Настоящее изобретение относится в целом к способу изготовления шин с восстановленным протектором, в частности к способу изготовления шин с восстановленным протектором, который исключает необходимость в распыляемом клее, обычно наносимом на каркас шины.
Предпосылки изобретения
Производство шин с восстановленным протектором осуществлялось в течение многих лет, и эти шины обеспечивают экономичную возможность дополнительного использования каркаса шины после того, как исходный протектор будет изношен. В соответствии с одним традиционным способом восстановления протектора, иногда называемым холодным способом восстановления протектора, остающийся протектор на использованной шине удаляют с помощью специального полировального станка, который сошлифовывает старый протектор и оставляет полированную поверхность, к которой может быть приклеен новый слой протектора.
При удалении старого протектора с каркаса шины получают по существу гладкую поверхность без протектора на окружной поверхности каркаса шины. Затем каркас шины может быть обследован на наличие повреждений, часто называемых следами от шлифовального круга, которые заполняют ремонтной прокладочной (прослоечной) резиной. После завершения обработки полированной поверхности алмазным кругом на полированную поверхность распылением наносят клей для шины, который создает липкую поверхность для нанесения связующего вещества и нового протектора. Затем слой прокладочной резины наносят на тыльную, то есть внутреннюю, поверхность нового слоя протектора. Прокладочную резину и протектор наносят в комбинации на окружную поверхность каркаса шины для создания собранной шины с восстановленным протектором, готовой для вулканизации. Прокладочная резина образует зоны сцепления (связи) между протектором и каркасом шины в процессе вулканизации.
После соединения каркаса шины, клея, прокладочной резины и протектора всю ширину в сборе с восстановленным протектором помещают внутри гибкой резиновой оболочки. Между оболочкой и бортом шины образуется воздухонепроницаемое герметичное уплотнение. Всю собранную шину в оболочке устанавливают внутри вулканизационной камеры и подвергают воздействию давления и повышенной температуры в течение определенного периода времени. Сочетание давления, температуры и времени обеспечивает сцепление слоя прокладочной резины как с каркасом шины, так и с новым протектором шины за счет химических реакций.
Вышеописанный способ холодного восстановления протектора шины дает хорошие результаты и обеспечивает высокое качество шин с восстановленным протектором. Однако в определенных случаях применения было бы предпочтительно исключить использование распыляемого клея. Это в особенности желательно в географических зонах, где существуют более строгие правила использования химикатов, входящих в состав распыляемого клея. Как правило, промышленно изготавливаемые распыляемые клеи включают или гептановый растворитель, или метилхлороформ. Было установлено, что гептановый растворитель способствует образованию смога, а метилхлороформ хотя и не вызывает смога, но является значительно более дорогим по сравнению с гептановым растворителем.
Использование распыляемого клея также может приводить к увеличению затрат на производство шин с восстановленным протектором вследствие затрат на производственную операцию и затрат на оборудование. Например, поскольку распыление клея на каркас шины следует выполнять только в хорошо вентилируемой распылительной камере, производственные подразделения, выполняющие восстановление протекторов, должны закупать соответствующее вентиляционное оборудование. Таким образом, исключение распыляемого клея позволяет избавиться от необходимости закупать вентилируемые распылительные камеры.
Возможным решением проблем смога, связанных с использованием гептанового растворителя, является установка оборудования для улавливания растворителя в каждом производственном подразделении для восстановления протекторов. Однако такое решение является нерациональным вследствие затрат на приобретение оборудования, эксплуатационных затрат и затрат на техническое обслуживание и текущий ремонт. Настоящее изобретение направлено на устранение недостатков, связанных с использованием распыляемого клея в процессе восстановления протекторов шин.
Краткое описание изобретения
В соответствии с настоящим изобретением разработан способ восстановления протектора шины, который включает в себя операции удаления протектора шины с каркаса шины для создания полированной (эластичным кругом) поверхности. Затем слой прокладочной резины наносят непосредственно на полированную поверхность без распыления клея по полированной поверхности. Слой протектора наматывают вокруг слоя прокладочной резины, и в завершении шину подвергают обработке для образования соединений между каркасом и слоем прокладочной резины и между слоем протектора и слоем прокладочной резины.
