Изобретение относится к строительству, а именно к производству монолитных железобетонных купольных перекрытий.
Известные способы изготовления железобетонных монолитных куполов сооружений с предварительным напряжением арматуры требуют уникальной дорогостоящей металлической опалубки и сложной системы напряжения рабочей арматуры [1] . Недостатками этих способов является большая трудоемкость изготовления опалубки, сложность и дороговизна оснастки, невозможность обеспечить одинаковые механические характеристики, а следовательно, и несущую способность по всему объему строительной конструкции, что требует закладывать повышенные запасы прочности в строительные нормы прочности, ведет к увеличению металлоемкости и весу конструкции.
Прототипом предлагаемого изобретения является способ изготовления монолитных железобетонных куполов на пневматической опалубке, поднимающей от земли всю конструкцию, арматуру, бетон в жидком состоянии и удерживающей всю конструкцию до полного схватывания бетона [2]. Недостатками данного способа являются сравнительно небольшие размеры перекрытия из-за невозможности выдержать во всем объеме пневматической опалубки под нижней диафрагмой одинакового давления, возможные изменения и пульсации которого вызывают проседание купола, образование трещин и пустот, что снижает несущую способность купола. Кроме того, данный способ не позволяет предварительно нагрузить арматуру, что также уменьшает несущую способность. Необходимо заметить, что нагнетание воздуха в течение 1-3 дней до затвердевания бетона с помощью низконапорных вентиляторов мощностью 10-15 кBт (для купола диаметром 30 м) существенно удорожает технологический процесс изготовления перекрытия, полностью перечеркивая выгоды применения пневматической опалубки. Это, кстати, и ограничивает размеры купольных перекрытий.
Задачей, на решение которой направлено предлагаемое изобретение, является расширение технологических возможностей и повышение несущей способности купольного перекрытия за счет предварительного нагружения рабочей арматуры.
