Изобретение относится к области электронно-лучевой наплавки, используемой при аддитивном изготовлении деталей и может быть использована для оперативного контроля за положением присадочной проволоки относительно электронного луча при электронно-лучевой наплавке или послойном синтезе изделий проволочными материалами.
Известен способ электронно-лучевой наплавки и устройство подачи присадочной проволоки (патент RU2704682). Способ содержит этапы, на которых электронно-лучевую наплавку проводят с непрерывной осцилляцией электронного луча по траектории, имеющей пересечение с присадочной проволокой. Управляют отклоняющей системы электронного луча и/или системой позиционирования присадочной проволоки, поддерживая значения упомянутых выше величин на уровне, соответствующем требуемому положению присадочной проволоки относительно электронного луча. Известен способ электронно-лучевой наплавки и устройство подачи присадочной проволоки (патент RU2725537). Способ включает расплавление основным электронным лучом подаваемого сырьевого материала в виде проволоки с образованием основной ванны расплава, непрерывное перемещение основной ванны расплава по заданной траектории с формированием наплавленного валика и подогрев по меньшей мере одним дополнительным электронным лучом по меньшей мере одного участка наплавленного валика, дополнительно подают второй сырьевой материал в виде проволоки. Устройство содержит электронно-лучевую пушку, основной электронный луч и дополнительные электронные лучи формируемые электронной пушкой, подложку, проволоку подаваемую через мундштуки, основную ванну расплава, дополнительные ванны расплава.
Недостаками известных способов и устройств является невозможность электронно-лучевой наплавки по сложной пространственной траектории.
Известен способ электронно-лучевой наплавки (WO2019074827, выбран в качестве прототипа). В способе электронно-лучевой пушкой по траектории наплавления создают ванну расплава, подают в нее проволоку. Устройство подачи проволоки снабжено узлами подачи проволоки с мундштуками, которые могут, вращаясь вокруг луча, расходиться на угол, меньший чем 360 градусов и сходиться вместе. Для подачи проволоки используют ролики, с приводом от двигателя. Электрические соединения при этом могут быть выполнены в виде гибких проводов достаточной длины. Направление сварки меняют путем поворота подложки (поворотного стола).
Недостаком известных способа и устройства является невозможность наплавки на крупногабаритные изделия по сложной пространственной траектории, когда требуются больший углы поворота присадочной проволоки относительно электронного луча.
Для обеспечения однородности наплавляемого слоя (сварного шва) необходимо, чтобы присадочная проволока подавалась с одного направления в ванну расплава, относительно электронного луча. В случае сложной пространственной траектории сварного шва, необходимо перемещать электронно-лучевую пушку вдоль траетории наплавления при помощи многоосевых манипуляторов (до 5 степеней свободы). Техническим результатом группы изобретения является обеспечение однородности сварного шва вдоль сложной пространственной траектории наплавления за счет неограниченного по углу вращения проволоки вокруг луча электронно-лучевой пушки.
Технический результат достигается в способе электронно-лучевой наплавки, включающем создание ванны расплава электронно-лучевой пушкой при ее перемещении по траектории наплавки с подачей присадочной проволоки при вращении узла подачи проволоки вокруг электронного луча под заданным углом к нему. Упомянутое вращение узла подачи проволоки под заданным углом осуществляют посредством щёточно-коллекторного узла, осевая опора которого неподвижно закреплена относительно электронно-лучевой пушки, а на наружной части которого закреплен узел подачи проволоки. Электронно-лучевую пушку перемещают по траектории наплавления манипулятором. Проволоку подают устройством подачи проволоки, включающем щёточно-коллекторный узел, осевая опора которого неподвижно закреплена относительно электронно-лучевой пушки, а наружная часть вращается и оснащена узлом подачи проволоки. Наружная часть соединена шестеренчатой передачей с электродвигателем, установленном на опорном кронштейне электронно-лучевой пушки. Узел подачи проволоки выполнен в виде, закрепленных на кронштейне, катушки с тормозным устройством и механизма подачи проволоки с мундштуком. Механизм подачи проволоки выполнен в виде подающих роликов с канавками, соединенными с блоком шестерен. Мундштук выполнен регулируемым. Узел подачи проволоки оснащен системой жидкостного охлаждения мундштука.