Другим уникальным признаком изобретения является собранная шина с восстановленным протектором, подготовленная для введения в находящуюся под давлением нагревательную камеру. Шина в сборе включает каркас шины, имеющий пару боковых стенок и радиально наружную стенку, перекрывающую расстояние между двумя боковыми стенками. Радиально наружная стенка имеет полированную поверхность, расположенную вокруг наружной окружности каркаса шины. Слой прокладочной резины расположен непосредственно на полированной поверхности, а слой протектора расположен на прокладочной резине вокруг наружной поверхности по окружности прокладочной резины. После соответствующей термической обработки и обработки воздействием повышенного давления каркас шины, прокладочная резина и слой протектора сцепляются в образующую одно целое шину с восстановленным протектором, которую можно использовать на соответствующем перемещающемся по дорогам транспортном средстве.
Краткое описание чертежей
Ниже изобретение будет описано со ссылкой на сопровождающие чертежи, на которых одинаковые номера позиций обозначают аналогичные элементы, и:
фиг. 1 представляет собой поперечное сечение приведенной в качестве примера исходной шины;
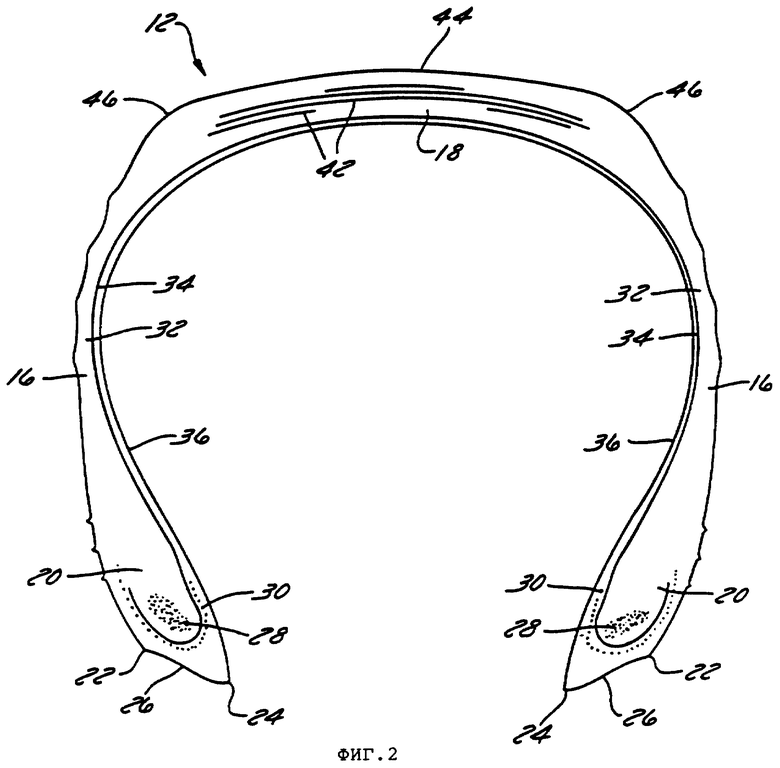
фиг. 2 представляет собой поперечное сечение шины на фиг. 1 после удаления слоя протектора с каркаса шины;
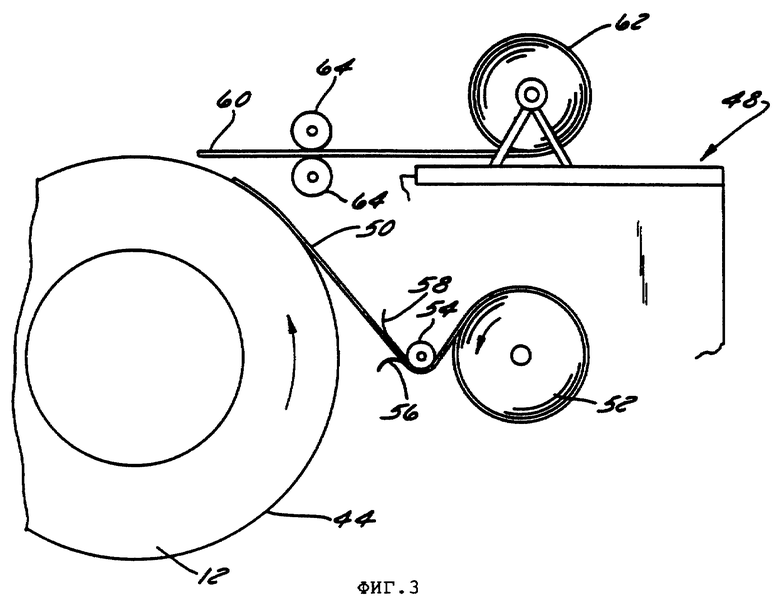
фиг. 3 представляет собой схему нанесения слоя прокладочной резины и нового слоя протектора на каркас шины;
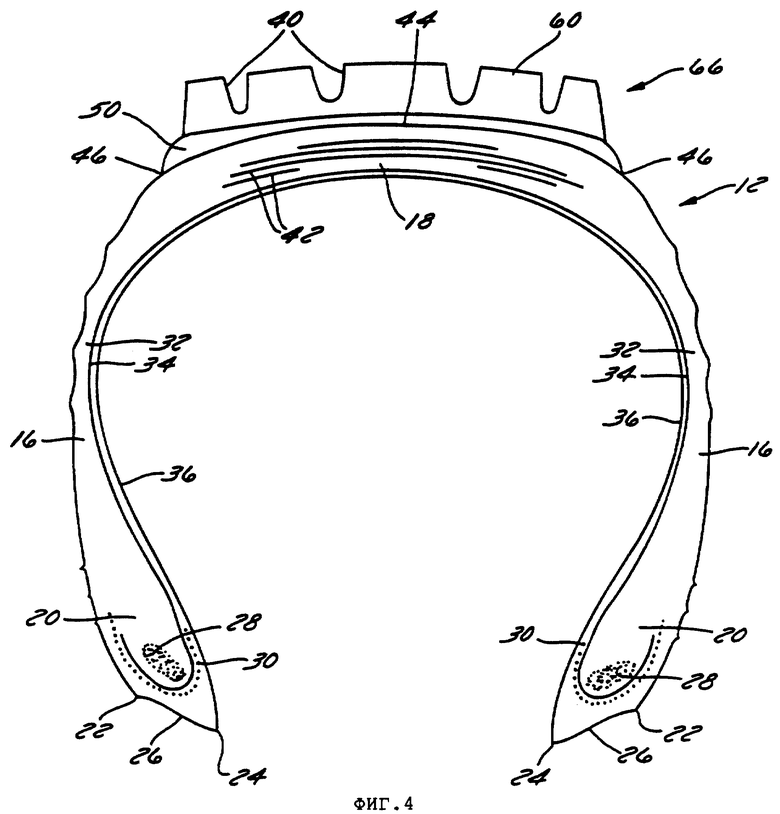
фиг. 4 представляет собой поперечное сечение каркаса шины, показанного на фиг. 2, с добавлением слоя прокладочной резины и нового слоя протектора; и
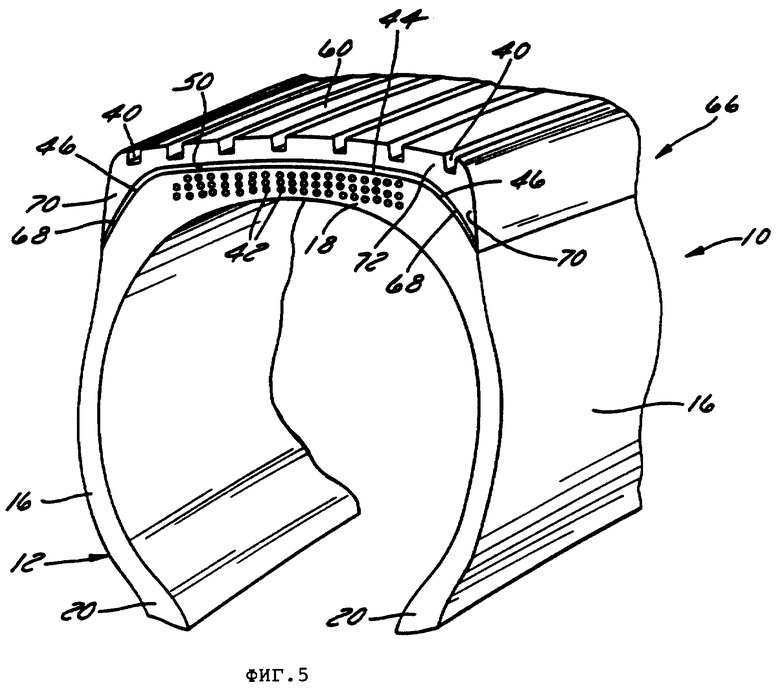
фиг. 5 представляет собой перспективное изображение в сечении альтернативного варианта осуществления шины с восстановленным протектором в соответствии с изобретением.
