Изобретение относится к усовершенствованному способу изготовления режущих краев лезвия бритвы при помощи покрытия режущего края дисперсией частиц полифторуглерода, суспендированных в сверхкритической среде, и последующего нагрева полифторуглерода. Настоящий способ позволяет получить однородное полифторуглеродное покрытие по краю лезвия и в то же время устраняет необходимость применения экологически опасных растворителей.
Непокрытые лезвия бритвы, несмотря на их остроту, нельзя применять для бритья сухой бороды без того, чтобы вызвать ощущение дискомфорта и боль, и поэтому само собой разумеется, что вместе с бритвой необходимо применять смягчающие бороду агенты, такие как вода и/или крем для бритья или мыло. Боль и раздражение, производимые бритьем при помощи лезвий без покрытия, возникают в результате чрезмерного усилия, которое требуется для того, чтобы протащить режущий край лезвия через несмягченные волоски бороды, а это усилие передается на нервы в коже, прилегающие к фолликулам волосков, из которых растут волоски бороды, и, как хорошо известно, чувство раздражения, вызванное чрезмерным дерганьем этих волосков, может длиться в течение значительного периода времени после того, как дерганье прекратилось.
Были разработаны покрытия для лезвий с целью решить проблемы, вызванные этими недостатками.
В патенте США N 3071856, выданном 8 января 1963 г., описаны лезвия с покрытием из фторуглерода, в частности, политетрафторэтилена. Лезвия могут быть покрыты следующими способами:
(1) путем помещения края лезвия вблизи источника фторуглерода и последующего нагрева лезвия;
(2) путем напыления фторуглеродной дисперсии на лезвие;
(3) путем погружения лезвия во фторуглеродную дисперсию;
(4) при помощи электрофореза.
Полученное лезвие затем нагревали, чтобы вызвать спекание политетрафторэтилена, который пристает к краю лезвия.
В патенте США N 3518110, выданном 30 июня 1970 г., описан усовершенствованный твердый фторуглеродный теломер, предназначенный для покрытия лезвий для безопасной бритвы. Твердый фторуглеродный полимер имеет температуру плавления от 310 до 332oC и скорость потока расплава от 0,005 до 600 г за десять минут при 350oC. Молекулярная масса, согласно расчетам, составляет от 25000 до 500000. Для достижения наилучшего результата твердый фторуглеродный полимер измельчают до частиц размерами от 0,1 до 1 микрона. Десперсию напыляют на лезвия из нержавеющей стали при использовании методов электростатического напыления.
В патенте США N 3658742, выданном 25 апреля 1972 г., описана водная дисперсия политетрафторэтилена (ПТФЭ), содержащая смачивающий агент "Тритон Х-100", который напыляют на края лезвия методом электростатического напыления. Водную дисперсию получают путем замены фреонового растворителя в дисперсии ПТФЭ марки "Vydax" (ПТФЭ + фреоновый растворитель), выпускаемый фирмой E.I.DuPont, Wilmington, Delaware, изопропиловым спиртом, а затем заменяют изопропиловый спирт водой. Пример 1 описывает водную дисперсию ПТФЭ, содержащую 0,4% ПТФЭ и 0,1% смачивающего агента "Тритон Х-100".
В патенте США N 5263256, выданном 23 ноября 1993 г. (копия решения N 7951), описан усовершенствованный способ получения полифторуглеродного покрытия на режущем крае лезвия бритвы, включающий в себя этапы: фторуглеродный полимер с молекулярной массой, по меньшей мере, около 1000000 подвергают ионизирующему облучению с целью снизить среднюю молекулярную массу до приблизительно 700-700000; диспергируют облученный фторуглеродный полимер в водном растворе; покрывают указанный режущий край лезвия бритвы дисперсией; нагревают полученное покрытие до его плавления, в частности, до плавления или спекания фторуглеродного полимера. Несмотря на то, что эти покрытия хорошо прилипают к краю лезвия, очень трудно получать приемлемые водные дисперсии без взбалтывания или перемешивания.
