Изобретение относится к производству строительных изделий, к конструкциям опалубочных форм для изготовления предварительно напряженных железобетонных панелей-оболочек на пролет, предназначенных для покрытий производственных зданий различных отраслей промышленности.
Известно устройство, металлическая форма для изготовления предварительно напряженных крупнопанельных железобетонных сводчатых панелей-оболочек (КЖС) [Р. Н. Мацелинский. Панели-оболочки КЖС в железобетонных сборных покрытиях. Издательство литературы по строительству. Москва, 1968 г.].
Металлическая форма состоит из силовой рамы, откидных бортов и поддона. Силовая рама служит конструктивной основой формы и воспринимает усилия от предварительного напряжения рабочей арматуры. Борта формы шарнирно присоединены к силовой раме. Этим обеспечивается возможность их поворота, необходимая при распалубке изделия. Поддон состоит из собственно конструктивной основы в виде металлических уголков и обшивки, образующей боковые и верхнюю грани, выполняемой из стальных листов. Верхняя грань поддона - палуба определяет геометрию нижней поверхности сводчатой полки панели-оболочки КЖС.
К недостатку этого решения относится то, что оно допускает возможность изготовления только сводчатой панели-оболочки одного вида, с одногранной полкой. А при образовании в полке этой панели-оболочки светопроема на треть длины ее пролета в средней зоне, в формуемом изделии имеет место нерациональное использование бетона, высвобождаемого при образовании проема в полке. Он распределяется поверху участков полки в крайних третьих долях пролета панели-оболочки. При этом полка панели утрачивает свойство свода вдоль ее пролета, а верхние пояса ребер-диафрагм наращиваются вверх для размещения в них арматуры, устанавливаемой по расчету в границах длины светопроема, т.е. имеет место вынужденный дополнительный расход арматуры. Эта форма исключает возможность изготовления панелей-оболочек с выпуклой двухгранной сводчатой полкой, например, а. с. СССР N 1270257 E 04 и панели-оболочки с такой же двухгранной полкой, но имеющей светопроем в средней зоне и свободной от недостатков панели-оболочки, формуемой в металлической форме-прототипе. (Ранее представленная нами заявка на конструкцию "Железобетонная панель-оболочка на пролет"). В ней бетон, высвобождаемый при образовании светопроема в двухгранной полке, используется целесообразно, он идет на формование пространственно выпуклой жесткостержневой структуры, размещаемой в границах светопроема. Она восстанавливает функцию свода двухгранной полки, экономит арматуру, идущую в аналогах на усиление верхних поясов ребер-диафрагм, повышает жесткость панели-оболочки в целом не только по отношению к аналогам, но и по отношению к своему прототипу, не имеющему светопроема. Кроме того, это решение допускает возможность увеличения длины светопроема на ширину шага поперечных ребер и смещения светопроема в одну из сторон относительно оси поперечной симметрии, улучшает условия работы на локальные нагрузки, прикладываемые по продольной оси светопроема, обеспечивая пространственность работы панели-оболочки в системе покрытия.
Можно видеть, что возникает многообразие конструктивных форм железобетонных панелей-оболочек на пролет с выпуклой двухгранной полкой, обусловленное наличием или отсутствием светопроема, его определенного расположения в конструкции, от наличия или отсутствия поперечных ребер, от уровня и характера внешних вертикальных нагрузок, а также от особенности технологии производств в цехах, для покрытия зданий которых они применяются. Это требует многообразия массивных металлических форм на их изготовление, большого расхода металла и будет основным препятствием на пути их практического внедрения в жизнь.
Цель изобретения состоит в создании металлической формы для изготовления предварительно напряженных железобетонных панелей-оболочек на пролет с выпуклой двухгранной сводчатой полкой и ребром в узле монолитного сопряжения граней с обеспечением принципа ее универсальности для интенсивного использования наиболее металлоемких ее частей - откидных бортов, силовой рамы, палубы поддона - при изготовлении указанных изделий всех разновидностей, любой конструктивной формы двухгранной полки и определенном уклоне ее грани.
