Изобретение относится к автоматизированному комплексу управления технологическим процессом вакуумной сварки с использованием электронно-лучевых пушек.
Система может найти использование при высокоточной сварке объемных изделий сложных сечений, крупногабаритных тел вращения до 3200 мм в диаметре и длиной до 2000 мм, изделий из жаропрочных титановых, алюминиевых, медных и т.п. сплавов.
Предшествующий уровень техники
Известна система управления электронно-лучевой сваркой с использованием электронно-лучевой пушки, содержащая аппаратуру, обеспечивающую автоматическое изменение тока фокусировки потока электронов. Аппаратура включает контур для мониторинга отклонения напряжения на катоде и автоматическое изменение тока линзы, предназначенной для фокусировки луча. Система содержит средства регулирования напряжения питания, тока фокусирующей линзы и тока луча. US 5773784 A B 23 K 15/02, 30.06.98.
Известна также система управления электронной пушкой, содержащая регулируемый источник питания, который подает ток на электронную пушку, блок обратной связи, управляющий источником питания в зависимости от напряжения ускорения электронов. US 4684782 A B 23 K 15/00, 04.08.87.
Известна система, предназначенная для обеспечения глубокого проникновения потока электронов во время сварки. Процесс слежения за проникновением потока при повторяющихся отклонениях пушки от номинального положения позволяет повысить качество сварки. Для этого в процессе сварки образец разбивают на несколько зон, например три. При этом изменяют плотность нагрева в зонах, что увеличивает качество сварного шва. US 5151571 A, B 23 K 15/00, 29.09.92.
Известна система мониторинга и управления инженерным оборудованием объекта, в том числе мониторинга технологическим процессом. Система содержит устройства ввода-вывода, связанные с датчиками контроля параметров, контроллеры, связанные со средствами ввода-вывода. Процессор предназначен для мониторинга и управления узлами объекта контроля RU 2133490 C 1, G 05 B 15/00, 23/00.
Наиболее близкой по технической сущности заявленной системе управления процессом электронно-лучевой сварки является система для управления процессом сварки, при котором измеряют параметры луча, в частности диаметра электронного луча и автоматически фокусируют электронный луч во время сварки. Система содержит электронно-лучевую пушку, связанную с энергоблоком для создания электронного луча, подключенным к контроллеру, предназначенному для управления сваркой, энергоблок для фокусирования электронного потока, предназначенный для управления фокусирующим током, протекающим по фокусирующей катушке, установленной в зоне электронного луча. Система включает отклоняющую катушку, также установленную в зоне электронного луча и связанную с энергоблоком для управления отклонением луча, указанные энергоблок для управления фокусированием и контроллер связаны с компьютером для управления сваркой, соединенным с блоком памяти, на вход которого поступают данные о профилируемой форме потока электронов (US 5483036 A, B 23 K 15/00, 09.01.96).
Известная система не обеспечивает сварки больших объемных деталей и габаритных изделий, поскольку процесс сварки осуществляют из одной исходной точки, а следовательно, при перемещении луча в зоне сварки будет иметь место перекос свариваемых частей и частей изделий, не прошедших сварку.
Кроме того, в известной системе не учитывается фактор перемещения не только луча, но и перемещения изделия относительно луча, возможность контроля положения луча и контроля за перемещением изделия повышает качество сварки за счет оптимального перемещения луча и изделия в процессе сварки.
Техническим результатом заявленной системы является повышение точности и качества сварки изделий сложной конфигурации, то есть изделий со сложным и протяженным профилем сварного шва. Система позволяет обеспечить заданные технологические параметры сварки в условиях вакуума, отследить такие параметры работы электронной пушки как ток луча, ток фокусирующей линзы, ток бомбардировки. Система обеспечивает отклонение луча во взаимоперпендикулярных направлениях, контролирует работу двух электронно-лучевых пушек, имеющих разные исходные точки в начале сварки. Проведение сварки одновременно двумя пушками позволяет сократить время сварки.
