Изобретение относится к электродам для металлургических сосудов и к охлаждающим элементам стенок металлургических сосудов, имеющим полость и устройство для охлаждения впрыскиванием охлаждающего агента (жидкости или газожидкостной смеси) в эту полость.
Изобретение также относится к дуговым печам постоянного тока, имеющим по меньшей мере один электрод, выполненный в соответствии с изобретением.
В металлургических сосудах электрических сталеплавильных печей, например, дуговых печей постоянного тока, электроды встроены в огнеупорную облицовку сосуда и проходят через эту облицовку (донные электроды), служа анодами для электрической связи с плавкой. Части электрода, которые находятся в контакте с расплавленным металлом, являются объектами высокого термического износа. По этой причине были предложены различные устройства для донных электродов.
Так например, в DE-A-38 35 785 предлагается охлаждающий рукав, который окружает и охлаждает ту часть электрода, которая выступает из стенки сосуда. Охлаждающая мощность является низкой, поскольку охлаждается только маленький участок электрода, причем этот участок расположен далеко от термически загруженной контактной поверхности между электродом и расплавом. По этой причине электрод относительно быстро расплавляется и срок его службы непродолжителен. Замена электродов сложна, поскольку новые электроды должны быть встроены в огнеупорный материал стенки печи.
Было также предложено (DE-B-40 26 897, DE-A-43 35 065) выполнять полости в теле электрода и охлаждать эти полости впрыскиванием воды. По соображениям безопасности эти полости расположены на очень значительном расстоянии от части электрода, находящейся в контакте с расплавленным металлом и снаружи стенки печи. Это значительное расстояние призвано обеспечить то, что в случае выхода из строя охлаждения или в случае чрезмерной термической нагрузки электрода последний не расплавится до такого размера, чтобы расплавленный металл мог проникнуть в эту полость. Контакт между расплавленным металлом и охлаждающей водой может привести к взрыву, в частности, если вода поступит в расплавленный металл, произойдет испарение и распространение пара, что вызовет разрывы в расплаве. Также невозможно управлять химическим разложением воды, сопровождаемым детонирующими реакциями газа. Более того, расплавленный металл, проникающий в полости, может привести к тому, что печь будет протекать через прожженные электроды и полости.
Большое расстояние между охлажденными полостями и расплавленным металлом, обусловленное этими соображениями безопасности, определяет то, что охлаждение происходит неудовлетворительно, и следовательно, также ведет к сильному износу электродов.
Далее, необходимо охлаждать участки стенки металлургических сосудов (электрических дуговых печей), которые подвергаются относительно высокой термической нагрузке для того, чтобы снизить износ стенки сосуда. По причине, указанной выше, водяная охлаждающая система является здесь проблематичной, в частности, в связи с тем, что угроза указанного выше риска взрыва остается. Если в чрезвычайных условиях работы расплавленный металл протечет через стенку сосуда в такой охлаждающий элемент, при определенных условиях сосуд может дать течь на том участке, где он прогорел.
Целью изобретения является усовершенствование электрода и охлаждающего элемента указанного выше типа, снабжения его более эффективным устройством охлаждения и обеспечения требований безопасности.
Эта цель в соответствии с изобретением достигается тем, что в охлаждающей полости размещено по меньшей мере одно собирающее устройство для сбора расплавленного металла, протекающего в полость.
В контексте изобретения термин "впрыскивание" должен пониматься для обозначения любого типа дисперсии охлаждающей среды в полости так, что по меньшей мере часть внутренней стенки полости охлаждается этой средой. Предпочтительно впрыскивание с помощью одной или нескольких форсунок. Воду или смесь воды и воздуха предпочтительно использовать в качестве охлаждающей среды. Возможно использование других охлаждающих сред. В частности, высокое охлаждающее воздействие возможно при использовании жидкого натрия в качестве охладителя.
Под собирающим устройством для протекшего расплавленного металла понимается любое устройство, которое предотвращает или по крайней мере задерживает дальнейшее проникновение расплавленного металла, который прорвался в полость, по направлению к наружной стенке металлургического сосуда. Если в качестве охладителя используется натрий, собирающее устройство должно быть сконструировано таким образом, чтобы не препятствовать обратному току нагретой среды или делать это в незначительных пределах.
Термин "стенка металлургического сосуда" интерпретируется широко и включает любую стенку, например дно, боковые стенки, крышку и т.п.