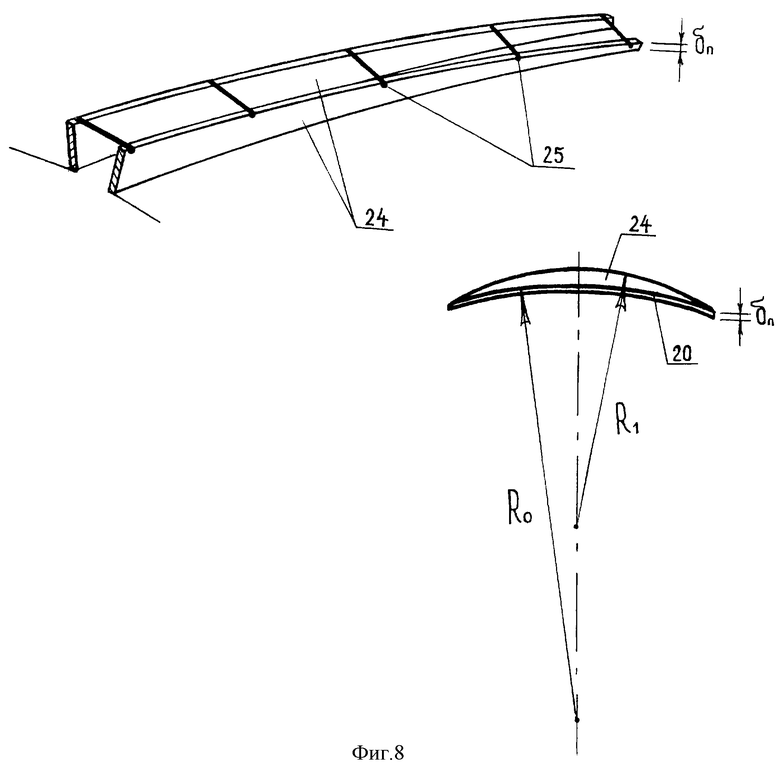
Цель изобретения достигается тем, что палуба поддона выполнена двухгранной, с двухсторонним уклоном граней от середины ширины к бортам, с центральным желобом по продольной оси симметрии и желобами, расположенными перпендикулярно к центральному желобу в плане, с шагом в их осях симметрии в половину номинальной ширины панели-оболочки и снабжена: съемными пустотелыми вкладышами в поперечных желобах на упругих прокладках; уголковыми рамками для образования отверстий между поперечными ребрами изделия; двумя бортовыми элементами опалубки для формования верхней части сечения среднего криволинейного ребра с ее верхушкой и двухсторонними торцовыми напусками на участки двухгранной полки в крайних третьих долях пролета панели-оболочки, обеспечивающих ее двухстороннее боковое уширение от начала напусков к середине длины светопроема и от низа к верху [по предшествующей заявке на панель-оболочку на пролет], которые, как и съемные вкладыши с уголковыми рамками, крепятся к палубе поддона разъемными соединениями, при этом очертания низа и верха бортовых элементов выполнены по окружностям разных радиусов соответственно, R0 - большего и R1 - меньшего, центры которых лежат на вертикальной оси их поперечной симметрии; расстояния между точками их пересечения определяют длину бортовых элементов, а сами эти расстояния и величина различия в значениях радиусов R0 и R1 определяются тем объемом бетона, который высвобождается при образовании светопроема удалением двухгранной полки на треть пролета панели-оболочки за вычетом его расхода на среднее криволинейное ребро и поперечные ребра в границах светопроема; расположение бортовых элементов вдоль палубы поддона прямолинейно, а по отношению к образующим криволинейным граням поддона - ортогонально, по отношению к оси продольной симметрии опалубки - симметрично, с обеспечением жестко-разъемной фиксации расстояний между бортовыми элементами поверху с равным шагом по их длине с их начала.
Металлическая форма характеризуется тем, что форма и размеры поперечного сечения поперечных желобов равны по форме и размерам поперечного сечения центральному желобу.
Металлическая форма характеризуется наличием клиновидных пазов в дне желобов поперечных для съемных вкладышей со стороны их торцов.
Металлическая форма характеризуется тем, что съемные пустотелые вкладыши в поперечных желобах, уголковые рамки и бортовые элементы для опалубки верхней части сечения среднего криволинейного ребра с ее верхушкой, двухсторонними торцовыми напусками на участки двухгранной полки в крайних третьих долях пролета панели-оболочки и боковыми уширениями выполнены из высокопрочных полимеров.
Металлические формы имеют уклон граней поддона от середины к бортам от 1/12 до 1/8.