Поставленная задача достигается тем, что в способе изготовления напряженно-армированного монолитного купольного перекрытия, заключающемся в том, что в пневматическую опалубку, образованную двумя оболочками из эластично-упругого материала, выполненными по форме поверхности купола, устанавливают арматуру и заливают бетон с последующим виброформированием, процесс формирования купола сопровождают нагружением арматуры купола системой нагрузок, распределенных по заданному закону по наружной и внутренней поверхностям, в результате чего происходит целенаправленное деформирование рабочей арматуры, определяющее форму купола и уровень предварительного напряжения рабочей арматуры, в частности нагружение рабочей арматуры изнутри осуществляют гидростатическим давлением воды, залитой внутрь купола, причем во внутреннее пространство арматурного пакета, образованного слоями арматурной сетки и соседними продольными элементами арматуры, размещают герметичные мешки из эластично-упругого материала, соединенные с источником высокого давления, в которые подают сжатый газ заданного давления при формировании купола.
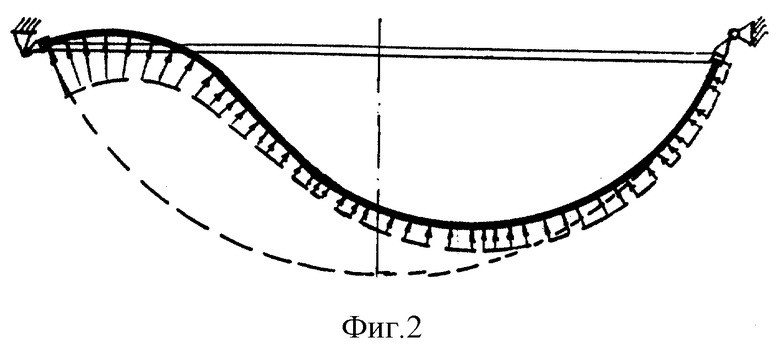
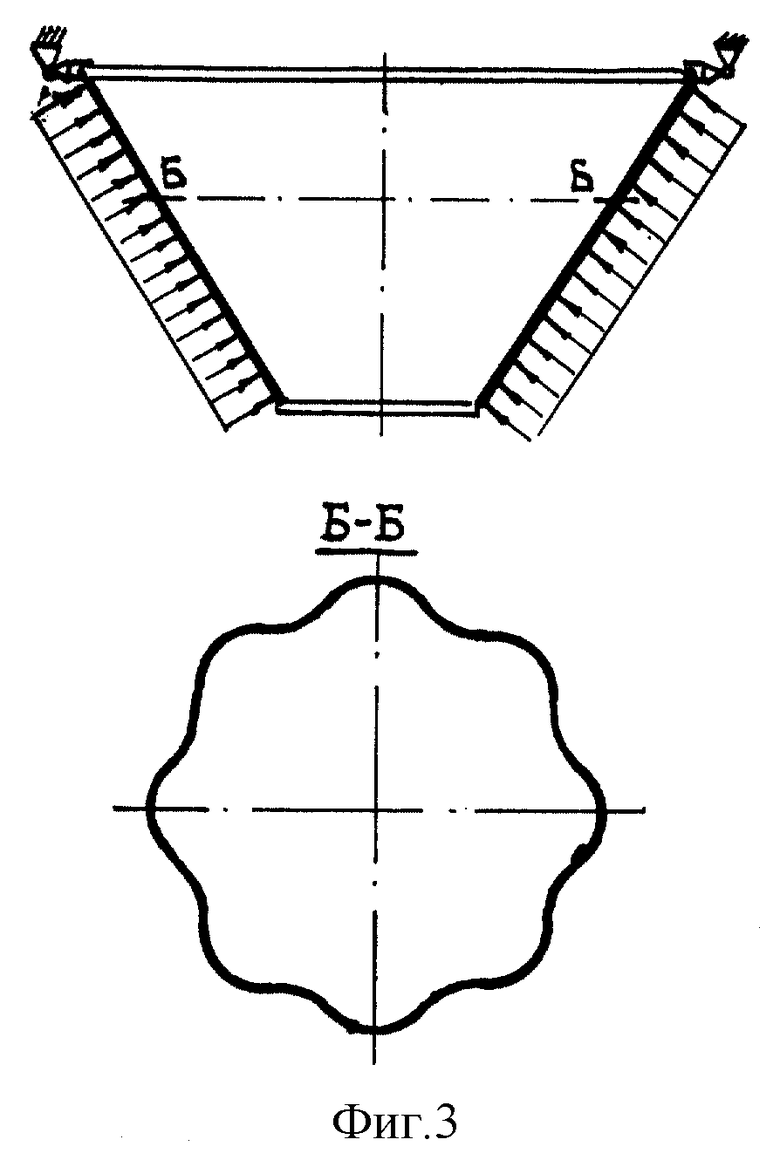
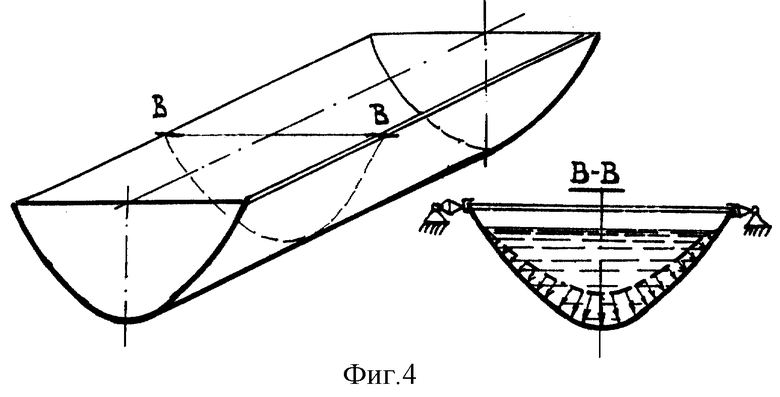
Сущность предлагаемого изобретения поясняется чертежами, где на фиг.1 показана сущность способа изготовления напряженно-армированного монолитного купольного перекрытия; на фиг. 2-4 показаны схемы создания усилий при формировании различных форм перекрытий.
Способ изготовления напряженно-армированного монолитного купольного перекрытия реализуется следующим образом (см. фиг. 1). Вначале возводят технологический фундамент 1 по периметру изготовляемого купола 2 для крепления закладных деталей опорного кольца 3 и элементов крепления оболочек пневматической опалубки. Далее внутри образовавшегося контура отрывают котлован 4 по очертаниям, совпадающим с внешней поверхностью купoла, но несколько больших размеров (на величину технологического зазора, равного толщине наружной оболочки пневматической опалубки в рабочем состоянии).