В электроде или охлаждающем элементе согласно изобретению полость может проникать далеко внутрь огнеупорной облицовки стенки сосуда близко к концевому участку и обращена к расплаву без какого-либо риска. Если в случае экстраординарных неблагоприятных условий работы электрод расплавится так, что расплавленный металл протечет в полость, этот металл будет остановлен собирающим устройством (устройствами) и предотвратит протечку из топки через электрод. Предлагаемым изобретением установлен неожиданный эффект, заключающийся в том, что благодаря относительно малому количеству воды, используемой для охлаждающего впрыскивания, отсутствует риск взрыва, вызванного контактом между расплавленным металлом и распыляемым туманом. Собирающие устройства спроектированы таким образом, что они уменьшают обратный ток охлаждающей среды в незначительной степени. Так, в случае, если сплавленный металл протечет, охлаждающая среда, которая может присутствовать на соответствующем участке полости, может быстро улетучиться или быть удаленной отсосом. Таким образом, расплавленный металл, остановленный собирающим устройством, предохраняется от присутствия остаточной воды в количестве, которое могло бы привести к риску взрыва.
Охлаждающий элемент в соответствии с изобретением может быть размещен (предпочтительно в области, которая особенно подвергается термической нагрузке) в стенке сосуда и может выполнять охлаждающую функцию на коротком расстоянии от поверхности контакта стенки сосуда с расплавленным металлом. Если в случае операционной ошибки расплавленный металл прорывается через стенку сосуда в охлаждающий элемент, он останавливается собирающим устройством в соответствии с предлагаемым изобретением.
В том случае, если вода или водно- воздушная смесь используется как охлаждающая среда, условия работы предпочтительно выбираются такими, чтобы вода в большей части или полностью испарялась при контакте с внутренней стенкой полости, подлежащей охлаждению. В этом имеется два преимущества. Во-первых, не только теплоемкость воды, но и значительно большая теплоемкость парообразования в фазовом переходе вода-пар, используются при охлаждении, так что даже относительно малые потоки охлаждающей воды продуцируют высокое охлаждающее воздействие. Если в случае экстраординарных условий работы расплавленный металл прорывается в полость, температура в полости поднимается непосредственно до прорыва до такой величины, что фактически вся вода испарится и расплавленный металл, прорываясь, вступает в контакт не с распыляемой водой, а с паром. Это в дальнейшем снижает риск взрыва. Таким образом, при такой установке условий работы, что даже при нормальных условиях распыляемая вода или большая часть распыляемой воды испаряется при контакте со стенками полости, еще более повышается безопасность.
Нагретая вода и/или пар, вытекающий из полости, целесообразно отсасывать, используя источник пониженного давления, например вакуумный насос. Возможно, чтобы отсасывающая мощность насоса была выше, чем это требуется для удаления распыленной воды. Затем, если требуется, через дополнительный ввод может быть дополнительно введен воздух, способствуя таким образом удалению охлаждающей среды. Таким образом, можно быть уверенным, что в собирающем устройстве нет избытка воды.
В электроде, выполненном в соответствии с изобретением, собирающее устройство целесообразно выполнить в виде устройства для сужения поперечного сечения полости вдоль главной оси электрода. Главная ось электрода - это его продольная ось, которая направлена через стенку сосуда. Сужение поперечного сечения полости вдоль главной оси означает, что поперечное сечение уменьшается в плоскости, перпендикулярной этой главной оси. Это сужение поперечного сечения останавливает или замедляет дальнейшее протекание расплавленного металла, который обладает большей вязкостью, чем охлаждающая среда. Сужение поперечного сечения конструируется преимущественно таким образом, что просвет поперечного сечения разделяется на множество маленьких поперечных сечений. Например, собирающее устройство может иметь щелевые или перфорированные пластины. Целесообразно, чтобы имелись проходные отверстия для подлежащей удалению охлаждающей среды; в случае использования перфорированной пластины это образованные в ней отверстия, например, в форме щелей. В дальнейшем при ссылках в тексте на перфорированные пластины имеется в виду, что могут использоваться отверстия, подходящие для прохода охлаждающей среды, например, такие, как высверленные отверстия, щели и т.п.
Перфорированная пластина не препятствует вытеканию введенной в полость охлаждающей среды, но останавливает прорвавшийся расплавленный металл, с одной стороны, механически - в результате сужения площади поперечного сечения, а с другой стороны, термически - благодаря своей теплоемкости. Перфорированная пластина нагревается расплавленным материалом, при этом передний фронт расплавленного материала охлаждается до такого предела, что он затвердевает или становится таким вязким, что не может более проникать сквозь отверстия перфорированной пластины. Для повышения безопасности может быть размещено множество собирающих одно за другим устройств. Целесообразно, чтобы собирающие устройства (например, перфорированные пластины, были выполнены из материала, имеющего точку плавления выше температуры расплавленного металла. В случае металлургического сосуда для расплавленной стали собирающие устройства могут, например, быть выполнены в виде пластин из нержавеющей стали, а их толщина может быть, например, 30 мм.
В случае электрода полость преимущественно имеет свое наибольшее измерение параллельно главной оси электрода. Если, например, имеет место цилиндрическая форма, то конец цилиндра, например, имеет сферическую форму, обращенную к тому концу электрода, который находится в контакте с расплавленным металлом. Полость может проникать глубоко внутрь стенки сосуда и соответствующей огнеупорной облицовки, а расстояние от конечного участка полости до того конца электрода, который выступает внутрь сосуда, составляет всего несколько сантиметров (например, от 5 до 10 см). Это обеспечивает эффективное охлаждение.
