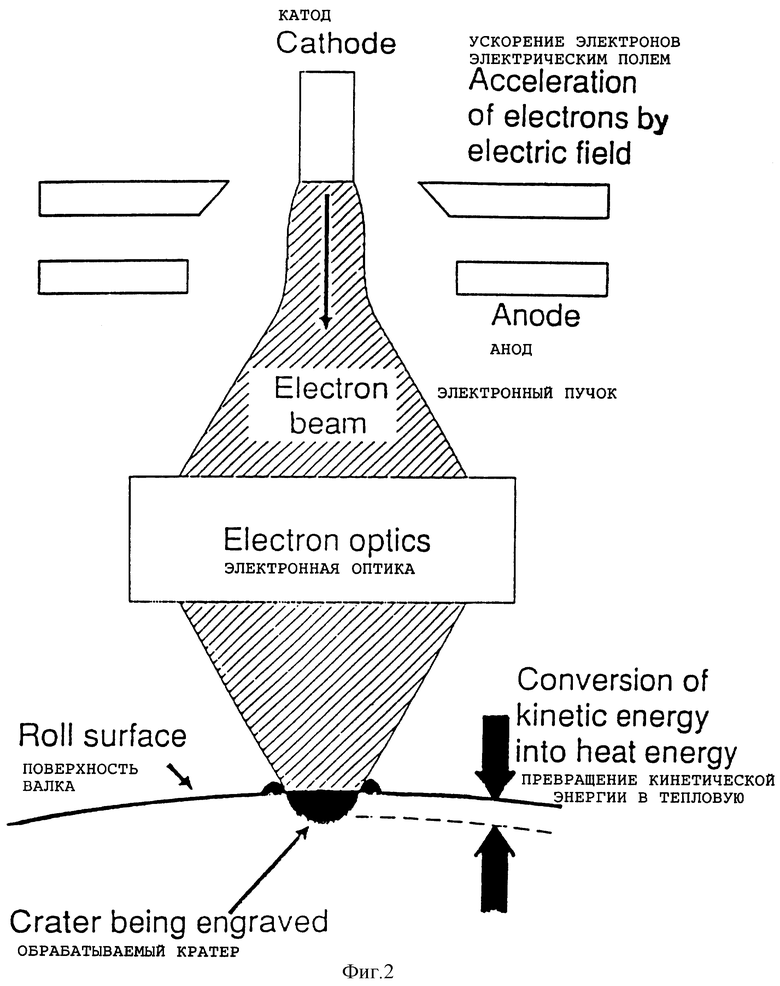
фиг. 2 представляет схематический вид электронно-лучевой пушки агрегата, показанного на Фиг. 1;
фиг. 3 представляет периодичность лазерной и типичной детерминированной текстуры ТЭП, в которых единичной ячейкой является центрированный регулярный шестиугольник;
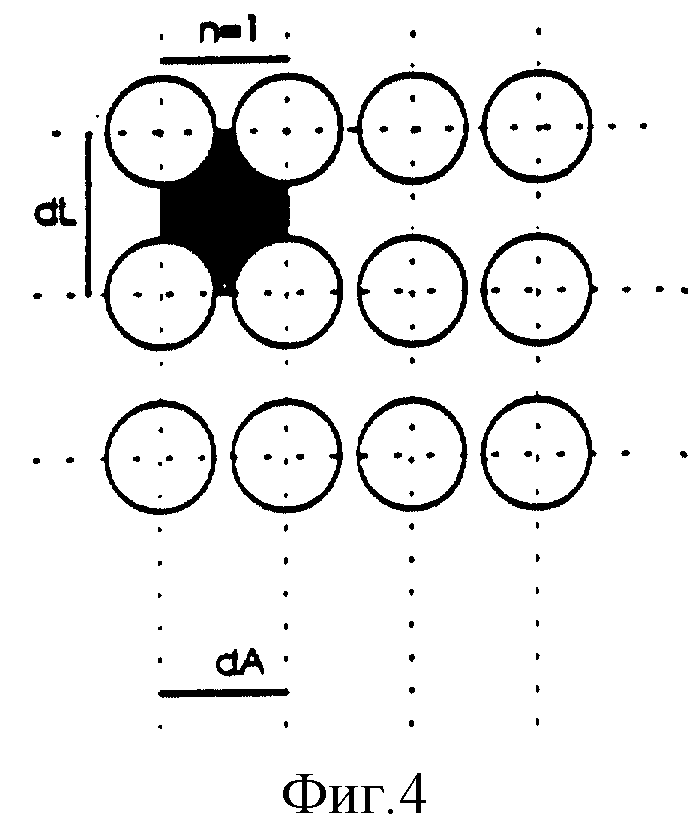
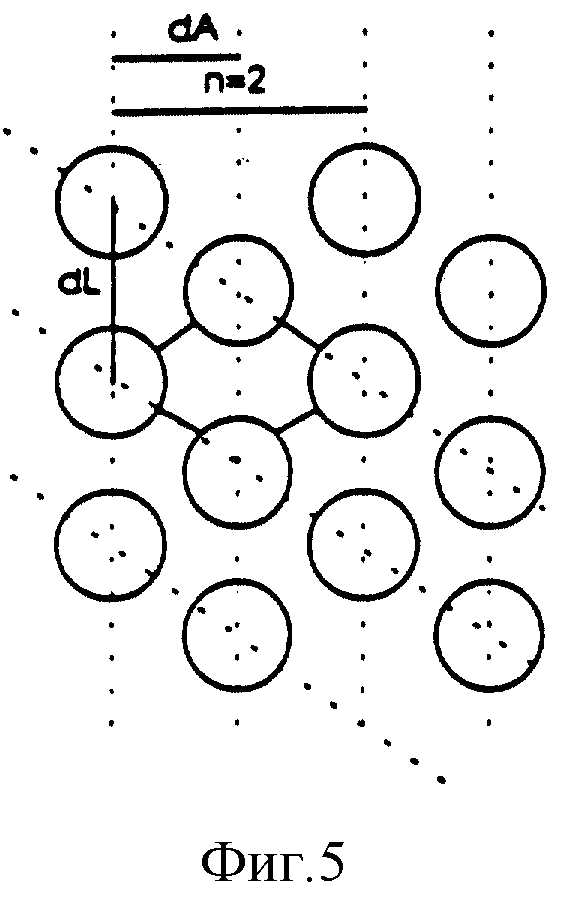
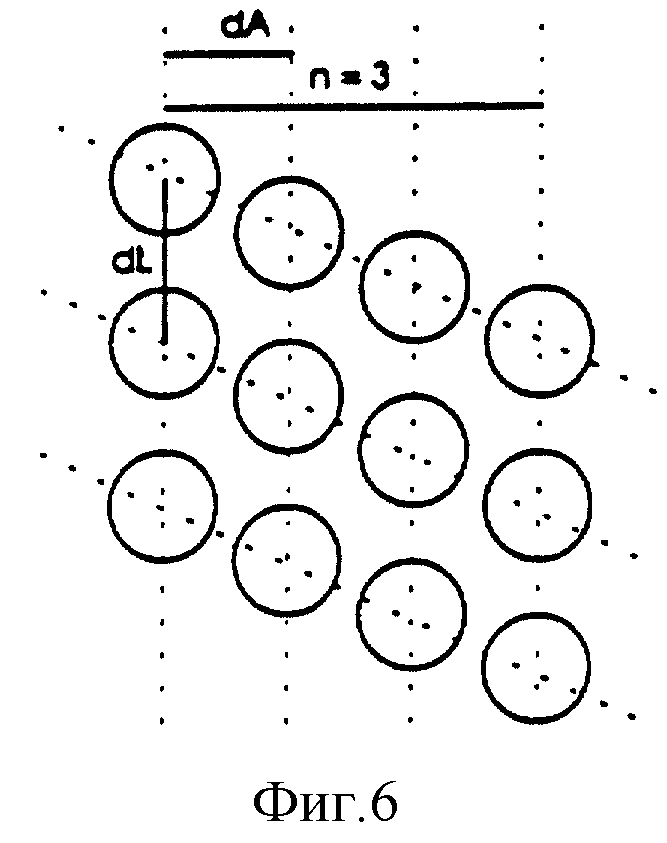
фиг. 4, 5 и 6 представляют распределения ТЭП (единичная ячейка), которые могут быть использованы для предотвращения образования эффекта муара в соответствии с настоящим изобретением;
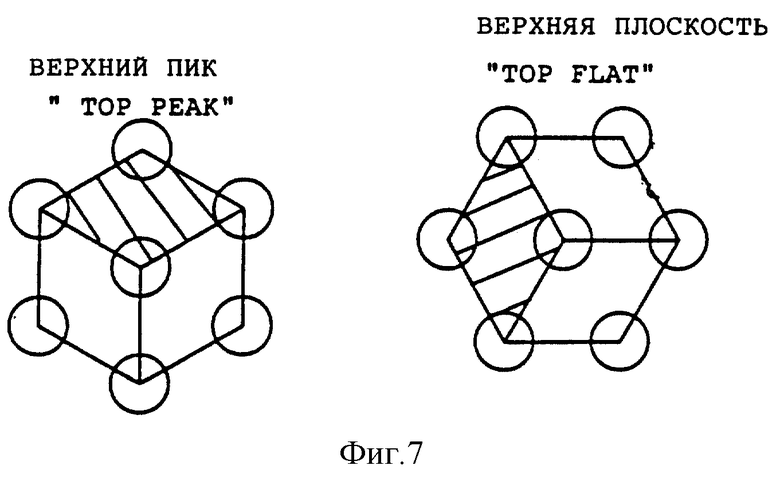
фиг. 7 представляет гексагональное распределение ТЭП;
фиг. 8-15 представляют муаровые полосы для определенных комбинаций распределений, где длины волн в продольном и поперечном направлениях показаны в зависимости от отношения растрового расстояния между двумя кратерами для каждого валка (ScB/ScB),
