Изобретение относится к производству и эксплуатации абразивного инструмента на керамической связке, а именно абразивных кругов.
Известны способы импрегнирования абразивного инструмента составами, содержащими органическое соединение и воду, с предварительной стадией обработки поверхности и пор инструмента растворами ПАВ и последующей длительной стадией сушки (Авт.св. СССР №1248779, кл. В 24 D 3/34, 1986, Бюл. №29; Авт.св. СССР №1604590, кл. В 24 D 3/34, 1990, Бюл. №41).
Однако известные способы импрегнирования имеют следующие недостатки: операция пропитки раствором ПАВ в ацетоне не экологична из-за испарения растворителя; состав для импрегнирования содержит остаточный высокотоксичный мономер - стирол; стадия сушки занимает много времени.
Наиболее близким к предлагаемому по технической сущности является способ импрегнирования абразивного инструмента по Авт.св. СССР №1726222, кл. В 24 D 3/34, 1992, Бюл. №14.
Импрегнатор, применяемый в данном способе, акрилатного типа, а именно линейный сополимер этилакрилата, метилметакрилата, диметакрилового эфира этиленгликоля и метилолметакриламида в водной среде. Однако операция обработки круга раствором ПАВ в ацетоне, применяемая для закрепления импрегнатора в порах круга, не экологична, а время пропитки импрегнатором и сушки от воды слишком большое; стоимость сополимера этилакрилата, метилметакрилата, диметакрилового эфира этиленгликоля и метилолметакриламида в водной среде (Эмукрила 2М) высока. Указанные ПАВ пригодны только для корундового абразивного инструмента, что сужает области применения способа.
Техническая задача предлагаемого изобретения состоит в повышении эксплуатационных свойств абразивного инструмента, снижении времени пропитки и сушки, повышении экологичности метода, удешевлении способа.
Это достигается тем, что в способе импрегнирования абразивного инструмента, включающем пропитку последнего составом, содержащим органическое соединение и воду, и сушку инструмента, в качестве органического соединения используют сополимер этилакрилата, диметакрилового эфира этиленгликоля и метилолметакриламида в водной среде, а пропитку абразивного инструмента ведут при комнатной температуре в течение 10-15 мин с предварительным его вакуумированием, после чего абразивный инструмент помещают на 10-15 мин в емкость с водой при температуре 90-95°С для фиксации пропитывающего состава в его поровом пространстве и осуществляют конвективную сушку инструмента при его вращении со скоростью 0,3-0,5 с-1 при температуре 80-95°С в течение 10-12 часов.
Линейный сополимер этилакрилата, диметакрилового эфира этиленгликоля и метилолметакриламида в водной среде - Эмукрил М - представляет собой жидкость молочно-белого цвета с массовой долей нелетучих веществ 40±2%. Стоимость Эмукрила М, ниже стоимости Эмукрила 2М.
Сущность предлагаемого способа поясняется следующим обоснованием.
Вследствие операции выдержки (10-15 мин.) импрегнированных кругов в горячей воде, дисперсия частично теряет устойчивость (появляется склонность к агрегации частиц, сопровождающейся их слипанием и закреплением на поверхности пор).
Дисперсия теряет устойчивость:
- из-за десорбционной дестабилизации, так как часть эмульгатора десорбируется с поверхности латексных частиц и переходит в воду;
- из-за действия повышенных температур и термосенсибилизации;
- из-за выделения в водную среду многовалентных катионов и изменения значения рН среды, а также эффекта перераспределения эмульгатора между полимером и поверхностью пор круга.
Закрепление частиц сополимера на поверхности пор не позволяет ему мигрировать по поровому пространству к поверхности абразивного инструмента при последующей сушке. Последнее существенно улучшает равномерность распределения сополимерной составляющей импрегнатора в порах, снижает дисбаланс кругов, что положительно сказывается на качестве обрабатываемой поверхности при шлифовании.
