Изобретение относится к производству и эксплуатации абразивного инструмента, в частности мелкозернистого на керамической связке.
Известны способы повышения твердости абразивного инструмента и эффективности шлифования за счет импрегнирования различными технологическими средами, например термопластичной смолой-шеллаком, расплавом серы и др. (см. авт. свид. СССР, N 337245, кл. B 24 D 3/34, 1972; Хостикоев М.З., Никитина Н. А. Резервы повышения эффективности шлифования // Науч. - техн. реф. сб. Технология, организация и экономика машиностроительного производства. - 1983. - N 6, с. - 3-4).
Недостатком этих способов является неудовлетворительное качество и неравномерность пропитки инструмента, особенно мелкозернистого, на что и указывают сами авторы этих способов, рекомендуя процесс пропитки повторять несколько раз. Это объясняется тем, что во время изготовления инструмента в момент его охлаждения и последующего хранения происходит адсорбция влаги, различных окислов и других соединений на его поверхности порового пространства, а внешняя поверхность инструмента загрязняется органическими веществами, что приводит к уменьшению капиллярного всасывания при пропитке и неудовлетворительному качеству импрегнирования.
Известен способ повышения эксплуатационных свойств абразивного инструмента на керамической связке за счет специальной термической обработки путем предварительного нагрева инструмента до температуры 200 - 300oC с последующим охлаждением в холодной среде, например в воде, жидком азоте (см. авт. свид СССР N 422577, кл. B 24 D 3/34, 1974). Этот способ принят за прототип.
Недостатком этого способа является невозможность полного и равномерного термического взаимодействия на инструмент по всей его толщине (особенно кругов с большой высотой), так как жидкость, соприкасаясь с нагретыми поверхностями инструмента, имеющими температуру (200-300oC) выше температуры кипения жидкости, мгновенно превращается в пар и образует паровые подушки в порах инструмента. Из-за этого инструмент не полностью пропитывается жидкостью, а значит, и не обеспечивается воздействие на инструмент холодной среды равномерное по толщине. Кроме того паровые подушки из газообразных продуктов кипения препятствуют созданию внутри инструмента необходимого градиента температуры для необходимого термического воздействия. Вероятно, поэтому авторы рекомендуют такую операцию производить многократно.
Другим недостатком этого способа является непродолжительный период (3-5 дней) сохранения повышенной стойкости и режущей способности инструмента, приобретенной при таком способе, из-за отсутствия защиты от воздействия окружающей среды на инструмент. За этот период происходит адсорбционное понижение прочности абразивных зерен и связки инструмента согласно эффекту Ребиндера, а если использовать такой инструмент с водными СОЖ, то свойства, приобретенные за счет закалки инструмента, теряются мгновенно.
Предлагаемым способом решается задача ликвидации указанных недостатков аналогов и прототипа за счет улучшения равномерности и полноты пропитки жидкостью абразивного инструмента, особенно мелкозернистого, а также сохранение на длительное время приобретенных абразивным зерном после термического воздействия прочностных качеств и возможности работы инструмента с водными СОЖ.
Решение этой задачи позволяет достичь следующий технический результат - повысить режущую способность и стойкость абразивного инструмента.
Поставленная цель достигается тем, что согласно способу готовый абразивный инструмент на керамической связке первоначально нагревают при температуре 450-500oC с выдержкой 20-30 мин. для удаления адсорбционной влаги из пор и загрязнений с поверхности инструмента, затем охлаждают на воздухе до температуры технологической среды импрегнатора, а после инструмент подвергают импрегнированию, например, методом капиллярной пропитки. При этом в качестве импрегнатора используют гидрофобные жидкости или расплавы веществ, например серу, способных экранировать и консервировать поверхности зерна и порового пространства инструмента от воздействия внешней среды.
Способ повышения эксплуатационных свойств абразивного инструмента осуществляется следующим образом.