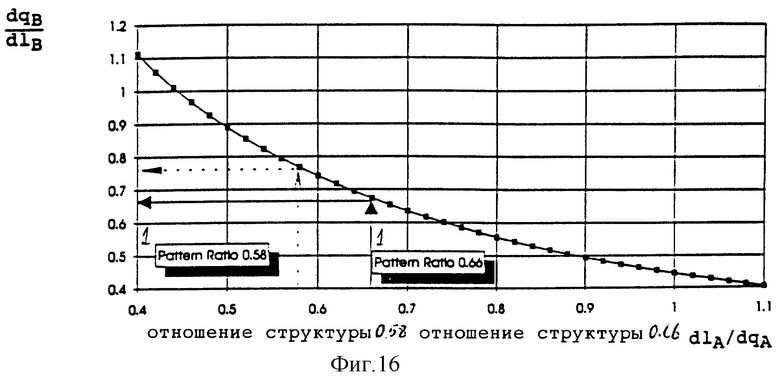
фиг. 16 представляет корреляцию параметров (dlA, dqA) первого валка с параметрами (dlB, dqB) второго валка одной и той же клети валков с одинаковой шероховатостью;
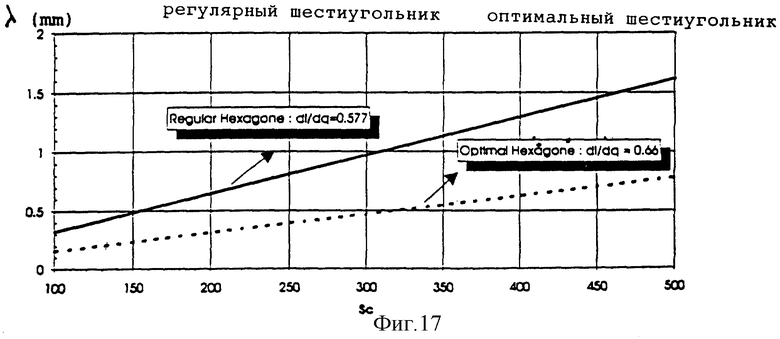
фиг. 17 представляет муаровые полосы между верхним и нижним валками одной и той же клети, имеющими регулярное шестиугольное распределение, или оптимальное шестиугольное распределение;
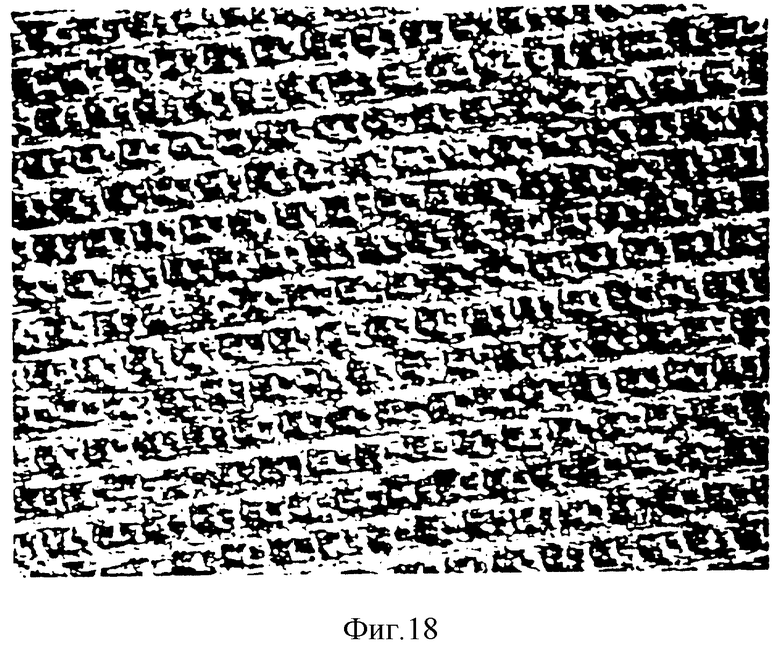
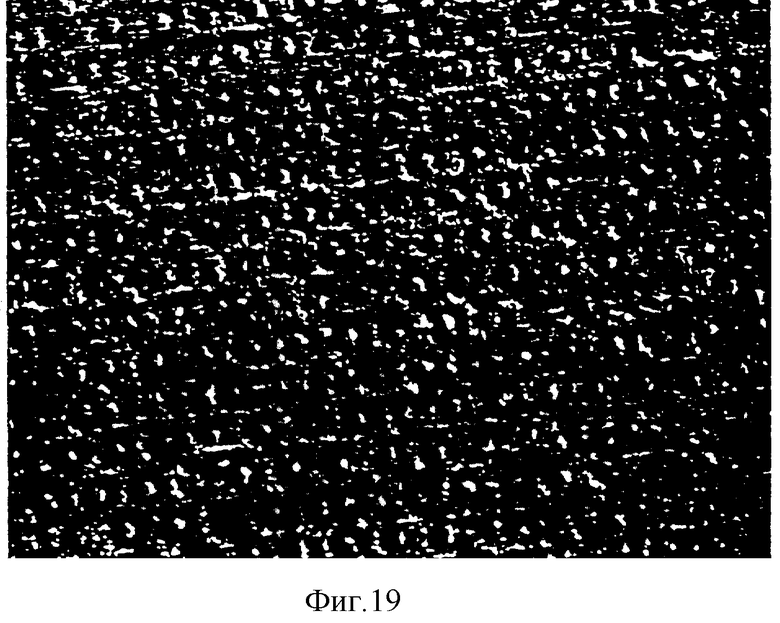
фиг. 18 и 19 представляют два примера текстурированного листа (х50), первый - с муаром, второй - после антимуаровой обработки.
При наложении двух периодических структур нельзя избежать муара. Решение задачи заключается в том, что достигается муар со столь малой или столь большой длиной волны, что он становится невидимым глазу. Это возможно только тогда, когда получаемый узор детерминистичен, двумерен и может быть проконтролирован в очень узких пределах (микроны). В настоящее время только способ ТЭП удовлетворяет этим требованиям.
Фиг. 1 показывает агрегат ТЭП, предназначенный для получения специальных текстур на валках для холодной прокатки для использования в способе и устройстве по настоящему изобретению.
По существу агрегат ТЭП можно сравнить с высокоэнергетическим телевизором, в котором экран заменен на поверхность валка, подлежащую текстурированию. Из этого следуют главные преимущества:
- гибкость,
- воспроизводимость,
- предсказуемость,
- производительность,
- надежность,
- полная автоматизация.
Агрегат ТЭП по существу состоит из следующих частей:
- камера текстурирования (1);
- электронная пушка (8);
- вакуумный насос (13);
- теплообменник с замкнутым контуром (не показан);
- электрическая контрольная кабина (не показана).