Подробное описание предпочтительного варианта осуществления
На фиг. 1 показана исходная шина 10 в целом, которая имеет каркас 12 шины, продолжением которого (в радиальном направлении) является протектор 14 шины. Изображенная шина 10 представляет собой радиальную шину; тем не менее изобретение применимо равным образом и к другим типам шин, таким как шины с диагональным кордом.
Более точно, шина 10 включает в себя пару боковых стенок 16, ограниченных по существу радиально наружной стенкой 18, которая перекрывает расстояние между боковыми стенками 16. Каждая боковая стенка 16 проходит радиально внутрь от наружной стенки 18 и заканчивается в зоне 20 борта шины, предназначенной для установки на бандаже (непоказанном) колеса для шины. Бортовая зона 20 может быть выполнена с разными конфигурациями в зависимости, например, от типа шины, размера шины или конфигурации бандажа. В показанном варианте осуществления каждая бортовая зона 20 имеет опорный участок 22 борта, нижний конец 24 борта и основание 26 борта. Каждая бортовая зона 20 может также включать бортовой жгут 28 и бортовой ленточный корд 30. Как бортовой жгут 28, так и бортовой ленточный корд 30 могут включать в себя, например, металлические нити или отрезки проволоки для повышения прочности бортовой зоны 20.
Боковые стенки 16 могут также включать в себя множество слоев, таких как слой 32 резины, слой 34 с радиальным расположением нитей корда и внутреннюю обшивку 36, которые взаимодействуют друг с другом для создания прочной, но гибкой боковой стенки. Боковые стенки 16 присоединены к радиально наружной стенке 18 и протектору 14 посредством пары плечевых зон 38. Плечевые зоны 38 проходят в направлении протектора 14 шины, который, в свою очередь, расположен радиально снаружи от стенки 18 каркаса 12 шины. Протектор 14 шины может содержать множество канавок 40, предназначенных для образования каналов для воды и обеспечения дополнительной силы сцепления шины с дорогой при определенных дорожных условиях. Кроме того, наружная стенка 18 может быть упрочнена посредством множества лент или кордов 42, проходящих в окружном направлении вокруг шины 10 внутри стенки 18 (см. фиг. 2 и 5).
После того, как протектор 14 шины будет изношен свыше определенного предела, или шину 10 следует выбросить, или восстановить протектор на ней перед тем, как ее использовать на транспортном средстве, для которого она была предназначена. При холодном процессе восстановления протектора оставшийся протектор 14 шины удаляют с каркаса 12 шины с помощью полировальной машины, такой как полировальная машина модели 8110, производимая фирмой Bandag, Incorporated, Muscatine, Айова. В процессе выполнения операции полирования исходный протектор 14 шины сошлифовывают с каркаса 12 шины, оставляя полированную поверхность 44, как показано на фиг. 2. Полированная поверхность 44 проходит в окружном направлении вокруг каркаса 12 шины, также проходит в поперечном направлении вдоль наружной стороны наружной радиальной стенки 18 и заканчивается у полированных плечевых зон 46.
