Настоящее изобретение относится к усовершенствованному лезвию бритвы с покрытием из полифторуглерода и к новому способу ее производства. Более конкретно, настоящее изобретение относится к лезвиям бритвы, снабженным тонким слоем покрытия из полифторуглерода. Покрытия согласно настоящему изобретению демонстрируют хорошее сцепление с бритвой и позволяют значительно улучшить процесс бритья при первом использовании бритвы.
Настоящее изобретение направлено на создание нового способа обработки лезвий бритвы полифторуглеродом, в частности покрытия лезвий бритвы политетрафторэтиленом.
Лезвия бритв без покрытия, несмотря на их высокую остроту, не могут быть использованы для бритья бороды всухую без ощущения большого дискомфорта и боли и на практике необходимо пользоваться при этом веществами, смягчающими волосы бороды, например водой и/или кремом для бритья или мылом. Боль и раздражение, вызываемые при бритье бритвой без покрытия, происходят от большого усилия, требующегося для того, чтобы провести лезвие бритвы по несмягченным волосам бороды; и это усилие передается нервам в коже, расположенным рядом с фолликулами волос, из которых произрастают волосы бороды, и, как это хорошо известно, раздражение, вызванное чрезмерным тянущим усилием, действующим на эти волосы, может сохраняться в течение продолжительного периода времени после прекращения тянущего воздействия. Покрытия для бритв были разработаны для преодоления этих недостатков.
В патенте США 2937976, выданном 24 мая 1960 г. на имя Гранама и др., описана бритва с покрытием, при пользовании которой обеспечивается снижение величины усилия, требуемого для срезания волос бороды. Материал покрытия состоит из органосиликоносодержащего полимера, частично термообработанного до геля, который остается закрепленным на бритве. Хотя эти бритвы с покрытием имели коммерческий успех на рынке, покрытие не было долговечным и относительно быстро стиралось.
В патенте США 3071856, выданном 8 января 1963 г. на имя Фишбейна, описаны бритвы с фторуглеродным покрытием, в частности с политетрафторэтиленовым покрытием. Бритвы могут быть покрыты: (1) путем размещения лезвия бритвы вблизи подачи фторуглерода и последующего нагрева бритвы; (2) напылением на бритву дисперсии фторуглерода; (3) погружением бритвы в дисперсию фторуглерода или (4) применением электрофореза. Полученную в результате этого бритву затем нагревали, чтобы вызвать спекание политетрафторэтилена на лезвии бритвы. Фишбейн ничего не сообщает об использовании растворов фторуглерода.
В патенте США 3518110, выданном 30 июня 1970 г. на имя Фишбейна, описан усовершенствованный твердый полимер фторуглерода, предназначенный для покрытия лезвий безопасных бритв. Твердый полимер фторуглерода имеет точку плавления в пределах 310-332oС и текучесть расплава 0,005-600 г/10 мин при 350oС. Молекулярный вес по оценкам составляет около 25000-500000. Для получения наилучших результатов твердый полимер фторуглерода размалывают до величины частиц 0,1-1,0 мкм. Дисперсию напыляют в электростатическом поле на бритвы из нержавеющей стали.
В патенте США 3658742, выданном 25 апреля 1972 г. на имя Фиша и др., описана водная дисперсия политетрафторэтилена (PTFE), содержащая смачиватель марки "Тритон Х-100", которую наносят в электростатическом поле на лезвия бритвы. Водную дисперсию готовят путем замены растворителя марки "Фреон" в дисперсии PTFE марки "Видакс" (PTFE + фреоновый растворитель), поставляемой фирмой "Дюпон" (г. Вилмингтон, шт. Делавер), изопропиловым спиртом и затем заменой изопропилового спирта водой.
В патенте США 5263256, выданном 23 ноября 1993 г. на имя Транкейма, описан усовершенствованный способ формирования полифторуглеродного покрытия для лезвий бритвы, содержащий стадии: воздействия ионизирующего облучения на фторуглеродный полимер, имеющий средний молекулярный вес, по меньшей мере, около 1000000, для снижения среднего молекулярного веса и для достижения его величины порядка 700-700000; диспергирования облученного фторуглеродного полимера в водном растворе; покрытия лезвия бритвы дисперсией; нагревания полученного покрытия до расплавления, частичного расплавления или спекания фторуглеродного полимера.
В международной публикации WO 93/08926, описан способ формирования полифторуглеродного покрытия для лезвий бритвы, содержащий стадии: воздействия ионизирующего облучения на полифторуглеродный полимер, имеющий молекулярный вес, по меньшей мере, около 1000000, когда он находится в порошкообразном виде в сухом состоянии, для снижения среднего молекулярного веса полимера; формирования дисперсии облученного полимера в летучей органической жидкости; напыления дисперсии на лезвие бритвы и нагревания полученного покрытия до спекания полифторуглерода. Предпочтительно в качестве полифторуглерода использовать политетрафторэтилен и предпочтительно производить облучение для получения полимера, имеющего молекулярный вес порядка 25000.
В патенте США 5328946, выданном на имя Тюмайнелло и др., описаны перфторированные циклоалкановые растворители для растворения полимеров с высокой температурой плавления, содержащих тетрафторэтилен. Сказано, что эти растворители растворяют полимеры значительно быстрее и/или более стабильно, чем ранее известные растворители. Также раскрыт способ растворения полимеров и их результирующих растворов. Растворы применимы для изготовления полимерных пленок, покрытий и капсулированных объектов.