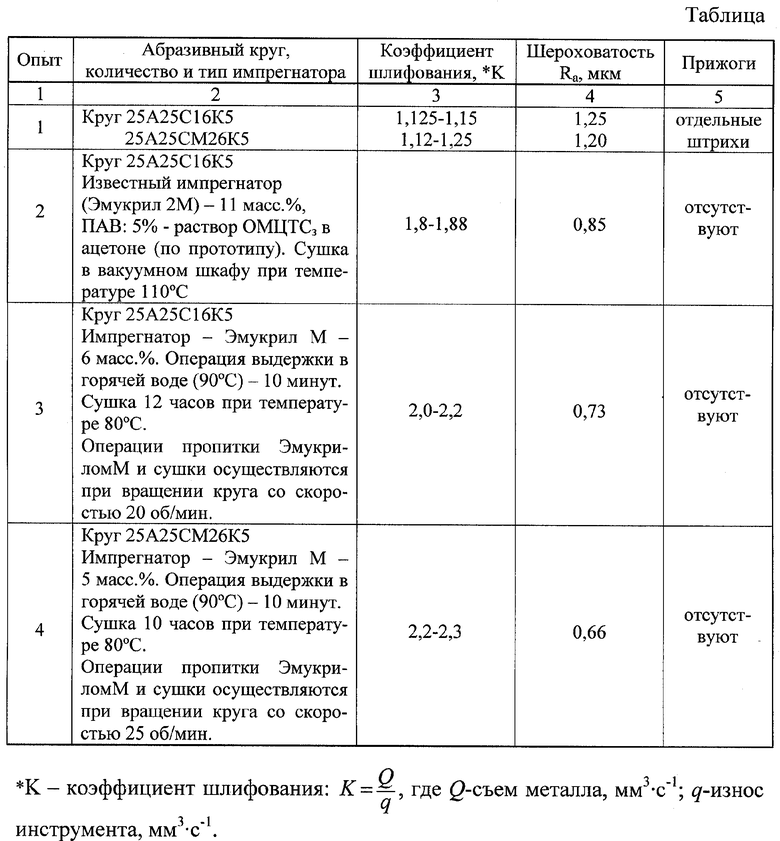
Эффективность работы абразивного инструмента оценивают коэффициентом шлифования, шероховатостью обработанной поверхности, наличием прижогов при обработке жаропрочного сплава ЖС6Ф. Экспериментальные данные представлены в таблице. Указанная последовательность операции обработки обязательна для достижения указанного эффекта. После обработки поверхности и пор инструмента импрегнатором на них образуются адсорбционные слои определенного состава и конфигурации.
Шлифование осуществляют со скоростью круга 35 м/с в воздушной среде. Используют круги марок: 25А12СМ26К5Б, 25А16СМ26К5Б, 25А25СМ26К5Б, 25А32СМ26К5Б, 25А40СМ26К5Б, 25А25СМ16К5Б, 25А25С16К5Б, 25А25СТ16К5Б.
У инструмента, обработанного предлагаемым способом, в 1,5-2,0 раза повышается теплопроводность и на 20-30% температуропроводность (при содержании импрегнатора в порах инструмента до 10 масс.% в расчете на сухой остаток) по сравнению с необработанным инструментом, что способствует увеличению износостойкости шлифовальных кругов. В результате импрегнирования снижается влагопроницаемость шлифовальных кругов, приобретаются гидрофобные свойства, что предохраняет инструмент от разрушающего действия водных смазочно-охлаждающих жидкостей. Использование импрегнатора, обладающего гидрофобными свойствами, при пропитке абразивного инструмента позволяет защитить поверхности зерна и порового пространства от воздействия окружающей среды, особенно от влаги, и сохранить приобретенные инструментом новые качества длительное время, например, при хранении на складах.
Одновременно с этим достаточно полно и равномерно пропитанный абразивный инструмент будет иметь постоянные характеристики процесса шлифования, что скажется и на улучшении качества поверхности шлифуемого изделия. Кроме того, такой инструмент, пропитанный гидрофобным импрегнатором, можно применять с водными СОЖ вместо керосино-масляных СОЖ, что значительно уменьшит стоимость и повысит экологичность шлифования.
