Изобретение относится к прокатному производству и может быть использовано при матировании поверхности нагартованных холоднокатаных полос для теневых масок кинескопов.
Холоднокатаные полосы толщиной 0,15 мм из сверхнизкоуглеродистой стали, используемые для производства теневых масок кинескопов телевизоров и дисплеев, поставляются потребителям для дальнейшей переработки в не отожженном (нагартованном) состоянии и имеют временное сопротивление разрыву 500-700 кН/мм2. При этом потребители регламентируют параметры шероховатости поверхности: среднюю высоту микронеровностей Ra, плотность пиков профильной линии Рc и требуют обеспечения изотропности микрорельефа. Для придания гладким поверхностям полосы заданных параметров шероховатости ее матируют прокаткой в рабочих валках со специально подготовленной шероховатостью (текстурированных рабочих валках).
Известен способ прокатки стальных холоднокатаных полос на двухклетевом стане, по которому рабочие валки первой и второй клети имеют шероховатость Ra, равную 2,5-3,5 мкм и 0,13-0,5 мкм соответственно, а усилие прокатки во второй клети в 2,0-5,0 раз больше, чем в первой [1].
Недостаток известного способа состоит в том, что шероховатая поверхность полосы, сформированная после первого прохода, сглаживается валками второй клети. Поэтому способ не может быть использован при производстве полос для теневых масок кинескопов.
Известен также способ матирования стальной отожженной полосы в дрессировочном стане кварто, по которому полосу прокатывают в рабочих валках, шероховатость которых сформирована электроразрядным текстурированием [2].
Недостаток известного способа состоит в том, что он не обеспечивает получение заданных параметров шероховатости поверхности полос по высоте микронеровностей Ra и плотности пиков Рс. Помимо этого, отожженная полоса не пригодна для изготовления теневых масок кинескопов.
Наиболее близким по своей технической сущности и достигаемым результатам к предлагаемому изобретению является способ матирования кинескопной полосы в нагартованном состоянии, включающий ее прокатку за два прохода в рабочих валках с текстурированной поверхностью. При матировании полосе придают изотропную шероховатость в пределах от 0,2 до 0,8 мкм Ra. Текстурирование валков производят при помощи электроимпульсной обработки [3] - прототип.
Недостатки известного способа состоят в том, что он не обеспечивает требуемого сочетания параметров шероховатости Ra и Рс, высокой их стабильности, изотропности матированной поверхности. Это снижает выход годных полос для теневых масок кинескопов.
Техническая задача, решаемая изобретением, состоит в повышении выхода годных полос для теневых масок кинескопов.
Для решения поставленной технической задачи в известном способе матирования кинескопной полосы, включающем ее прокатку за несколько проходов в рабочих валках с текстурированной поверхностью, согласно предложению матирование осуществляют за два-четыре прохода с погонным давлением валков на полосу 1,2-2,1 кН/мм.
Возможен вариант реализации способа, по которому в каждом последующем проходе погонное давление увеличивают на 8-15%.
Возможен также вариант реализации способа, по которому перед началом матирования производят вращение взаимно прижатых рабочих валков в клети с погонным давлением 1,0-1,5 кН/мм. При этом помимо повышения выхода годного достигается побочный эффект, состоящий в повышении стойкости рабочих валков.
Сущность изобретения состоит в следующем. В процессе матирования необходимо сформировать на полосе для теневых масок микрорельеф с заданными значениями Ra и Рс. Наилучший перенос микрорельефа поверхности валков на нагартованную полосу, как показали эксперименты, достигается при погонном давлении 1,2-2,1 кН/мм. Коэффициент переноса шероховатости валков на нагартованную полосу составляет 0,36. То есть для получения на полосе шероховатости, например, 0,85 мкм Ra ее необходимо матировать в рабочих валках с шероховатостью 2,36 мкм Ra.