В патенте США 5364929, выданном на имя Ди и др., раскрыт способ растворения полимеров с высокой температурой плавления, содержащих частицы тетрафторэтилена, при более высоких давлениях, чем газовое давление, используя выбранные галогенированные растворители, которые часто не являются растворителями, полученными в результате этого процесса. Сказано, что полученные в результате растворы применимы для приготовления волокон и бумагоподобных холстов из этих полимеров.
В патенте США 4360388 описаны некоторые растворители тетрафторэтиленовых (TFE) полимеров, включая перфтордекалин, перфторметилдекалин, перфтордиметилдекалин, перфторметилциклогексан и перфтор(1,3-диметилциклогексан). Есть уверенность в том, что критическая температура для всех этих растворителей ниже 340oС и, следовательно, они не являются растворителями PTFE.
Б. Чу и др. в серии статей [Macromol., том 20, стр. 702-703 (1987); Macromol. , том 21, стр. 397-402 (1988); Macromol., том 22, стр. 831-837 (1989); J. Appl. Polym. Sci. , Appl. Polym. Sym., том 45, стр. 243-260 (1990)] описывают измерения молекулярного веса политетрафторэтилена (здесь и далее иногда будет использовано сокращенное обозначение PTFE) в растворе. В качестве растворителей в этих исследованиях были использованы перфтортетракозан и олигомеры поли(хлортрифторэтилена).
П. Смит и К. Гарднер [Macromol., том 18, стр. 1222-1228 (1985)] сделали обзор и провели анализ практических и теоретических аспектов растворения PTFE. Как считают эти авторы, PTFE был растворен только в перфторкеросинах и перфторированных маслах, другими словами, в перфорированных алканах с более высоким молекулярным весом. Они сообщают, что PTFE не растворяется в перфтордекалине, октафторнафталине или декафторбензофеноне.
В патенте США 3461129 в Примере А сказано, что 4-этокси-2,2,5,5-тетракис(трифторметил)-3-оксазолин растворяет PTFE с низкой температурой плавления (точка плавления 83-145oС). Нет упоминания о растворении PTFE с более высокой температурой плавления.
Покрытия из политетрафторэтилена на лезвиях бритв хорошо известны в данной области техники. Кроме того, очевидно, что различные системы растворителей были предложены в литературе для политетрафторэтилена. Однако в данной области техники отсутствуют оценки важности тонких покрытий из политетрафторэтилена, особенно при начальном, первом, пользовании лезвиями. Кроме того, в данной области нет сообщений о выборочном удалении политетрафторэтилена с лезвий бритв.
Целью настоящего изобретения является создание лезвий бритв с тонким, хорошо закрепленным покрытием, которое обеспечивает значительное улучшение первичных воздействий режущих сил в сравнении с ранее известными бритвами. Это улучшение в воздействии режущих сил относится к улучшенному первому употреблению бритвы (бритью) и часто относится к улучшенному последующему употреблению бритвы для бритья.
Целью настоящего изобретения является также создание лезвия бритвы, которое вызывает меньшее количество порезов, улучшенный комфорт и/или улучшенную гладкость бритья.
Кроме того, целью настоящего изобретения является создание способа для изготовления этих улучшенных бритв. В способе использованы новые стадии.
Эти и другие цели достигаются согласно одному аспекту изобретения посредством способа формирования полифторуглеродного покрытия на режущей кромке лезвия бритвы, включающего стадии: (а) нанесения покрытия на режущую кромку лезвия бритвы из дисперсии полифторуглерода в среде диспергирования; (b) нагревания покрытия в достаточной степени для закрепления полифторуглерода на лезвии, в котором согласно изобретению (с) обрабатывают лезвие бритвы растворителем для частичного удаления покрытия.
Предпочтительно, чтобы критическая температура или точка кипения растворителя была выше температуры растворения полифторуглерода в растворителе, причем стадию (с) обработки бритвы производили при рабочей температуре, которая ниже точки кипения или критической температуры растворителя и выше температуры растворения полифторуглерода в растворителе.
Целесообразно, чтобы растворитель выбирали из группы, состоящей из перфторалканов, перфторциклоалканов, перфторароматических соединений и их олигомеров.
Желательно, чтобы полифторуглерод являлся политетрафторэтиленом, имеющим молекулярный вес около 700-3000000.
Возможно, чтобы политетрафторэтилен имел молекулярный вес около 25000-3000000.
Полезно, чтобы растворитель выбирали из группы, состоящей из:
додекафторциклогексан (С6F12),
октафторнафтален (C10F8),
перфтортетракозан (n-С24F50),
перфтортетрадекагидрофенантрен (C14F24),
изомеры перфторпергидробензилнафталина (С17F30),
побочный олигомерный продукт с высокой температурой кипения при производстве перфтортетрадекагидрофенантрена (C14F24),
перфторполиэфиры и их сочетания.
Предпочтительно, чтобы растворитель содержал олигомер перфторпергидрофенантрена, имеющий общую формулу:
С14F23(С14F22)nС14F23,
где n=0, 1 и 2.
Целесообразно, чтобы способ далее содержал последующую стадию (d) обработки, заключающуюся в удалении излишков растворителя.
Желательно, чтобы последующая стадия (d) обработки содержала погружение лезвия бритвы в моющий раствор при температуре, соответствующей или близкой к точке кипения моющего раствора.
Полезно, чтобы моющий раствор состоял из перфтор(2-n-бутилгидрофурана).