Сравнительный анализ признаков прототипа и заявленного технического устройства, металлической формы, универсального средства для изготовления предварительно напряженных железобетонных сводчатых панелей-оболочек на пролет с двухгранной полкой и ребром в узле монолитного сопряжения граней (а. с. СССР N 1270257 E 04), свидетельствует, что оно коренным образом отличается от прототипа, позволяющего формовать лишь сводчатые панели-оболочки с одногранной полкой, с большим объемом ручных операций по разравниванию бетона, высвобождающегося при образовании светопроема, поверху крайних участков полки.
В нашем случае имеет место: изменение профиля палубы поддона с одногранной на двухгранную, с двухсторонним уклоном граней от середины к бортам; образование желобов среднего продольного и поперечных, располагаемых по длине формы с равным шагом, кратным половине ширины формуемых панелей-оболочек; снабжение формы простыми, легкими, легкосъемными и вновь монтируемыми при переналадке на новый вид изделия инвентарными приспособлениями в форме пустотелых вкладышей, уголковых рамок, бортовых элементов для формования уширенной верхней части сечения среднего криволинейного ребра. Это позволяет обеспечить действительную универсальность заявленного средства для изготовления разной конструктивной формы двухгранной полки для широкого диапазона внешних вертикальных нагрузок панелей-оболочек. В частности, без проема и с проемом, с поперечными ребрами и без них. При этом, при образовании светопроема на треть длины пролета панели-оболочки в средней ее зоне, материал двухгранной полки идет на формирование пространственно выпуклой, жесткостержневой структуры, размещаемой внутри границ светопроема, повышая технологичность и жесткость изделия, восстанавливающей функцию свода (предшествующая этой заявка на железобетонную панель-оболочку). Прототип к решению этой задачи не пригоден изначально в принципе, по техническому решению.