В заявке на патент США 08/232,197, поданной 28 апреля 1994 г., описан способ получения полифторуглеродного покрытия на режущем крае лезвия бритвы, в соответствии с которым фторуглеродный полимер с молекулярной массой в, по меньшей мере, 1000000 в виде сухого порошка подвергают ионизирующему облучению с целью снизить молекулярную массу полимера, получают дисперсию облученного полимера в летучей органической жидкости, наносят дисперсию на режущий край лезвия бритвы и нагревают полученное покрытие до спекания полифторуглерода. Полифторуглерод, предпочтительно, представляет собой политетрафторэтилен, а облучение, предпочтительно, осуществляют до получения теломера с молекулярной массой около 25000. Несмотря на то что эти покрытия хорошо пристают к краю лезвия, необходимо перемешивание, чтобы получить приемлемую дисперсию в летучих органических жидкостях, а кроме того в целом такие растворители не рекомендуется использовать вследствие того, что они могут оказывать вредное действие на окружающую среду (т.е. в настоящее время они включены в список опасных летучих органических соединений (VOC's)).
Техническая задача настоящего изобретения состоит в том, чтобы создать безопасный для окружающей среды способ покрытия режущих краев лезвия бритвы полифторуглеродом, в частности, политетрафторэтиленом. Конкретно, задача настоящего изобретения состоит в том, чтобы прекратить использование хлорфторуглеродных растворителей и летучих органических растворителей в способе нанесения покрытия на лезвия.
Еще одна задача настоящего изобретения состоит в том, чтобы создать режущий край лезвия бритвы, который обладает практически такими же характеристиками резки и износа, как лезвия, покрытые хлорфторуглеродной дисперсией.
Еще одна задача настоящего изобретения состоит в том, чтобы создать безопасный для окружающей среды способ нанесения однородного полифторуглеродного покрытия на режущий край лезвия бритвы.
Еще одна задача настоящего изобретения состоит в том, чтобы создать способ диспергирования полифторуглеродных частиц в подаваемом потоке покрытия для лезвий, каковой способ не требует перемешивания или дополнительного взбалтывания.
Еще одна задача настоящего изобретения состоит в том, чтобы создать улучшенную дисперсию полифторуглеродных частиц для использования в операции нанесения покрытия на лезвия.
Эти и другие задачи станут понятны специалисту из приведенных ниже разъяснений.
Настоящее изобретение относится к способу получения полифторуглеродного покрытия на режущем крае лезвия бритвы, включающем следующие этапы: диспергируют фторуглеродный полимер в сверхкритической среде; покрывают указанный режущий край данной дисперсией; и нагревают покрытие достаточно для того, чтобы фторуглеродный полимер пристал к краю лезвия.
Все процентные отношения, указанные в настоящем тексте, даны в массовых процентах, за исключением особо оговоренных случаев.
В настоящем тексте термин "режущий край лезвия бритвы" включает вершину резца и грани лезвия. Заявитель признает, что все лезвие может быть покрыто способом, описанным в заявке; однако полное покрытие этого типа не является существенным признаком настоящего изобретения.
В настоящем тексте термин "сверхкритическая среда" означает плотный газ, который находится при температуре выше критической (т.е. температуре, выше которой нельзя произвести сжижение этого газа давлением). Такие среды являются менее вязкими и легче диффундируют, чем просто жидкости, поэтому их с большей эффективностью используют в качестве растворителей, например, в жидкостной хроматографии.
В прошлом предлагались различные способы получения и использования экологически безвредных дисперсий фторуглеродного полимера для покрытия режущих краев лезвия бритвы. См., например, Патент США N 5263256. Все эти способы позволяли получать лезвие, которое имеет сильно неоднородное полимерное покрытие. А это может привести к неравномерности режущего усилия по длине лезвия. Заявитель неожиданно открыл, что при использовании фторуглеродного полимера, в частности политетрафторэтилена, диспергированного в сверхкритической среде, качество покрытия на лезвии существенно улучшалось по сравнению с известными ранее системами. Лезвие, полученное по настоящему изобретению, требует гораздо меньше усилий для того, чтобы резать смягченный водой волос. Эта способность сохраняется в течение нескольких операций бритья при помощи одного и того же режущего края лезвия.