Изобретение поясняется рисунками:
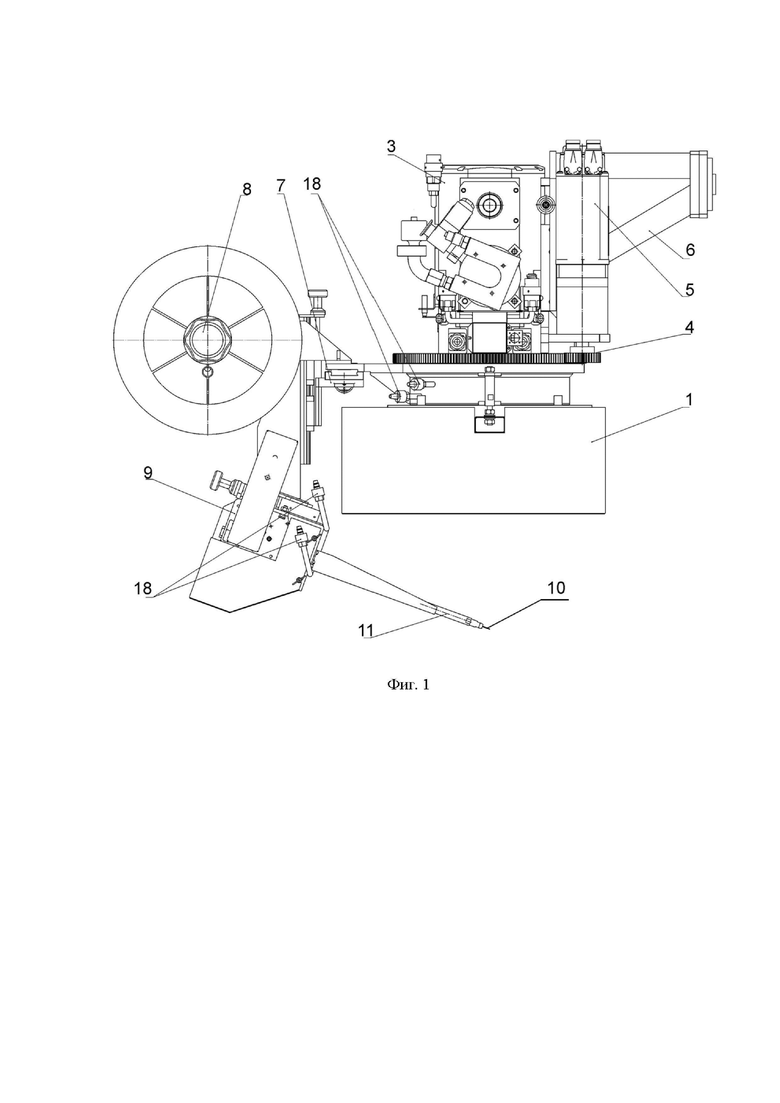
фиг. 1 - устройство подачи проволоки в сборе с электронно-лучевой пушкой, установленной на опорном кронштейне манипулятора;
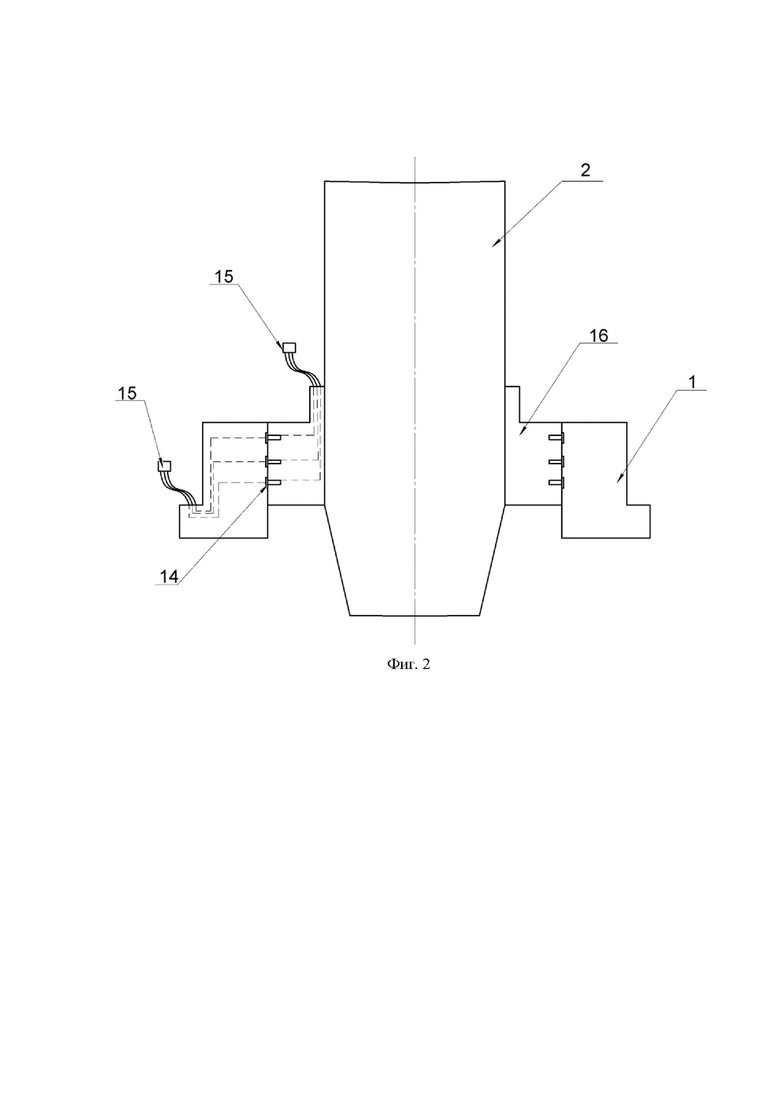
фиг. 2 – схема щёточно-коллекторного узла;
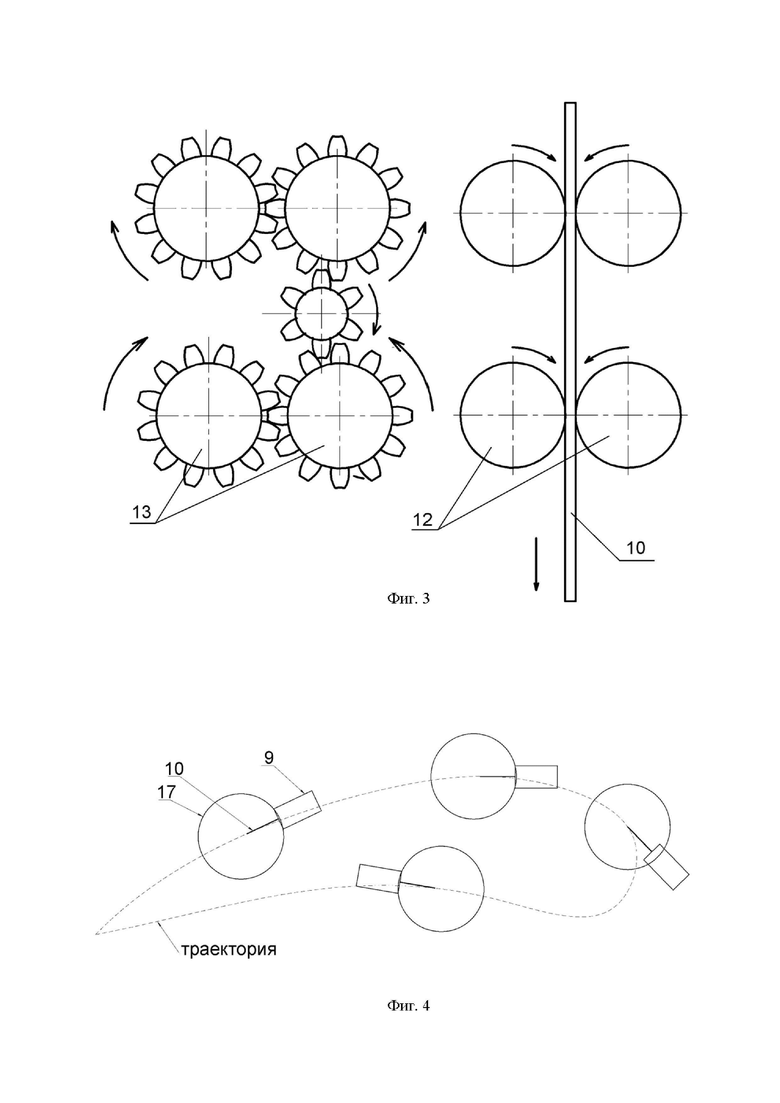
фиг. 3 – схема подающих роликов и блока шестерен;
фиг. 4 – схема движения по траектории наплавления.
Устройство подачи проволоки (далее, также – «присадочной проволоки») включает щёточно-коллекторный узел, осевая опора 2 которого неподвижно закреплена относительно электронно-лучевой пушки 3, а наружная часть 1 вращается и оснащена узлом подачи проволоки.
Наружная часть 1 соединена шестеренчатой передачей 4 (например, передача шестерня-рейка) с электродвигателем 5, установленном на опорном кронштейне 6 электронно-лучевой пушки, который в свою очередь, устанавливается на манипуляторе с 5 управляемыми осями (не показан).