Возможность сварки крупногабаритного изделия с разных исходных точек от двух пушек уменьшает перекос шва свариваемых изделий, что уменьшает деформации изделия и шва при симметричности перемещения обеих пушек относительно опорной точки (оси, плоскости и т.п.) и равномерности перемещения относительно друг друга. Технический результат достигается тем, что в системе управления процессом электронно-лучевой сварки, содержащей первую электронно-лучевую пушку с первым энергоблоком, предназначенным для обеспечения заданных параметров работы указанной пушки и связанным с устройством управления параметрами электронного луча, введены вторая электронно-лучевая пушка со вторым энергоблоком, предназначенным для обеспечения заданных параметров работы указанной пушки и связанным с указанным устройством управления параметрами, выполненным с возможностью управления параметрами работы электронных лучей первой и второй электронно-лучевых пушек. Устройство управления механизмами перемещения узлов системы связано с устройством управления параметрами электронных лучей первой и второй указанных пушек. Кроме того, система содержит координатный стол для установки, по меньшей мере, одного свариваемого изделия, указанный стол имеет механизм перемещения, выполненный с возможностью перемещения координатного стола вокруг оси A, и прямолинейного перемещения по оси X параллельно плоскости стола. Кроме того, система содержит механизмы перемещения первой и второй указанных пушек, выполненные с возможностью перемещения параллельно плоскости координатного стола соответственно по осям Y и P и по осям Y и P.
Указанные механизмы перемещения связаны с устройством управления механизмами перемещения узлов системы через соответствующие блоки электроприводов.
Система также снабжена датчиками положения, установленными вдоль указанных осей перемещения указанных механизмов перемещения узлов системы и предназначенными для подачи сигналов о положении перемещаемых узлов системы в указанное устройство управления механизмами перемещения и в устройство управления параметрами электронных лучей.
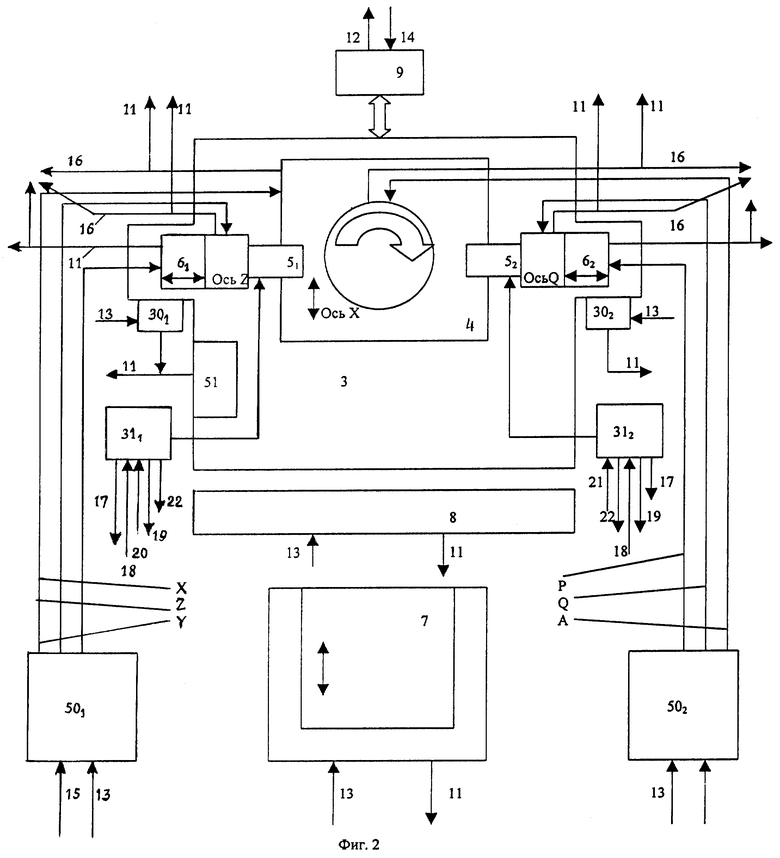
На фиг. 1 представлена функциональная схема заявленной системы управления процессом электронно-лучевой сварки с устройством управления механизмами перемещения узлов системы и устройства управления параметрами электронных лучей. На фиг. 2 представлена функциональная схема установки электронных пушек в камере, на фиг. 3 - пример изменения тока луча от времени в процессе сварки. Система содержит устройство 1 для управления механизмами перемещения в виде устройства числового программного управления. Устройство 1 предназначено для управления перемещения узлов системы в том числе каждой из электронных пушек 51 и 52 для управления перемещениям изделия при операции загрузки/выгрузки изделия из вакуумной камеры 3 для управления процессом вакуумирования, а также для управления перемещением внешней станины 7. Устройство 2 управления параметрами электронных лучей предназначено для управления электронно-лучевым оборудованием и может одновременно управлять по меньшей мере двумя энергоблоками 311 и 312 электронно-лучевых пушек 51 и 52.