Эти цели достигаются согласно другому аспекту изобретения посредством усовершенствованной режущей кромки лезвия бритвы, имеющей закрепленное на ней покрытие из полифторуглерода, в которой согласно изобретению кромка лезвия бритвы обработана растворителем для частичного удаления покрытия.
Предпочтительно, чтобы критическая температура или точка кипения растворителя была выше температуры растворения полифторуглерода в растворителе, причем обработку лезвия растворителем для частичного удаления покрытия производили при рабочей температуре, которая ниже точки кипения или критической температуры растворителя и выше температуры растворения полифторуглерода в растворителе.
Целесообразно, чтобы растворитель выбирали из группы, состоящей из перфторалканов, перфторциклоалканов, перфторароматических соединений и их олигомеров.
Желательно, чтобы полифторуглерод являлся политетрафторэтиленом, имеющим молекулярный вес около 700-3000000.
Возможно, чтобы политетрафторэтилен, имеющий молекулярный вес около 25000-3000000.
Предпочтительно, чтобы растворитель выбирали из группы, состоящей из:
додекафторциклогексан (C6F12),
октафторнафтален (C10F8),
перфтортетракозан (n-С24F50),
перфтортетрадекагидрофенантрен (C14F24),
изомеры перфторпергидробензилнафталина (С17F30),
побочный олигомерный продукт с высокой температурой кипения при производстве перфтортетрадекагидрофенантрена (C14F24),
перфторполиэфиры и их сочетания.
Целесообразно, чтобы растворитель содержал олигомер перфторпергидрофенантрена, имеющего общую формулу:
Cl4F23(Cl4F22)nC14F23,
где n=0, 1 и 2.
Желательно, чтобы режущая кромка дополнительно была подвергнута стадии обработки, заключающейся в удалении излишков растворителя.
Полезно, чтобы режущая кромка дополнительно была подвергнута стадии обработки, содержащей погружение кромки лезвия в моющий раствор при температуре, соответствующей или близкой к точке кипения моющего раствора.
Предпочтительно, чтобы моющий раствор состоял из перфтор(2-n-бутил-гидрофурана).
Эти и другие цели станут очевидными из следующего описания.
Настоящее изобретение относится к лезвиям бритв, которые демонстрируют улучшенные свойства при "первом бритье". Обычные лезвия бритв демонстрируют удивительно высокие режущие усилия при первом бритье. Лезвия бритв, изготовленные в соответствии с настоящим изобретением, демонстрируют значительно меньшие режущие усилия при первом бритье, что соответствует более комфортному бритью. Изготовление усовершенствованных бритв согласно настоящему изобретению включает обработку обычных лезвий бритв, имеющих закрепленное покрытие из полифторуглерода, растворителем для частичного удаления части покрытия. В число предпочтительных растворителей входят перфторалканы, перфторциклоалканы, перфторароматические соединения и их олигомеры, обладающие критической температурой, или точкой кипения, превышающей температуру растворения полифторуглерода в растворителе. Настоящее изобретение относится также к способу изготовления этих лезвий бритв.
Описание иллюстраций
На фиг. 1 изображена блок-схема способа обработки лезвий бритв согласно настоящему изобретению.
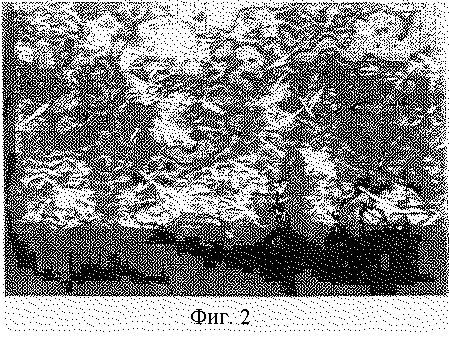
На фиг. 2 представлена микрофотография необработанного лезвия бритвы (900-кратное увеличение) с PTFE покрытием.
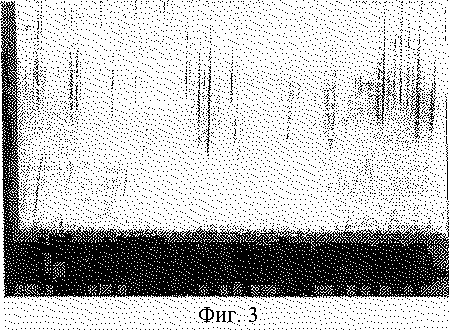
На фиг.3 показана микрофотография лезвия бритвы (900-кратное увеличение) с PTFE покрытием, представленного на фиг.2, после обработки растворителем в соответствии с настоящим изобретением.
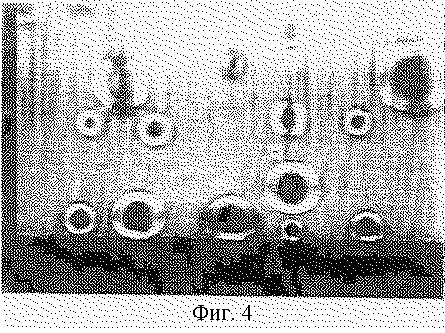
На фиг.4 показана микрофотография лезвия бритвы (900-кратное увеличение), представленного на фиг. 3, после 500 проходов через шерстяной войлок. Капельки жидкости - это силиконовая смазка и они демонстрируют то, что поверхность металла все еще сохраняет адекватное PTFE покрытие.