При текстурировании валков (нанесении на них шероховатости) одновременно с увеличением размеров микровыступов (параметр Ra) сокращается их число на базовой длине (параметр Рс), что отрицательно сказывается на качестве матированной полосы. Так, при шероховатости кинескопной полосы 0,65-0,85 мкм Rа плотность пиков Рс составляет 25-45 шт./см вместо требуемых 83-100 шт./см. Вместе с тем, с увеличением количества проходов при матировании происходит пропорциональное увеличение плотности микровыступов Рс на полосе и некоторое уменьшение их высоты Ra из-за упрочнения поверхности полосы и износа валков. Поэтому для одновременного достижения высоких значений Ra и Рс на полосе необходимо вести матирование за 2-4 прохода. Для получения более стабильного значения Ra погонное давление в каждом последующем проходе необходимо увеличивать на 8-15%.
Износ микрорельефа текстурированных валков наиболее интенсивен вначале матирования, и снижается по мере приработки поверхности валков. Для исключения влияния изменения микрорельефа валков в процессе их приработки на качество полос перед началом матирования производят вращение без прокатки взаимно прижатых валков в клети с погонным давлением 1,0-1,5 кН/мм. В процессе приработки достигается сглаживание и смятие острых микровыступов, стабилизация параметров текстурированной поверхности валков. При последующем матировании в валках, прошедших обкатку, полоса приобретает равномерную шероховатость по длине, что повышает качество и выход годных полос.
Экспериментально установлено, что наиболее полный перенос шероховатости поверхности на полосу достигается при величине погонного давления q=1,2-2,1 кН/мм. При погонном давлении менее 1,2 кН/мм поверхность текстурированных валков не полно отпечатывается на поверхности нагартованной полосы, что ухудшает качество матирования. Увеличение погонного давления более 2,1 кН/мм приводит к вытяжке полосы в очаге деформации, и на ее поверхностях формируются продольные бороздки в направлении течения металла по поверхности бочки валка. В результате возрастает анизотропия шероховатости поверхности и снижается качество матирования и выход годного.
В случае, когда матирование произведено за один проход, не удается достигнуть требуемой плотности пиков. Увеличение числа проходов более четырех не приводит к дальнейшему повышению выхода годного, а лишь удлиняет производственный цикл и увеличивает износ текстурированного слоя рабочих валков, вследствие чего нецелесообразно.
Если увеличение давления в каждом последующем проходе будет менее 8%, то ухудшается степень переноса микрорельефа с рабочих валков на полосу. При увеличении давления более 15% не исключается формирование анизотропной шероховатости, что снижает выход годного.
При вращении взаимно прижатых рабочих валков с погонным давлением менее 1 кН/мм удлиняется приработка их текстурированных поверхностей, что приводит к нестабильности шероховатости поверхностей полос. Увеличение погонного давления более 1,5 кН/мм приводит к повышенному износу текстурированного слоя еще до начала матирования и к сокращению продолжительности кампании рабочих валков.
Примеры реализации способа
Матирование кинескопных полос категории АК толщиной h=0,15 мм и шириной В=620 мм в нагартованном состоянии производят в реверсивной листопрокатной клети кварто с длиной бочки рабочего валка L=800 мм. В соответствии с техническими условиями на кинескопную полосу ТУ-14-1-5403-2002, шероховатость поверхности полосы после матирования должна составлять:
Raп=0,65-0,85 мкм; Рсп=83-100 шт./см.
Пример 1.
В клеть реверсивного стана кварто 800 заваливают текстурированные рабочие валки диаметром 190 мм с параметрами шероховатости: Rав=2,08 мкм; Рсв=83 шт./см. Затем в стан задают кинескопную полосу и осуществляют ее прокатку с технологической смазкой и постоянным давлением прокатки Q=1023 кН.
Погонное давление q1 валков на полосу в первом проходе составляет:
q1=Q:В = 1023 кН:620 мм = 1,65 кН/мм.
В результате после первого прохода микрорельеф текстурированных валков частично переносится на полосу, и полоса приобретает шероховатость поверхности с параметрами: Raп1=0,71-0,75 мкм; Рсп1=25-30 шт./см.
Затем производят реверс стана и осуществляют повторную прокатку полосы с технологической смазкой и постоянным погонным давлением прокатки q2=1,65 кН/мм. После второго прохода полоса приобретает шероховатость поверхности с параметрами: Rап2=0,69-0,73 мкм; Рсп2=50-60 шт./см.