Устройство 2 формирует в процессе сварки аналоговые сигналы тока электронного луча, тока фокусирующей линзы (фокусирующей катушки), тока бомбардировки (тока нагрева катода), а также тока отклонения электронного луча по двум заданным осям (в том числе взаимно перпендикулярным осям), указанные сигналы поступают из устройства 2 на соответствующие входы энергоблоков 311 и 312.
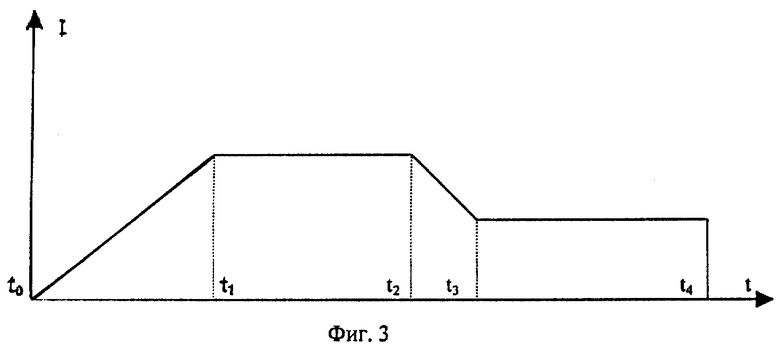
Ток электронного луча и ток фокусировки каждый предоставляет собой некую функцию от позиции (положения) луча на сварочном шве в процессе сварки и от времени протекания сварки.
Обычно эти функции имеют вид ломаной линии, как показано на фиг. 3.
Система для реализации указанных функций управления параметрами электронных лучей осуществляет также измерение в режиме реального времени сварки позиции луча по 6 координатам P, Q, X, Y, Z, A, посредством датчиков, установленных в зонах перемещения по соответствующей оси (фиг. 2), измеряет скорость перемещения луча вдоль стыка сварочного шва и контролирует параметры каждого из энергоблоков.
Вакуумная камера 3, содержит координатный стол 4 с вращателями (не показаны), на который устанавливают свариваемые изделия. Координатный стол 4 (фиг. 2) имеет механизмы 2-х координатного перемещения в плоскости по оси X и механизмы вращения координатного стола вокруг оси A, связанные с электропроводами 501 и 502. В вакуумной камере 3 установлены две электронные пушки 51 и 52 смонтированные, например, на соответствующих механизмах 61 и 62 перемещения, расположенные на противоположных сторонах координатного стола 4, симметрично относительно оси A координатного стола или плоскости, проходящей по указанной оси A перпендикулярно поверхности стола.
В частном случае линия, на которой расположены пушки в камере, перпендикулярна указанной плоскости и оси координатного стола.
Координатный стол 3 выполнен с возможностью выкатываться на внешнюю станину 7, размещенную около камеры со стороны подвижной крышки 8 камеры 3, соединенной с электроприводом (не показаны), связанным по входу 13 и выходу 11 с устройством 1 управления перемещением.
Рабочий вакуум камеры составляет около 8•10-5 мм рт. ст. и реализуется посредством вакуумной станции 9, связанной с вакуумной камерой 3, средства управления которой связаны с устройством 1.
Система обеспечивает автоматическую загрузку и выгрузку изделий, размещаемых на координатном столе 3, установленном на внешней подвижной станине 7 с возможностью перемещения внутрь камеры 3 и из нее.
Электроприводы, управляющие перемещением указанной станины, снабжены преобразователями управляющих сигналов, поступающих из устройства 1, в перемещение узлов системы. Блок электродов может быть реализован любым известным образом (например, см. RU 2029335 C1, G 05 B 19/18, 20.02.95).