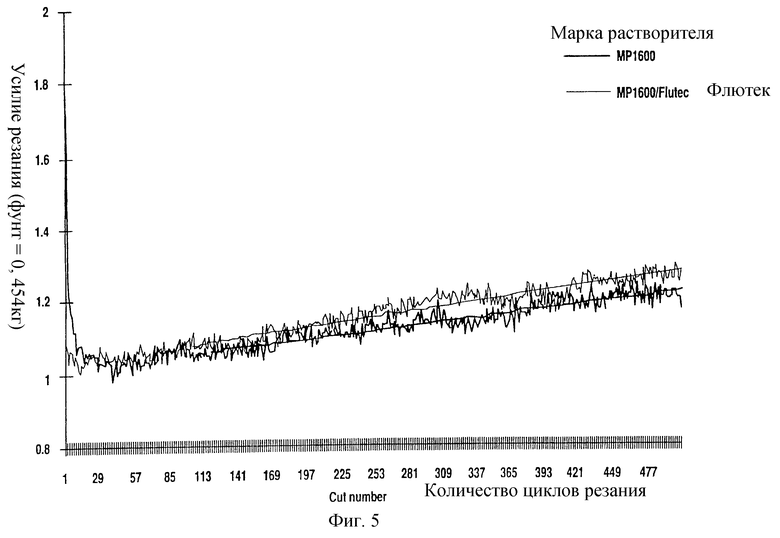
На фиг. 5 представлены диаграммы усилий, которые требуется приложить к бритве, чтобы прорезать шерстяной войлок, от количества проходов через шерстяной войлок для контрольной группы бритв и группы бритв, выполненных в соответствии с настоящим изобретением.
Все данные о процентных соотношениях, приведенные здесь, отнесены к массе вещества, если другое не указано специально.
Термин "лезвие бритвы", как он применяется здесь, включает режущую кромку и грани бритвы. Понятно, что вся бритва может быть покрыта в соответствии со способом, описанным здесь; однако покрытие данного типа в виде оболочки не является существенным для настоящего изобретения. Бритвы согласно настоящему изобретению включают все типы бритв, известные в данной области техники. Например, обычно используют бритвы из нержавеющей стали. Множество других коммерчески реализуемых бритв также включает бритвы с хром/платиновым промежуточным слоем между стальной бритвой и полимером. Этот тип промежуточного слоя наносят напылением на поверхность лезвия бритвы до нанесения полимерного покрытия.
Кроме того, материал бритвы может быть снабжен углеродным алмазоподобным покрытием (DLC), как это описано в патентах США 5142785 и 5232568, введенных в настоящую заявку путем ссылок, до нанесения полимерного покрытия.
В прошлом были предложены различные способы нанесения полифторуглерода на лезвия бритв. См., например, патент США 5263256, выданный на имя Транкейма, введенный в настоящую заявку путем ссылки. Во всех этих способах неизменно изготавливают бритву, имеющую относительно толстый начальный слой полимерного покрытия. Это может приводить к непропорционально большим режущим усилиям при первом использовании бритвы для бритья.
Неожиданно было установлено, что, если бритву, покрытую спеченной дисперсией полифторуглерода, затем обработать соответствующим растворителем, то полученное таким образом лезвие бритвы имеет поверхность, отличающуюся прекрасными качествами для первого бритья.
Настоящий технологический процесс начинают, используя лезвие бритвы с полифторуглеродным покрытием. Затем бритву обрабатывают растворителем, чтобы удалить большую часть полифторуглерода, но оставить тонкий гомогенный слой покрытия. Не будучи привязанными к теории, понятно, что настоящий технологический процесс приводит к тому, что полифторуглеродное покрытие приближается к уровню молекулярной толщины. Необязательно бритву после обработки ее растворителем окончательно подвергают процессу последующего удаления какого-либо избытка содержания растворителя. Каждая из этих фаз настоящего изобретения будет описана ниже.
Лезвие бритвы с полифторуглеродным покрытием в соответствии с настоящим изобретением может быть подготовлено по любому из известных в данной отрасли техники способов. Предпочтительно, чтобы лезвие бритвы было покрыто дисперсией полифторуглерода. Лезвие бритвы, покрытое дисперсией, затем нагревают, чтобы согнать дисперсную среду и спечь полифторуглерод на лезвии бритвы. Эти этапы процесса описаны ниже.
А. Полифторуглеродная дисперсия
В соответствии с настоящим изобретением дисперсию готовят из фторуглеродного полимера. Предпочтительными фторуглеродными полимерами (т.е. стартовыми материалами) являются такие, которые содержат цепь атомов углерода, включая преобладание -CF2-CF2-гpyпп, например таких полимеров, как тетрафторэтилен, включая сополимеры, которые содержат в малых количествах, например до 5% (по массе), гексафторпропилен. Эти полимеры содержат концевые группы на концах углеродных цепочек, которые могут быть различными по своей природе в зависимости, как это хорошо известно, от способа производства полимера. Среди обычных концевых групп в таких полимерах встречаются
-Н, -СООН, -С1, -СС13
-CFClCF2Cl, -CH2OH, -СН3
и т.п. Хотя точные молекулярные веса и распределение молекулярных весов предпочтительных полимеров точно неизвестно, есть уверенность в том, что они имеют молекулярный вес в пределах 700-3000000, предпочтительно в пределах 25000-200000. Могут быть использованы смеси двух или более полифторуглеродных полимеров, если смесь имеет показатели температуры плавления и текучести расплава, приведенные выше, даже если отдельные полимеры, входящие в смесь, не обладают такими показателями. Наиболее предпочтительным начальным материалом является политетрафторэтилен (PTFE).