После удаления слоя использованного протектора каркас 12 шины подвергают обработке, называемой обработкой алмазным кругом и заполнением. Обработка алмазным кругом представляет собой удаление поврежденного материала с шины перед выполнением ремонта. Часто каркас 12 шины имеет отверстия, вмятины или разрывы вследствие воздействия камней или других острых предметов, с которыми шина входит в контакт в процессе использования. Сначала поврежденную зону шлифуют до гладкого состояния с помощью соответствующего шлифовального инструмента, а затем заполняют предназначенной для ремонта прослоечной резиной, такой как ремонтный жгут экструдера фирмы Bandag или ремонтная прокладочная резина или какой-либо другой подходящий материал. Необходимо заполнить поврежденные зоны до уровня полированной поверхности 44, чтобы избежать образования воздушных карманов между полированной поверхностью 44 и позднее нанесенным слоем протектора. Захваченный воздух может оказать негативное воздействие на долговечность стандартной шины с восстановленным протектором. После операции обработки алмазным кругом и заполнения выполняют операцию сборки, при которой по окружности каркаса 12 шины вдоль полированной поверхности наносят слой прокладочной резины и слой нового протектора.
Как лучше всего показано на фиг. 3, сборочную машину 48 (показанную схематично), такую как полуавтоматический сборочный станок для шин модели Bandag 5110, производимый фирмой Bandag, Incorporated, можно использовать для нанесения слоя прокладочной резины 50, такой как прокладочная резина марки HD30, производимая фирмой Bandag, Incorporated. Хотя слой прокладочной резины 50 может быть нанесен на каркас 12 шины различными путями, схематичное изображение на фиг. 3 показывает рулон прокладочной резины 52, установленный с возможностью вращения на сборочной машине 48. Слой прокладочной резины 50 смещается вокруг натяжного ролика 54 перед наматыванием в окружном направлении вокруг полированной поверхности 44.
Предпочтительно слой 50 прокладочной резины покрыт нижним пластиковым листом 56, например поликристаллическим листовым материалом, и аналогичным верхним пластиковым листом 58. Как показано, нижний лист 56 снимают со слоя 50 прокладочный резины незадолго перед наматыванием прокладочной резины вокруг каркаса 12 шины вдоль полированной поверхности 44. Нижний пластиковый лист 56 затем может быть намотан вокруг натяжного ролика 54, как показано на фиг. 3.
Слой 50 прокладочной резины предпочтительно наносят на полированную поверхность 44 не позднее, чем через восемь часов после полирования. Кроме того, было установлено, что нанесение выполняется лучше всего, когда слой прокладочной резины 50 наносят под натяжением в направлении по окружности. В зависимости от конкретного случая применения может быть желательным слегка растянуть слой 50 прокладочной резины, чтобы обеспечить лучшее прилипание его к полированной поверхности 44. Слой 50 прокладочной резины разрезают в поперечном направлении, и отрезанный край склеивают с передним краем так, чтобы не было зазора между началом и концом слоя 50 прокладочной резины. Какое-либо возможное перекрытие между передним краем и задним отрезанным краем предпочтительно должно быть ограничено одной восьмой дюйма (3,175 мм) или меньшей величиной.
После нанесения слоя 50 прокладочной резины на каркас 12 шины слой 50 прикатывают или, другими словами, прижимают к полированной поверхности 44, чтобы вытеснить весь (какой бы то ни было) воздух, захваченный между прокладочным слоем и полированной поверхностью 44. После прикатывания верхний пластиковый слой 58 удаляют со слоя 50 прокладочной резины, чтобы обеспечить возможность нанесения слоя 60 нового протектора на прокладочную резину. Операция прикатывания также способствует предотвращению подъема прокладочной резины вверх от полированной поверхности 44 при удалении пластикового слоя 58 и нанесении слоя 60 протектора.
Предпочтительно слой 60 протектора также наносят с помощью сборочной машины 48, хотя существует множество способов намытывания слоя 60 протектора по окружности каркаса 12 шины. При использовании сборочной машины 48 на ней с возможностью вращения установлен рулон 62 протектора, и слой 60 протектора направляется на каркас 12 шины поверх слоя 50 прокладочной резины посредством направляющих роликов 64.