Камера 1 текстурирования состоит из литой металлической основы и алюминиевого фартука, обеспечивающих воздухонепроницаемую ячейку. Фартук имеет сверху подвижную крышку для загрузки и выгрузки валков 2. В процессе текстурирования вакуум в камере поддерживается на уровне 10-1 мбар. Валок вращается посредством устройств 3, 4, 5 приводного двигателя 6 с непрерывно регулируемой скоростью от 600 до 1000 об/мин, где вращающий механизм 7 обеспечивает перемещение валка 2 напротив фиксированного положения электронной пушки 8. С момента, когда текстура выбрана и валок 2 помещен в камеру текстурирования 1, все установки агрегата и процесс текстурирования производятся автоматически. Агрегат ТЭП управляется пятью микропроцессорами, связанными друг с другом и с центральным управляющим ПК посредством системы LAN (Local Area Network), работающей по оптоволоконной связи для предотвращения нежелательного шума.
Принципиальной частью агрегата ТЭП является электронная пушка 8, жестко закрепленная на задней стенке камеры 1 текстурирования. Как показано на фиг. 2, электронно-лучевая пушка 8 состоит из трех частей:
- катод 9;
- ускорительная ячейка 10;
- объектив с переменным фокусным расстоянием 11.
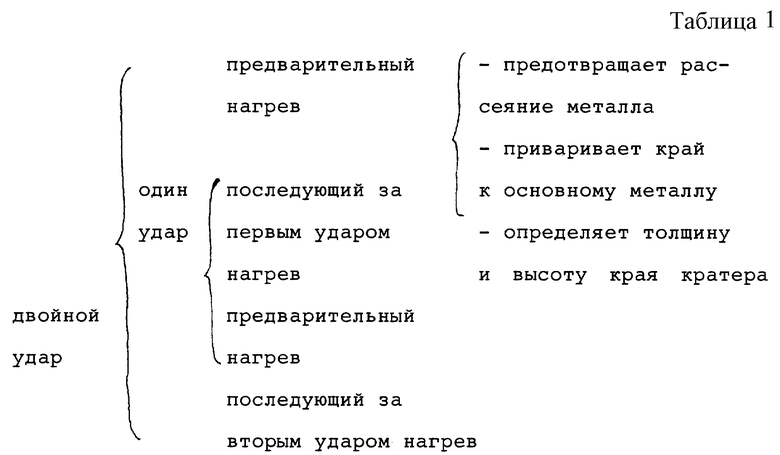
Электронную пушку можно описать как классический триод, снабженный импульсной оптикой с переменным фокусным расстоянием, что делает его уникальным. Процесс образования кратера и края схематически показан на фиг. 2. Пушка работает при вакууме от 10-3 до 10-4 мбар при ускоряющем напряжении 35 кВ и максимальном токе 75 мА. Катод с прямым нагревом испускает электроны. Частота пульсации пушки непрерывно регулируется с максимумом на 150 кГц. Ударный цикл для образования одного кратера, который может происходить в один или два удара, представлен следующим образом (см. таблицу).
Полное время удара на кратер (первый + второй удары) лежит в пределах 2-15 мкc.
Электронный пучок отклоняется для допущения перемещения и вращения валка в процессе формирования кратеров. В этом вся поверхность валка текстурируется идеально круглым кратерами. Скорость поворота непрерывно регулируется от 0,03 до 0,36 м/мин. Скорость поворота регулируется валом и скоростью вращения валка и отслеживается декодером, который в свою очередь контролирует временные характеристики удара электронного пучка.
Хотя для целей изобретения можно получить любую конфигурацию распределения (квадраты, прямоугольники и так далее), обычно изготавливается центрированный регулярный шестиугольник. Разумеется, эта конфигурация обеспечивает максимум кратеров на минимуме поверхности (фиг. 3).
Выбор комбинации параметров зависит от применения холоднокатаного листа. Разумеется, можно получить одинаковое значение Ra для различных наборов параметров распределения. Однако, если набор параметров был зафиксирован, образующееся распределение уникально и полностью им определяется.
Фиг. 4, 5 и 6 показывают параметры, использованные в распределениях (регулярная единичная ячейка), где:
dl- расстояние между двумя кратерами в направлении окружности валка, которое является (продольным) направлением прокатки листа или полосы;
dq - расстояние между двумя окружными линиями кратеров в осевом направлении валка, которое является перпендикулярным к направлению прокатки листа или полосы = n•dA;
Sc = расстояние по растру между двумя кратерами для регулярного шестиугольника.
В соответствии с такой параметризацией распределения возможны два типа моделей интерференции:
1o) одна с интерференцией линий в направлении прокатки, для которой длина λL волны продольной интерференции определяется расстоянием dq следующим образом:
dq1 = max[nAdAA, nBdAB]; (1)
dq2 = min[nAdAA, nBdAB]; (2)
2o) одна с интерференцией линий поперек направления прокатки, для которой длина волны поперечной интерференции Q определяется расстоянием dl следующим образом:
dl1 = max[dlA, dlB]; (4)
dl2 = min[dlA, dlB];(5)
где k, l есть целые числа, так что каждый знаменатель для λL и λQ минимален, и
m = min[nA, nB]
Пример 1: Комбинация двух регулярных шестиугольников
На Фиг. 7 показана комбинация двух регулярных сцентрированных шестиугольных структур, один раз шестиугольное распределение является "верхней плоскостью" и другой раз шестиугольное распределение является "верхними пиками".
Обе структуры можно рассматривать как ромбические структуры (заштрихованные части) и соответственно в вышеупомянутых формулах (3) и (6) m = 2.
В случае регулярной шестиугольной структуры мы имеем для шестиугольной структуры "верхняя плоскость"  и для шестиугольной структуры "верхние пики"
и для шестиугольной структуры "верхние пики" 
Фиг. 8 показывает полосы интерференции Q и L для комбинации валков, в которой один из валков (А) имеет шестиугольную структуру "верхние пики", а другой (В) имеет шестиугольную структуру "верхние плоскости".