Таким образом, изобретение неизвестно из уровня техники, поэтому оно является новым. Заявленное устройство как средство изготовления железобетонных предварительно напряженных панелей-оболочек на пролет с выпуклой двухгранной полкой имеет изобретательский уровень, так как оно не следует явным образом из уровня техники, т.е. поэлементно не заимствовано из него. Оно осуществимо и эффективно, что будет дополнительно показано ниже.
Сущность изобретения иллюстрируется чертежами. На чертежах представлено: фиг. 1 - общий вид металлической формы в плане в сборе: фиг. 2 - аксонометрия формы; фиг. 3 - вкладыш пустотелый; фиг. 4 сечение 1-1; фиг. 5 - сечение 2-2; фиг 6 - усиление полки поперечным ребром; фиг. 7 - сечение 3-3; фиг. 8 - бортовые элементы верхней уширенной части сечения среднего продольного ребра; фиг. 9 - оснастка в деле.
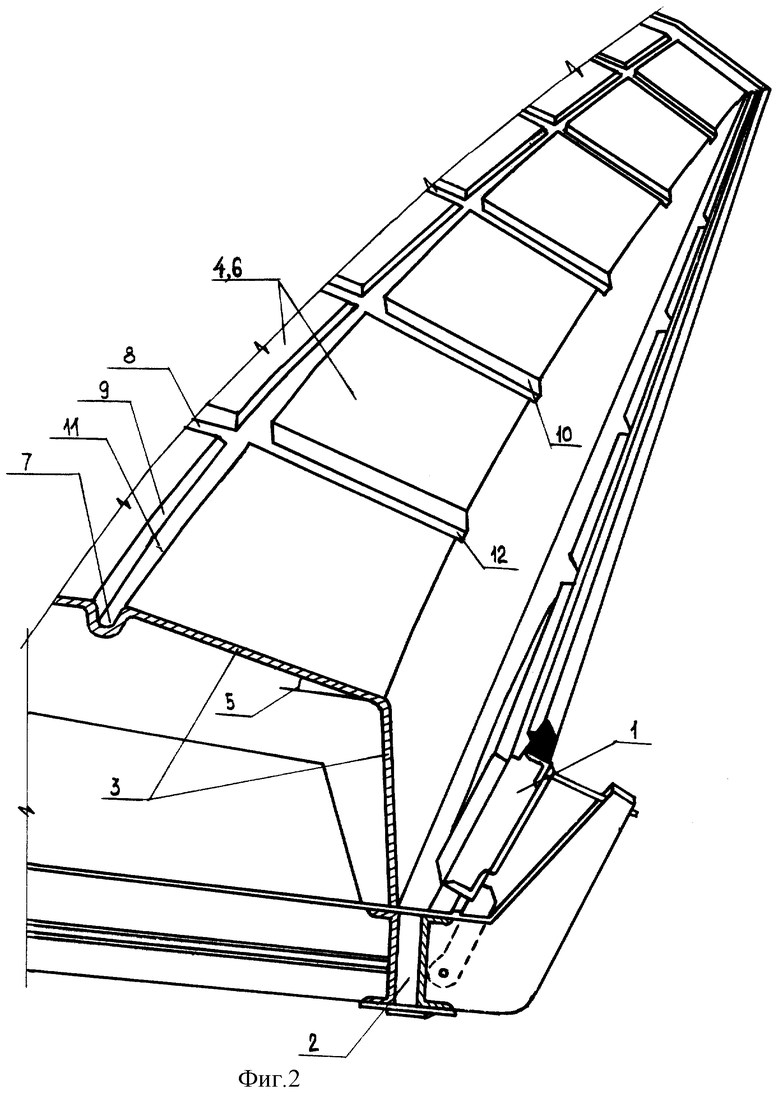
Позиции на чертежах обозначают: 1 - откидные борта; 2 - силовая рама; 3 - поддон формы; 4 - верхняя палуба поддона; 5 - двухсторонний уклон; 6 - грани верхней палубы поддона; 7 - средний продольный желоб; 8 - поперечные желоба; 9 - боковые грани продольного желоба, 10 - боковые грани поперечных желобов; 11 - нижняя грань продольного желоба; 12 - нижняя грань поперечных желобов; 13 - вкладыши пустотелые; 14 - упругие прокладки; 15 - разъемные соединения; 16 - клиновидный паз; 17 - уголковые рамки; 18 - профиль уголковых рамок; 19 - профиль уголковых рамок; 20 - толщина бетонной полки; 21 - поперечные ребра; 22 - среднее продольное ребро; 23 - верхняя уширенная часть среднего продольного ребра; 24 - бортовые элементы опалубки верхней уширенной части среднего продольного криволинейного ребра; 25 - жестко-разъемные связи бортовых элементов опалубки 24.
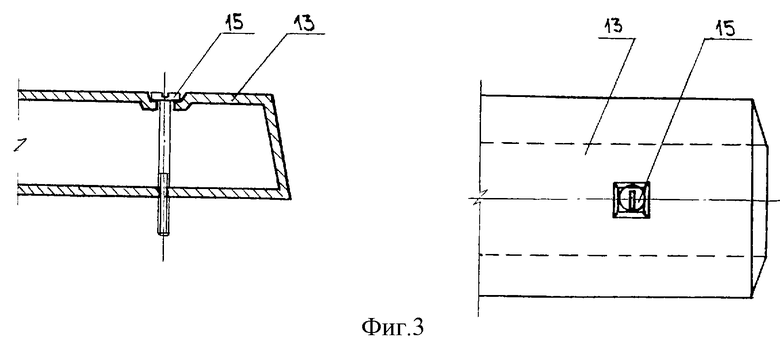
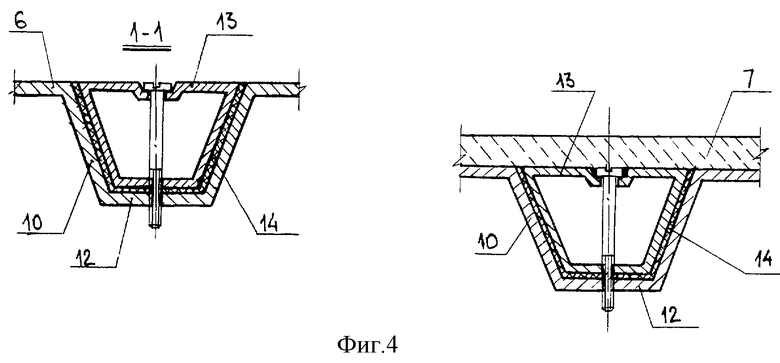
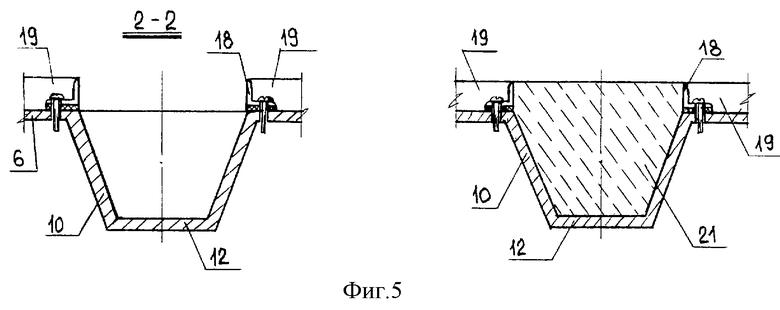
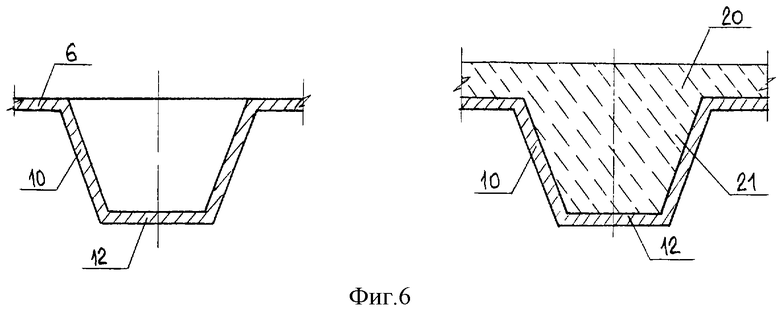
