Изобретение относится к способу изготовления шины, в частности, пневматической шины для автомобилей, который включает в себя поэтапную сборку шины, содержащей воздухонепроницаемый слой, по меньшей мере, один слой каркаса, бортовые профили, бортовые сердцевины, боковины, а также пакет брекера, состоящий из брекерного узла, цельного или составного бандажа брекера и протектора.
Боковины шины образуются при классическом способе изготовления шины уже на барабане для сборки каркаса. При этом до или после наложения сердцевин или крыльевых профилей выступающие вбок резиновые слои заворачивают к середине, после чего они образуют заготовку первого этапа сборки. На этом этапе уже накладывают или "встраивают" резину боковин.
При последующем формовании цилиндрообразной заготовки в торообразное тело шины необходимо учитывать, что в результате расширения при предварительном формовании может измениться геометрия каркаса и могут сместиться объемы резиновых накладок, а следовательно, и объемы резиновых деталей боковин, так что прежде всего необходимо предпринять для компенсации соответствующую эмпирически определяемую регулировку. Также во время осуществляемой после наложения пакета брекера вулканизации, при которой заготовку в сборе нагружают через диафрагму внутренним давлением и подвергают воздействию повышенной температуры, после чего она приобретает свое так называемое "остаточное возвышение", т.е. дополнительное расширение для помещения в вулканизационную форму, можно наблюдать дальнейшее смещение, которое также необходимо компенсировать технологическим путем. Такая компенсация скрывает в себе тот недостаток, что в особенно подвергнутых расширению зонах, например, в боковинах, точное дозирование объемов резины и точное формообразование затруднены.
Термин "пакет брекера" в качестве обычного профессионального выражения в шинном производстве включает в себя при этом не только брекер, т.е. слои брекера как таковые, но и другие, дополняющие заготовку шины детали над брекером, а именно протектор, бандажи брекера, прокладки и подпротекторную резину. Это следует из классического двухступенчатого способа изготовления, при котором эти детали на барабане для сборки брекеров составляют в кольцеобразный "пакет", в который затем с расширением (предварительным формованием) запрессовывают изготовленную на отдельном барабане для сборки каркасов заготовку каркаса - пакет каркаса.
Для восстановления шин известны способы, при которых после соответствующей подготовки и очистки щетками поверхностей старой шины, т.е. уже контурированной шины, можно посредством холодного или горячего способа наносить также новую резину боковин. В противоположность нанесению протектора, который может быть наложен на приблизительно цилиндрическую поверхность, у наложенных в виде лент боковин возникает не только тот недостаток, что прямая резиновая лента боковины должна быть нанесена на сильно выпуклую, т.е. выгнутую наружу поверхность боковины, но и та проблема, что резиновая лента боковины формуется поперек своего продольного направления в дискообразную структуру, а это вызывает в материале ленты (из-за возникающих тогда разных радиусов) сильные прогибы или растяжения.
Также и здесь для описанной компенсации резиновую ленту боковины необходимо выполнить трапециевидного или треугольного сечения, с тем чтобы даже после соответствующих растяжений толщина ленты на боковине оставалась приблизительно постоянной.
Дополнительная проблема состоит в том, что лента боковины, нанесенная на выгнутую наружу кольцевую поверхность, после наложения должна быть отрезана на нужную длину, а это приводит к тому, что радиально внешние зоны, подверженные существенно большему растяжению, чем радиально внутренние зоны, смещаются назад в месте разреза, в результате чего возникло бы приблизительно треугольное или трапециевидное отверстие ленты, если разрезание производить без соответствующего наклона или нахлеста.
Каждый нахлест вызывает, однако, дополнительное утолщение боковины лишь в одном месте, которое по оптическим причинам, а также предпочтительно по причинам дисбаланса нежелательно. Как правило, поэтому необходимо дополнительно резать стык, что, в свою очередь, мешает производственному процессу или процессу восстановления шин.