Предпочтительный полифторуглерод вырабатывают из исходного материала - фторуглеродного полимера, имеющего молекулярный вес, по меньшей мере, 1000000, в форме порошка в сухом состоянии, который подвергают ионизационному облучению для снижения среднего молекулярного веса полимера до порядка 700-700000, предпочтительно до порядка 700-51000 и наиболее предпочтительно до порядка около 50000. Этот процесс описан в патенте США 5263256, введенном в настоящую заявку путем ссылки. Доза облучения предпочтительно составляет 20-80 Мрад и ионизирующее облучение предпочтительно осуществляют гамма-излучением, а источником является Со60. В качестве полифторуглерода предпочтительно использовать политетрафторэтилен и облучение предпочтительно осуществлять для получения полимера, имеющего средний молекулярный вес около 25000.
В число предпочтительных коммерчески реализуемых полифторуглеродов входят политетрафторэтилены марок МР1100, МР1200 и МР1600 в форме порошка, выпускаемые фирмой "Дюпон". Наиболее предпочтительными являются политетрафторэтилены марок МР1100 и МР1600 в форме порошка.
Дисперсии полифторуглеродов согласно настоящему изобретению содержат 0,05-5,0 мас.% полифторуглеродов, предпочтительно 0,7-1,2 мас.%, диспергированных в среде диспергирования. Полимер может быть введен в поток или смешан прямо в сосуде, подвергаемом колебаниям, и затем гомогенизирован. При инжекции в поток предпочтительно применять статический миксер с направленным вниз потоком.
Для получения дисперсии, которую напыляют на лезвия, полифторуглерод должен быть в форме частиц очень малых размеров (субмикронных). Исходный материал - полифторуглерод в порошкообразной форме обычно может быть приобретен в более грубой форме и может быть размолот до желаемой тонины порошка.
В качестве среды диспергирования обычно выбирают вещества из группы, содержащей полифторуглероды (например, марки "Фреон" фирмы "Дюпон"), воду, летучие органические соединения (например, изопропиловый спирт) и сверхкритический СO2. Вода наиболее предпочтительна.
Когда используют воду в качестве среды диспергирования, часто необходим смачивающий реагент, особенно когда величина частиц велика. Обычно такие смачивающие реагенты могут быть выбраны из ряда поверхностно-активных веществ, которые подходят для использования в водных, полимерных дисперсиях. В число таких смачивающих реагентов входят соли щелочных металлов диалкилсульфосукцинатов, мыла более жирных кислот, жирные амины, сорбитан сложного моно- и двойного эфира жирных кислот и их полиоксиалкиленэфирных производных, соли щелочных металлов алкиларилсульфонатов, полиалкиленэфирные гликоли и моно- и двужирные кислые эфиры упомянутых гликолей. Предпочтительными смачивающими реагентами для использования в настоящем изобретении являются неионные вещества, а более конкретно алкилфенилполиалкиленэфирные спирты, например "Тритон Х100" и "Тритон Х114", поставляемые фирмой "Юнион Карбид", "Айпигаль СО-610", поставляемый фирмой "Рон-Пуленк", и "Тергитоль 12Р12", поставляемый фирмой "Юнион Карбид". Особенно хорошие результаты были получены при использовании "Тергитоля 12Р12", который представляет собой додецилфенилполиэтиленэфирный спирт, содержащий 12 групп окиси этилена. Обычно количество используемого смачивающего реагента можно варьировать. Обычно смачивающий реагент используют в количествах, равных, по меньшей мере, приблизительно 1% от массы фторуглеродного полимера, предпочтительно, по меньшей мере, около 3% от массы фторуглеродного полимера. В предпочтительных вариантах осуществления изобретения смачивающий реагент используют в количествах, ограниченных в пределах около 3-50% от массы полимера, причем предпочтительны более низкие уровни использования смачивающего реагента. Особенно хорошие результаты были получены при использовании их в пределах около 3-6%.
Неионные поверхностно-активные вещества часто характеризуются их числом HLB [соотношением гидрофильных и липофильных (способностью к расщеплению жиров) свойств] . Для простых спиртовых этоксилатов число HLB может быть вычислено по формуле:
HLB=Е/5,
где Е - процентное содержание (по массе) окиси этилена в молекуле.
Особенно существенно, что любой смачивающий реагент с числом HLB в пределах около 12,4-18,0, предпочтительно в пределах около 13,5-18,0, может быть использован в настоящем изобретении. Более подробную информацию о числах HLB см. в Энциклопедии химической технологии Кирка-Отмера, том 22, стр. 360-362, введенной в настоящую заявку путем ссылки.
В. Нанесение дисперсии
Дисперсия может быть нанесена на лезвие любым подходящим способом, чтобы обеспечить по возможности равномерное покрытие, например, путем погружения или напыления; напыление особенно предпочтительно для формирования покрытия на лезвиях, причем в этом случае может быть использовано электростатическое поле в сочетании с напылением, чтобы улучшить эффективность процесса нанесения. Более подробную информацию о технологии распыления в электростатическом поле см. в патенте США 3713873, выданном на имя Фиша 30 января 1973 г., введенном в настоящую заявку путем ссылки. Предварительный нагрев дисперсии может быть желательным для улучшения условий распыления, причем степень предварительного нагрева зависит от природы дисперсии. Предварительный нагрев бритв до температуры, приближающейся к точке кипения среды диспергирования, также может быть желательным.