В соответствии с настоящим изобретением получают дисперсию из фторуглеродного полимера. Предпочтительными фторуглеродными полимерами (т.е. исходными материалами) являются те полимеры, которые содержат цепочку атомов углерода, включая преобладание групп -CF2-CF2-, такие как тетрафторэтиленовые полимеры, включая сополимеры, такие как сополимеры с малыми количествами (например, до 5 мас.%) гексафторпропилена. Эти полимеры на концах углеродных цепочек имеют группы, которые могут разниться по своей природе в зависимости от способа получения полимера, что является хорошо известным фактом. Среди обычных концевых групп в таких полимерах:
-H,-COOH-,Cl,-CCl3,
-CFCIF2Cl,-CH2OH, -CH3
и т.п. Хотя точная молекулярная масса и распределение молекулярных масс в предпочтительных полимерах не являются достоверно известными, считается, что эти полимеры имеют молекулярные массы от около 100 до около 700000, предпочтительно от около 700 до около 51000, а лучше всего около 50000. Предпочитаемыми хлорсодержащими полимерами являются те полимеры, которые содержат от 0,15 до 0,45 мас.% хлора (который присутствует в конечных группах). Могут быть использованы смеси из двух или более фторуглеродных полимеров, при условии, что эти смеси обладают вышеуказанными характеристиками расплава и скоростью потока расплава, даже в тех случаях, когда индивидуальные полимеры, образующие смесь, не обладают этими характеристиками. Наиболее предпочитаемым исходным материалом является политетрафторэтилен (ПТФЭ).
Наиболее предпочтительным полифторуглеродом является полимер, полученный из фторуглеродного полимерного исходного материала с молекулярной массой в, по меньшей мере, 1000000 в виде сухого порошка, который подвергают ионизирующему облучению с целью снизить среднюю молекулярную массу полимера до значений от около 700 до около 700000, предпочтительно от около 700 до около 51000, а лучше всего до около 50000. Этот процесс описан в патенте США N 5263256, который упоминается здесь для сведения. Доза облучения, предпочтительно, составляет от 20 до 80 мрад, и ионизирующее облучение, предпочтительно, осуществляют гамма-лучами от источника Co60. Полифторуглерод, предпочтительно, представляет собой политетрафторэтилен, и облучение, предпочтительно, проводят с целью получить теломер, имеющий среднюю молекулярную массу в около 25000.
Несмотря на то что сверхкритическая среда обладает очень низкой способностью растворять политетрафторэтилен, мною было обнаружено, что политетрафторэтилен можно диспергировать в сверхкритической среде и успешно напылять на края лезвия.
В последнее десятилетие сверхкритические текучие среды использовались для экстрагирования, фракционирования полимеров, в хроматографии и генерировании катализатора. Они использовались также в качестве реакционных сред (при синтезе, включая полимеризацию), для очистки и для диффузии лекарственных препаратов в субстрат.
Сверхкритическая среда обладает промежуточными свойствами между нормальными жидкостями и газами. Хотя любой материал можно привести в состояние сверхкритической среды, газ является предпочтительным, потому что его можно сжимать при низких температурах. Примерами таких газов являются двуокись углерода, аммиак, оксид азотистой кислоты, этан, этилен и пропан. Жидкости требуют высоких температур для того, чтобы привести их в сверхкритическое состояние.
