1
Изобретение относится к размерной электрохимической обработке металлов и может быть использовано для отрезки заготовок произвольной формы сечения и значительной величины (500X500 мм и более), прорезки узких, глубоких пазов и т. п.
В известных устройствах для этих целей применяют катод-инструмент в виде сплошного диска, преимущественно с двусторонним наружным подводом электролита. При вращении диска электролит распределяется по обеим его сторонам тонкой плепкой.
Однако подвод электролита в зону обработки такого катода-инструмента затрудняется по мере углубления инструмента в деталь, а в случае отрезки больших сечений (500x500 мм и более), или прорезки узких глубоких пазов аналогичной глубины, подача электролита к рабочей кромке диска-инструмента может прекратиться вообще из-за отсечки его кромками реза. Соответственно будет падать производительность обработки, ухудшаться чистота поверхности, в конечном счете процесс прекратится совсем.
Цель изобретения - создать такой катодинструмент дисковой формы, который обеспечивал бы подвод электролита в зону резания в достаточных количествах, независимо от глубины обработки и конфигурации отрезаемого сечения. Тем самым будут созданы уелоВИЯ для стабильного течения всех параметров процесса.
Это достигается тем, что катод-инструмент выполняется из двух дисков с равномерных зазором между пимп.
При сообщении катоду-инструменту вращательного движения электролит, подводимый через центр в его внутреннюю полость, центробежной силой разгоняется в зазоре между дисками и с большой скоростью поступает к наружной, рабочей кромке катода-инструмента перпендикулярно к поверхности реза. Благодаря этому обеспечивается обильно и в одинаковой степени равномерное снабжение электролитом всей зоны обработки.
Предлагаемое изобретение дает возможность нроизводить отрезку заготовок со значительными размерами сечения при любой его геометрической форме, или осуществлять прорезку узких пазов большой глубины. Г1ри этом на протяжении всего времени обработки будет обеспечиваться стабильность всех параметров процесса аподного растворения, постоянство подачи, хорошее качество поверхности реза.
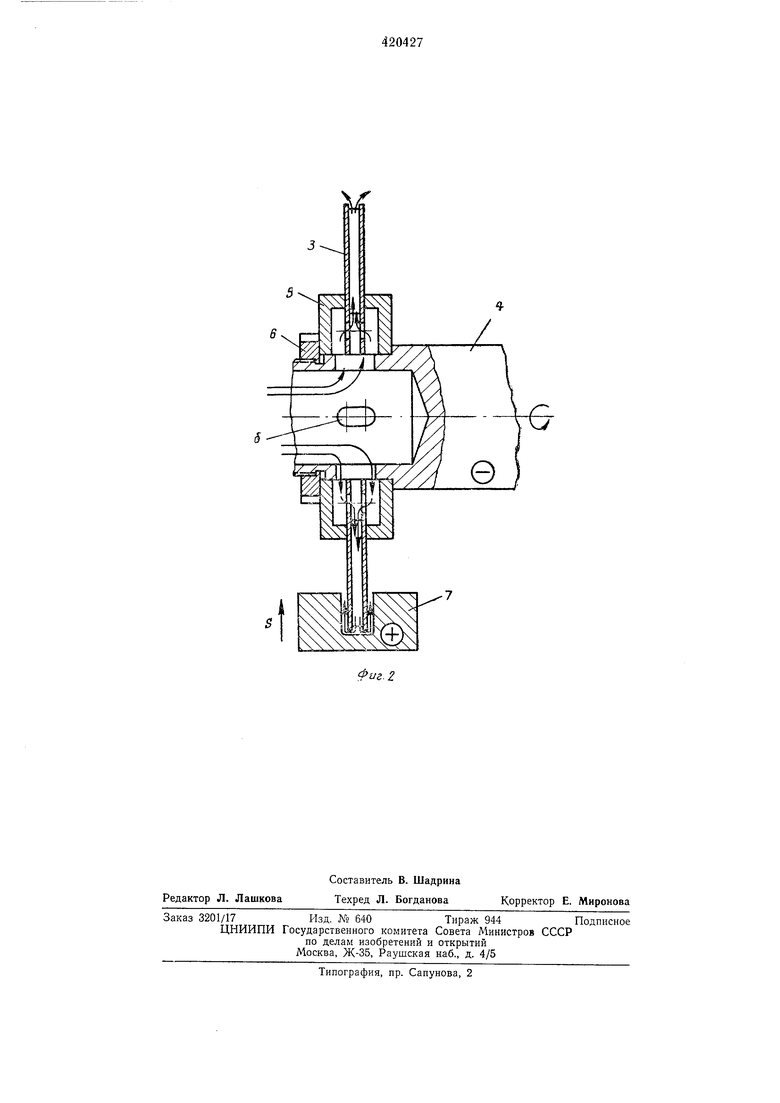
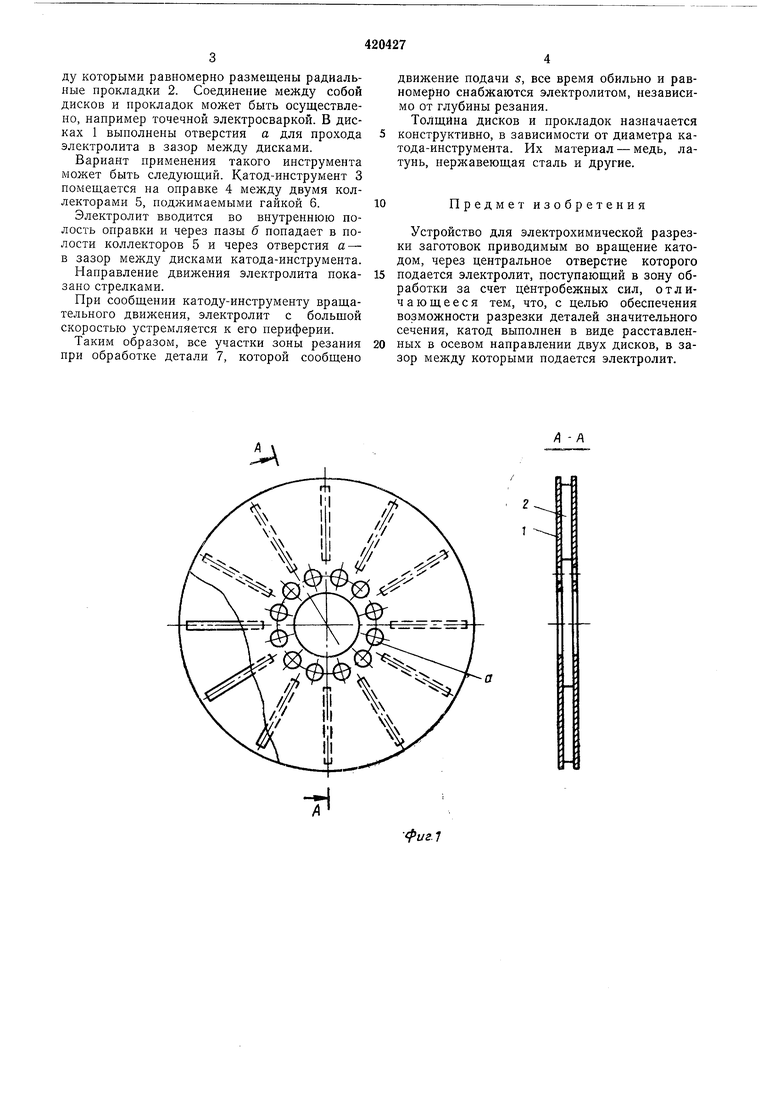
Па фиг. 1 показано устройство дискового катода-инструмента и разрез по А - А; на фиг. 2 - один из вариантов применения такого катода-инструмента.