Целесообразно, чтобы по меньшей мере одна форсунка для впрыскивания охлаждающей среды находилась на том конечном участке полости, который обращен внутрь металлургического сосуда. В этом случае та часть полости, которая подвергается высокой термической нагрузке, охлаждается особенно эффективно. В случае электрода охладитель может подаваться в форсунку с помощью трубы, проходящей через полость, преимущественно, в направлении главной оси электрода.
Одновременно с основной своей функцией подачи охлаждающей среды эта труба может одновременно уменьшать площадь поперечного сечения полости, формируя таким образом часть собирающего устройства.
Целесообразно, чтобы труба была выполнена в виде толстостенной металлической трубки. Ее наружный диаметр может составлять, например, около 30-70% внутреннего диаметра (цилиндрической) полости. Толстые стенки обуславливают высокую теплоемкость металлической трубки и таким образом обеспечивают быстрое охлаждение и затвердевание любого прорвавшегося внутрь расплавленного металла.
Собирающие устройства или их части (например, перфорированные пластины) могут поддерживать трубу в полости. Если собирающие устройства имеют перфорированные пластины, желательно размещать их под углом, так, чтобы еще жидкая охлаждающая среда, которая поступает на них, не вытекала из отверстий, направлялась от стенок полости для увеличения охлаждающего воздействия в этой области.
Стенки полости целесообразно выполнять из металла с хорошей термической проводимостью, например из меди или медных сплавов. Например, полость может быть окружена медным цилиндром с конечным участком в виде сферической крышки. Сферическая крышка обращена внутрь сосуда.
Эта конечная часть полого медного цилиндра может быть соединена с металлическим корпусом, который проникает внутрь металлургического сосуда. Этот металлический кожух представляет собой преимущественно литой стальной кожух или медный кожух, которые соединены (например, сваркой, сборкой или запрессовкой) с медным цилиндром. Медный кожух и медный цилиндр могут также быть соединены в одно целое. Во время работы электрода расплавленный металл расплавляет литой стальной кожух до установления температурного равновесия. В этом случае формируется так называемая стальная саламандра, так как конечная часть электрода в зависимости от термической нагрузки и температуры плавления становится больше или меньше. По сравнению с литым стальным кожухом медный кожух имеет лучшую термическую проводимость, так что затвердевающая сталь также формирует стальную саламандру на медном кожухе. Когда используется медный кожух, повышенная термическая проводимость обуславливает возможность как меру дальнейшего увеличения безопасности образовать охлаждаемую впрыскиванием полость на несколько большем расстоянии от расплава, что определяет более безопасное расстояние между расплавом и охлаждаемой водой внутренней поверхностью полости. В полости может быть установлен датчик давления. В том случае, если расплав прорывается в полость, давление меняется и подача воды может быть немедленно прекращена.
Электрод или охлаждающий элемент в соответствии с изобретением может иметь один или более температурных датчиков. В частности, целесообразно устанавливать в каждом случае один температурный датчик на внутреннем конце стенки полости, а другой смежно с ним с наружной стороны полости в теле электрода (стальном литом кожухе). Измерение перепадов позволяет определить температуру расплавленного материала. В случае охлаждающего элемента температурные датчики могут быть размещены, например, в или на стенке охлаждающего элемента, который предпочтительно выполнен из меди или стали.
В соответствии с изобретением трубка для подачи сжатого воздуха или пика может дополнительно использоваться для подачи твердых веществ, жидкостей и/или газов внутрь металлургического сосуда. Таким образом, возможно, например, подавать кислород для окисления загрязнений в расплаве или угольную пыль, например, для науглероживания стали. Эту трубку целесообразно охлаждать, а в случае электрода, она предпочтительно проходит концентрично внутри питающей трубки для охлаждающей среды, так что охлаждающая среда омывает ее.
Применимость электрода в соответствии с изобретением не ограничивается подачей тока в расплавленный металл. Он может быть также использован только для целей охлаждения огнеупорной облицовки металлургического сосуда и увеличения его срока службы. В этом случае так же, как это делается для подачи тока, он монтируется в огнеупорной облицовке металлургического сосуда. Нет необходимости менять конструкцию электрода в соответствии с изобретением, если он используется только для целей охлаждения, возможно просто отключить устройства для подачи тока. Защита, обеспечиваемая пунктами формулы, также распространяется на устройства, выполненные в соответствии с изобретением и используемые исключительно для целей охлаждения.
Изобретение также относится к дуговой печи постоянного тока, в которой имеется по меньшей мере один электрод согласно предлагаемому изобретению и/или охлаждающий элемент согласно изобретению.