Узел подачи проволоки выполнен в виде, закрепленных на кронштейне 7, катушки 8 с тормозным устройством и механизма 9 подачи присадочной проволоки 10 с мундштуком 11.
Мундштук 11 выполнен регулируемым, для этого, кронштейн 7 или механизм 9 подачи проволоки оснащаются регулировочными винтами, изменяющими его положение в вертикальной и горизонтальной плоскостях.
Узел подачи проволоки оснащен системой жидкостного охлаждения мундштука 11, выполненной в виде шлангов с штуцерами 18, соединенными с насосом, радиаторами (теплообменниками), емкостью (не показаны). Поскольку устройство подачи проволоки вместе с электронно-лучевой пушкой находятся в вакууме, конвекция отсутствует и охлаждение частей устройства затруднено, мундштук 11 находиться в непосредственной близости от наплавляемого изделия, требуется принудительное жидкостное охлаждение, для исключения залипания присадочной проволоки 10 к мундштуку 11.
Механизм 9 подачи проволоки выполнен в виде подающих роликов 12 с канавками, механически соединенными с блоком 13 шестерен для передачи вращения с электродвигателя (на фиг. 3 показана кинематическая схема, механическое соединение частей механизма 9 подачи проволоки не показано).
Щёточно-колекторный узел обеспечивает поворот присадочной проволоки 10 на произвольный угол, то есть, без ограничений на угол вращения (неограниченный угол или «бесконечное вращение»). Щеточные контакты 14 токосъемника 16 передают питание и управление по шинам 15 на электродвигатель механизма 9 подачи проволоки, который подаёт присадочную проволоку 10 из катушки 8 в наплавляемую ванну 17. Электродвигатель механизма 9 подачи проволоки управляется от системы ЧПУ.
