Настоящее изобретение относится к установке и процессу непрерывного или периодического изготовления горячекатаных полос или листов в широком диапазоне размеров с обеспечением высокой производительности установки, экономической эффективности и высокого качества продукции.
Известно, что в сталелитейной промышленности, принимая во внимание как растущую стоимость сырья, так и потребляемой электроэнергии, а также высокую конкурентность на мировом рынке и растущие ограничения в отношении загрязнения окружающей среды, существует особо высокая потребность в способе производства высококачественных горячекатаных стальных полос и листов, которые требует меньших инвестиций и производственных расходов и большей гибкости производства. Соответственно, в обрабатывающей промышленности повышается конкурентность с точки зрения уменьшения расхода электроэнергии, а также снижения до минимума отрицательного воздействия на окружающую среду.
Состояние существующего уровня техники, по существу, соответствует тому, что описано тем же автором изобретения в его предыдущих патентах, в частности, EP 1558408 и EP 1868748, которые подробнее описаны ниже. В документе EP 1558408 упоминается использование так называемой технологии «литье с прокаткой», которая объединяет непрерывное литье тонкого сляба с обжатием жидкой сердцевины (LCR) на первом этапе черновой прокатки с помощью прокатного стана с высокой степенью обжатия (HRM) или чернового обжимного стана с получением промежуточного продукта, который, после этапа нагрева в индукционном нагревателе и последующего удаления окалины подвергают последующей обработке на втором этапе чистовой прокатки.
В вышеупомянутом патенте EP 1558408 также предусмотрена возможность извлечения листов после первого этапа черновой прокатки в качестве аварийной системы в случае проблем на участке установки ниже чернового прокатного стана по технологическому потоку во избежание прерывания процесса непрерывного литья и, следовательно, процесса изготовления на производственной линии. Принимая во внимание отсутствие системы контролируемого охлаждения, необходимой для производства качественных листов, эти листы не подлежат продаже и обязательно должны быть превращены в лом для повторного использования в производственном цикле.
Как в установке, описанной в EP 1558408 так и в других установках по существующему уровню техники между выходом из чернового прокатного стана и входом в чистовой прокатный стан температура промежуточного продукта уменьшается приблизительно на 230°C, что должно быть компенсировано с помощью индукционного нагревателя, так чтобы на выходе из чистового прокатного стана продукт имел температуру выше приблизительно 820 – 850°C, что соответствует нижнему пределу диапазона температур аустенитных сталей.
В документе EP 1868748 описаны некоторые усовершенствования с точки зрения компактности установки и экономии электроэнергии, при условии, что непрерывное литье непосредственно связано с этапом прокатки на едином производственном этапе без нарушения непрерывности. Практически, в рассматриваемом случае предусмотрены не два отдельных этапа прокатки, черновой и чистовой, а отдельный этап прокатки и расстояние между выходом из машины для непрерывного литья и первой клетью прокатного стана не больше 50 м для ограничения температурных потерь в слябе. В документе EP 1868748 также описано производство листов только в «непрерывном» режиме и использование такой системы охлаждения, как и в случае производства рулонов, что является техническим решением, которое, как оказалось, не является оптимальным для производства листов, поскольку «непрерывный» режим лучше подходит для производства рулонов, и оптимальные параметры охлаждения для листов значительно отличаются от оптимальных параметров охлаждения для рулонов.
Другие установки для литья и прокатки по существующему уровню техники описаны в WO 2007/045988 и DE 102011004245. В первом случае литой сляб имеет максимальную толщину 50 мм перед обжатием жидкой сердцевины, которое доводит толщину до 40 мм, и сляб подвергается максимальному обжатию до 3 мм с помощью обжимных валков, установленных непосредственно ниже литьевой машины по технологическому потоку. Во втором случае черновой прокатный стан установлен непосредственно ниже литьевой машины по технологическому потоку для выполнения обжатия сляба по толщине до 70%, но в случае проблем на последующей линии прокатки указанное обжатие по толщине может быть временно уменьшено до нуля.