Два примера воплощения изобретения описаны ниже со ссылками на чертежи, на которых
фиг. 1 показывает продольный разрез электрода согласно изобретению,
фиг. 2 показывает продольный разрез второго электрода согласно изобретению, который дополнительно имеет трубку для подачи веществ внутрь топки,
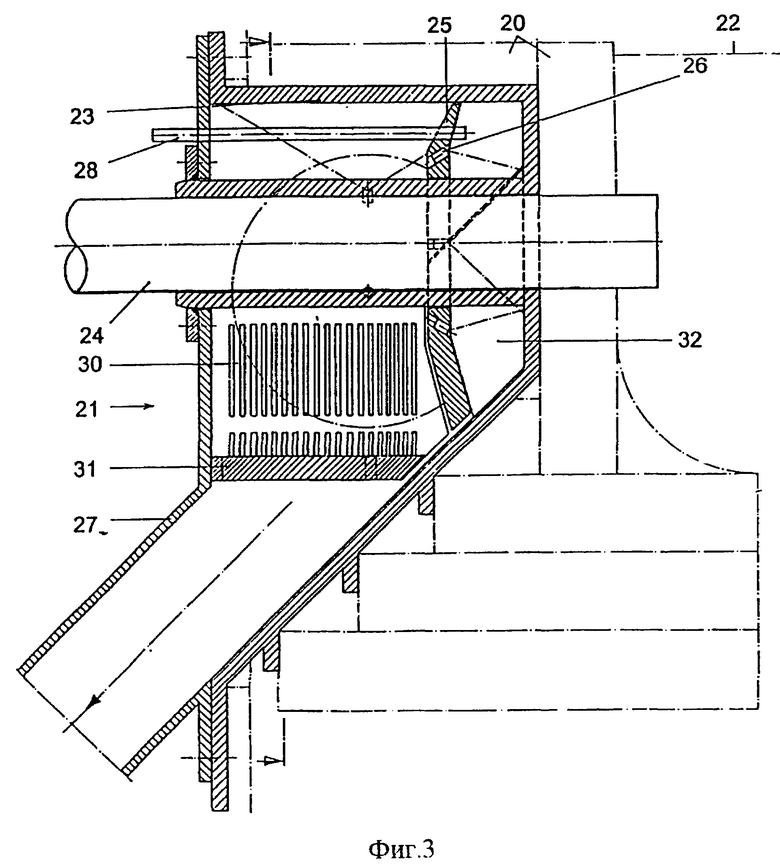
фиг. 3 показывает продольный разрез через охлаждающий элемент согласно изобретению, для стенки металлургического сосуда, охлаждающий элемент дополнительно снабжен подванновой форсункой для металлической ванны,
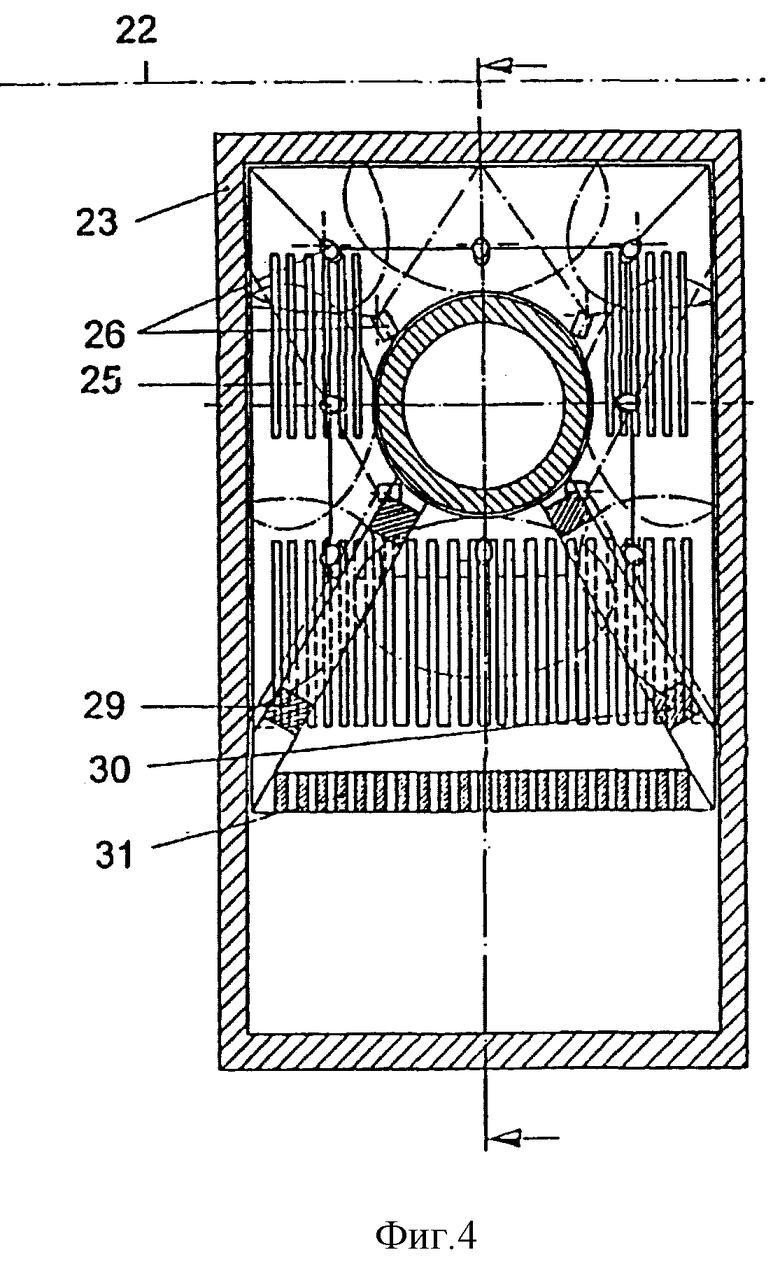
фиг. 4 показывает поперечный разрез этого охлаждающего элемента.