Блоки 501 и 502 электроприводов перемещения соответствующих пушек 51 и 52 и координатного стола связаны по шинам 13 и 15 с устройством 1 управления механизмами перемещения. Сигналы от датчиков положения по каждой из осей перемещения (не показаны), установленных по траектории движения узлов (оси перемещения), связаны по шинам 11, 16 с устройством 1 управления перемещением механизмов. Электронные пушки 51 и 52, установленные на механизмах перемещения 61 и 62, соответственно могут перемещаться по двум направлениям по осям Y и P к оси A и от оси A в камере и вдоль оси A на оси Z и Q соответственно. Механизмы 61 и 62 связаны соответственно с блоком 501 и 502 электроприводов, предназначенных для реализации перемещений координатного стола и электронных пушек. Блоки 501 и 502 управляются устройством управления 1 перемещением по шинам 13 и 15.
Измерение положения механизмов перемещения координатного стола и положения электронных пушек, которые косвенно также определяют позицию электронных лучей во время сварки, осуществляют с помощью датчиков положения (не показаны) по шести координатам X, Y, Z, P, Q, A, связанных по шинам 16 и 11 с устройством 1 управления механизмами перемещения для передачи сигналов о положении указанных узлов по указанным осям.
Устройство 2 управления параметрами электронного луча соответственно электронно-лучевой пушки 51 и 52 связано шинами 18, 20 и 21 с энергоблоками 311 и 312 для подачи сигналов управления параметрами электронных пушек, а шинами 22 и 17 - для получения сигналов о состоянии параметров электронного луча в процессе сварки. Система также включает датчик 51 вакуумного контроля за камерой, связанный по шине 11 с устройством 1 управления механизмами перемещения, который контролирует также давление в камере 3. Камера 3 подключена к вакуумной станции 9, связанной по шинам 12 и 14 с устройством 1 управления механизмами перемещения, по которым передают сигналы для управления процессом вакуумирования.
Устройство 1 управления механизмами перемещения узлами системы представляет собой, как было указано выше, устройство числового программного управления и содержит блок 32 ввода-вывода данных, связанный с шинами 13 и 14 для подачи дискретных (цифровых) сигналов управления на блоки 501 и 502 электроприводов, на электропривод подвижной внешней станины 7, на датчики 301, 302 положения электронно-лучевых пушек 51 и 52 соответственно для приведения их в исходное положение и со средствами управления вакуумированием 9 вакуумной станции. Устройство 1 содержит блок ЦАП и АЦП преобразователей, предназначенный для преобразования цифровых сигналов управления устройства 1 в аналоговые сигналы, передаваемые по шине 15 на блоки 501 и 502 электроприводов для их управления и преобразования аналоговых сигналов, для управления механизмами перемещения по осям X, Y, Z, P, Q, A и датчиков положения; и обратно от них по шине 16 для осуществления контроля процесса сварки, также по шинам 16 фотодатчики положения (не показаны) указанных механизмов перемещения связаны с блоками 34 и 41 преобразования сигналов фотодатчиков в устройстве 1 и в устройстве 2 для контроля положения узлов.
Блоки 31, 33 и 34 предназначены для вывода сигналов управления узлами системы и ввода сигналов контроля за перемещением узлов управления системы и других параметров и связаны с системной шиной 39 устройства 1. С шиной 39 также связан пульт оператора 37, соединенный шиной через средство связи 36, процессорное устройство 35, средство памяти 38, представляющее собой ОЗУ и ПЗУ для хранения программного обеспечения управления перемещением узлов заявленной системы и их контроля, связанные с шиной 39, контроллер 52 также связан с шиной 39 и предназначен для реализации указанных функций управления перемещением и контролем. Пульт оператора 37 может представлять монитор с клавиатурой, связанные через средство 36 с шиной 39.