Результаты, полученные на настоящий момент со ссылкой на сведения из вышеупомянутых патентов, хотя они и являются оптимальными в отношении качества продукции и, в частности, стальных полос, показывают, что всё же существуют возможности для усовершенствования технологии, установки, повышения производительности и гибкости производства. Установлено, что требуются следующие усовершенствования:
1. Создание возможности для производства продуктов в «периодическом» или «комбинированном» режиме с прерыванием литого сляба между литьевой машиной и прокатным станом, другими словами, сляб, который входит в прокатный стан, является отдельным, и его скорость отличается от скорости сляба в машине непрерывного литья. Эта возможность важна для повышения гибкости установки и производства, поскольку:
• В производстве рулонов толщиной больше 3 мм использование «периодического» режима вместо «непрерывного» режима исключает наличие кусков полосы со значительным весом, которые не соответствуют допускам, между двумя смежными рулонами, которые ввиду требований к планированию производства обязательно должны иметь разные толщины.
• В производстве рулонов толщиной больше 1,5 – 2,0 мм, где массовый расход в литьевой машине может быть меньше, чем в прокатном стане, «периодический» режим позволяет уменьшить расход электроэнергии, в частности, в индукционном нагревателе, из-за высокой скорости прокатки и соответственно уменьшить потери тепла.
• В производстве качественных листов массовый расход в литьевой машине должен быть меньше, чем в прокатном стане из-за необходимости поддержания пониженной скорости литья в зависимости от типа используемой стали.
• В производстве рулонов со значительным различием толщин двух смежных рулонов, которое требует изменения настройки зазоров в прокатных клетях в отсутствии проходящих через них материалов, «комбинированный» режим позволяет изготавливать первый рулон в основном в «непрерывном» режиме, но последняя его часть изготавливается в «периодическом» режиме посредством резки сляба, так что он может двигаться с большей скоростью и прокатываться быстрее для создания временного интервала для переналадки пустого прокатного стана для производства второго рулона другой толщины.
2. Повышение качества поверхности сляба перед этапом прокатки.
3. Создание «механического фильтра» между машиной для непрерывного литья и маятниковыми ножницами, используемыми в установках, где используется «периодический» режим, для исключения возникновения проблем, когда резка сляба маятниковыми ножницами может создавать возмущенное движение в литьевой машине, например, мениск в форме.
4. Повышение рентабельности установки посредством производства слябов в случае неготовности прокатного стана к работе из-за искривлений, которые могут быть последовательно нагреты и прокатаны, вместо отправки в отходы листов в установках по существующему уровню техники, как указано в их описании.
5. Повышение рентабельности установки посредством создания возможности прокатки слябов:
• изготовленных на том же самом предприятии и загруженных в производственный цикл в случае неготовности плавильных установок на том же самом предприятии, в частности, слябов, упомянутых выше в п. 4, и/или
• поставка на рынок по выгодным ценам пи определенных условиях.
6. Повышение качества изготавливаемых листов посредством установки специальной системы охлаждения и следующей после нее специальной линии по обработке листов.
7. Повышение производительности до 4000000 тонн/год посредством увеличения скорости литья до 9 м/мин и соответственно относительного массового расхода до 8 тонн/мин.
8. Назначение более жестких допусков на ширину полосы.
9. Обжатие по ширине полосы без вмешательства в позиционирование узких сторон в форме для непрерывного литья, что ведет к повышению производительности, поскольку это позволяет оставаться неизменными ширине формы и, соответственно, массовому расходу.
10. Дополнительное повышение качества краев полос и листов.
Следовательно, задача настоящего изобретения состоит в том, чтобы предложить техническое решение для производства непрерывных горячекатаных полос или листов с толщиной полосы 0,6 – 12 мм и толщиной листа 12 – 50 мм или в любом случае толщиной, соответствующей половине того размера, который может быть толщиной сляба на выходе из машины для непрерывного литья с обжатием жидкой сердцевины, причем указанная толщина имеет минимальную величину 80 мм при максимальной ширине, по меньшей мере, 2100 мм или какой-либо другой предусмотренной максимальной ширине формы, с таким же или более высоким качеством листа или полосы, меньшим расходом электроэнергии, меньшим влиянием на окружающую среду, более высокой производительностью и гибкостью по сравнению с вышеупомянутым существующим уровнем техники.
Этот результат достигается посредством использования «непрерывного» режима изготовления без прерывания литого сляба и «периодического» или «комбинированного» режима изготовления с прерыванием литого сляба между машиной непрерывного литья и прокатным станом для обеспечения гибкости изготовления, которую не обеспечивают, как следует из их описании, установки по существующему уровню техники.