Фиг. 9 показывает полосы интерференции Q и L для комбинации валков (А и В), в которой оба валка являются "верхними пиками" или "верхними плоскостями".
На обеих фиг. 8 и 9 везде взято межкратерное расстояние первого валка (Scb), равное 300 мкм.
Из испытаний известно, что при периоде интерференционных полос свыше 1,5 мм возникает нарушение. В результате неопределенности в поддержании межкратерного расстояния в комбинации - продольной или поперечной - (за счет сокращения распределения в паре валков на пути их касания) в качестве критерия приемлемой рабочей области выбрана величина менее 1,2 мм. Таковая приемлемая рабочая область показана на фиг. 8 и 9 заштрихованными полосами.
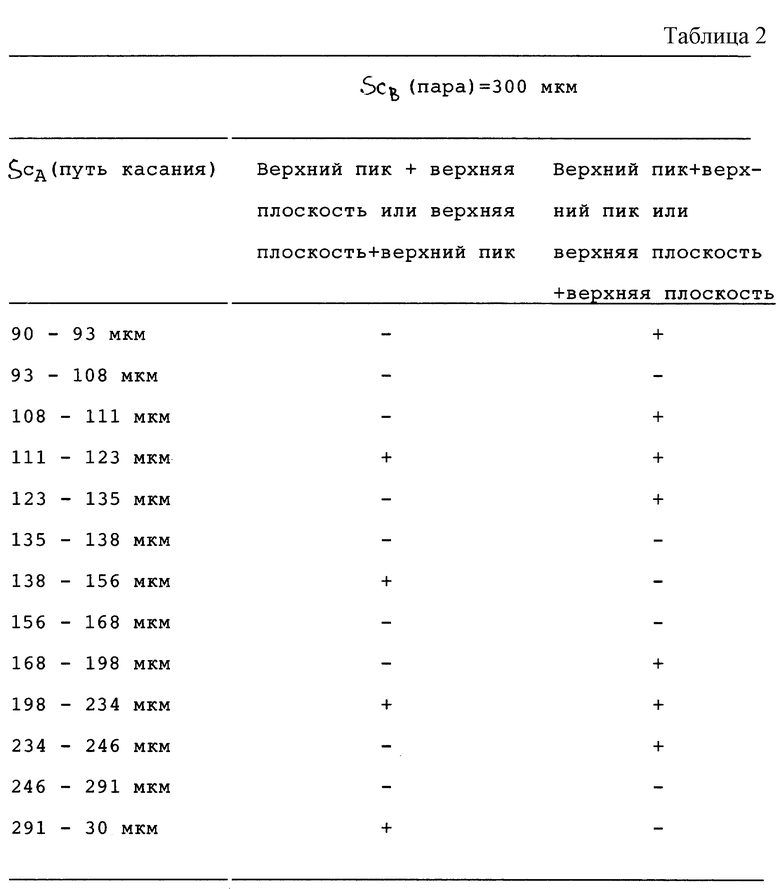
На основании фиг. 8 и 9 можно заключить, что при использовании регулярной шестиугольной структуры для межкратерного расстояния 300 мкм для пары валков (мишень 298 мкм; после удлинения на пути касания 300 мкм) могут быть использованы следующие межкратерные расстояния и типы структур (табл. 2)
Наиболее интересной рабочей областью для расстояния 300 мкм для пары валков является промежуток пути касания между 111 и 123 мкм и между 198 и 234 мкм. В этом случае комбинация "верхний пик"+"верхняя плоскость" так же, как и комбинация "верхний пик"+"верхний пик" или "верхняя плоскость"+"верхняя плоскость" не дают распределенной интерференции, и установка распределения на валки не играет роли.
При использовании обжатий при прокатке от 3 до 10% на последней клети тандем-стана, где имеется текстурирование, существует вероятность того, что отпечатанное на металлическом листе распределение будет удлиняться за счет обжатия листа. Если это имеет место, то распределение на тандем-валке должно быть согласовано с обжатием тандем-стана для получения регулярных шестиугольников после прокатки. На практике это неэкономично, поскольку производственное задание предусматривает различные обжатия в процессе прокатки на тандем-стане. К счастью, отпечатываемое на листе распределение в точности совпадает с распределением на валке.
Это можно объяснить "пост фактум", поскольку отпечатывание распределения валка на металлическом листе происходит, когда давление в межвалковом зазоре максимально (нейтральная точка), после того, как большая часть обжатия уже достигнута.
По аналогии очевидно, что в дрессировочном стане, где обжатия гораздо меньше (обычно 0,4-1,5%), проблемы удлинения распределения валка по металлическому листу не возникает.
Эффект муара может быть предотвращен также в том случае, если длины волн в продольном и перпендикулярном направлениях превышают 25 мм.
Для комбинации "верхний пик"+"верхняя плоскость" образуются бесконечно широкие полосы интерференции со следующими отношениями межкратерных расстояний:  и для комбинации "верхний пик"+"верхний пик" или "верхняя плоскость"+"верхняя плоскость" бесконечно широкие интерференции лежат в области 1/1, 1/2, 1/3,...
и для комбинации "верхний пик"+"верхний пик" или "верхняя плоскость"+"верхняя плоскость" бесконечно широкие интерференции лежат в области 1/1, 1/2, 1/3,...