Металлическая форма для изготовления железобетонных предварительно напряженных панелей-оболочек на пролет 18 м с выпуклой сводчатой двухгранной полкой и ребром в узле монолитного сопряжения граней в себя включает: откидные борта 1, обеспечивающие возможность распалубки панели-оболочки; силовую раму 2, для осуществления предварительного напряжения рабочей арматуры нижних поясов ребер-диафрагм; поддон 3, верхняя палуба которого 4 выполнена двухгранной, с одинаковым двухсторонним уклоном 5, например 1/10, граней 6 верхней палубы 4, которые образуют развертывающиеся цилиндрические поверхности по условиям раскроя металлического листа и распалубки формы; по продольной оси симметрии двухгранной палубы поддона 4 образован средний продольный желоб 7, а перпендикулярно ему в плане - поперечные желоба 8, размещенные по длине пролета палубы в их осях с шагом в половину номинальной ширины изделия, боковые грани которых, соответственно 9 и 10, выполняются с сужением книзу, образуя совместно с соответствующими нижними гранями 11 и 12 трапециевидные формы профиля желобов 7 и 8. Для получения панели-оболочки с выпуклой двухгранной полкой без светопроема в поперечные желоба 8 устанавливаются пустотелые вкладыши 13 на упругих прокладках 14, исключающих возможность проникания цементного молока при бетонировании. Крепление вкладышей 13 к желобам 8 палубы поддона 4 осуществляется разъемным соединением 15, один из возможных вариантов которых показан на фиг. 3, 4. Для упрощения процесса переналадки форм на новый вид изделия, в нижней грани желоба 8 предусмотрен клиновидный паз 16 с торцовой стороны вкладыша 13 (фиг. 7). Возможность образования отверстий между поперечными ребрами в полке изделия и между средним ребром и верхними поясами ребер-диафрагм достигается использованием уголковых рамок 17. Уголки 18 рамок 17 устанавливаются по краям поперечных желобов 8 и 19, устанавливаются у края среднего желоба 7 и у наружных краев граней 6 палубы поддона 4 определяют размер ячеек отверстий, составляющих светопроем (см. фиг. 5 и 1). Высота профилей уголков 18 и 19 уголковых рамок 17 определяет толщину полки в изделии, в котором ячейки отверстий для пропуска светопотока отделяются друг от друга поперечными ребрами 21 (фиг. 5) и средним продольным ребром 22 (фиг. 9).