Двуокись углерода можно использовать достаточно широко, в меньшей степени это относится к аммиаку и оксидам азотистой кислоты. Они обладают высокой солюбильностью и легко диффундируют в органические материалы при низких затратах. Однако двуокись углерода (CO2) является предпочтительной. Двуокись углерода экологически безвредна. Она включена в список разрешенных соединений Агенства по охране окружающей среды. Ее ПДК составляет 5000 частей на млн/м3 (5%, выше наступает удушение). См. работу K.A.Nielsen et al. Supercritical Fluid Spray Application Technology, Union Carbide Report 1990. В настоящее время CO2 получают путем ферментации побочных продуктов природных нефтяных скважин, которые в противном случае поступают в окружающую среду. Плюс к тому CO2 негорюч и в большинстве случаев проявляет себя как инертный газ, поэтому он не вступает в реакцию при нанесении покрытия на лезвие. Это вещество пригодно для еды и питья, что очевидно из широкого применения двуокиси углерода при изготовлении напитков.
Двуокись углерода известна как хороший растворитель, применяемый в операции нанесений покрытий, где она растворяет, солюбилизирует или вызывает набухание полимеров. Также ее параметр растворимости может составлять от 1 до 8 при изменении температуры и давления.
Растворимость полимера в двуокиси углерода при получении покрывающих составов зависит от свойств полимеров. Благоприятными характеристиками, в числе прочего, являются низкая молекулярная масса, низкая полидисперстность и низкий параметр растворимости. Было обнаружено, что растворимость в сверхкритической среде CO2 повышается в тех системах, которые содержат фтор, кремний и объемные замещающие группы в структуре полимера. См. работу Argyropoulos et al. "Polymer Chemistry and Phase Relatioships of Supercritical Fluid Sprayed Coatings", Proceedings of the 21st Water-Borne, Higher-Solids, and Powder Coatings, Symposium, New Orleans (Feb. 1994).
Двуокись углерода обладает высокой диффузионной способностью и проникает в органические материалы благодаря своей низкой вязкости и, возможно, низкому поверхностному натяжению. Например, вязкость смеси 65% полиакриловой кислоты/2-гептанона составляет 1000 сантипуазов. При 28% CO2 в виде сверхкритической среды вязкость снижается до 30 сантипуазов. Высокая диффузионная способность и растворимость указывают на то, что CO2 в виде сверхкритической среды хорошо использовать для экстрагирования, инфузии и при нанесении покрытий с высоким содержанием сухого остатка. См. работу Nilsen et al. "Application of High Solids Coatings Using Supercritical Fluids", High Solids Coatings® - 1993 Buyers Guide, pp. 4-6 (1993).
Критическая точка двуокиси углерода: 88oF(31oC) и 1070 фунтов на кв. дюйм (72,9 атм). В таких условиях CO2 имеет плотность жидкости, но находится в газовой фазе. Критическую температуру CO2 легко получить, а подходящее давление равно давлению в стандартном оборудовании для распыления. См. K.A. Nielsen et al. Supercritical Fluid Spray Application Technology: A Pollution Prevention Technology for the Future, Union Carbide Report 1990.
CO2 в виде сверхкритической текучей среды обеспечивает более качественное нанесение покрытия, чем безвоздушное распыление, которое используется в настоящее время во многих производственных процессах. Безвоздушное распыление приводит к тому, что более тяжелые частицы оседают на дне распыла, причем большее количество материала находится в центре, чем на верху и на дне основы. См. работу B.M.Hybertson, Use of Supercritical Fluid Solution Expansion Process for Drug Delivery, Particle Synthesis, and Thin Film Deposition, UMI Dissertation Services (1991).
Обычные лезвия, для производства которых использовали систему безвоздушного растворителя, часто имеют неровное покрытие. Я наблюдал, что распыление CO2 дает очень однородное покрытие из ПТФЭ на краях лезвия. Не привязываясь к определенной теории, считается, что это происходит частично вследствие усилия, которое создает расширение CO2, когда газ выбрасывают из пространства с высоким давлением в пространство с низким давлением. Таким образом, сверхкритическая среда CO2 позволяет лучше использовать расширяющее усилие по сравнению с другими средами.