Преимущественные признаки, внедренные в настоящем изобретении для усовершенствования рассматриваемых установки и процесса, содержат:
a) установку между машиной непрерывного литья и индукционным нагревателем прокатной клети с минимальным обжатием (так называемой клети для «прохода с легким касанием»), что позволяет достигнуть:
• оптимизации кристаллической структуры сляба посредством рекристаллизации крупного зерна, которое образует поверхность сляба, на выходе из машины для непрерывного литья, с целью получения зерен меньшей зернистости, которые меньше подвержены отделению друг от друга на последующем этапе прокатки,
• создания «механического фильтра» между машиной для непрерывного литья и следующими за ней ножницами для исключения вышеупомянутых проблем, встречающихся в установках по существующему уровню техники, используя «периодический» режим.
b) установку вертикальной прокатной клети (эджера) для обработки узких сторон прокатного материала, предпочтительно выше первой прокатной клети (т.е. клети для «прохода с легким касанием») по технологическому потоку с целью:
• рекристаллизации краев сляба, которые являются наиболее холодными частями и, следовательно, наиболее восприимчивы к образованию трещин,
• придания краям формы, сводящей к минимуму растягивающие напряжения на последующем этапе прокатки,
• назначение более жестких допусков на ширину прокатного материала согласно требованиям конечных заказчиков,
• уменьшение ширины сляба до 50 мм с каждой стороны без снижения производительности установки.
c) установку между клетью для «прохода с легким касанием» и индукционным нагревателем соединительной рольганговой печи или шаговой печи, что позволяет:
• удалять слябы в случае недоступности прокатного стана, которые в дальнейшем снова можно использовать в производственном процессе вместо соответствующих листов, которые могут быть превращены в лом,
• осуществлять выбор между тремя рабочими режимами производства, а именно, «непрерывным» (оптимальным для производства тонких полос) или «комбинированным» и «периодическим» (оптимальным для производства полос большой толщины и для производства листов),
• начинать производственный цикл со слябов, помещаемых в печь при температуре окружающей среды,
• хранить и загружать изготовленные горячие слябы, находящиеся в печи, используемой в качестве накопителя из-за искривления материала в прокатном стане, как только прокатный стан снова будет готов к работе.
d) установку специальной системы охлаждения для листов ниже прокатного стана по технологическому потоку, после которой может быть установлена специальная линия для обработки листов.
Другие преимущества и признаки установки и процесса по настоящему изобретению станут понятными специалистам в этой области из приведенного ниже подробного и неограничивающего описания варианта выполнения изобретения со ссылкой на единственный чертеж на фиг. 1, где схематически показана установка в самом полном варианте выполнения.
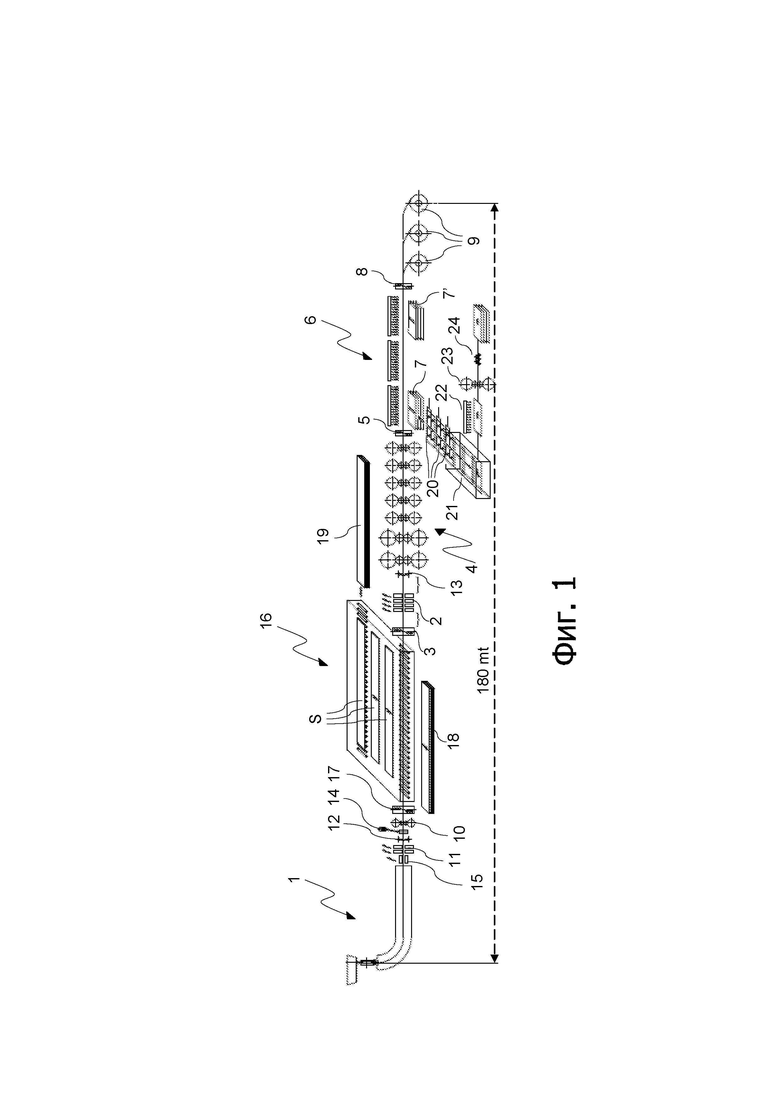