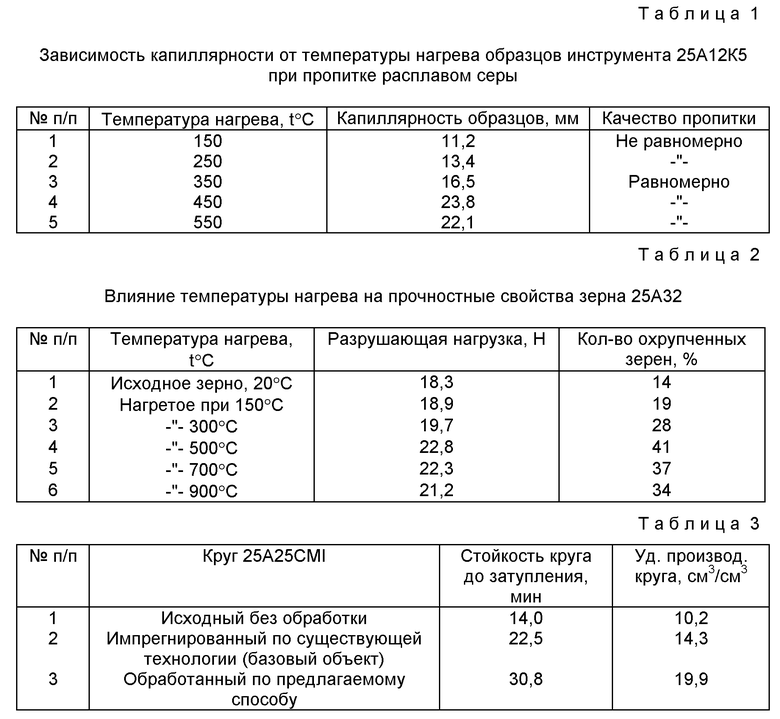
При нагреве инструмента под воздействием повышенных температур (450-500oC) происходит десорбция влаги и выгорание загрязняющих поверхность веществ, что значительно повышает капиллярность инструмента и улучшает полноту и равномерность его пропитки технологическими средами (см. табл. 1).
Охлаждение абразивного инструмента на воздухе при том же градиенте (перепаде) температур, что и в способе, взятом за прототип, позволяет также повысить прочность и самозатачиваемость абразивных зерен, но лишена тех недостатков, которые присуще прототипу. Это объясняется тем, что охлаждающая среда - воздух свободно проникает в поровое пространство абразивного инструмента, т.к. не создает паровые подушки в порах инструмента. Это приводит к равномерному и полному термическому воздействию на инструмент по всей его толщине независимо от высоты и других размеров инструмента. Кроме того, охлаждение на воздухе не требует дополнительной сушки инструмента как у прототипа. Охлаждение инструмента на воздухе повышает механическую прочность абразивных зерен и их охрупчивание (см. табл. 2), что способствует самозатачиванию зерен в процессе шлифования, а значит, и повышению режущей способности и стойкости в целом инструменте (см. табл. 3).
Охлаждение инструмента до температуры технологической среды - импрегнатора устраняет нежелательные факторы, препятствующие свободному проникновению импрегнатора в поры инструмента, которые могут возникнуть, если инструмент будет иметь температуру выше или ниже, чем имеет температуру импрегнатор. Например, расплав серы имеет наименьшую вязкость при температуре в пределах 140-145oC. С повышением или понижением температуры от этого предела вязкость расплава серы резко повышается, что скажется на качестве пропитки инструмента.
Использование импрегнатора, обладающего гидрофобными свойствами, при пропитке абразивного инструмента позволяет защитить поверхности зерна и порового пространства от воздействия окружающей среды, особенно от влаги, и сохранить приобретенные инструментом новые качества длительное время, например при хранении его на складах. Одновременно с этим полно и равномерно пропитанный абразивный инструмент будет иметь постоянные характеристики процесса шлифования, что скажется и на улучшение качества поверхности шлифуемого изделия. Кроме того, такой инструмент, пропитанный гидрофобным импрегнатором, можно применять с водными СОЖ вместо керосино-масляных СОЖ, что значительно уменьшит стоимость и повысит экологичность шлифования.
Сущность способа на примере пропитывания абразивного инструмента расплавом серы заключается в следующем. Абразивный инструмент помещают в нагревательное устройство, нагревают при 450-500oC с выдержкой 20-30 мин в зависимости от характеристики инструмента, затем вынимают и охлаждают на воздухе до температуры расплава серы (140-145oC) и после этого инструмент плавно опускают в предварительно подготовленный расплав серы и выдерживают до полной пропитки инструмента. Время выдержки от 1 до 5 мин в зависимости от характеристики инструмента. После пропитки инструмент вынимается и охлаждается до комнатной температуры.
1. Влияние температуры нагрева на капиллярность абразивного инструмента
Для нахождения оптимальной температуры нагрева инструмента проводилась серия опытов с образцами размером 75х20х10 мм из абразивного инструмента 25А12К5. За показатель капиллярности принималась высота подъема импрегнатора в образце во время его пропитки за 15 с.
Перед пропиткой образцы в муфельной печи нагревались при 150, 250, 350, 450, 550oC с выдержкой 30 мин, а затем охлаждались на воздухе до температуры импрегнатора - расплава серы - 145oC.
Полученные результаты сведены в табл. 1.
Как видно из данных табл.1, при температуре нагрева 450-500oC капиллярность становится максимальной при хорошем качестве пропитки образцов инструмента.
2. Влияние температуры нагрева на прочностные свойства абразивного зерна 25А32
Абразивные зерна белого электрокорунда разбивались на пять проб по 100 шт. и нагревались в муфельной печи последовательно при следующих температурах 150, 300, 500, 700, 900oC с выдержкой 20 мин, а затем охлаждались на воздухе до комнатной температуры.