После этого специальными стяжками прикрепляют к элементам крепления, установленным на технологическом фундаменте, наружную оболочку 5 пневматической опалубки. Она выполнена из эластично-упругого материала, например из армированного неопрена, двухслойной и состоит из отдельных герметичных отсеков 6, ориентированных относительно поверхности купола. Отсеки 6 могут быть соединены с источником давления по определенному закону, объединяясь в отдельные группы, расположенные в кольцевом направлении либо в меридиональном. Далее к опорному кольцу 3 купола, установленному горизонтально на технологическом фундаменте 1, монтируют рабочую арматуру, состоящую из объемного пространственного элемента, образованного зигзагообразно изогнутой сеткой из стержней, имеющих угол наклона 50-55o к меридиональному и кольцевому направлению поверхности. Такoй вариант выполнения арматуры представлен в [3] и позволяет обеспечить оптимальные параметры арматуры, а следовательно, и наименьшую материалоемкость конструкции. Для обеспечения повышенной жесткости конструкции в местах точечного опирания купола в арматуру дополнительного включают продольные стержни. В этом случае прикрепление продольных стержней к сетке осуществляют путем изгиба прутьев сетки в кондукторах. При необходимости формирования внутри конструкции железобетона полостей, например, для придания наружной поверхности купола вида чередующихся гребней или валиков, ориентированных по меридиану, рабочую арматуру купола выполняют в виде двухслойного пакета арматурных сеток, каждая из которых переплетена в виде панцирной сетки. Такой вариант рабочей арматуры представлен, например, в [4]. Как и в прототипе, параллельно с формированием рабочей арматуры в ее внутреннем пространстве могут прокладываться перфорированные трубопроводы из пластика устройств, регулирующих испарение воды и температурный режим при неблагоприятных атмосферных условиях. После установки арматуры и ее закрепления образуется пространственный каркас, формирующий очертания поверхности перекрытия. После этого в отсеки 6 наружной оболочки 5 пневматической опалубки подается воздух, отсеки раздуваются, прижимая наружную оболочку к рабочей арматуре. После этого начинают заливку бетона, начиная от полюса купола. В качестве бетонной смеси можно применить следующее соотношение: песок - 57%, щебень диаметром 12-15 мм - 43%, цемент ~400 кг на 1 м3, водоцементное соотношение - 0,5. Толщина слоя заливаемого бетона определяется толщиной объемного пространственного пакета арматуры. В процессе поднятия уровня бетона на залитый бетон накладывается внутренняя оболочка 7, выполненная, например, из армированного поливинилхлорида и которая постепенно разворачивается от полюса купола системой стяжек 8. Эта оболочка защищает бетонную смесь от окружающей среды, способствует удержанию бетона и обеспечивает возможность уплотнения бетона проведением виброформирования. По мере укладки слоев бетона и развертывания внутренней оболочки 7 производят уплотнение бетона укаткой и виброформированием. При достижении опорного кольца заканчивают бетонирование и уплотнение бетона. В процессе бетонирования и уплотнения бетона происходит натяжение рабочей арматуры под действием сил тяжести бетонной смеси и самой рабочей арматуры, а также сил давления наружной оболочки пневмоопалубки, распределенных по заданному закону. Уровень нагружения рабочей арматуры, таким образом, можно варьировать за счет изменения давления воздуха в отсеках 6 наружной оболочки, а также за счет заливки воды в пространство, образованное внутренней оболочкой 7, прижатой к самой конструкции купола. Бетонная смесь схватывается и затвердевает в пространстве между двумя непроницаемыми оболочками пневматической опалубки, образуя монолитную конструкцию купола. Процесс тепловлажностной обработки может быть интенсифицирован путем прокачки воздуха заданной температуры и влажности по перфорированным трубам из пластика, проложенным в толщине арматуры. После затвердевания бетона стравливают давление из отсеков 6 наружной оболочки 5 опалубки, затем сливают воду из внутренней полости и удаляют внутреннюю оболочку 7 опалубки. После отделки внутренней поверхности купол переворачивают в проектное положение, используя в качестве опоры технологический фундамент. Далее отделывают лицевую поверхность перекрытия, и купол готов к установке. Предлагаемый способ в отличие от прототипа позволяет не только получить эффективную конструкцию напряженно-армированного купольного перекрытия, но и позволяет обеспечить большое разнообразие архитектурных форм. Так, например, в случае выполнения рабочей арматуры в виде двухслойного пакета арматурных сеток с расположением между ними раздуваемых герметичных пневмомешков 9, соединенных с источником высокого давления, в результате совместного воздействия распределенных нагрузок со стороны внутренней и внешней оболочек пневмоопалубки и изнутри арматурного пакета при формировании купола может быть получена форма купола с развитыми валиками (гребнями), ориентированными вдоль меридианов (или по спирали) в зависимости от расположения пневмомешков.