Фиг. 1 показывает электрод согласно изобретению, который встроен в днище дуговой печи постоянного тока. Стенка печи имеет многослойную конструкцию. Она имеет наружную металлическую стенку 1, защитную кладку 2 из огнеупорного материала и следующую огнеупорную облицовку 3 (огнеупорный уплотняющий материал "анкерхорт").
Электрод в соответствии с изобретением, обозначенный везде 4, проходит через стенку этой печи. Электрод имеет полый цилиндр 5, сделанный из меди, проникающий внутрь стенки печи и оканчивающийся на расстоянии приблизительно 50 мм от внутренней стороны уплотняющего материала 3, завершающийся сферическим типа крышки или полусферическим окончанием 6. Стальной кожух 7, который выступает внутрь печи, приварен к медному цилиндру 5 в области окончания 6. Помимо стального кожуха 7, медный цилиндр 5 окружен конической (или цилиндрической) оболочкой 8, сделанной из огнеупорного материала. Ток подается на электрод через контактный зажим 9, окружающий медный цилиндр 5.
Толстостенная стальная трубка 10 размещена концентрически внутри медного цилиндра 5, причем стальная трубка соединена с внутренней стенкой медного цилиндра 5 с помощью пяти кольцевых (кольцеобразных) перфорированных пластин 11, установленных одна под другой, и удерживается в определенном положении с помощью этих перфорированных пластин 11. В эту трубку 10 подают охлаждающую среду (предпочтительно воду или водно-воздушную смесь) с помощью питающей линии 12. С той стороны, которая обращена к окончанию 6, трубка 10 имеет форсунку 13, с помощью которой, как указано под поз. 14., охлаждающая среда распыляется в форме конуса на внутреннюю поверхность окончания 6. На конце, противоположном окончанию 6, медный цилиндр 5 имеет выход 15 для удаления нагретой охлаждающей среды. Этот выход 15 может быть соединен с источником пониженного давления (вакуумным насосом или отсасывающей выпускной трубой) для улучшения оттока охлаждающей среды. Соединение выхода 15 с источником пониженного давления полезно, в частности, в том случае, если охлаждающая среда или ее часть испаряется, когда вступает в контакт с внутренней поверхностью окончания 6 и затем должна быть удалена через выход 15 не в жидкой, а в газообразной форме. Температурные датчики (термопары) 16, 17, с одной стороны, измеряют температуру в области стального литого кожуха 7, а с другой стороны на внутренней стенке окончания 6 медного цилиндра 5.
Во время работы печи и электрода охлаждающая среда подается в трубку 10 через линию 12 и впрыскивается во внутреннее пространство цилиндра 5 с помощью форсунки 13. Нагретая охлаждающая среда стекает вниз, в основном, вдоль внутренней стенки медного цилиндра 5 через перфорированные пластины 11 и удаляется через выход 15. Расплавленный металл (в основном расплавленная сталь), находящийся в печи, расплавляет стальной кожух до достижения термического равновесия. Результатом является стальная саламандра, которая может простираться над огнеупорным уплотнением 3. Благодаря высокому охлаждающему воздействию, обусловленному впрыскиванием охлаждающей среды и короткому расстоянию между окончанием 6 и расплавленным материалом, при нормальных условиях работы стальной кожух или стальная саламандра 7 не расплавляется полностью.
Если требуется, вакуумный насос, который соединен с выходом 15, может иметь более высокую разреживающую мощность, чем та, которая требуется для удаления впрыснутой воды. В этом случае целесообразно, чтобы водяная питающая трубка 10 была концентрически окружена еще одной трубкой (на чертеже не показана), при этом для достижения баланса давления наружный воздух может проникать в полость, окруженную цилиндром 5, через просвет, образованный двумя этими трубками и питающей линией (также не показано на чертеже).