Поворот каркаса 12 шины на сборочной машине 48 осуществляют до тех пор, пока от рулона 60 протектора не будет отмотан отрезок слоя 60 протектора с длиной, достаточной для того, чтобы проходить вокруг окружности каркаса 12 шины. Затем слой 60 протектора отрезают по существу поперек к направлению по окружности, и отрезанный конец соединяют встык с передним краем слоя 60 протектора для образования соединения встык. Соединение слоя протектора встык часто удерживают вместе посредством множества металлических скоб (непоказанных). Также предпочтительно, чтобы зона соединения (внахлестку) слоя 50 прокладочной резины и зона соединения встык слоя 60 протектора были расположены в различных местах вдоль полированной поверхности 44.
Несмотря на то, что нанесение слоя 50 прокладочной резины и слоя 60 протектора на каркас 12 шины с помощью сборочной машины 48 в целом известно в данной области техники в течение многих лет, уникальные признаки данного изобретенного способа восстановления протектора позволяют исключить предыдущую операцию, а именно нанесение распыляемого клея на полированную поверхность 44. При ранее известных технологиях сначала на полированную поверхность 44 наносили распыляемый клей. Затем на внутреннюю или нижнюю поверхность слоя 60 протектора наносили слой 50 прокладочной резины. Комбинацию из слоя 50 прокладочной резины и слоя 60 протектора наматывали вокруг покрытой клеем полированной поверхности 44, и концы соединяли вместе в стык.
Способ по настоящему изобретению позволяет исключить применение распыляемого клея, что обеспечивает возможность преодоления недостатков, описанных выше в разделе "Предпосылки изобретения". За счет того, что сначала растягивают слой прокладочной резины вокруг поверхности по окружности каркаса 12 шины, прикатывают прокладочную резину и затем наносят слой 60 протектора на объединенные каркас 12 шины и слой 50 прокладочной резины, необходимость использования распыляемого клея исключена. Было установлено, что шины с восстановленным протектором, изготовленные в соответствии с новым способом, обладают чрезвычайно желательными характеристиками, не требуя дополнительной операции намазывания клеем.
После нанесения слоя 50 прокладочной резины и слоя 60 протектора собранная шина 66 с восстановленным протектором сформирована и готова для вулканизации при соответствующей температуре и давлении. Поперечное сечение собранной шины 66 с восстановленным протектором лучше всего показано на фиг. 4. После сборки всю собранную шину вставляют в прорезиненную вулканизационную оболочку (покрышку), такую как вулканизационная оболочка производства фирмы Bandag, Incorporated, предназначенная для определенного типоразмера шин, подвергающихся восстановлению протектора.
Собранную шину 66 с восстановленным протектором герметично устанавливают внутри вулканизационной оболочки и помещают внутри вулканизационной камеры, такой как вулканизационная камера модели 4130 и 4120, поставляемая на рынок фирмой Bandag, Incorporated. Собранную шину 66 с восстановленным протектором подвергают воздействию температуры и давления внутри вулканизационной камеры. Период времени, необходимый для вулканизации определенной шины с восстановленным протектором, может изменяться в зависимости от размера шины и используемых материалов. Тем не менее этот период должен быть достаточно продолжительным, чтобы создать достаточное сцепление между каркасом 12 шины и слоем 50 прокладочной резины и между слоем 60 протектора и слоем 50 прокладочной резины. В целом сцепление происходит в результате вулканизации между каркасом шины, слоем прокладочной резины и слоем протектора. Значения периодов времени, давления и температуры внутри вулканизационной камеры известны обычному специалисту в данной области. Тем не менее приведенные в качестве примера параметры процесса вулканизации внутри вулканизационной камеры составляют: температура - приблизительно 210oF (98,9oC); давление - приблизительно 85 фунтов на кв.дюйм (586 кПа) и время - приблизительно три с половиной часа. Вышеперечисленные параметры температуры, давления и времени приведены исключительно в качестве примеров и не предназначены для ограничения объема изобретения. Как указывалось ранее, время обработки внутри вулканизационной камеры может изменяться в зависимости от размера шины и материалов шины. Кроме того, другие комбинации температуры и давления могут потенциально дать удовлетворительные результаты. После вулканизации шина с восстановленным протектором может подвергаться определенным незначительным операциям зачистки (отделки), но в других отношениях она готова для использования на транспортном средстве.