Катод-инструмент имеет два диска 1, между которыми равномерно размещены радиальные прокладки 2. Соединение между собой дисков и прокладок может быть осуществлено, например точечной электросваркой. В дисках 1 выполнены отверстия а для прохода электролита в зазор между дисками.
Вариант применения такого инструмента может быть следующий. Катод-инструмент 3 помещается на оправке 4 между двумя коллекторами 5, поджимаемыми гайкой 6.
Электролит вводится во внутреннюю полость оправки и через пазы б попадает в полости коллекторов 5 и через отверстия а - в зазор между дисками катода-инструмента.
Направление движения электролита показано стрелками.
При сообщении катоду-инструменту вращательного движения, электролит с большой скоростью устремляется к его периферии.
Таким образом, все участки зоны резания при обработке детали 7, которой сообщено
движение подачи s, все время обильно и равномерно снабжаются электролитом, независимо от глубины резания.
Толщина дисков и прокладок назначается конструктивно, в зависимости от диаметра катода-инструмента. Их материал - медь, латунь, нержавеющая сталь и другие.
Предмет изобретения
Устройство для электрохимической разрезки заготовок приводимым во вращение катодом, через центральное отверстие которого подается электролит, поступающий в зону обработки за счет центробежных сил, отличающееся тем, что, с целью обеспечения возможности разрезки деталей значительного сечения, катод выполнен в виде расставленных в осевом направлении двух дисков, в зазор между которыми подается электролит.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи электролита | 1989 |
|
SU1741996A1 |
| Устройство для электрохимикоэрозионной резки металлов | 1977 |
|
SU676411A1 |
| Устройство для подачи электролита при электрохимической размерной обработке | 1980 |
|
SU887111A1 |
| Устройство для электрохимическойРЕзКи | 1978 |
|
SU837707A1 |
| Устройство для электрохимической обработки | 1977 |
|
SU643268A1 |
| Способ электрохимической резки | 1980 |
|
SU1000208A1 |
| СПОСОБ ОТРЕЗКИ КОЛЕЦ | 1997 |
|
RU2133190C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ НЕПРОФИЛИРОВАННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2647413C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2069126C1 |
| Электрод-инструмент для электрохимического маркирования | 1990 |
|
SU1815044A1 |