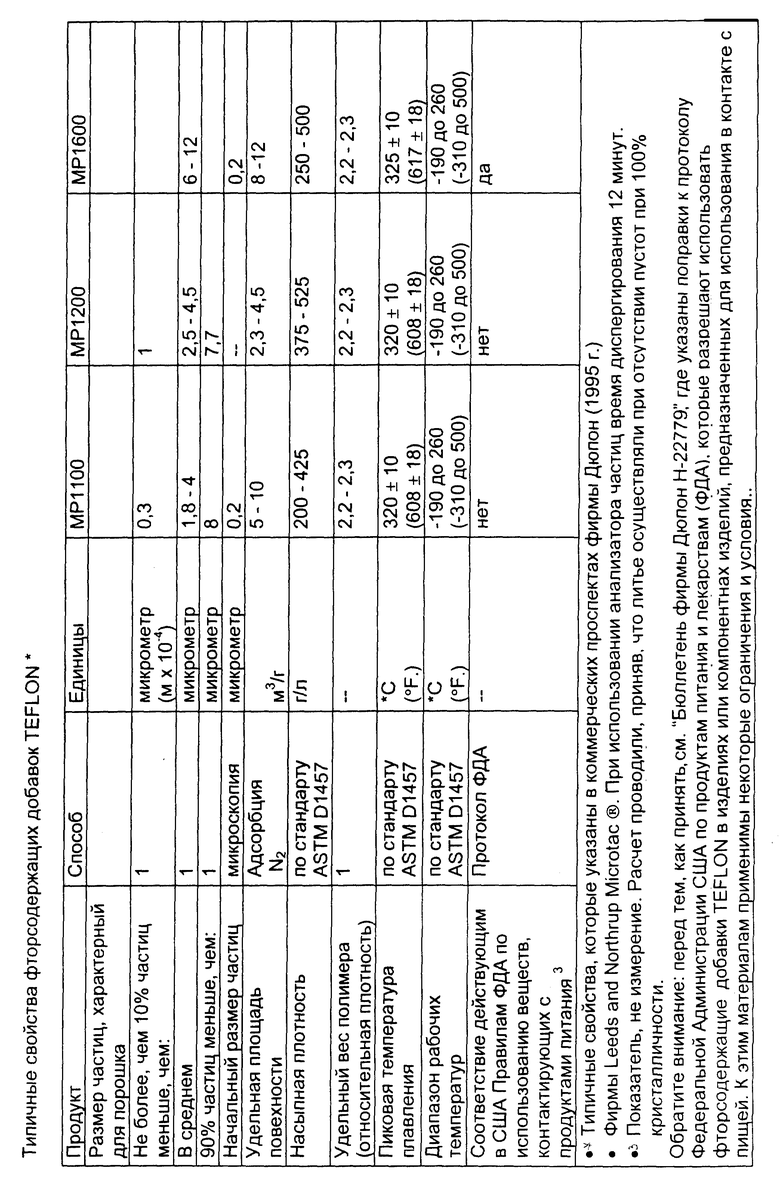
Полифторуглеродные дисперсии по настоящему изобретению включают от 0,05 до 5 мас. % полифторуглерода, предпочтительно от 0,7 до 1,2 мас.%, который диспергируют путем перемешивания в растворителе, который представляет собой сверхкритическую среду. Полимер можно ввести в поток или вмешать прямо в резервуар, где происходит перемешивание. При впрыскивании в поток предпочтительно производить впрыскивание в идущий вниз поток из статической мешалки. Предпочтительные полифторуглеводороды включают политетрафторэтиленовые порошки, выпускаемые фирмой ДюПон под марками МР1100, МР1200 и МР1600. Наиболее предпочитаемыми являются МР1100 и МР1600. Типичные свойства фторсодержащих добавок см. в таблице.
Предпочитаемой сверхкритической текучей средой является двуокись углерода.