На форму проектной поверхности купола большое влияние оказывает способ опирания опорного кольца купола, его податливость (деформируемость), а также избыточное давление на конструкцию купола (разность нагрузок, приложенных к наружной и внутренней поверхностям) и ее закон распределения в поперечном (кольцевом) и продольном (меридиональном) сечениях купола. Так, при асимметричном законе нагружения в кольцевом направлении срединная поверхность купола может принять форму, сильно отличающуюся от правильной сферической (фиг. 2). Значительное избыточное давление со стороны наружной поверхности может вызвать потерю устойчивости срединной поверхности с образованием семи-восьми волн в поперечном сечении. На фиг. 3 и сечении Б-Б такой вариант показан для усеченного конуса, нагруженного внешним равномерным давлением. Напротив, большой уровень со стороны внутренней поверхности, например для купольного перекрытия с прямоугольной формой в плане (фиг. 4), позволяет формировать разнообразные арочные перекрытия с поперечным сечением в виде цепной линии (сечение В-В). После укатывания и виброформирования бетона при дальнейшем его схватывании все эти формы сохраняются с получением многообразия архитектурных решений.
Следует отметить, что, несмотря на некоторое усложнение способа по сравнению с прототипом, заявляемый способ изготовления напряженно-армированного монолитного купольного перекрытия обладает рядом преимуществ, обеспечивающих положительный эффект, а именно:
- снимаются ограничения на размеры и архитектурное разнообразие формы, так как заявляемый способ позволяет получить купольные перекрытия любых очертаний и любой формы в плане, прямоугольной, треугольной и других, отличных от круговых и эллиптических;
- возможность создания равнопрочных, оптимально нагруженных купольных конструкций, что снижает металлоемкость и вес конструкции;
- существенно меньшая энергоемкость процесса, так как в технологическом процессе исключены мощные вентиляторы, непрерывно работающие в течение нескольких дней.
Таким образом, в расширении технологических возможностей способа изготовления напряженно-армированного монолитного купольного перекрытия обеспечением предварительного напряжения рабочей арматуры за счет веса конструкции, включая вес арматуры, бетонной смеси и элементов опалубки, а также в обжатии конструкции по заданному закону с целью благоприятного распределения напряжений и исключения растягивающих зон при эксплуатационных нагрузках выражен положительный эффект предлагаемого изобретения.
Источники информации
1. Герник Б.Е. Предварительно напряженные железобетонные конструкции в строительстве.- М.: Стройиздат, 1978, с. 305-307.
2. Липницкий М.Е. Купола.- Л.: Из-во литературы по строительству, 1973, с.12-18.
3. Авторское свидетельство СССР N 726283, кл. E 04 C 2/22, 1980.
4. Авторское свидетельство СССР N 881243, кл. E 04 C 2/00, 1981.
| название | год | авторы | номер документа |
|---|---|---|---|
| Быстровозводимый ангар на базе пневматической опалубки | 2020 |
|
RU2747998C1 |
| СПОСОБ ВОЗВЕДЕНИЯ СТРЕЛЬЧАТЫХ КУПОЛЬНЫХ КОНСТРУКЦИЙ | 2017 |
|
RU2694455C2 |
| ОПАЛУБКА ДЛЯ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ И СООРУЖЕНИЙ | 2020 |