Устройство 2 управления параметрами электронных лучей содержит блок 43 ввода-вывода данных, связанный по шинам 17 и 18 с энергоблоками 311 и 312 для подачи дискретных сигналов управления параметрами электронно-лучевых пушек на энергоблоки 311 и 312 соответственно. Устройство 2 содержит блок ЦАП-АЦП, предназначенный для преобразования цифровых сигналов управления в аналоговые, передаваемые из устройства 2 по шинам 20 и 21 соответственно на энергоблоки 311 и 312, и для преобразования аналоговых сигналов контроля параметров энергоблоков 311 и 312, поступающих по шине 19 и 22 через блок 40 преобразователей ЦАП-АЦП в устройство 2. Блоки 43, 40 и 41 связаны с системной шиной 42 устройства 2. К системной шине также подключены дисплей 49 через контроллер 45 дисплея и контроллер 44, предназначенный для управления параметрами электронных лучей пушек 51 и 52 соответственно. Устройство 2 включает процессор 46, средство памяти 54, состоящее из ОЗУ и ПЗУ для хранения программного обеспечения. Блоки 46, 44, 54 и 45 связаны между собой и с блоками 43, 40 и 41 посредством системной шины 42.
Система работает следующим образом.
На координатном столе 4 подвижной станины 7 закрепляют свариваемые изделия. Оператор посредством пульта 37 осуществляет перемещение станины внутрь вакуумной камеры 3 путем управления электроприводами подвижной станины 7 и подвижной крышки по шинам 13. Стол устанавливают внутри камеры, затем закрывают крышку 8, положение станины 7, крышки 8 и координатного стола контролируют посредством датчиков положения (не показаны) по шинам 11, связанным с блоком 32 устройства 1. После обработки программы загрузки изделия система переходит в режим вакуумирования камеры 3, для чего оператор по шине 14 передает сигнал включения средства 9 управления вакуумированием вакуумной станции. Датчик 51 контроля вакуумирования по шине 11 подает сигналы, по которым устройство 1 контролирует процесс вакуумирования. После того, как давление в камере 3 достигнет заданного значения, система приступает к осуществлению управления процессом сварки. Система начинает сварку, т.е. активизирует энергоблоки 311 и 312 в том случае, когда все механизмы перемещения находятся в исходной позиции. Приведение механизмов перемещения в исходную позицию может быть осуществлено оператором путем подачи сигналов управления перемещением на блоки электроприводов 501 и 502. При этом механизмы перемещения по всем осям X, Y, Z, A и P, Q будут работать до тех пор, пока не сработают датчики исходного положения (концевые выключатели). Иными словами, блоки 501 и 502 электроприводов будут перемещать узлы механизмов по указанным осям до тех пор, пока они не займут исходное положение. Например, блок 502 электроприводов будет перемещать координатный стол вокруг оси A, а механизм 62 перемещения второй электронной пушки 52 - по оси P и оси Q до тех пор, пока они не займут исходное положение. Поскольку устройство 1 связано с устройством 2 по шинам 56 и 57 и по шине 16 с датчиками положения механизмов, то устройство 2 также может контролировать положения узлов в процессе управления параметрами работы пушек.
Как было указано выше, в системе предусмотрена программа, позволяющая управлять параметрами электронного луча в процессе сварки.
График функции изменения тока луча в процессе сварки приведен на фиг. 3. По оси абсцисс указано время, по оси ординат - величина тока Y электронного луча. Из графика видно, что на интервале от 0 до t1 ток увеличивают, затем на интервале t1 - t2 ток имеет постоянную величину, далее на интервале t2 - t3 ток уменьшают. Указанный график изменения тока электронного луча задают в программу заранее, при этом эмпирически выбирают тот или иной режим изменения тока в процессе сварки.
По каждому из управляемых параметров электронного луча соответственно для первой и второй пушки формируют функцию изменения параметра в процессе сварки, то есть аналогичный график функции. Как было указано выше, параметрами управления являются: ток луча, ток фокусирующей катушки (линза), форма и амплитуда развертки луча (токи отклоняющих катушек), ток нагрева катода (ток бомбардировки), скорость перемещения луча вдоль сварочного шва. Для каждого из указанных параметров формируют сигналы управления, подаваемые контроллером 44 через блоки 40 и 43 на энергоблоки 311 - 302 двух электронно-лучевых пушек 51 - 52 соответственно, по шинам 17, 20 и 21. Эти шины связаны с соответствующими узлами энергоблоков, предназначенными для управления вышеуказанными параметрами. Сигналы о положении луча и его параметров в процессе сварки поступают по шинам 17, 19, 22 и 16 в устройстве 2, которое также отслеживает и интервалы времени изменения параметров управления, т. е. интервалы t0 - t1, t1 - t2 и т.п. и осуществляет регулирование параметров в зависимости от положения луча, изделия и интервала времени.