Со ссылкой на фиг. 1 видно, что установка по настоящему изобретению традиционно содержит машину 1 для непрерывного литья, за которой на некотором расстоянии следуют индукционный нагреватель 2 с расположенными между ними маятниковыми ножницами 3, и затем прокатный стан 4, за которым установлены вращающиеся ножницы 5 и выпускной рольганг с устройством 6 охлаждения и толкателем или толкателем/укладчиком 7 для листов и, наконец, высокоскоростные ножницы 8 перед нижними моталками 9.
Более конкретно, машина 1 для непрерывного литья содержит форму за которой следует криволинейная секция обжатия жидкой сердцевины для изготовления слябов минимальной толщиной 80 мм, например, 100 мм x 2100 мм, со скоростью литья 9 м/мин. Далее указанный сляб нагревают в индукционном нагревателе 2, который в показанном примере содержит четыре катушки, перед подачей в чистовой прокатный стан 4, содержащий, как в показанном примере, до семи клетей, где сляб подвергают постепенному обжатию по толщине с уменьшением степени обжатия, например, 58%, 52%, 47%, 43%, 40%, 35%, 30%, и рабочие валки большего диаметра в первых клетях (например, как в показанном примере, в первых двух клетях).
Чистовой прокатный стан 4 также может содержать в любом месте после первых двух клетей охлаждающие и/или нагревательные устройства (например, газовые или индукционные нагреватели), расположенные между прокатными клетями, для улучшения управления условиями прокатки посредством адаптации температуры прокатываемого материала к его конкретным характеристикам и требованиям к указанному материалу.
Далее готовую полосу охлаждают в устройстве 6 охлаждения и, наконец, наматывают на нижние моталки 9 и режут на высокоскоростных ножницах 8, когда рулон достигает заданного веса. Как вариант, если сляб обжимают только до толщины листа, его режут на листы вращающимися ножницами 5, и указанные листы удаляют с линии толкателем или толкателем/укладчиком 7 с возможностью предварительного охлаждения в первой секции устройства 6 охлаждения.
Первый элемент новизны настоящего изобретения состоит в наличии так называемой клети 10 для «прохода с легким касанием» между машиной 1 для непрерывного литья и маятниковыми ножницами 3, причем указанная клеть 10 выполняет обжатие по толщине приблизительно только на 10% и в любом случае не более, чем на 20%, тем самым, начиная с минимального обжатия приблизительно на 8 мм, которое имеет отношение к металлургическим, а не механическим аспектам. Фактически, как указано выше, это минимальное обжатие служит для оптимизации кристаллической структуры поверхности сляба посредством рекристаллизации крупного зерна, выходящего из машины для непрерывного литья, с целью получения зерен меньшей зернистости, которые меньше подвержены отделению друг от друга на фактическом этапе прокатки, выполняемом в прокатном стане 4. Установка также предпочтительно содержит между машиной 1 для непрерывного литья и клетью 10 дополнительный индукционный нагреватель 11, содержащий в указанном примере две катушки, и устройство 12 для удаления окалины с целью: a) исключения интервала температур понижения пластичности, b) сохранения ликвирующих элементов в растворе и c) улучшения результата обжатия посредством «прохода с легким касание» (сходным образом еще одно устройство 13 для удаления окалины предпочтительно установлено перед прокатным станом 4).