Для окончательного формирования шероховатости поверхности полосы производят третий проход в текстурированных валках. Полное давление прокатки сохраняют равным Q=1023 кН. Погонное давление остается таким же, как и в первых двух проходах: q3=1,65 кН/мм. После третьего прохода полоса приобретает шероховатость поверхности, соответствующую требованиям технических условий: Raп3=0,65-0,70 мкм; Рсп3=80-100 шт./см.
Пример 2.
При использовании полосы и рабочих валков с теми же параметрами, что и в примере 1, полосу матируют в первом проходе при погонном давлении q1=l,65 кН/мм. Во втором проходе погонное давление увеличивают до значения q2=l,83 кН/мм. При этом относительное увеличение погонного давления составляет: Δ=(q2-q1)/q1=(1,83-1,65)/1,65=0,11 или Δ=11%. В заключительном третьем проходе погонное давление вновь увеличивают до значения q3=2,03 кН/мм, что превышает погонное давление q2 в предыдущем проходе на величину Δ=11%.
Полоса после третьего прохода имеет следующие параметры шероховатости поверхности: Rап3=0,75-0,76 мкм; Рсп3=90-95 шт./см. Увеличение погонного давления в каждом последующем проходе обеспечило получение более стабильной шероховатости поверхности полосы, чем в примере 2.
Пример 3.
В клеть реверсивного стана кварто 800 заваливают текстурированные рабочие валки диаметром 190 мм с параметрами шероховатости: Rав=3,09 мкм; Рсв=72 шт./см. Затем рабочие валки приводят во вращение с линейной скоростью по бочке 300 м/мин, подают к валкам технологическую смазку и производят их сжатие посредством гидронажимных цилиндров с усилием Р=1000 кН. Погонное усилие сжатия валков р=1000 кН:800 мм=1,25 кН/мм. При этом происходит приработка поверхностей бочек валков и стабилизация их шероховатости. По истечении одной-двух минут приработку завершают. После приработки средняя высота микронеровностей Rав уменьшается с 3,09 до 2,08 мкм, а плотность пиков Рсв возрастает с 72 до 83 шт./см. Все остальные операции матирования - те же, что и в примере 1. Матированная полоса после трех проходов имеет более стабильную шероховатость поверхности, чем в примере 1: Raп3=0,77-0,78 мкм; Рсп3=91-96 шт./см.
Кроме того, предварительная обкатка взаимно прижатых валков в клети повышает износостойкость текстурированного слоя рабочих валков.
Варианты реализации предложенного способа и показатели их эффективности приведены в таблице.
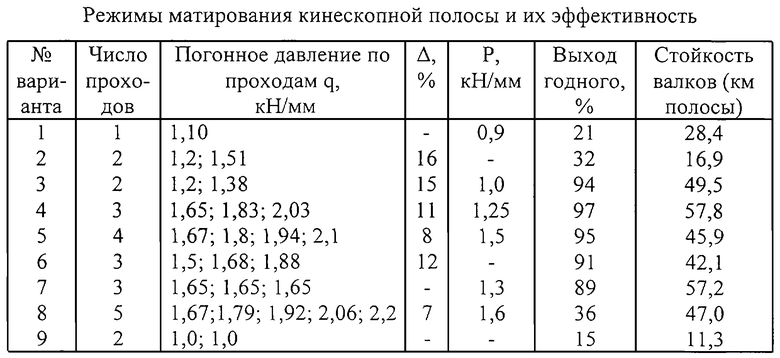
Из данных, приведенных в таблице, следует, что при использовании предложенного способа (варианты №3-7) достигается повышение качества и, как следствие, выхода годных полос для теневых масок кинескопов. При запредельных значениях заявленных параметров (варианты №1, 2 и 8) или реализации способа-прототипа (вариант №9) из-за более низкого качества снижается выход кондиционного металла, одновременно снижается стойкость текстурированных рабочих валков.
Технико-экономические преимущества предложенного технического решения состоят в том, что при матировании за два-четыре прохода с погонным давлением валков на полосу 1,2-2,1 кН/мм достигается одновременное получение требуемой высоты и плотности микровыступов на поверхности полосы, увеличивается выход годного.