Для контроля ванны 17 расплавленного металла во время процесса выращивания детали необходимо обеспечить подачу присадочного металла в начало ванны 17 с одного и того же направления относительно траектории. Выращиваемые детали могут иметь сложную форму, траетория наплавки имеет сложную геометрию, а свойства наплавочного шва зависят от направления движения и места подачи присадочной проволоки. Описанное выше устройство позволяет обеспечить непрерывную подачу присадочной проволоки 10 в начало расплавленной ванны 17 с любой криволинейной траекторией за счет того, что реализовано вращение механизма 9 подачи проволоки вокруг электронного луча на проивольный, ничем не ограниченный угол.
В предложенном способе электронно-лучевой наплавки электронно-лучевой пушкой 3 по траектории наплавления создают ванну 17 расплава, и подают в нее проволоку 10, вращая узел подачи проволоки вокруг электронного луча на произвольный угол. Электронно-лучевую пушку 3 перемещают по траектории наплавления манипулятором. Вращение узла подачи проволоки дополняет движения манипулятора с 5 управляемыми осями: линейные – Х, Y, Z, угловая В - наклон пушки вдоль оси Х, угловая С - наклон пушки вдоль оси Y. Узел поворота: поворот мундштука вокруг ЭЛП – ось D, подача присадочной проволоки – ось W. Пять осей манипулятора и две оси узла подачи проволоки управляются от системы ЧПУ с возможностью круговой интерполяции. Благодаря такой подвижности, отсутствию ограничений по углу вращения проволоки 10 вокруг луча электронно-лучевой пушки 3, обеспечиваются постоянные условия сварки (наплавки) и, как следствие, однородность сварного шва.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство подачи проволоки | 2023 |
|
RU2827828C1 |
| Способ электронно-лучевого аддитивного получения заготовок | 2019 |
|
RU2725537C1 |
| Способ наплавки | 1985 |
|
SU1337219A1 |
| Способ аддитивной наплавки металлических изделий и устройство для его осуществления | 2024 |
|
RU2841395C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ НАПЛАВКИ МЕТАЛЛА С РЕГУЛИРОВАНИЕМ ТЕПЛОВЛОЖЕНИЯ | 2022 |
|
RU2804862C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ НАПЛАВКИ С ВЕРТИКАЛЬНОЙ ПОДАЧЕЙ ПРИСАДОЧНОЙ ПРОВОЛОКИ | 2020 |
|
RU2753069C1 |
| СПОСОБ РЕМОНТА ДЕТАЛЕЙ МАШИН | 2003 |
|
RU2247014C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ВРАЩАЮЩЕЙСЯ НАПЛАВОЧНОЙ ПРОВОЛОКИ | 2004 |
|
RU2266180C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С ПОДАЧЕЙ ПРИСАДОЧНОЙ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ПОДАЧИ ПРИСАДОЧНОЙ ПРОВОЛОКИ | 1993 |
|
RU2074071C1 |
| СПОСОБ УПРОЧНЕНИЯ ЗОН КОЛЬЦЕВЫХ КАНАВОК ПОРШНЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 1998 |
|
RU2148750C1 |