Экологичность шлифования повышается также за счет замены операции обработки пор растворами ПАВ в ацетоне на операцию обработки кругов горячей водой.
Шлифование инструментом, обработанным предлагаемым способом, приводит к повышению коэффициента шлифования и отсутствию прижогов.
Увеличение значения коэффициента "К" приводит к увеличению производительности шлифования этим инструментом (при прочих равных условиях) по сравнению с производительностью шлифования необработанным инструментом, что в условиях крупносерийного и массового производства дает значительный экономический эффект.
Повышение качества обработки по параметру шероховатости и отсутствие прижогов также способствуют уменьшению брака.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ импрегнирования абразивного инструмента на основе корунда | 1990 |
|
SU1726222A1 |
| СПОСОБ ИМПРЕГНИРОВАНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 2013 |
|
RU2532660C1 |
| СПОСОБ ИМПРЕГНИРОВАНИЯ АБРАЗИВНЫХ ИНСТРУМЕНТОВ | 2014 |
|
RU2574182C1 |
| Способ импрегнирования абразивных инструментов | 2017 |
|
RU2676546C1 |
| Способ импрегнирования абразивного инструмента на основе корунда | 1988 |
|
SU1604590A1 |
| СПОСОБ ПОВЫШЕНИЯ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ АБРАЗИВНОГО ИНСТРУМЕНТА | 1999 |
|
RU2164857C2 |
| Способ импрегнирования абразивных инструментов | 2016 |
|
RU2620209C1 |
| СПОСОБ ИМПРЕГНИРОВАНИЯ АБРАЗИВНЫХ ИНСТРУМЕНТОВ | 2015 |
|
RU2618682C1 |
| Способ импрегнирования абразивных инструментов | 2017 |
|
RU2676536C1 |
| СОСТАВ ДЛЯ ПРОПИТКИ АБРАЗИВНОГО ИНСТРУМЕНТА | 2011 |
|
RU2443538C1 |
Изобретение относится к области абразивной обработки и может быть использовано при изготовлении и эксплуатации абразивных инструментов. При изготовлении осуществляют их пропитку составом, содержащим органическое соединение и воду. В качестве органического соединения используют сополимер этилакрилата, диметакрилового эфира этиленгликоля и метилолметакриламида в водной среде. Пропитку абразивного инструмента ведут при комнатной температуре в течение 10-15 мин с предварительным его вакуумированием. После чего абразивный инструмент помещают на 10-15 мин в емкость с водой при температуре 90-95°С для фиксации пропитывающего состава в его поровом пространстве. Осуществляют конвективную сушку инструмента при его вращении со скоростью 0,3-0,5 с-1 при температуре 80-95°С в течение 10-12 часов. В результате повышаются эксплуатационные свойства инструмента, снижается время пропитки и его сушки, уменьшается стоимость и повышается экологичность шлифования. 1 табл.
Способ импрегнирования абразивного инструмента, включающий пропитку последнего составом, содержащим органическое соединение и воду, и сушку инструмента, отличающийся тем, что в качестве органического соединения используют сополимер этилакрилата, диметакрилового эфира этиленгликоля и метилолметакриламида в водной среде, а пропитку абразивного инструмента ведут при комнатной температуре в течение 10-15 мин с предварительным его вакуумированием, после чего абразивный инструмент помещают на 10-15 мин в емкость с водой при температуре 90-95°С для фиксации пропитывающего состава в его поровом пространстве и осуществляют конвективную сушку инструмента при его вращении со скоростью 0,3-0,5 с-1 при температуре 80-95°С в течение 10-12 ч.
| Способ импрегнирования абразивного инструмента на основе корунда | 1990 |
|
SU1726222A1 |
| Состав для пропитки абразивного инструмента | 1984 |
|
SU1248779A1 |
| Способ пропитки абразивного инструмента | 1978 |
|
SU753626A1 |
| Способ пропитки абразивного инструмента | 1984 |
|
SU1222520A1 |