С. Спекание полифторуглерода на бритвах
В любом случае бритвы, на которых имеются нанесенные полимерные частицы на их лезвиях, должны быть нагреты до высоких температур, чтобы образовать закрепленное покрытие на лезвии и удалить среду диспергирования. Продолжительность периода нагрева может быть изменена в широких пределах - от небольшого периода в несколько секунд до продолжительного нагревания в несколько часов в зависимости от свойств конкретного используемого полимера, свойств лезвия, скорости, с которой бритву нагревают до желаемой температуры, достигаемой температуры и свойств окружающей атмосферы, в которой нагревают бритву. Предпочтительно, чтобы бритвы нагревали в атмосфере инертного газа, например гелия, аргона, азота и т.д., или в атмосфере восстановительного газа, например водорода, или в смеси таких газов, или в вакууме. Нагревание должно быть существенным, чтобы обеспечить возможность, по меньшей мере, спекания отдельных частиц полимера. Предпочтительно нагревание должно быть достаточным для того, чтобы обеспечить возможность полимеру растечься до образования в существенной степени сплошной пленки требуемой толщины и чтобы вызвать ее прочное закрепление на материале лезвия бритвы.
Нагревание покрытия предназначено для того, чтобы вызвать прикрепление полимера к бритве. Нагревание может привести к спеканию частично расплавленного или расплавленного покрытия. Частично расплавленное или полностью расплавленное покрытие предпочтительно, т.к. оно обеспечивает возможность растекания покрытия и образования более сплошного покрытия. Более подробную информацию о расплавлении, частичном расплавлении или спекании см. в Энциклопедии по науке и технологии МакГроу-Хилла, том 12, 5-ое издание, стр. 437 (1992), введенной в настоящую заявку путем ссылки.
Условия нагрева, т.е. максимальная температура, продолжительность и т.д. , очевидно должны быть отрегулированы так, чтобы исключить существенное разложение полимера и/или существенный отпуск металла лезвия. Предпочтительно, чтобы температура не превышала 398,89oС. Типичная рабочая температура для обработки политетрафторэтилена марки МР1100, изготавливаемого фирмой "Дюпон", составляет около 343,33oС.
Обработка растворителем
Основной особенностью настоящего изобретения является обработка бритв с полифторуглеродным покрытием, которые описаны выше, растворителем, чтобы в существенной степени "утонить" полифторуглеродное покрытие. Полученная в результате бритва обладает равномерным тонким покрытием на поверхности лезвия.
Растворители выбирают, основываясь на следующих параметрах:
(1) Растворимость полифторуглерода.
Понижение точки плавления используют для идентификации растворимости. Точки плавления полимеров и понижение температуры плавления в растворителях определяли в дифференциальном сканирующем калориметре (ДСК) марки DSC-220 фирмы "Сейко" со скоростью нагревания 10oС/мин в азоте. Точка плавления - это минимальный пик эндотермической кривой плавления. Для определения понижения температуры при плавлении использовали приблизительно 5 мг PTFE в растворителе в герметичных сосудах из алюминия или из нержавеющей стали или в стеклянных ампулах. Жидкости, которые демонстрировали возможность понижения точки плавления PTFE, считали растворителями. Понижение точки плавления образовывало нижнюю границу температур растворения.
(2) Растворитель должен быть в форме жидкости при температуре растворения.
Растворитель должен быть в форме жидкости при температуре растворения. Другими словами, растворитель должен обладать точкой кипения, которая выше рабочей температуры, и точкой плавления, которая ниже температуры растворения. Конечно, этим фактором можно манипулировать, изменяя уровень рабочих давлений; однако давления окружающей среды предпочтительны. В случае проведения процесса при повышенном давлении растворитель должен иметь критическую температуру, превышающую рабочую температуру.
(3) Низкая полярность.
Полярные молекулы обычно не являются хорошими растворителями в соответствии с настоящим изобретением. Молекулы с низкой или, что наиболее предпочтительно, не обладающие полярной функциональностью, работают наилучшим образом. Наиболее предпочтительными молекулами являются неполярные алифатические, циклические или ароматические перфторуглероды; однако гомополимеры с низким молекулярным весом (НМВ) со фтором на вершине окончаний гексафторпропиленового эпоксида также работают до определенной степени.
Процесс обработки растворителем покрытого полифторуглеродом лезвия бритвы проводят при температуре, требуемой для растворения полимера, т.е. в пределах интервала температур растворения, как это определено выше. Вообще говоря, полимеры с более низкими температурами плавления требуют более низких температур, в то время как полимеры с более высокими температурами плавления, например PTFE, требуют более высоких температур. Подходящие температуры приведены в примерах и они иногда выше точек кипения растворителя при атмосферном давлении, так что может потребоваться автоклав, чтобы исключить кипение растворителя. Рабочая температура не должна быть выше критической температуры или точки кипения растворителя, поэтому критическая температура растворителя должна быть выше температуры растворения. Критические температуры многих соединений могут быть определены по стандартным источникам и могут быть измерены с использованием способов, известных специалистам в данной области.
Растворитель и полимер должны быть стабильны при рабочей температуре. Перемешивание способствует повышению скорости растворения полимера на поверхности лезвия бритвы. Два других фактора оказывают влияние на скорость растворения: (1) при большей площади поверхности взаимодействия между полимером и растворителем скорость растворения увеличивается; (2) при большем молекулярном весе полимера и более высокой концентрации полимера скорость растворения понижается. Время, требующееся для растворения, меняется в зависимости от конкретного полимера и от выбранного растворителя, а также от других факторов, описанных выше. Конкретные варианты обработки растворителями приведены в примерах.