Для получения дисперсии, которую напыляют на режущий край, полифторуглерод должен иметь малые размеры частиц, предпочтительно, чтобы средний размер частиц не превышал около 100 мкм. В предпочтительном варианте изобретения средний размер частиц варьируется от около 0,2 мкм до около 12 мкм. Порошковый полифторуглеродный исходный материал обычно выпускается в виде материала с более крупными частицами, поэтому его приходится измельчать до указанных размеров либо до, либо после этапа облучения, предпочтительно последнее. Обычно уровень полифторуглерода в дисперсии составляет от около 0,05 до около 5 мас.%, предпочтительно от 0,7 до около 1,2 мас.%.
Дисперсию можно наносить на режущий край любым удобным способом до получения однородного покрытия, например, путем погружения или напыления; для нанесения покрытия на режущие края лучше всего подходит пульверизация, когда электростатическое поле применяется в сочетании с пульверизатором с целью повысить эффективность осаждения. Более подробно методы электростатического напыления описаны, например, в Патентах США N 5211342 и 5203843 на имя Hoy et al. , которые упоминаются здесь для сведения. Покрытия с использованием сверхкритической среды и методов напыления более подробно описаны в Патенте США N 5203843 на имя Hoy et al.; 5108799 на имя Hoy et al.; 5066522 на имя Cole et al.; 5027742 на имя Lee et al., 4923720 на имя Lee et al., которые упоминаются здесь только для сведения. В некоторых случаях желательно предварительно нагреть лезвия до температуры, приближающейся к точке кипения сверхкритической текучей среды (31oC).
В соответствии с настоящим изобретением смесь сверхкритической среды CO2 и полифторуглеродного полимера напыляют на основу, каковой является лезвие, до получения на ней жидкого покрытия путем пропускания жидкой смеси под давлением через отверстие в окружающую основу среду до получения распыла жидкость/газ.
Размеры отверстий, пригодные для применения по настоящему изобретению, обычно варьируются от 0,004 дюйма до 0,072 дюйма в диаметре. Отверстия меньшего размера будут предпочтительными, так, предпочтительными являются отверстия от 0,004 дюймов до 0,025 дюймов в диаметре. Размеры отверстий от 0,007 дюймов до около 0,015 дюймов являются наиболее предпочтительными. Обычно напыление на основу осуществляют с расстояния от около 1 до 12 дюймов.
Предпочтительное давление, при котором проводят распыление, равно от 1200 до 250 фунтов на кв. дюйм (от 8273,71 кПа до 1723,69 кПа). Наиболее предпочтительным давлением распыления является давление от 1070 до 300 фунтов на кв. дюйм (7377,39 кПа до 2068, 428 кПа). Предпочтительно перед распылением дисперсия выдерживается при 35 - 90o, наиболее предпочтительно при 45 - 75oC.
В ходе операции напыления распыл претерпевает быстрое охлаждение, когда он находится вблизи отверстия, так что температура быстро падает приблизительно до окружающей температуры или ниже. Если распыл охлаждается до температуры ниже окружающей, то окружающий воздух, попадающий в распыл, нагревает его до окружающей температуры или близко к ней, до того, как распыл достигнет основы. Это быстрое охлаждение является благоприятным фактором, поскольку меньше активного растворителя выпаривается в распыле по сравнению с количеством растворителя, который теряется в обычных нагретых безвоздушных растворителях. Таким образом, желательно произвести предварительный нагрев дисперсии, поскольку он способствует распылению, причем интенсивность такого предварительного нагрева зависит от природы дисперсии.
И, наконец, нагрев покрытия на краю лезвия должен заставить полимер пристать к лезвию. Операция нагревания может привести к образованию спекшегося, частично расплавленного покрытия. Частично расплавленное или полностью расплавленное покрытие является предпочтительным, поскольку оно позволяет покрытию растечься и покрыть лезвие более тщательно. Более подробно расплавы, частично расплавленные вещества и спекание рассмотрены в книге "McGraw-Hill Encyclopedia of Science and Technology, vol. 12,5th edition, pg. 437 (1992).