Увеличение в каждом последующем проходе погонного давление рабочих валков на полосу на 8-15% способствует улучшению стабильности параметров шероховатости поверхности, а дополнительное вращение взаимно прижатых рабочих валков в клети с погонным давлением 1,0-1,5 кН/мм перед началом матирования, кроме увеличения выхода годного, повышает стойкость текстурированного слоя рабочих валков.
В качестве базового объекта принят способ-прототип. Применение предложенного способа обеспечит повышение рентабельности производства полос для теневых масок кинескопов на 15-20%.
Литературные источники, использованные при составлении описания изобретения:
1. Авт.свид. СССР №1493340, МПК В 21 В 1/28, 1989 г.
2. Боровик Л.И., Добронравов А.И. Технология подготовки и эксплуатации валков тонколистовых станов. - М.: Металлургия, 1984 г., с. 57, 76-79.
3. Добронравов А.И. Производство кинескопной полосы. Магнитогорск, издание МГМА, 1997 г., с.72, 98-102 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА КИНЕСКОПНОЙ ПОЛОСЫ | 2002 |
|
RU2223336C2 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ РАБОЧИХ ВАЛКОВ ЛИСТОПРОКАТНОЙ КЛЕТИ | 2002 |
|
RU2228809C1 |
| СПОСОБ ПРОИЗВОДСТВА КИНЕСКОПНОЙ ПОЛОСЫ | 2002 |
|
RU2223335C2 |
| Способ подготовки рабочих валков к холодной прокатке полосы для теневых масок кинескопов | 1989 |
|
SU1696024A1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО АВТОМОБИЛЬНОГО ЛИСТА | 2009 |
|
RU2414973C1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНЫХ ПОЛОС ДЛЯ МАГНИТНЫХ ЭКРАНОВ | 2002 |
|
RU2223334C2 |
| ОДНОКРАТНО ХОЛОДНОКАТАНАЯ СТАЛЬНАЯ ПОЛОСА ДЛЯ ТЕНЕВОЙ МАСКИ И СПОСОБ ЕЕ ПРОИЗВОДСТВА | 2006 |
|
RU2381294C2 |
| Способ прокатки слябов | 1990 |
|
SU1787602A1 |
| СПОСОБ ПОДГОТОВКИ РАБОЧИХ ВАЛКОВ К ХОЛОДНОЙ ПРОКАТКЕ ПОЛОСЫ ДЛЯ ТЕНЕВЫХ МАСОК КИНЕСКОПОВ | 1994 |
|
RU2075555C1 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ ВАЛКОВ ЛИСТОПРОКАТНОЙ КЛЕТИ | 1998 |
|
RU2127161C1 |
Изобретение относится к прокатному производству и может быть использовано при матировании поверхности нагартованных холоднокатаных полос для теневых масок кинескопов. Техническая задача, решаемая изобретением, состоит в повышении выхода годных полос для теневых масок кинескопов. Способ матирования кинескопной полосы включает ее прокатку за несколько проходов в рабочих валках с текстурированной поверхностью. Матирование осуществляют за два-четыре прохода с погонным давлением валков на полосу 1,2-2,1 кН/мм. В каждом последующем проходе погонное давление увеличивают на 8-15%. Возможен также вариант, по которому перед началом матирования производят вращение взаимно прижатых рабочих валков в клети с погонным давлением 1,0-1,5 кН/мм. Изобретение обеспечивает стабильность параметров шероховатости получаемых полос. 2 з.п.ф.лы, 1 табл.
| ДОБРОНРАВОВ А.И | |||
| ПРОИЗВОДСТВО КИНЕСКОПНОЙ ПОЛОСЫ | |||
| - Магнитогорск: Изд-во МГМА, 1997, с.72, 98-102 | |||
| RU 2144441 С1, 20.01.2000 | |||
| Способ подготовки рабочих валков к холодной прокатке полосы для теневых масок кинескопов | 1989 |
|
SU1696024A1 |
| Способ производства холоднокатаных полос | 1988 |
|
SU1614873A1 |
| Способ производства прецизионной ленты из малоуглеродистой стали для теневых масок кинескопов | 1991 |
|
SU1787604A1 |
| WO 9205890 A1, 16.04.1992. | |||