Только в случае снижения или полного прекращения подачи охладителя стальной кожух 7 может расплавиться до такой величины, что расплавленный металл входит в прямой контакт с окончанием 6 медного цилиндра 5. Если затем медный цилиндр 5 расплавляется и расплавленный металл проникает внутрь (полость 18), расплавленный металл вступает в контакт с толстостенной трубкой 10 и верхней частью перфорированной пластины 11. Благодаря уменьшению поперечного сечения внутреннего пространства медного цилиндра 5, трубка 10 и перфорированная пластина 11 с одной стороны, механически предотвращают дальнейшее протекание расплавленного металла, а с другой стороны, благодаря их высокой теплоемкости, охлаждают расплавленный материал до такой величины, что передний фронт расплавленного материала затвердевает полностью или по меньшей мере становится вязким так, что он не может протекать дальше через верхнюю перфорированную пластину 11. Если в чрезвычайных обстоятельствах, несмотря ни на что, расплавленный металл протечет через первую перфорированную пластину 11, имеется четыре последующих перфорированных пластины для обеспечения собирания расплавленного материала, помимо первой пластины 11. Этим обеспечивается уверенность, что расплавленный металл ни при каких обстоятельствах не протечет через медный цилиндр 5 в область за пределами стенок печи 1, 2, 3, расплавив медный цилиндр, имеющий относительно низкую точку плавления, в область выхода 15, что означало бы, что печь будет протекать до тех пор, пока более или менее не опустеет. Перфорированная пластина 11 выполнена, например, из стали.
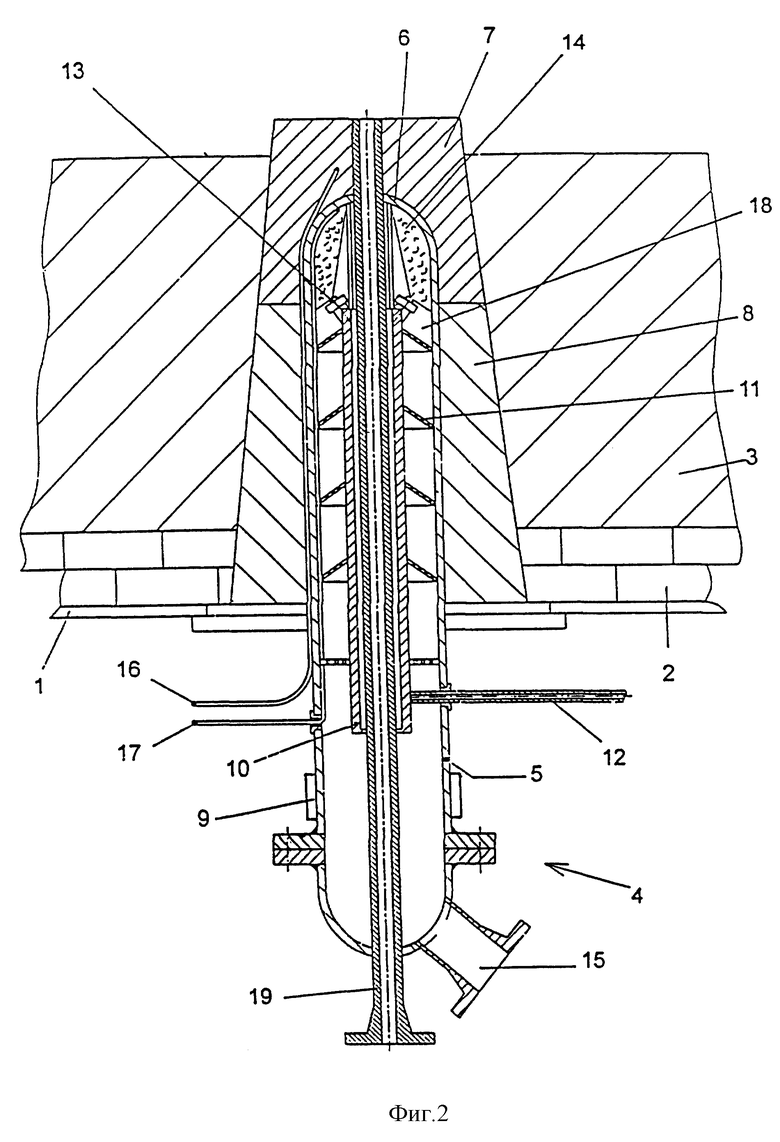
Фиг. 2 показывает вариант воплощения изобретения, в котором дополнительно имеется трубка 19 для подачи твердых, газообразных и/или жидких веществ в расплавленный металл. Трубка 19 проходит концентрично внутри медного цилиндра 5 и трубки 10 и на том участке, который проходит внутри трубки 10, омывается охладителем и охлаждается. Для охлаждения конечного участка 6 медной трубки 5 вокруг трубки 10 размещены две или более форсунок 13.