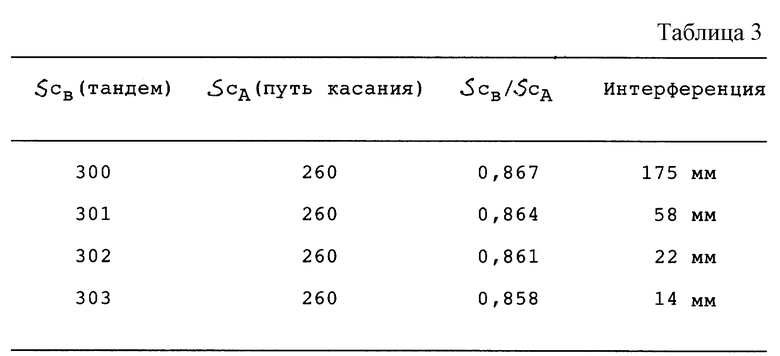
Однако эти точки с бесконечно широкой интерференцией не образуют никакой приемлемой рабочей области ввиду растягивания на дистанции тандемного валка за счет удлинения листа на пути касания. Если в качестве примера взять дистанцию тандемного валка 300 мкм с путем касания 260 мкм, интерференционное отношение выглядит следующим образом.
Эти рабочие условия нестабильны и не могут быть использованы по следующим причинам.
За счет обжатия в дрессировочном стане плоское распределение, образованное на листе, будет удлинено (на 0,4-1,5% в зависимости от использованного при дрессировке обжатия).
Это означает, что отношение ScB/ScA будет меняться с обжатием дрессировочного стана. Поскольку пики на фиг. 8 и 9, где период муара больше 25 мм, очень малы, то малые изменения в условиях дрессировочного стана достаточны для больших изменений в периоде муара.
Рабочие точки, в которых длина волны картины муара столь велика, что не обнаруживается глазом, недостаточно стабильны, чтобы использоваться практически.
Аналогичным образом рабочая область может быть отрегулирована для расстояний тандемного валка и также для регулярных шестиугольных распределений.
Пример 2: Комбинация двух нерегулярных шестиугольных распределений
В этом случае можно получить
dl/dq = 0,666 для шестиугольного распределения "верхняя плоскость;
dl/dq = 1/0,666 для шестиугольного распределения "верхний пик" и
m = 2
Sc есть величина наименьшей диагонали.
На фиг. 10 и 11 представлены полосы интерференции Q и L для комбинации валков, в которой один из валков (А) имеет нерегулярную структуру "верхних пиков", а другой валок (В) имеет нерегулярную шестиугольную структуру "верхних плоскостей", и в которой оба валка являются "верхним пиком" и "верхней плоскостью" соответственно.
На фиг. 10 и 11 межкратерное расстояние ScB = 300 мкм.
На этих фигурах можно видеть, что в комбинации "верхний пик"+"верхняя плоскость" пригодна для использования значительная область вокруг отношения 1,00. В комбинации "верхний пик"+"верхний пик" или "верхняя плоскость"+"верхняя плоскость" имеются две важные рабочие области от 0,36 до 0,46 и от 0,55 до 0,82. Сочетание обеих возможностей позволяет работать с любым отношением между 0,36 и 1,00 за исключением зоны между 0,47 и 0,54.
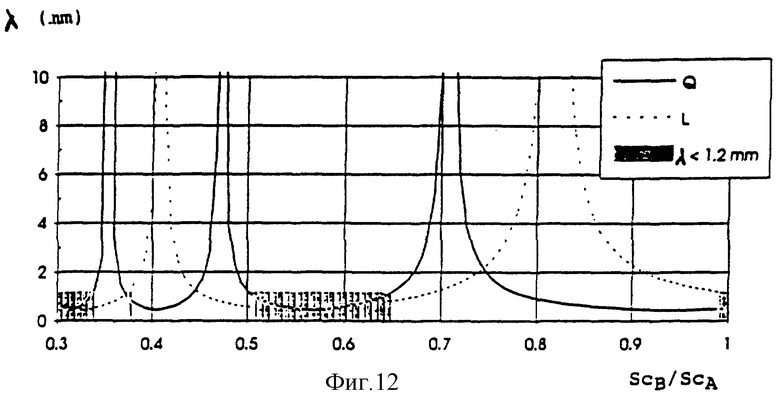
Пример 3: Комбинация шестиугольных и квадратных структур
Квадратная структура с диагоналями по направлению прокатки и поперек направления является ромбовидным узором с характерными параметрами  и m = 2. Это структура называется квадратный пик.
и m = 2. Это структура называется квадратный пик.
Две возможности существуют в комбинации шестиугольной и квадратной структур:
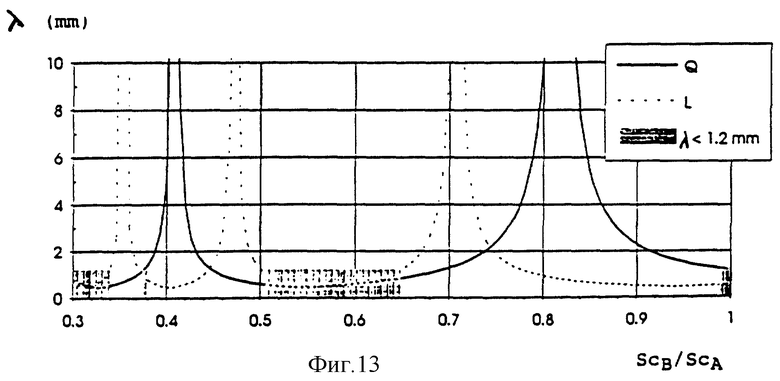
1o) Структура с наименьшим межкратерным расстоянием относится к шестиугольному типу, а структура с наибольшим межкратерным расстоянием относится к типу квадратных пиков (с ScB = 300 мкм на фиг. 12 и 13).