Система одновременно отслеживает и управляет электронными лучами обеих пушек, что позволяет производить сварку одновременно с двух противоположных сторон, уменьшает деформации, перекосы, внутренние напряжения в свариваемых изделиях сложных профилей и больших размеров.
Промышленная применимость
Система реализована на базе компьютерной системы AWS-850М-IBM PC/AT совместной с программным обеспечением стандартного обеспечения BIOS.
В качестве энергоблоков могут быть использованы известные, в том числе и описанный в прототипе, энергоблоки устройства управления параметрам и электронного луча, в частности, током электронного луча, током фокусирования, током отклонения выполнены аналогично прототипу для одной пушки. Блоки электроприводов, предназначенные для управления перемещением по различным координатным осям узлов системы, описаны, в RU 2029335 C1, G 05 B 19/18, 20.02.95.
Приведенный пример осуществления заявленной системы не ограничивает возможные примеры реализации данной системы и ее узлов.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2000 |
|
RU2158664C1 |
| ЭЛЕКТРОННО-ЛУЧЕВАЯ УСТАНОВКА | 2005 |
|
RU2296038C2 |
| ЭЛЕКТРОННО-ЛУЧЕВАЯ ПУШКА | 2000 |
|
RU2177659C1 |
| СПОСОБ И СИСТЕМА ДЛЯ СПЕКТРАЛЬНОЙ ЭЛЕКТРОННО-ЛУЧЕВОЙ КОМПЬЮТЕРНОЙ ТОМОГРАФИИ | 2024 |
|
RU2836291C1 |
| Устройство для электронно-лучевой литографии | 2021 |
|
RU2791181C1 |
| ИОННЫЙ МИКРОПРОЕКТОР И СПОСОБ ЕГО НАСТРОЙКИ | 1997 |
|
RU2126188C1 |
| СИСТЕМА МИШЕНЕЙ УСТРОЙСТВА ДЛЯ ГЕНЕРАЦИИ РЕНТГЕНОВСКОГО ИЗЛУЧЕНИЯ ЭЛЕКТРОННО-ЛУЧЕВОГО КОМПЬЮТЕРНОГО ТОМОГРАФА С ДВОЙНЫМ ИСТОЧНИКОМ ИЗЛУЧЕНИЯ, УСТРОЙСТВО ДЛЯ ГЕНЕРАЦИИ РЕНТГЕНОВСКОГО ИЗЛУЧЕНИЯ И ЭЛЕКТРОННО-ЛУЧЕВОЙ СКАНЕР НА ЕГО ОСНОВЕ | 2023 |
|
RU2811066C1 |
| Способ электронно-лучевой наплавки | 2023 |
|
RU2818555C1 |
| Устройство подачи проволоки | 2023 |