В этом варианте воплощения перфорированные пластины 11 и трубка 10 вместе образуют собирающее устройство в соответствии с изобретением.
В дуговой печи постоянного тока обычно множество (например, шесть) электродов в соответствии с изобретением, сконструированных как аноды, размещают в центральной части дна печи под катодом по окружности на расстоянии, например, одного метра на равных угловых расстояниях.
Если электрод в соответствии с изобретением должен использоваться не для подачи тока, а только как охлаждающий элемент для огнеупорной облицовки печи, контактный зажим 9 просто отключается и электрод не подсоединяется к источнику тока. В этом случае используется только охлаждающая функция этого электрода для увеличения срока службы огнеупорной оболочки в областях, подвергающихся высокой термической нагрузке.
На чертежах 3 и 4 показано другое воплощение охлаждающего элемента в соответствии с изобретением для стенки металлургического сосуда. Охлаждающие элементы, обозначенные 21, встроены в стенку 20 металлургического сосуда (например, электрической дуговой печи). Вокруг печи, предпочтительно ниже уровня 22 жидкого расплавленного металла, возможно размещение множества таких охлаждающих элементов 21. Оболочка 23 охлаждающих элементов 21 предпочтительно состоит из меди или стали и встроена в огнеупорную облицовку пода через оболочку нижней части печи. Она окружена полостью 32. Обычно охлаждающие элементы доступны снаружи, так что обслуживание или в случае необходимости замена возможны без больших издержек. Показанный охлаждающий элемент выполнен с подванновой подвижной пикой для введения, в частности, твердых и/или газообразных материалов в расплавленный металл. Если вокруг печи размещено множество таких охлаждающих элементов в соответствии с изобретением, как правило, только несколько из них имеют такие подвижные подванновые пики.
Восемь распыляющих форсунок 26 размещено в пластине 25 из нержавеющей стали, спроектированной как собирающее устройство и описанное более подробно ниже, причем конический факел распыления каждой форсунки пересекается с факелом другой форсунки так, что область оболочки охлаждающего элемента или кожух 23, который обращен к расплавленному металлу, покрывается охлаждающей средой (предпочтительно водой) по всей поверхности. Между передней стороной охлаждающего элемента 21, на которую воздействует охладитель, и расплавленным металлом стенка металлургического сосуда включает огнеупорную пластину 20 толщиной 100 мм. Эта огнеупорная пластина 20 включает высверленное отверстие для прохода подванновой пики 24.
Распыленная форсунками 26 охлаждающая среда удаляется через выпускную трубу 27, которая соединена с вакуумным насосом. Всасывающая мощность вакуумного насоса, соединенного с выпускной трубой 27, больше, чем необходимо для отсасывания вытекающей охлаждающей воды. Это определено необходимостью предотвращения переполнения водой собирающего устройства, что будет описано. Для того, чтобы избежать возрастания всасывающей мощности вследствие значительного понижения давления внутри охлаждающего элемента 21, предусмотрена дополнительная трубка 28, через которую может всасываться наружный воздух. Эта трубка 28 может быть снабжена датчиком для контроля внутреннего давления в охлаждающем элементе 21. Количество воздуха, протекающего через трубку 28, может при необходимости регулироваться с помощью ограничителя (на чертеже не показан).
Для достижения высокой охлаждающей емкости охлаждающий элемент размещен относительно близко к расплавленному металлу, так что он отделен от расплавленного металла только относительно тонкой огнеупорной перегородкой 20. Если толщина пластины 20 еще более уменьшается в результате износа в процессе работы печи, затвердевающий слой, подобный стальной саламандре, описанной выше, может сформироваться на передней части охлаждающего элемента. Если в результате экстраординарных условий работы расплавленный металл, несмотря ни на что, прорвется в охлаждающий элемент 21, собирающий элемент, описанный ниже, предотвратит печь от протечки.
Первое собирающее устройство 25 в форме щелевой пластины из нержавеющей стали установлено практически параллельно передней стороне охлаждающего элемента, обращенной к расплавленному металлу. Первый барьер на пути протечки сформирован. Толщина щелевой пластины 25 из нержавеющей стали составляет 30 мм. Щелевые пластины 29, 30, которые проходят практически перпендикулярно щелевой пластине 25, которые можно увидеть на фиг.4, образуют второе собирающее устройство. Следующая щелевая пластина 31 из нержавеющей стали установлена перед выходом трубки 27 как третий барьер.
Хотя щелевые пластины из нержавеющей стали как собирающие устройства позволяют охлаждающей воде проходить через них, они формируют барьер для расплавленного металла, проникающего в охлаждающий элемент. Передний фронт расплавленного металла охлаждается и затвердевает немедленно после вступления в контакт с пластинами из нержавеющей стали. Высокая точка плавления нержавеющей стали, используемой для собирающих устройств, обеспечивает дополнительную защиту от прорывающегося внутрь расплавленного металла.