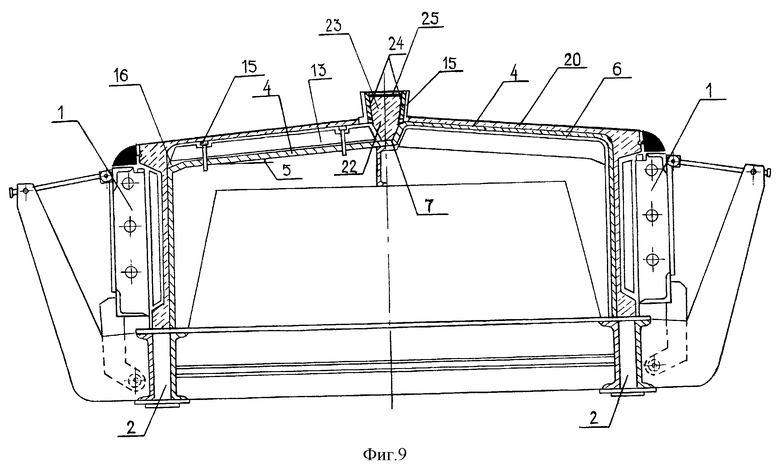
Для формования верхней уширенной части 23 сечения среднего криволинейного ребра 22 металлическая форма снабжена бортовыми элементами опалубки 24, очертания верха которых выполнены по радиусу окружности R1, меньшему, чем радиус окружности R0, которому соответствует очертание низа, определяемого очертанием верха среднего криволинейного ребра 22. Для обеспечения устойчивости положения бортовых элементов 24 развитой верхней части среднего криволинейного ребра 23 с верхом граней 6 с помощью разъемного соединения 15, их низ подращен на толщину полки 20. Центры радиусов лежат на одной оси поперечной симметрии каждого из бортовых элементов (фиг. 8). Сами они установлены прямолинейно вдоль кривизны граней 6 палубы поддона 4, ортогонально к образующим граней 6 палубы 4 и симметрично относительно продольной оси симметрии (фиг. 1 и 9), образуя двухстороннее уширение к середине бортовых элементов. Уширение условно не показано на чертежах ввиду малости размеров. На фиг. 9 показано формование изделия без проемов, но с усилением панели-оболочки развитой верхней частью среднего криволинейного ребра, как одного из возможных вариантов конструктивного решения изделия. При этом слева показано сечение по пустотелому вкладышу, заполнившему поперечный желоб, а справа - с некоторым смещением от него. Для удобства бетонирования бортовые элементы опалубки 24 верхней развитой части 23 среднего криволинейного ребра 22 изделия соединены жестко-разъемными связями 25 по их верху с равным шагом по длине с их начала, обеспечивающими неизменность положения их при бетонировании. Для облегчения веса и снижения расхода металла съемные инвентарные приспособления, обеспечивающие универсальность металлической формы (13, 17, 24) с их креплениями, могут быть выполнены и из высокопрочных полимеров. При переналадке оборудования формы одного вида изделия на другой, отверстия в нижних гранях поперечных желобов 12 и верхних гранях 6 палубы поддона 4 закрываются заглушками с потайными головками, условно не показаны, для нормального режима пропаривания изготовляемых изделий.
Конструкция металлической формы используется для изготовления панелей-оболочек с выпуклой двухгранной полкой различной конструктивной формы следующим образом. Для получения панелей-оболочек со сплошной полкой, без отверстий пустотелые вкладыши 13 на упругих прокладках 14 вставляются в поперечные желоба 7 с последующим соединением 15, например, на болтах (фиг. 4). При необходимости образования поперечных ребер 21 в панели-оболочке, в границах светопроема с отверстиями в полке между ними, пустотелые вкладыши 13 удаляются с использованием паза 16 в дне желоба 7 с торца, отверстия в нижней грани 12 закрываются заглушкой на резьбе, условно не показаны. А между ребрами 21, по краям желобов 8 устанавливаются уголковые рамки 17 с поперечными 18 и продольными 19 уголками с высотой профиля, равной толщине полки 20 (фиг. 5). Для панели-оболочки под большие нагрузки поперечные ребра подкрепляют полку (фиг. 6), их отличие в переналадке формы отличается от предыдущего отсутствием уголковых рамок 17.
Два бортовых элемента опалубки 24, непосредственно предназначенные для формования верхней, развитой формы 23 поперечного сечения среднего криволинейного ребра 22 с ее напусками на крайние участки двухгранной полки при наличии светопроема в средней зоне двухгранной полки на треть длины пролета панели-оболочки, кратной шагу поперечных ребер, устанавливают одновременно с уголковыми рамками 17, для образования отверстий между поперечными ребрами 21 в полке и при изъятых пустотелых вкладышах 13 и заглушенных отверстиях в нижних гранях 12 поперечных желобов 8 в границах светопроема. При этом отверстия могут быть образованы симметрично относительно продольной оси симметрии изделия или односторонние. Для панелей-оболочек под большие уровни нагрузки, например, в покрытиях подземных сооружений их может вовсе не быть, а поперечные ребра могут быть образованы по всей длине пролета панели-оболочки, при наличии развитой формы сечения верхней части среднего криволинейного ребра.