Предпочтительными растворителями являются перфторалканы, перфторциклоалканы, перфторароматические соединения и их олигомеры. Многие перфторполиэфиры работают в некоторых случаях. Под термином "перфторциклоалканы" здесь понимаются насыщенные циклические соединения, которые могут содержать расплавленные или нерасплавленные кольца. Кроме того, перфторированные циклоалканы могут быть замещены перфторированными алкильными группами и перфорированными алкиленовыми группами. Под термином "перфорированная алкильная группа" здесь понимают насыщенную разветвленную или линейную углеродную цепь. В данном контексте под термином "перфторированная алкиленовая группа" понимают алкиленовую группу, разветвленную или линейную и соединенную с двумя различными углеродными атомами в углеродных кольцах.
Было установлено, что перфторуглероды с алифатическими кольцевыми структурами и с высокими критическими температурами являются предпочтительными растворителями, обеспечивающими растворимость PTFE при наиболее низких температурах и давлениях. Наиболее предпочтительные перфторированные растворители могут быть поставлены фирмой PCR, Инк. г. Гейнсвил, шт. Флорида. Додекафторциклогексан (C6F12), октафторнафтален (С10F8) и перфтортетракозан (n-C24F50) были получены от фирмы "Ольдрих Кемикл Ко.". Перфтортетрадекагидрофенантрен (С14F24) может быть получен от фирмы "BNFL Фторкемиклс Лтд.", г. Пристон, графство Ланкашир, Англия; торговой маркой "Флютек РР11" обычно называют перфторпергидрофенантрен. Смесь изомеров перфторпергидробензилнафталена (С17F30) с товарным знаком "Флютек РР25" получали от отделения ISC фирмы "Рон-Пуленк Ко. (RP-ISC)". Олигомерный побочный продукт с высокой температурой кипения, получаемый при производстве соединения "Флютек РР11" (С14F23(C14F22)nC14F12, где n=0, 1 и 2), был также получен от фирмы "Дюпон". Последнее соединение представляет собой большую (gross) смесь перфторуглеродов, обобщенная структура которой показана в примерах, где преобладающие значения для n=0 и n=1. Приблизительные пределы температуры кипения компонентов составляют 280-400oС. При растворении PTFE марок МР1000, МР1600 или "Видакс" на лезвиях бритв оптимальные условия достигнуты при температурах 300-340oС через 10-200 с.
Здесь перфторполиэфиры (PFPE) относятся к перфторированным соединениям, содержащим связи - (CF2-CFR-0-)n, где R=F, СF3. Эти соединения иногда называют перфторалкилэфирами (PFAE) или перфторполиалкилэфирами (PFPAE). Предпочтительно полимерная цепь полностью насыщена и содержит только элементы: углерод, кислород и фтор; водород не присутствует.
Наиболее предпочтительными PFPE растворителями являются фторированные масла марки "Критокс®", выпускаемые фирмой "Дюпон", и фторированные масла марки "Спешиалли Кемиклс энд ФомблинТМ", выпускаемые фирмой "Монтедисон Ю.К. Лтд. ". Фторированные масла марки "Критокс" представляют собой серию гомополимеров с низким молекулярным весом с фтором на вершинах окончаний гексафторпропиленового эпоксида со следующей химической структурой: ,
,
где n=10-60.
Полимерная цепь полностью насыщена и содержит только элементы: углерод, кислород и фтор, водород не присутствует. Масло марки "Критокс" содержит 21,6% углерода, 9,4% кислорода и 69,0% фтора (по массе).
В издании "Кемикл Абстракт Индекс" фторированные масла марки "Критокс" названы оксиранфтор(трифторметил)-гомополимером и им присвоен регистрационный номер по CAS 60164-51-4.
Последующая обработка
После обработки лезвий бритвы растворителем, как это описано выше, бритвы могут быть очищены для того, чтобы удалить всякий избыток растворителя. Это может быть выполнено путем погружения лезвия бритвы в моющий раствор для растворителя. Предпочтительно, чтобы моющий раствор был бы легко отделяемым от растворителя и был бы действительным растворителем для растворителя, описанного в предшествующем разделе.
Предпочтительно промывать бритвы при температуре, близкой к точке кипения моющего раствора растворителя перфтор(2-n-бутилгидрофурана) марки "Флюоринерт FC-75", выпускаемого фирмой "ЗМ", или 1,1,1,2,3,4,4,5,5,5-декафторпентана марки HFC-43, выпускаемого фирмой "Дюпон".
Другой этап последующей обработки включает сепарацию растворенного PTFE от растворителя. Эта сепарация позволяет повторно использовать растворитель и может также способствовать повторному использованию PTFE. Такая сепарация может быть выполнена дистиллированным или любым другим способом, известным специалистам в данной области.
Следующие специальные примеры иллюстрируют сущность настоящего изобретения. Качество первого бритья, достигаемое при использовании бритв в каждом из последующих примеров, аналогично или лучше, чем достигаемое при любом последующем бритье, и снижение качества при последующем использовании бритв в каждом конкретном примере аналогично или меньше, чем снижение качества в случае использования обычных бритв с фторуглеродным полимерным покрытием, изготовленных без применения этапа обработки растворителем согласно настоящему изобретению.