Кроме того, присутствие в литейном сплаве легкоплавких элементов (например, меди и олова, когда сталь выплавляют из отходов в электродуговой печи), которые имеют свойство собираться на краях зерен, делает указанные края менее прочными, и, разумеется, увеличивается проблема, связанная с концентрацией указанных легкоплавких элементов. Рекомпозиция и измельчение этих зерен, достигаемые посредством такого прохода с «легким» обжатием, создают двойное преимущество, позволяя: a) выполнять процесс с большей степенью обжатия на последующем первом фактическом этапе обжатия без разрушения материала у поверхности и b) получать полосы/листы такого же высокого качества, даже используя более дешевые отходы более низкого качества, т.е. отходы, содержащие более высокие концентрации примесей, таких как медь и олово.
Следует отметить, что клеть 10 для «прохода с легким касанием» предпочтительно содержит рабочие валки меньшего диаметра по сравнению с первой клетью прокатного стана 4, поскольку они должны выполнять меньшее обжатие, охлаждая сляб как можно меньше, при этом меньшая дуга контакта является достаточной и предпочтительной с учетом преимущества, что растягивающие напряжения на поверхности прокатного материала сводятся к минимуму.
Другое преимущество, достигаемое посредством установки клети 10 для «прохода с легким касанием» между машиной 1 для непрерывного литья и маятниковыми ножницами 3, как упомянуто выше, состоит в создании «механического фильтра» между указанными двумя компонентами для исключения неисправностей в машине 1 для непрерывного литья, когда сляб режется ножницами 3, в случае аварийной ситуации, если на участке установки ниже ножниц 3 по технологическому потоку возникает искривление материала.
Второй элемент новизны настоящего изобретения состоит в наличии эджера 14, т.е. вертикальной прокатной клети для обработки узких сторон прокатного материала, который предпочтительно расположен непосредственно выше клети 10 для «прохода с легким касанием» по технологическому потоку, и перед которым предпочтительно установлен индукционный нагреватель 15 краев, т.е. нагреватель с C-образными катушками, которые нагревают только края сляба. Однако эджер 14 также мог бы быть установлен выше прокатного стана 4 по технологическому потоку вместе с соответствующим индукционным нагревателем 15 краев, который мог бы быть установлен рядом с индукционным нагревателем 2 с любой стороны.
Как упомянуто выше, добавление эджера 14 позволяет выполнять рекристаллизацию краев сляба, которые являются наиболее холодными частями и, следовательно, наиболее восприимчивы к образованию трещин, придавать краям форму, сводящую к минимуму растягивающие напряжения на последующем этапе прокатки, и устанавливать более жесткие допуски на ширину прокатного материала. Кроме того, эджер 14 может уменьшать ширину сляба до 50 мм с каждой стороны, что позволяет получать полосу/лист без вмешательства в конструкцию формы и, следовательно, без снижения производительности установки.
Третий элемент новизны настоящего изобретения состоит в наличии соединительной печи 16 между клетью 10 для «прохода с легким касанием» и индукционным нагревателем 2, пригодной для обеспечения введения/удаления и контролируемого движения слябов S. Типичным примером такой печи является рольганговая печь с газовым нагревом или шаговая печь, как правило, длиной приблизительно 30 м, но, разумеется, можно использовать печь любых эквивалентных типов.
Непосредственно перед вышеуказанной печью 16 установлены дополнительные маятниковые ножницы 17, так чтобы, как указано выше, настоящая установка могла не только удалять с помощью укладчика 18 повторно используемые слябы в случае неготовности к работе прокатного стана 4, но также делать выбор между «непрерывным» и «периодическим/комбинированным» режимами эксплуатации, а также загружать в соединительную печь 16 (через участок 19 загрузки) слябы при температуре окружающей среды, которые были выпущены для поставки на рынок. Печь 16 также действует в качестве накопителя для удерживания и последующей выгрузки на линию прокатки изготовленных горячих слябов, хранящихся в печи из-за искривления материала в прокатном стане 4, как только последний снова будет готов к работе.
Следует отметить, что клеть 10 для «прохода с легким касанием» расположена между машиной 1 для непрерывного литья и дополнительными маятниковыми ножницами 17, и, следовательно, она действует как «механический фильтр», как упомянуто выше, также между указанными двумя компонентами для исключения неисправности в машине 1 для непрерывного литья, когда сляб режется ножницами 17, для выбора «периодического/комбинированного» режима.