Изобретение может быть использовано при аддитивном изготовлении деталей электронно-лучевой наплавкой с оперативным контролем за положением присадочной проволоки относительно электронного луча. Создают ванну расплава электронно-лучевой пушкой при ее перемещении по траектории наплавки с подачей присадочной проволоки. Осуществляют вращение узла подачи проволоки вокруг электронного луча под заданным углом посредством щёточно-коллекторного узла, осевая опора которого неподвижно закреплена относительно электронно-лучевой пушки, а на наружной части закреплен узел подачи проволоки. Для перемещения по траектории наплавления используют манипулятор. Наружная часть щёточно-коллекторного узла соединена шестеренчатой передачей с электродвигателем, установленном на опорном кронштейне электронно-лучевой пушки. Узел подачи проволоки выполнен в виде закрепленных на кронштейне катушки с тормозным устройством и механизма подачи проволоки с мундштуком. Механизм подачи проволоки выполнен в виде подающих роликов с канавками, соединенными с блоком шестерен. Техническим результатом является обеспечение однородности сварного шва вдоль сложной пространственной траектории наплавления за счет неограниченного по углу вращения проволоки вокруг луча электронно-лучевой пушки. 3 з.п. ф-лы, 4 ил.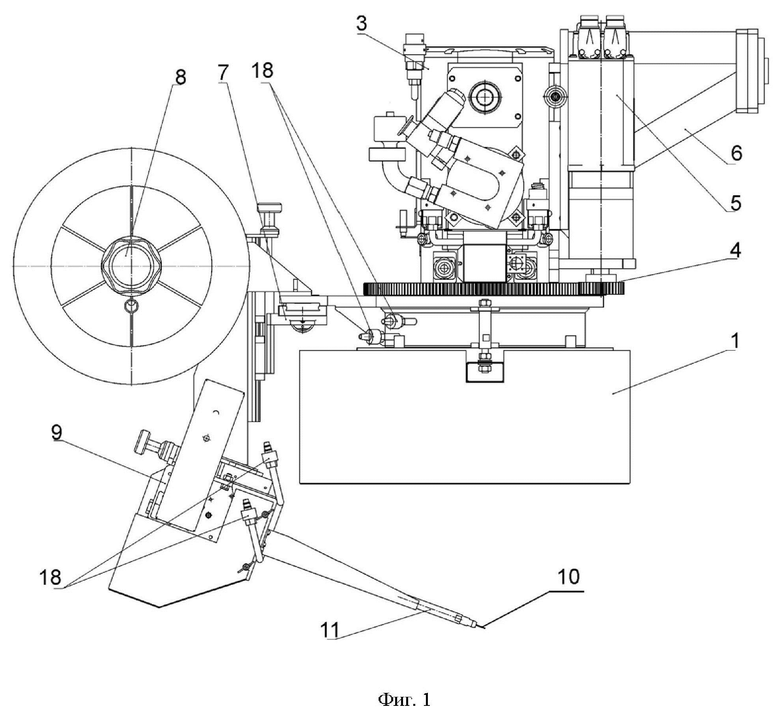
1. Способ электронно-лучевой наплавки, включающий создание ванны расплава электронно-лучевой пушкой при ее перемещении по траектории наплавки с подачей присадочной проволоки при вращении узла подачи проволоки вокруг электронного луча под заданным углом к нему, упомянутое вращение узла подачи проволоки под заданным углом осуществляют посредством щёточно-коллекторного узла, осевая опора которого неподвижно закреплена относительно электронно-лучевой пушки, а на наружной части которого закреплен узел подачи проволоки.
2. Способ электронно-лучевой наплавки по п.1, отличающийся тем, что электронно-лучевую пушку перемещают по траектории наплавления манипулятором.
3. Способ электронно-лучевой наплавки по п.1, отличающийся тем, что наружная часть соединена шестеренчатой передачей с электродвигателем, установленном на опорном кронштейне электронно-лучевой пушки.
4. Способ электронно-лучевой наплавки по п.1, отличающийся тем, что узел подачи проволоки выполнен в виде, закрепленных на кронштейне, катушки с тормозным устройством и механизма подачи проволоки с мундштуком, механизм подачи проволоки выполнен в виде подающих роликов с канавками, соединенными с блоком шестерен.
| WO 2019074827 A1, 18.04.2019 | |||
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ НАПЛАВКИ С ВЕРТИКАЛЬНОЙ ПОДАЧЕЙ ПРИСАДОЧНОЙ ПРОВОЛОКИ | 2020 |
|
RU2753069C1 |
| Головка для сварки плавящимся электродом | 1991 |
|
SU1834764A3 |
| Устройство для подачи сварочной проволоки при автоматической сварке | 1982 |
|
SU1087284A1 |
| US 2017304896 A1, 26.10.2017. | |||