|
RU2737744C1 |
| СПОСОБ ВОЗВЕДЕНИЯ ОБОЛОЧЕК НА ПНЕВМООПАЛУБКЕ | 1994 |
|
RU2112120C1 |
| Способ возведения многогранного тонкостенного монолитного железобетонного купольного сооружения | 1985 |
|
SU1288279A1 |
| Способ возведения тонкостенных сводов и сводчатых сооружений | 1987 |
|
SU1461845A1 |
| АРМАТУРА | 1996 |
|
RU2116411C1 |
| АРМАТУРА | 1997 |
|
RU2133321C1 |
| СПОСОБ ВОЗВЕДЕНИЯ КУПОЛЬНЫХ ЖЕЛЕЗОБЕТОННЫХ СВОДОВ | 2001 |
|
RU2213835C2 |
| РЕЗЕРВУАР ДЛЯ ХРАНЕНИЯ СЖИЖЕННОГО ПРИРОДНОГО ГАЗА | 2024 |
|
RU2824699C1 |
Изобретение относится к строительству и может быть использовано преимущественно для большепролетных перекрытий зданий и сооружений, в частности в производстве монолитных железобетонных купольных перекрытий. Технический результат - способ позволяет обеспечить изготовление предварительно напряженного монолитного купольного перекрытия разнообразных архитектурных форм и создать равнопрочные, оптимально нагруженные большепролетные перекрытия. Для этого рабочую арматуру размещают в пневматическую опалубку выпуклостью вниз, образуя податливую висячую пространственную конструкцию, и заливают бетоном, а в процессе формирования купола нагружают арматуру системой нагрузок, распределенных по заданному закону по наружной и внутренней поверхности, в результате чего происходит целенаправленное деформирование арматуры, определяющее уровень ее предварительного напряжения и образование проектной формы купола. 4 ил.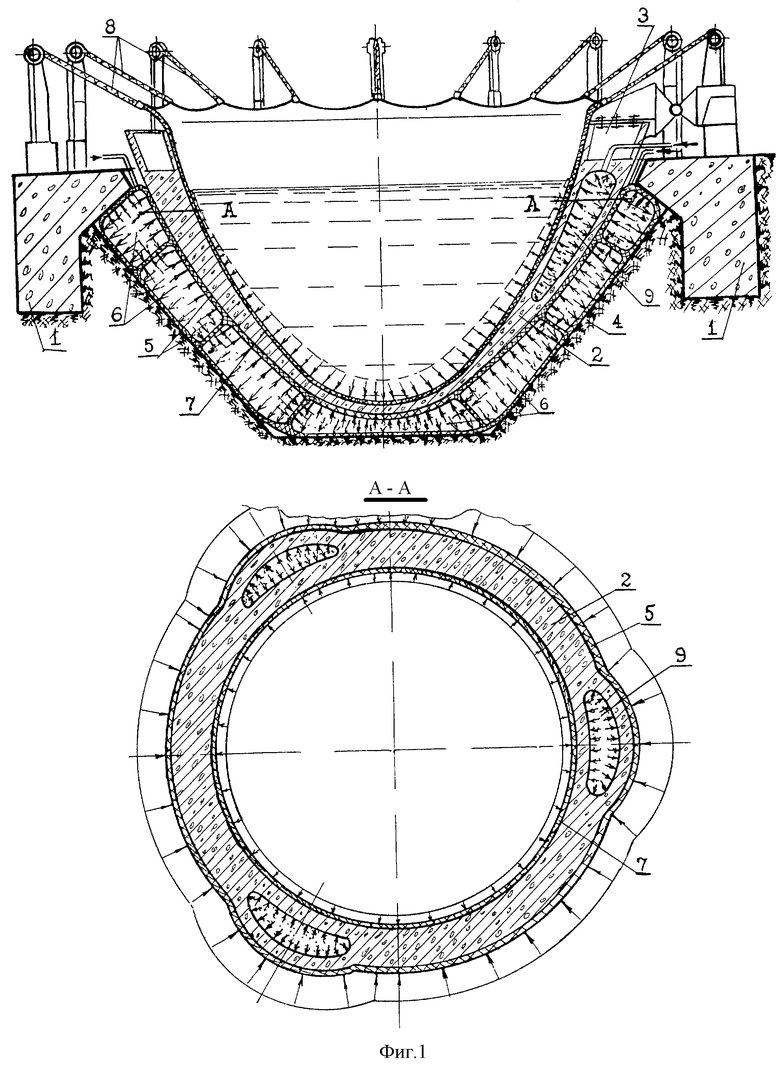
Способ изготовления напряженно-армированного монолитного купольного перекрытия, заключающийся в том, что в пневматическую опалубку, образованную двумя оболочками из эластично-упругого материала, выполненными по форме поверхности купола устанавливают арматуру и заливают бетон с последующим виброформированием, отличающийся тем, что рабочую арматуру размещают выпуклостью вниз, образуя податливую висячую пространственную конструкцию, нагруженную собственным весом, а процесс формирования купола сопровождают нагружением арматуры купола системой нагрузок, распределенных по заданному закону по наружной и внутренней поверхностям, в результате чего происходит целенаправленное деформирование рабочей арматуры, определяющее уровень ее предварительного напряжения и проектную форму купола, причем нагружение арматуры со стороны внутренней оболочки пневмоопалубки осуществляют гидростатическим давлением воды, залитой во внутрь купола, а во внутреннее пространство арматурного пакета, образованное слоями арматурной сетки и соседними продольными элементами арматуры, размещают герметичные мешки из эластично-упругого материала, соединенные с источником высокого давления, в которые подают сжатый газ при формировании купола.
| ЛИПНИЦКИЙ М.Е | |||
| Купола | |||
| - Л.: Из-во литературы по строительству, 1973, с | |||
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
| Топливная композиция | 1988 |
|
SU1525198A1 |
| DE 3028192 A1, 25.02.1982 | |||
| УСТРОЙСТВО ДЛЯ СБОРА И УДАЛЕНИЯ ГАЗОВ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2002 |
|
RU2218453C1 |
| Способ возведения сооружений с купольным покрытием при помощи пневмоопалубки | 1986 |
|
SU1449651A1 |