Другой вариант шины 66 в сборе с восстановленным протектором показан на фиг. 5. Способ изготовления, используемый для данного типа шины с восстановленным протектором, такой же, как описанный выше, за исключением того, что добавляют пару полосок 66 прокладочной резины на плечевых зонах для размещения дугообразных наружных отбортованных краев 70 слегка отличающегося слоя 72 протектора. В данном варианте осуществления слой 72 протектора проходит вокруг окружной поверхности каркаса 12 шины, как описано выше, но дугообразные наружные отбортованные края 70 изгибаются в поперечном направлении в основном вокруг плечевых зон 46 каркаса 12 шины. Соответственно, необходимо добавить дополнительную прокладочную резину в виде полосок на плечевых зонах, которые проходят в основном вдоль каждой плечевой зоны 46 каркаса 12 шины и под отбортованными краями 70.
Таким образом, после наложения слоя 50 прокладочной резины на полированную поверхность 44 и прикатывания к ней верхний слой пластика 58 удаляют и накладывают полоски 68 вдоль плечевых зон 46. Слой 72 протектора с дугообразными наружными отбортованными краями 70 накладывают поверх слоя 50 прокладочной резины и полосок 68 на плечевых зонах, отмеряют, отрезают и соединяют встык аналогично описанному выше способу.
Различные параметры, используемые при бесклеевом восстановлении протекторов шин, могут различаться в зависимости от общей конструкции шины, протектор которой восстанавливают, и от состава материалов, применяемых при восстановлении протектора. Однако в принципе предпочтительно, чтобы температура как каркаса 12 шины, так и слоя 50 прокладочной резины составляла, по меньшей мере, 65 градусов по Фаренгейту (18,3oC), когда слой прокладочной резины наносят на полированную поверхность 44. Кроме того, прокладочную резину следует наносить на не покрытый клеем каркас не позже, чем через восемь часов после полирования, или, если полированный каркас покрыт поликристаллическим кремнием, нанесение прокладочного слоя следует проводить не позже, чем через 72 часа после полирования. Кроме того, для гарантированного получения высококачественной шины с восстановленным протектором предпочтительно, чтобы осевая линия слоя 50 прокладочной резины была выровнена с осевой линией полированного каркаса (с отклонением) в пределах плюс-минус одна восьмая дюйма (3,175 мм). При нанесении протектора плоского типа, показанного на фиг. 4, необходимо, чтобы слой 50 прокладочной резины проходил поперек за основание протектора с каждой стороны слоя 60 протектора и выходил за это основание, по меньшей мере, на одну восьмую дюйма (3,175 мм). Аналогично, слой 50 прокладочной резины должен быть нанесен с достаточным натяжением, чтобы способствовать его согласованию по форме с полированной поверхностью 44, но натяжение не должно вызывать уменьшения ширины слоя 50 прокладочной резины более чем на одну восьмую дюйма (3,175 мм). В целом длина слоя 50 прокладочной резины приблизительно на 2-8 дюймов (50,8-203,2 мм) короче длины окружности полированной поверхности 44.
Следует понимать, что вышеприведенное описание представляет собой описание предпочтительного, приведенного в качестве примера варианта осуществления данного изобретения и что изобретение не ограничено показанным конкретным вариантом его осуществления. Например, изобретение направлено на собранную шину и способ восстановления протектора шин, который не требует использования распыляемого клея, и, следовательно, для нанесения слоев прокладочной резины и протектора на каркас шины может быть использовано различное оборудование. Кроме того, изобретение охватывает широкое разнообразие шин, материалов и конструкций шин, которые могут быть собраны в соответствии с изобретением. Способы предварительной обработки каркаса шины и вулканизации шины в сборе с восстановленным протектором могут существенно отличаться вследствие различия применяемых материалов, оборудования и технологий для получения шин с восстановленными протекторами. Эти и другие модификации конструкции и расположения элементов могут быть выполнены, не отходя от объема изобретения, определенного в формуле изобретения.