Давление во внутреннем пространстве 32 охлаждающего элемента может контролироваться с помощью датчика давления, соединенного с трубкой 28. В том случае, если сталь прорывается, внутреннее давление резко изменяется. Датчик давления может немедленно подавить подачу воды в распыляющие форсунки 26, предотвращая проникновение распыленной воды внутрь металлургического сосуда.
Изобретение относится к электродам для металлургических сосудов и к охлаждающим элементам стенок металлургических сосудов, а также к дуговым печам постоянного тока. Электрод и охлаждающий элемент для металлургического сосуда включают по меньшей мере одну полость и по меньшей мере одно охлаждающее устройство для впрыскивания охлаждающей среды в эту полость. В полости установлено по меньшей мере одно средство для сбора расплавленного металла, проникшего в эту полость. Полость таким образом может быть углублена в стенку печи и размещена относительно близко к расплавленному металлу. Технический результат - собирающие средства предотвращают протечки печи в случае прорыва расплавленного металла внутрь электрода или охлаждающего элемента и снижают риск взрыва в результате соприкосновения воды и расплавленного металла. 3 с. и 28 з.п.ф-лы, 4 ил.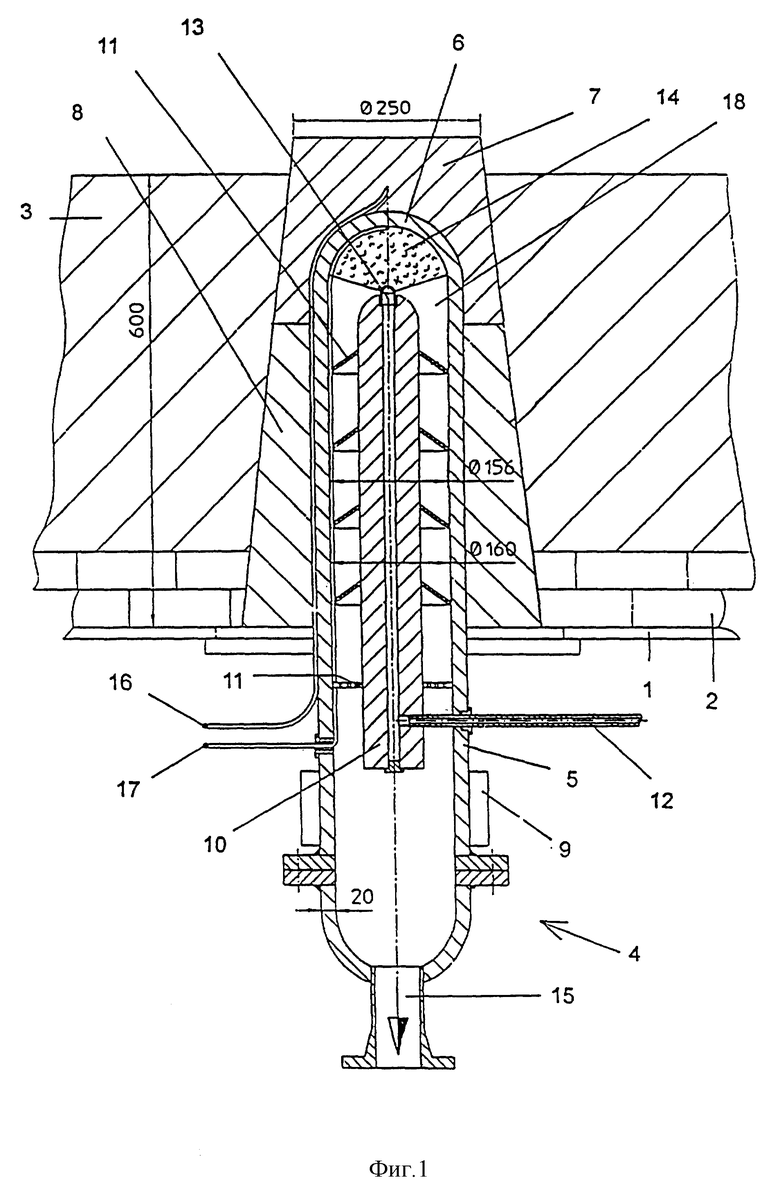
| DE 4335065 A1, 13.04.1995 | |||
| ПОДОВЫЙ ЭЛЕКТРОД ЭЛЕКТРОПЕЧИ | 1992 |
|
RU2022490C1 |
| US 4564950 A, 14.01.1986 | |||
| US 4564951 A, 14.01.1986 | |||
| US 4947405 A, 07.08.1990 | |||
| DE 3616289 A1, 19.11.1987 | |||
| Устройство для выпрямления опрокинувшихся на бок и затонувших у берега судов | 1922 |
|
SU85A1 |
| EP 06882463 A1, 15.11.1995. | |||