В любом случае лезвия, несущие осажденные полимерные частицы на своих режущих краях, должны быть нагреты до повышенной температуры, чтобы на режущих краях сформировалось приставшее покрытие. Период времени, в течение которого продолжается нагрев, может широко варьироваться, от всего лишь нескольких секунд до нескольких часов, в зависимости от природы частиц полимера, природы режущего края, скорости нагрева лезвия до нужной температуры, от достигнутой температуры и природы атмосферы, в которой производили нагрев лезвия. Хотя нагрев лезвий можно осуществлять в воздухе, предпочтительно производить нагрев в атмосфере инертного газа, такого как гелий, азот и т.п. , или в атмосфере восстанавливающего газа, такого как водород, или в смеси таких газов, или же под вакуумом. Нагрев должен быть достаточным для того, чтобы происходило спекание, по меньшей мере, отдельных частиц полимера. Предпочтительно, нагрев должен быть достаточным для того, чтобы полимер растекся, образовав приблизительно равномерную непрерывную пленку нужной толщины, и чтобы он прочно пристал к материалу, из которого изготовлен край лезвия.
Условия нагревания, т.е. максимальная температура, продолжительность по времени и т.п., очевидно, должны быть откорректированы таким образом, чтобы избежать существенного разложения полимера и/или чрезмерного отпуска металла, из которого изготовлен режущий край. Предпочтительно, температура не должна превышать 430oC.
Нижеследующие примеры иллюстрируют природу настоящего изобретения. Качество первого бритья, произведенного при помощи лезвий по каждому из примеров, соответствовало качеству бритья при помощи лезвий, покрытых фторуглеродным полимером и произведенных с применением хлорфторуглеродного растворителя, которые выпускаются в настоящее время. Далее, однородность покрытий по изобретению превышает этот показатель у лезвий, покрытых фторуглеродным полимером и произведенных при помощи водного растворителя или известного растворителя из числа опасных летучих органических соединений (VOC's).
Пример
Полифторуглеродная дисперсия. Получают 1%-ную дисперсию ПТФЭ в сверхкритической среде CO2. Полифторуглерод представляет собой материал "Teflon®" МР-1100 с добавкой фтора, производимый и продаваемый фирмой E.I.DuPont. Средний размер частиц составляет 1,8-4 мкм. Двуокись углерода находится при температуре около 88oF (31oC) и под давлением, по меньшей мере, в около 1070 фунтов на кв.дюйм (72,9 атм). Дисперсию постоянно перемешивали в резервуаре.
Покрытие края лезвия. Дисперсию напыляют на край лезвия через насадок с диаметром около 0,010 дюймов. Расстояние от отверстия до края лезвия составляет около 12 дюймов.
Лезвия. Стандартное нержавеющее лезвие Track II из нержавеющей стали располагают в 12 дюймах от отверстия. Покрытие напыляют на край. После напыления лезвия нагревают до температуры около 350oC, чтобы вызвать спекание фторуглеродного полимера на краях лезвия. Конечная толщина тефлонового покрытия на краю лезвия составляет около 3000  и
и
Изобретение относится к способу получения полифторуглеродного покрытия на режущем крае лезвия бритвы. Способ включает следующие этапы: диспергирование фторуглеродного полимера в сверхкритической среде; покрытие режущего края лезвия бритвы этой дисперсией; нагревание покрытия, достаточное для того, чтобы фторуглеродный полимер пристал к краю лезвия. Настоящий способ позволяет получить однородное полифторуглеродное покрытие по краю лезвия и в то же время устраняет необходимость применения экологически опасных растворителей. 19 з.п.ф-лы, 1 табл.
| WO 9320952 A, 28.10.1993 | |||
| WO 9511935 A, 04.05.1995 | |||
| US 3071856 A, 08.01.1963 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ БРИТВЕННОГО ЛЕЗВИЯ С ПОКРЫТИЕМ ИЗ ПОЛИМЕРНОГО МАТЕРИАЛА | 1994 |
|
RU2119425C1 |