Принимая во внимание, что указанное в процентах обжатие по толщине означает соответствующее увеличение длины в процентах, поскольку ширина сляба остается неизменным, следует отметить, что клеть 10 для «прохода с легким касанием» можно использовать в качестве клети для выполнения первого прохода прокатки непосредственно выше печи 16 по технологическому потоку, поскольку она в любом случае выполняет обжатие по толщине приблизительно на 10% и не более 20%. Такое обжатие намного меньше обжатия по толщине в черновом прокатном стане или в первой клети чистового прокатного стана по существующему уровню техники, которое составляет порядка 50 – 70%, чтобы потребовало бы наличия печи 16 неприемлемой длины. Фактически, печь должна иметь размеры, позволяющие удерживать сляб, вес которого соответствует весу готового рулона или штабеля листов, изготавливаемого во время цикла периодического производства, вследствие чего чрезмерно утоненный сляб имел бы неприемлемую длину для получения требуемого веса.
Это также является разумным обоснованием, лежащим в основе 20% ограничения обжатия, поскольку ясно, что в ином случае потребовалось бы большее обжатие в клети 10 для «прохода с легким касанием» для более легкого обеспечения требуемой окончательной толщины прокатного материала в прокатном стане 4, который мог бы содержать меньшее количество клетей. Однако также существует «металлургическое ограничение», которое зависит от состава сплава, вследствие чего клеть 10 для «прохода с легким касанием» может обеспечивать только максимальное обжатие по толщине, пригодное для выполнения требуемой рекристаллизации зерен без разрушения поверхности сляба.
Четвертый элемент новизны настоящего изобретения состоит в том, что устройство 6 охлаждения может содержать первую секцию охлаждения, способную выполнять сверхбыстрое охлаждение листов, которое соответствует их закалке. Последующий отпуск на более позднем этапе обработки позволяет получать листы, имеющие более высокое качество по сравнению с качеством листов, изготавливаемых на существующих установках, секции охлаждения которых оптимизированы только для изготовления полос.
Как вариант, вне производственной линии может быть установлено специальное устройство 20 охлаждения для охлаждения листов, так чтобы листы, удаляемые толкателем или толкателем/укладчиком 7, подвергались многоэтапному охлаждению под высоким давлением, т.е. когда после каждого этапа интенсивного охлаждения следует временной интервал, во время которого температура листа становится, по существу, однородной перед последующим охлаждением. Таким образом, можно получить требуемую схему охлаждения для каждого сорта стали, и после устройства 20 охлаждения может быть расположена печь 21 для отпуска, другое устройство 22 контролируемого охлаждения, дрессировочная прокатная клеть 23 и роликовое правильное устройство 24 для полной обработки листов (охлажденных или в специальном устройстве 20 охлаждения для охлаждения листов или в вышеупомянутой секции охлаждения устройства 6 охлаждения).
Другая возможность состоит в том, чтобы предложить устройство 6 охлаждения, которое можно легко регулировать для конкретной наладки для изготовления листов, и в таком случае понятно, что толкатель/укладчик 7 или дополнительный толкатель/укладчик 7' были бы установлены между устройством 6 охлаждения и моталками 9. Таким образом, устройство 6 охлаждения можно было бы надлежащим образом использовать как для охлаждения высококачественных полос, так и высококачественных листов.
Таким образом, вышеописанная установка по настоящему изобретению пригодна для изготовления как высококачественных полос, так и высококачественных листов или в «непрерывном» режиме без нарушения непрерывности сляба между машиной 1 для непрерывного литья и прокатным станом 4 (т.е. скорость входа в прокатный стан 4 связана со скоростью литья посредством увеличении скорости в клети для «прохода с легким касанием») или в «периодическом/непрерывном режиме», когда сляб, который входит в прокатный стан 4, отсоединен от сляба в машине 1 для непрерывного литья.
Кроме того, в такой установке в качестве исходного материала также можно использовать слябы, поступающие из соединительной печи 16, загружаемые при окружающей температуре через участок 19 загрузки, или удерживаемые при высокой температуре в самой печи 16, используемой в качестве накопителя.