Таким образом, поставленная цель изобретения достигнута. Средство, предназначенное для изготовления панелей-оболочек на пролет с двухгранной сводчатой полкой по нашей заявке "Железобетонная панель-оболочка на пролет", обеспечивает максимальную интенсивность использования наиболее металлоемких частей формы - откидных бортов, силовой рамы и палубы поддона - при использовании простых, легких, технологичных инвентарных приспособлений, обеспечена универсальность металлической формы и тем самым - экономия металла за счет исключения необходимости изготовления многообразия металлоформ для изготовления панелей-оболочек на пролет с двухгранной выпуклой сводчатой формой разных конструктивных форм.
Источник информации
Р. Н. Мацелинский. Панели-оболочки КЖС в железобетонных сборных покрытиях. Изд-во литературы по строительству. Москва, 1968 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЖЕЛЕЗОБЕТОННАЯ ПАНЕЛЬ-ОБОЛОЧКА | 1999 |
|
RU2169241C2 |
| СБОРНОЕ ЖЕЛЕЗОБЕТОННОЕ ПОКРЫТИЕ МАРИЙСКОЕ "АСКАР" | 2003 |
|
RU2238377C1 |
| СПОСОБ ВОЗВЕДЕНИЯ ОБОЛОЧЕК НА ПНЕВМООПАЛУБКЕ | 1994 |
|
RU2112120C1 |
| Конструкция сводчатых, складчатых, сферических и тому подобных строительных оболочек | 1936 |
|
SU50810A1 |
| Сводчатое покрытие | 1982 |
|
SU1101529A1 |
| МНОГОПУСТОТНАЯ ЖЕЛЕЗОБЕТОННАЯ ПЛИТА ПЕРЕКРЫТИЯ | 2003 |
|
RU2241809C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОРАЗМЕРНЫХ РЕБРИСТЫХ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ | 1999 |
|
RU2154719C1 |
| Железобетонная панель-оболочка | 1983 |
|
SU1270257A1 |
| СБОРНОЕ ПРОЛЕТНОЕ СТРОЕНИЕ МОСТА И МОСТОВОЕ ПОЛОТНО | 1995 |
|
RU2100523C1 |
| НАДСТРОЙКА ЗДАНИЯ И СПОСОБ ЕЕ ОСУЩЕСТВЛЕНИЯ ПРИ РЕКОНСТРУКЦИИ | 2013 |
|
RU2579073C2 |

Металлическая форма предназначена для изготовления железобетонных предварительно напряженных панелей оболочек на пролет с выпуклой двухгранной сводчатой полкой. Технический результат - возможность формования изделий разной конструктивной формы. Палуба поддона имеет двугранный профиль. По длине формы с шагом в половину номинальной ширины изделия образованы продольные и поперечные желоба. Форма имеет уголковые рамки для образования отверстий в полке между поперечными ребрами и два бортовых элемента для формования уширенной развитой верхней части сечения среднего криволинейного ребра при образовании светопроема в изделии. Одинаковая трапециевидная форма и размеры поперечного сечения среднего и поперечных желобов обеспечивают простоту распалубки. Съемные приспособления обеспечивают универсальность формы, позволяют уменьшить расход металла, облегчают процесс переналадки формы. Форма используется для уклона граней от 1/12 до 1/8. 4 з.п.ф-лы, 9 ил.
| МАЦЕЛИНСКИЙ Р.Н | |||
| Панели-оболочки КЖС в железобетонных сборных покрытиях | |||
| Издательство литературы по строительству | |||
| - М., 1968, с | |||
| Прибор для промывания газов | 1922 |
|
SU20A1 |
| Форма для изготовления криволинейных изделий из бетонных смесей | 1983 |
|
SU1090559A1 |
| DE 2933923 А1, 12.03.1981 | |||
| КУХОННЫЙ ПРИБОР | 2002 |
|
RU2287975C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ПРОСТРАНСТВЕННЫХ АРМОЦЕМЕНТНЫХ КОНСТРУКЦИЙ | 0 |
|
SU207789A1 |