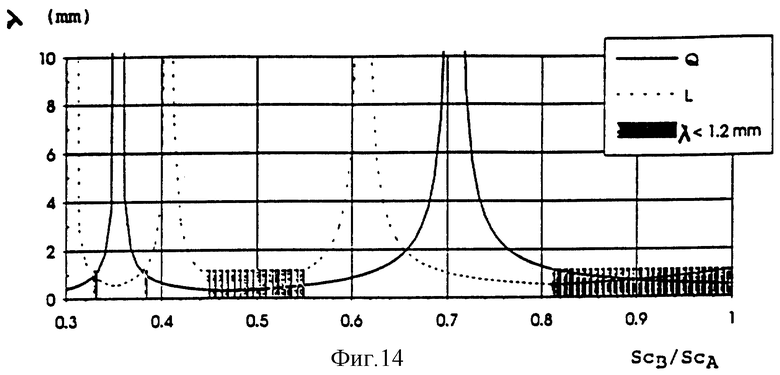
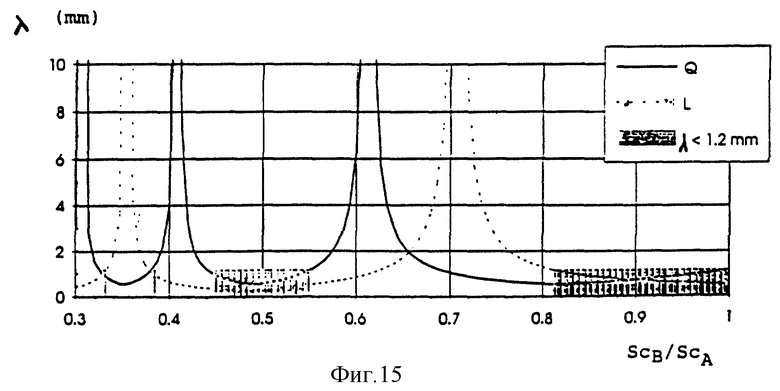
2o) Структура с наименьшим межкратерным расстоянием относится к типу квадратных пиков, а структура с наибольшим межкратерным расстоянием относится к шестиугольному типу (с ScA = 300 мкм на фиг. 14 и 15).
1o) Межкратерное расстояние шестиугольной структуры (ScB) меньше, чем таковое для квадратных пиков (ScA).
На фиг. 11 и 12 показаны интерференционные полосы.
Комбинация шестиугольный верхний пик/квадратный верхний пик так же, как комбинация шестиугольный верхний пик/квадратный пик образуют одинаковую интерференцию; только поперечное и продольное направления изменены.
В этом случае имеется больше пиков с длинами волн бесконечной интерференции, чем в комбинации только шестиугольных структур, а именно с отношением межкратерных расстояний  3оны с длинами волн менее 1,2 мм ограничены отношением межкратерных расстояний от 0,30 до 0,34, от 0,53 до 0,65, от 0,99 до 1,00. Эта комбинация менее интересна, чем комбинация шестиугольных верхних пиков и/или шестиугольных верхних плоскостей.
3оны с длинами волн менее 1,2 мм ограничены отношением межкратерных расстояний от 0,30 до 0,34, от 0,53 до 0,65, от 0,99 до 1,00. Эта комбинация менее интересна, чем комбинация шестиугольных верхних пиков и/или шестиугольных верхних плоскостей.
2o) Межкратерное расстояние квадратных пиков (ScBg) по растру меньше, чем таковое для шестиугольных (ScA).
На фиг. 14 и 15 представлены интерференционные полосы для комбинации распределения квадратных пиков и шестиугольных пиков с большим межкратерным расстоянием.
Вновь распределения для комбинации квадратный пик/шестиугольный верхний пик и квадратный пик/шестиугольная верхняя плоскость одинаковы за исключением направления интерференции. Теоретически обнаружены две интересные рабочие области: для отношения межкратерного расстояния от 0,45 до 0,55 и от 0,81 до 1,00.
Пример 4: Избежание анти-муара между верхним и нижним валками в одной клети
Обычно в этом случае существует дополнительное ограничение: шероховатость обоих валков в одной клети должна быть одинаковой. Это означает, что dlA•dqA=dlB•dqB.
Существует общая теория, согласно которой если задана структура (dlA, dqA) для первого валка, то существует другая структура (dlB, fqB) с той же шероховатостью и минимальной периодичностью интерференции. Это вторая структура именуется смещением первой структуры.
Параметры оптимальной смещенной структуры или ромбовидной структуры (с m = 2) следующие:
Если для структуры на валке (А) заданы dlA, dqA ,
,
то минимальная периодичность муара определяется посредством
ScA/ScA - dqB = (2/3 α )dlA
и если dlA • dqA = dlB • dqB
Отношение структуры смещенной структуры dqB/dlB в зависимости от исходной структуры dlA/dqA показано на фиг. 15.
Из фиг. 16 совершенно ясно, что структура с отношением dlA/dqA = 0,66 является особой структурой.
Для структуры с отношением 0,66 отношение смещенной структуры (= одинаковая шероховатость и минимальная интерференция муара) снова равно 0,66. Это значит, что на нижнем и верхнем валках может использоваться одинаковая структура в процессе изменения ориентации и что такая комбинация приводит к минимальной периодичности муара.
На фиг. 17 показана длина волны муара, формируемого между нижним и верхним валками в соответствии с наименьшей диагональю (Sc) регулярных шестиугольных структур "верхний пик"+"верхняя плоскость" (где dlA/dqA =  dlB/dqB =
dlB/dqB =  и для оптимальной структуры "верхний пик"+"верхняя плоскость", где dlA/dqA = 8/3 и dlB/dqB = 3/2.