Изобретение относится к шинной промышленности, в частности к способу изготовления шин с восстановленным протектором, исключающим нанесение клея на каркас шины. Способ восстановления протектора шины включает операции по удалению протектора шины с каркаса для получения полированной поверхности, нанесения слоя прокладочной резины непосредственно на полированную поверхность путем растяжения слоя прокладочной резины в направлении по окружности вокруг полированной поверхности на величину, достаточную для ее соответствия полированной поверхности. В способе осуществляют обертывание протекторного слоя вокруг слоя прокладочной резины, вставку полированного каркаса шины, слоя прокладочной резины и слоя протектора внутрь вулканизационной оболочки и обработку шины для образования соединений между каркасом и слоем прокладочной резины между слоем протектора и слоем прокладочной резины. Изобретение позволяет снизить затраты на производство шин с восстановленным протектором, снизить затраты на эксплуатацию, техническое обслуживание и текущий ремонт. 4 с. и 21 з.п. ф-лы, 5 ил.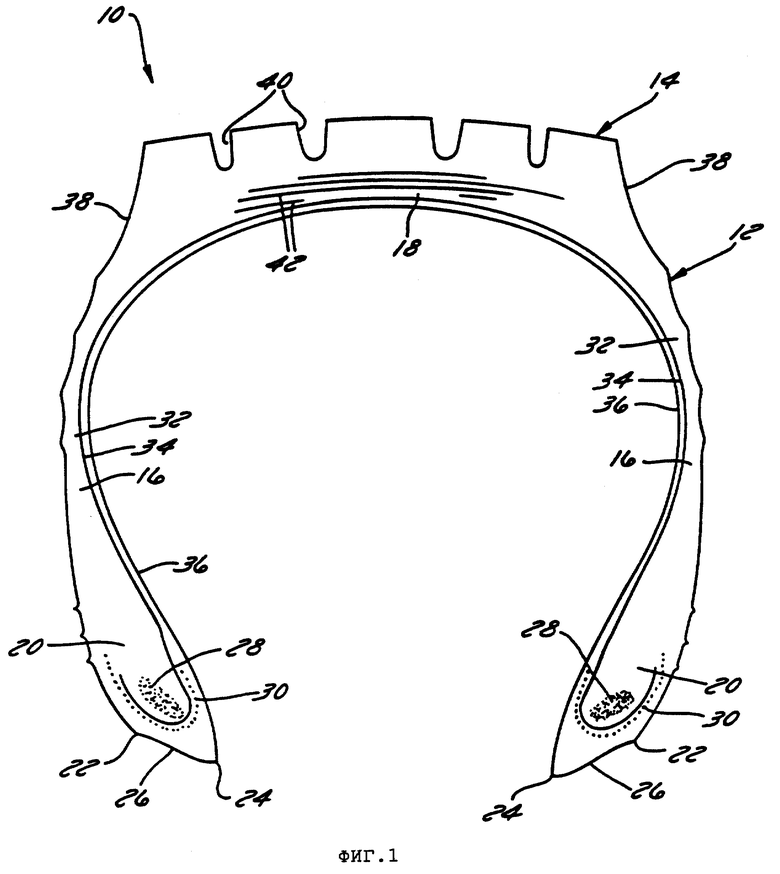
| US 3753821 А, 21.08.1973 | |||
| US 3951719 А, 20.04.1976 | |||
| US 4096008 А, 20.06.1978 | |||
| Способ очистки сточной воды от цианид-ионов | 1986 |
|
SU1379253A1 |
| GB 1419300 А, 31.12.1975 | |||
| Способ восстановления изношенной шины | 1976 |
|
SU680630A3 |
| Способ восстановления шин | 1980 |
|
SU1308187A3 |