|
RU2827828C1 |
| МИКРОФОКУСНОЕ УСТРОЙСТВО РЕНТГЕНОВСКОГО КОНТРОЛЯ | 2017 |
|
RU2656872C1 |
Система относится к автоматизированному комплексу управления технологическим процессом вакуумной сварки с использованием электронно-лучевых пушек. Техническим результатом является повышение точности и качества сварки изделий сложной конфигурации, т.е. со сложным профилем сварного шва. Система позволяет обеспечить заданные технологические параметры работы электронной пушки. Проведение сварки одновременно двумя пушками позволяет сократить время сварки, обеспечить возможность сварки крупногабаритных изделий с разных исходных точек от двух пушек, уменьшает перекос шва свариваемых изделий, а следовательно деформации изделия и шва, поскольку при симметричности перемещения обеих пушек относительно опорной точки или плоскости уменьшаются деформации свариваемых изделий и сварного шва. Технический результат достигается тем, что система содержит две электронно-лучевые пушки с энергоблоками для задания параметров их работы, связанными с устройством управления параметрами работы электронных лучей обеих пушек, система содержит устройство управления механизмами перемещения указанных пушек и перемещения координатного стола, на котором установлено, по меньшей мере, одно свариваемое изделие. 1 с. и 4 з.п. ф-лы, 3 ил.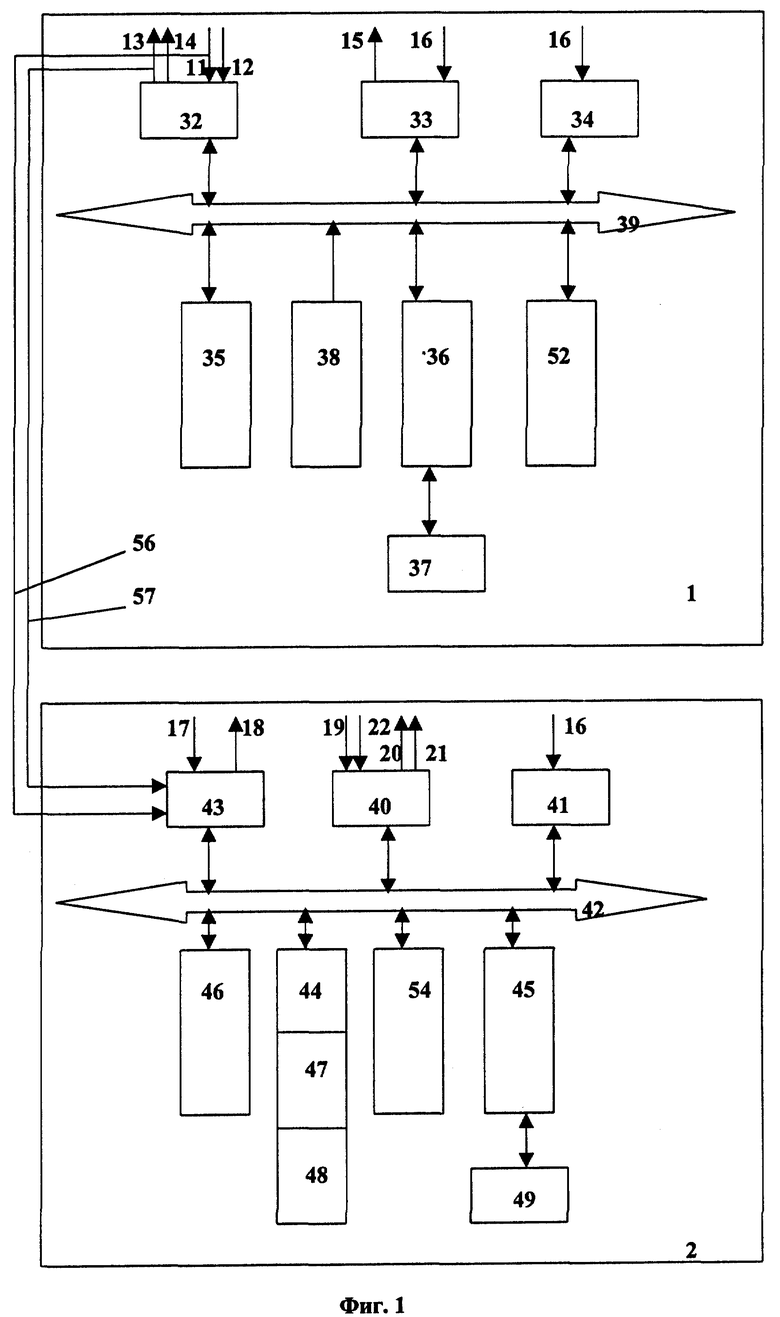
| US 5483036 A, 09.01.1996 | |||
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ИЗДЕЛИЙ ЭЛЕКТРОННБ1МЛУЧОМ | 0 |
|
SU170593A1 |
| DE 4320267 A1, 22.12.1994 | |||
| СПОСОБ АДАПТИВНОГО КОНТРОЛЯ ФОКУСИРОВКИ СВАРОЧНОГО ЭЛЕКТРОННОГО ЛУЧА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2012463C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2023557C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 1991 |
|
RU2071401C1 |