и для оптимальной структуры "верхний пик"+"верхняя плоскость", где dlA/dqA = 8/3 и dlB/dqB = 3/2.
Для оптимальной структуры интерференция муара составляет только 46% от интерференции муара на регулярном шестиугольнике. Максимальная ширина 1,2 мм без всяких возмущений по краям достигается на оптимальном распределении при межкратерном расстоянии 800 мкм и регулярном шестиугольном распределении при 370 мкм.
Примером подтверждения сформулированной теории являются фиг. 18 и 19, где текстурированы две пары валков, в одной паре оба валка имеют "верхнюю плоскость", а в другой паре один валок имеет "верхнюю плоскость", а другой - "верхний пик".
Стан был заправлен, и в процессе выполнения этой процедуры на первой паре валков появился муар (фиг. 18), в то время как на второй паре муар не обнаружен (фиг. 19).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО АВТОМОБИЛЬНОГО ЛИСТА | 2009 |
|
RU2414973C1 |
| СПОСОБ МАТИРОВАНИЯ КИНЕСКОПНОЙ ПОЛОСЫ | 2002 |
|
RU2228807C1 |
| ТИСНЕНИЕ ЛИСТА, ПОДВЕРГНУТОГО ЭЛЕКТРОРАЗРЯДНОМУ ТЕКСТУРИРОВАНИЮ | 2016 |
|
RU2696996C1 |
| ТЕКСТУРИРОВАНИЕ ПОВЕРХНОСТИ ДЕФОРМИРУЮЩЕГО ИНСТРУМЕНТА | 2015 |
|
RU2677814C2 |
| Рабочий валок дрессировочного стана, способ дрессировки плоского проката и продукт из плоского металлопроката | 2017 |
|
RU2705187C1 |
| ТЕКСТУРИРОВАННЫЙ РАБОЧИЙ ВАЛОК ДЛЯ МЕТАЛЛИЧЕСКОЙ ОСНОВЫ | 2016 |
|
RU2705831C1 |
| УСТАНОВКА И ПРОЦЕСС МНОГОРЕЖИМНОГО ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ПОЛОС И ЛИСТОВ | 2018 |
|
RU2752592C2 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ ПРОКАТКИ МЕТАЛЛА | 2015 |
|
RU2693246C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА МЕТАЛЛИЧЕСКИХ ПОЛОС | 2003 |
|
RU2350415C2 |
| ПЛОСКИЙ ПРОКАТ ИЗ МЕТАЛЛИЧЕСКОГО МАТЕРИАЛА, ПРИМЕНЕНИЕ ПЛОСКОГО ПРОКАТА, ВАЛОК И СПОСОБ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКОГО ПРОКАТА | 2013 |
|
RU2637733C2 |
Изобретение относится к прокатному производству. Задача изобретения - предотвращение возникновения муарового узора на поверхности прокатанных изделий. По меньшей мере два рабочих валка текстурированы в соответствии с поверхностным рисунком, состоящим в регулярной детерминированной двумерной структуре в виде единичных ячеек пятен, при этом пятна образуются в результате обработки электронным пучком. Длины волн [λL] в продольном направлении и длины волн [λQ] в поперечном направлении валков менее 1,5 мм. В изделиях, получаемых в соответствии с изобретением, интерференционные длины волн структуры так малы или так велики, что невидимы для глаза. Изобретение обеспечивает отсутствие муарового узора на поверхности изделия. 3 с. и 9 з. п. ф-лы, 2 табл., 19 ил.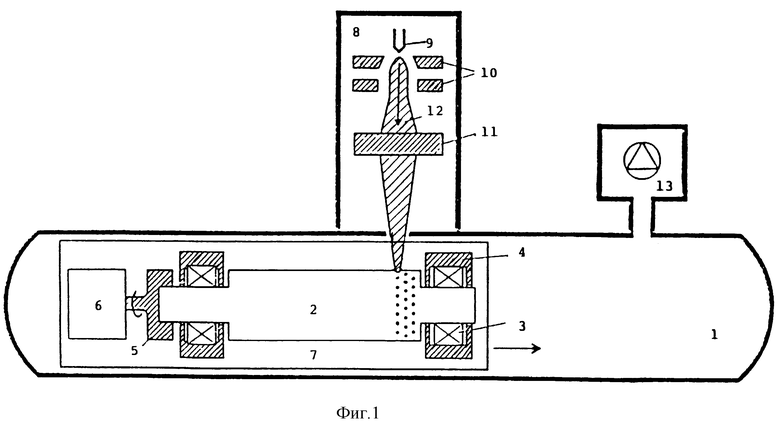
где dL1 = max (dLA, dLB);
dL2 = min (dLA, dLB);
dq1 = max (nAdAA, nBdAB);
dq2 = min (nAdAA, nBdAB);
m = min [nA, nB];
k, L - целые числа, так что знаменатель λL и λQ минимален;
dL - расстояние между двумя пятнами в направлении по окружности валка (которое является продольным направлением прокатки листа или полосы);
dq - расстояние между двумя пятнами в осевом направлении валка между двумя окружными линиями пятен (которое является перпендикулярным к направлению прокатки) = n • dA;
dA - расстояние между двумя кольцевыми витками в осевом направлении;
n - количество кольцевых витков по поверхности валка до того как кратер будет иметь то же самое окружное положение на валке является целочисленным множителем;
A - первый текстурированный рабочий валок;
B - второй текстурированный рабочий валок.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Автоматический тормоз к граммофону | 1921 |
|
SU303A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Автоматический огнетушитель | 0 |
|
SU92A1 |
| Автоматический огнетушитель | 0 |
|
SU92A1 |
| EP 0 606 473 A1, 18.03.1993. | |||