После термического воздействия каждая проба зерен подвергалась раздавливанию с определением разрушающей нагрузки и фиксированием характера разрушения, по которому определялось процентное содержание охрупченных зерен. Результаты испытаний обрабатывались методами математической статистики и приведены в табл. 2.
Как видно из данных табл. 2, при температуре 500oC наблюдается самая высокая прочность зерен на раздавливание и максимальный процент охрупченных зерен, что свидетельствует о целесообразности такой температуры нагрева абразивных зерен.
3. Сравнительные испытания абразивных кругов 25А25СМ1
Для сравнительных испытаний были выбраны следующие круги: исходный без термической обработки, пропитанный расплавом серы (по существующей технологии) и термообработанный и пропитанный расплавом серы по предлагаемому методу.
Круги оценивались по следующим эксплуатационным параметрам: стойкостью круга до затупления и удельной производительностью.
Испытания были проведены на плоскошлифовальном станке модели 3Е711. Обрабатывались образцы из стали Р18. Режимы шлифования: Vкр = 35 м/с, Vст = 20 м/мин, t = 0,002 мм/дв. ход.
Результаты испытаний приведены в табл. 3.
В результате испытаний установлено: стойкость и удельная производительность круга обработанного по предлагаемому способу возросла по сравнению с исходным кругом соответственно в 2,2 и 1,7 раза, а по сравнению с базовым объектом в 1,4 и 1,4 раза соответственно.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОПИТКИ АБРАЗИВНОГО ИНСТРУМЕНТА | 2007 |
|
RU2352451C1 |
| ГРЕЙФЕР | 1999 |
|
RU2164986C2 |
| СПОСОБ ПРОПИТКИ АБРАЗИВНОГО ИНСТРУМЕНТА | 2007 |
|
RU2354535C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 2005 |
|
RU2301737C2 |
| СПОСОБ ИМПРЕГНИРОВАНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 2004 |
|
RU2284895C2 |
| СОСТАВ ДЛЯ ПРОПИТКИ АБРАЗИВНОГО ИНСТРУМЕНТА | 2011 |
|
RU2443538C1 |
| СОСТАВ ДЛЯ ПРОПИТКИ АБРАЗИВНОГО ИНСТРУМЕНТА НА КЕРАМИЧЕСКОЙ СВЯЗКЕ, ПРЕДНАЗНАЧЕННОГО ДЛЯ ШЛИФОВАНИЯ ПЛАЗМЕННЫХ ПОКРЫТИЙ НА НИКЕЛЕВОЙ И ЖЕЛЕЗНОЙ ОСНОВЕ | 2013 |
|
RU2550681C1 |
| СПОСОБ ИМПРЕГНИРОВАНИЯ РЕЖУЩЕЙ ПОВЕРХНОСТИ АБРАЗИВНОГО КРУГА | 2016 |
|
RU2619416C1 |
| СОСТАВ ДЛЯ ПРОПИТКИ АБРАЗИВНОГО ИНСТРУМЕНТА | 2010 |
|
RU2440886C1 |
| СПОСОБ ИМПРЕГНИРОВАНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 2013 |
|
RU2532660C1 |
Изобретение относится к производству и эксплуатации мелкозернистого абразивного инструмента на керамической связке. Способ заключается в нагреве, выдержке и охлаждении инструмента. После охлаждения ведут пропитку инструмента гидрофобным импрегнатором. Охлаждение производят на воздухе до температуры технологической среды импрегнатора. Изобретение позволяет улучшить равномерность и полноту пропитки абразивного инструмента, сохранить прочностные качества абразивного зерна, а также позволяет применять при работе инструмента водные СОЖ. 3 табл.
Способ повышения эксплуатационных свойств абразивного инструмента на керамической связке, при котором его нагревают, выдерживают и охлаждают, отличающийся тем, что после охлаждения осуществляют пропитку инструмента гидрофобным импрегнатором, при этом нагрев инструмента осуществляют до температуры 450 - 500oС, выдержку 20 - 30 мин, а охлаждение производят на воздухе до температуры технологической среды импрегнатора.
| СПОСОБ ПОВЫШЕНИЯ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ АБРАЗИВНОГО ИНСТРУМЕНТАrfin;; -i •-i-ииЛ | 1972 |
|
SU422577A1 |
| СПОСОБ ПОВЫШЕНИЯ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ АБРАЗИВНОГО ИНСТРУМЕНТА | 0 |
|
SU366963A1 |
| Способ повышения эксплуатационных сфойств абразивного инструмента | 1976 |
|
SU642144A2 |
| Способ повышения эксплуатационных свойств абразивного инструмента | 1986 |
|
SU1313679A2 |