Изобретение относится к установке для непрерывного или периодического производства полос и листов из горячекатаной стали толщиной от 0,6 мм до 50 мм. Установка содержит машину для непрерывного литья тонких слябов с обжатием жидкой сердцевины, за которой следуют индукционный нагреватель с расположенными между ними первыми ножницами, и затем прокатный стан, за которым установлены вторые ножницы и выпускной рольганг с устройством охлаждения и толкателем или толкателем/укладчиком для листов и затем третьи ножницы и множество моталок. Между машиной для непрерывного литья и первыми ножницами расположена прокатная клеть для минимального обжатия, которая выполнена с возможностью осуществления обжатия по толщине сляба от 10% до 20%. В результате уменьшается расход электроэнергии, негативное влияние на окружающую среду и увеличивается производительность. 2 н. и 20 з.п. ф-лы, 1 ил.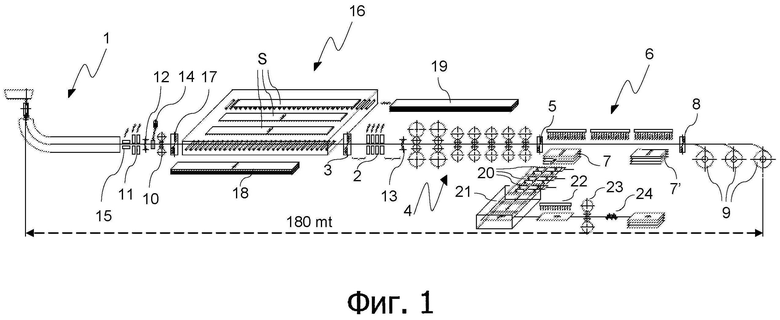
1. Установка для непрерывного, периодического или комбинированного производства полос и листов из горячекатаной стали толщиной от 0,6 мм до 50 мм или толщиной, равной половине максимальной толщины литого сляба, содержащая машину (1) для непрерывного литья с обжатием жидкой сердцевины тонких слябов со скоростью до 9 м/мин, причем указанные слябы имеют максимальную ширину по меньшей мере 2100 мм, имеют минимальную толщину 80 мм на выходе из указанной машины (1) для непрерывного литья, за которой следуют индукционный нагреватель (2) с расположенными между ними первыми ножницами (3), и затем прокатный стан (4), за которым установлены вторые ножницы (5) и выпускной рольганг с устройством (6) охлаждения и толкателем или толкателем/укладчиком (7) для листов и затем третьи ножницы (8) и множество моталок (9), отличающаяся тем, что указанная установка также содержит прокатную клеть (10) для минимального обжатия, расположенную между указанной машиной (1) для непрерывного литья и указанными первыми ножницами (3), причем указанная прокатная клеть (10) для минимального обжатия выполнена с возможностью выполнения обжатия по толщине сляба только приблизительно 10% и в любом случае не более 20%, начиная от обжатия по толщине приблизительно 8 мм.
2. Установка по п. 1, отличающаяся тем, что она также содержит дополнительный индукционный нагреватель (11) и устройство (12) для удаления окалины, которые расположены между машиной (1) для непрерывного литья и прокатной клетью (10) для минимального обжатия.
3. Установка по п. 1 или 2, отличающаяся тем, что прокатная клеть (10) для минимального обжатия содержит рабочие валки меньшего диаметра по сравнению с первой клетью прокатного стана (4).
4. Установка по любому из пп. 1-3, отличающаяся тем, что она также содержит эджер (14), выполненный с возможностью обжатия по ширине сляба до 50 мм с каждой стороны, причем указанный эджер (14) предпочтительно расположен непосредственно выше по потоку относительно прокатной клети (10) для минимального обжатия или прокатного стана (4).
5. Установка по п. 4, отличающаяся тем, что она также содержит индукционный нагреватель (15) краев, расположенный перед эджером (14).
6. Установка по любому из пп. 1-5, отличающаяся тем, что она также содержит между прокатной клетью (10) для минимального обжатия и индукционным нагревателем (2) соединительную печь (16), выполненную с возможностью введения/удаления и контролируемого перемещения вперед слябов (S), предпочтительно рольганговую печь с газовым нагревом или шаговую печь, причем указанная печь (16) имеет размеры, позволяющие удерживать в ней сляб (S), вес которого соответствует весу готового рулона из полосы или штабеля листов, изготавливаемого во время цикла периодического производства.
7. Установка по п. 6, отличающаяся тем, что непосредственно перед соединительной печью (16) расположены четвертые ножницы (17), и что указанная печь оснащена укладчиком (18) для извлечения слябов (S) из печи (16) и постом (19) загрузки для загрузки слябов (S) в печь (16).
8. Установка по любому из пп. 1-7, отличающаяся тем, что устройство (6) охлаждения содержит первую секцию охлаждения, выполненную с возможностью сверхбыстрого охлаждения листов, соответствующего их закалке.
9. Установка по любому из пп. 1-8, отличающаяся тем, что она также содержит устройство (20) охлаждения для охлаждения листов, которое обеспечивает многоэтапное охлаждение под высоким давлением листов, удаляемых толкателем или толкателем/укладчиком (7).