ПРИМЕРЫ
Материалы
"Флюоринерт FC-75". Главным образом, перфтор(2-п-бутилгидрофуран) C8H12O. Фирма "3М".
Олигомеры "Флютек РР11". Олигомеры перфторпергидрофенантрена (C14F23(C14F22)nС14F23, где n=0, 1 и 2).
Олигомер "Флютек РР11" (n=0,0; 1,2).
Состав марки МР1600. Политетрафторэтилен -(C2F4)n- фирмы "Дюпон".
1% в изопропаноле.
Подготовка бритв
Партию бритв покрывали напылением и спекали покрытие следующим образом: оправку, содержавшую комплект бритв, располагали на ленте транспортера. Оправку с бритвами обрабатывали распылением дисперсии PTFE/изопропанол при содержании PTFE - 1 мас.%. Оправку с комплектом бритв пропускали через печь, где PTFE спекали на лезвии бритвы.
Партию спеченных бритв делили на две группы: (1) контрольную группу, представлявшую коммерчески выпускаемые в настоящее время бритвы, которые не подвергали какой-либо обработке растворителем, и (2) группу, представлявшую настоящее изобретение, которую подвергали обработке растворителем.
Методика обработки растворителем - погружение и очистка
Олигомер "Флютек РР11" предварительно нагревают в двугорлой колбе с круглым дном с емкостью 500 мл с принудительным потоком азота. Приблизительно 35-50 бритв складывали на одном конце ручного приспособления и погружали в олигомер "Флютек" при температуре 310oС на 2 мин. Для последующей очистки от олигомера "Флютек" бритвы в течение 5 мин промывали сильным потоком в экстракторе Сокслета, содержавшем "Флюоринерт FC-75", нагретый до 108oС.
Определение режущей силы
Для демонстрации преимуществ "первого бритья" бритвами, обработанными в соответствии с настоящим изобретением, режущую силу каждой бритвы определяли путем измерения силы, требуемой каждой бритвой для того, чтобы прорезать шерстяной войлок. Каждую бритву пропускали 500 раз через установку для резания шерстяного войлока и возникавшее усилие при каждом проходе измеряли и фиксировали самописцем. Диаграммы усилий каждого прохода резания представлены на фиг. 5. Как видно из диаграммы на фиг.5, лезвия бритв, обработанных в соответствии с настоящим изобретением, демонстрируют меньшие режущие усилия при первом резании и вблизи первого резания. Улучшение качества первого бритья наблюдали при реальном бритье во время сравнительных испытаний бритв, изготовленных в соответствии с настоящим изобретением, с бритвами, находящимися в продаже.
Характеристики бритв, обработанных олигомером "Флютек"
Под микроскопом незаметно видимое покрытие PTFE на обработанной бритве (см. фиг. 3) в сравнении с необработанным лезвием, которое покрыто кристаллами PTFE (см. фиг.2). Тем не менее, все обработанные бритвы обладают хорошей адгезией к PTFE, что подтверждается низкой величиной режущего усилия, полученной после 500 циклов резания (L500), и тем фактом, что на лезвиях бритв, на которые наносили напылением силиконовое масло после 500 циклов резания, образовывался равномерный слой капель масла (см. фиг.5). [Примечание: силиконовое масло на лезвиях бритв без покрытия растекается и не образует капель]. Это также подтверждается тем, что величины усилий при первом бритье (L1) с использованием этих обработанных бритв низкие, и подкрепляется представление, что обработка растворителем приводит к эффективному утонению пленки PTFE до образования очень тонкого слоя (возможно до химически прикрепленного слоя).
Способ формирования полифторуглеродного покрытия на режущей кромке лезвия бритвы включает стадии нанесения покрытия на режущую кромку лезвия бритвы из дисперсии полифторуглерода в среде диспергирования, нагревания покрытия в достаточной степени для закрепления полифторуглерода на лезвии и стадию обработки лезвия бритвы растворителем для частичного удаления покрытия. Бритвы, изготовленные в соответствии с настоящим изобретением, обеспечивают существенно меньшие начальные режущие усилия, которые соотносятся с более комфортным первым бритьем. 2 с. и 18 з.п.ф-лы, 5 ил.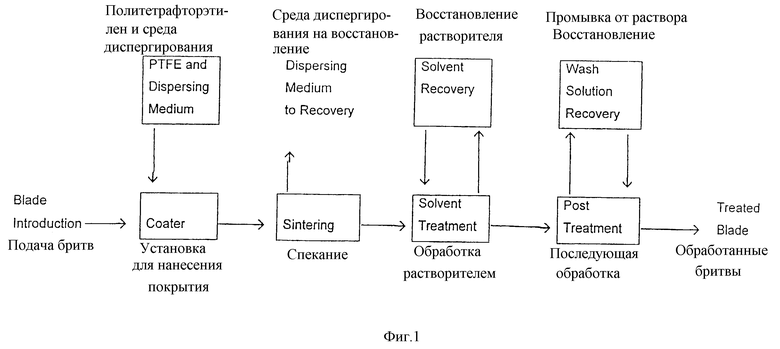
С14F23(С14F22)nС14F23,
где n= 0, 1 и 2.
C14F23(C14F22)nC14F23,
где n= 0, 1 и 2.
| US 5263256 А, 23.11.1993 | |||
| Способ получения защитных покрытий на поверхности металлических изделий | 1980 |
|
SU977046A1 |
| Двухключевой механический замок для блокировки разъединителей с выключателями в электрических распределительных устройствах | 1952 |
|
SU99389A1 |