10. Установка по п. 8 или 9, отличающаяся тем, что она также содержит линию обработки листов, выполненную с возможностью принятия листов из секции сверхбыстрого охлаждения устройства (6) охлаждения или из устройства (20) охлаждения для охлаждения листов, причем указанная линия обработки последовательно содержит печь (21) для отпуска, устройство (22) контролируемого охлаждения, дрессировочную прокатную клеть (23) и роликовое правильное устройство (24).
11. Установка по любому из пп. 1-10, отличающаяся тем, что устройство (6) охлаждения может быть отрегулировано для конкретной наладки для изготовления листов, а между устройством (6) охлаждения и моталками (9) установлен толкатель/укладчик (7').
12. Установка по любому из пп. 1-11, отличающаяся тем, что она также содержит устройства охлаждения или нагрева, расположенные между прокатными клетями прокатного стана (4) в любом месте после первых двух прокатных клетей.
13. Способ непрерывного или периодического производства полос и листов из горячекатаной стали толщиной от 0,6 мм до 50 мм или толщиной, равной половине максимальной толщины литого сляба, с помощью установки по любому из пп. 1-12, включающий в себя непрерывное литье (1) с обжатием жидкой сердцевины тонких слябов (S), имеющих минимальную толщину 80 мм, с последующим нагревом в индукционном нагревателе (2), чистовой прокаткой (4), регулируемым охлаждением (6) и окончательной резкой (5; 8), отличающийся тем, что он также включает в себя перед указанным нагревом в индукционном нагревателе (2) начальную прокатку (10) с обжатием по толщине сляба (S) только приблизительно 10% и в любом случае не более 20%, начиная от обжатия по толщине приблизительно 8 мм.
14. Способ по п. 13, отличающийся тем, что перед начальной прокаткой (10) выполняют нагрев в дополнительном индукционном нагревателе (11) и удаление окалины (12).
15. Способ по п. 13 или 14, отличающийся тем, что он также содержит вертикальную прокатку (14) узких сторон сляба с возможностью обжатия по ширине до 50 мм с каждой стороны, причем указанная вертикальная прокатка (14) выполняется непосредственно перед начальной прокаткой (10) или чистовой прокаткой (4).
16. Способ по п. 15, отличающийся тем, что перед вертикальной прокаткой (14) выполняют нагрев краев сляба в индукционном нагревателе (15) краев.
17. Способ по любому из пп. 13-16, отличающийся тем, что в случае производства листов контролируемое охлаждение (6) включает в себя сверхбыстрое охлаждение листов, которое соответствует их закалке.
18. Способ по любому из пп. 13-16, отличающийся тем, что в случае производства листов он также включает в себя удаление (7) листов после чистовой прокатки (4) и многоступенчатое охлаждение под высоким давлением листов в устройстве (20) охлаждения для охлаждения листов вне производственной линии.
19. Способ по п. 17 или 18, отличающийся тем, что он также последовательно включает в себя отпуск (21), контролируемое охлаждение (22), прокатку (23) в дрессировочной клети и правку (24) листов после их сверхбыстрого охлаждения или многоступенчатого охлаждения под высоким давлением.
20. Способ по любому из пп. 13-16, отличающийся тем, что в случае производства листов контролируемое охлаждение (6) регулируют для конкретной наладки для изготовления листов, а удаление (7') листов выполняют после контролируемого охлаждения (6).
21. Способ по любому из пп. 13-20, отличающийся тем, что он также включает в себя этап использования слябов (S) из исходного материала, поступающих из соединительной печи (16), или загружаемых при температуре окружающей среды через пост (19) загрузки, или удерживаемых при высокой температуре в самой печи (16), используемой в качестве накопителя.
22. Способ по любому из пп. 13-20, отличающийся тем, что он также включает в себя этап резки слябов (S) с помощью четвертых ножниц (17) и их удаление из соединительной печи (16) с помощью укладчика (18) в случае неисправностей на участке установки ниже по потоку относительно указанной соединительной печи (16).
| WO 2007045988 A2, 26.04.2007 | |||
| DE 102011004245 A1, 12.04.2012 | |||
| WO 2006106376 A1, 12.10.2006 | |||
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ ПОСРЕДСТВОМ ПРЯМОЙ ПРОКАТКИ ЗАГОТОВКИ | 2008 |
|
RU2429923C1 |