Решение этой проблемы приведено в описании полезной модели ФРГ №29612955 U1, в котором раскрыто устройство, с помощью которого боковины можно прилить или экструдировать через прилегающие к подготовленным поверхностям экструзионные башмаки особой формы. Такое решение обеспечивает, помимо прочего, за счет особого выполнения и сплющивания боковин каркаса равномерное нанесение резины, однако, имеет тот недостаток, что, во-первых, для каждого шиноразмера необходимо предусмотреть особый башмак, а во-вторых, варьируемое выполнение толщины только за счет воздействия на экструзионное сопло или скорость, или же изменение резиновой смеси по высоте шины неосуществимы. При восстановлении шины сплющивание боковин скрывает в себе также тот недостаток, что уже имеющиеся в шине скачки жесткости боковин, т.е. нахлесты от первоначального процесса изготовления, могут повлиять на толщину нанесенного слоя.
В ЕР 264600 В1 описан способ изготовления (новых) шин, при котором все резиновые детали шины наносят с помощью одного или нескольких, подвижных по нескольким осям объемных экструдеров. При этом используют барабан для сборки шин, который в основном уже приспособлен к последующему контуру шины и выполнен с приближенной в значительной степени к готовой шине формой боковин, протектора, бортовых зон и т.д.
На этот вращающийся сборочный барабан, состоящий, как правило, из алюминия, наносят затем все резиновые детали, т.е. протектор, боковины, борта и т.д. После этого барабан служит держателем для стабилизации формы еще не вулканизованной шины во время передачи к вулканизационному прессу и в него. Следствием этого является то, что алюминиевый барабан с резиной извлекают из позиции намотки и помещают в специально приспособленный вулканизационный пресс, в котором дополнительная внешняя форма охватывает сборочный барабан и шину и полностью вулканизует последнюю.
У этого способа недостаток состоит в том, что для каждого процесса вулканизации необходимо транспортировать барабан для сборки шин, изготовлять точную и регулируемую дополнительную и приспособленную к производственному процессу внешнюю форму и наконец алюминиевый сердечник, т.е. алюминиевый барабан, должен быть выполнен так, чтобы после вулканизации его можно было извлечь из шины и снова установить на позиции намотки, так что преимущество сильно варьируемого и точного нанесения резины на все участки шины приходится покупать ценой сложных изменений в отношении классического процесса изготовления и вулканизации.
Задачей изобретения является создание способа изготовления шин таким образом, чтобы, в частности, резиновые детали боковин можно было наносить на внешний радиус без больших растяжений, разрезание резиновых деталей боковин названного рода и утолщение из-за нахлестов отпадали, а обычный процесс изготовления, по меньшей мере, в отношении способа и устройств для вулканизации был сохранен, и в основу была положена технология, осуществляемая для всех размеров без большого запаса специальных инструментов, а способ можно было применять экономично и с экономией материалов для всех размерных диапазонов и типов шин.
Эта задача решается тем, что в способе изготовления пневматической шины для автомобилей, при котором осуществляют поэтапную сборку шины, содержащей воздухонепроницаемый слой, по меньшей мере, один слой каркаса, борта, боковины, пакет брекера в виде брекерных слоев и цельного или составного бандажа, подпротекторной резины и протектора, и осуществляют намотку экструдированной резиновой ленты в форме спирали несколькими витками, образуя боковины шины, согласно изобретению экструдированную резиновую ленту для боковин наматывают на боковины каркаса, снабженного пакетом брекера в виде брекерных слоев, бандажа и подпротекторной резины, во время его предварительного формования, причем намотку боковин осуществляют лежащими рядом или, по меньшей мере, частично накладываемыми друг на друга витками.
Нанесение на предварительно сформованный каркас препятствует вводу крупных деформаций в еще накладываемые дополнительные, еще мягкие или "зеленые" резиновые материалы, так что боковина или резина боковины может быть нанесена произвольной толщины слоя без каких-либо натяжений и без неровностей контура. К тому же отпадает необходимость опорных или формующих тел, которыми в дальнейшем процессе переработки можно манипулировать лишь с трудом.
За счет нанесения ее в форме спирали с несколькими лежащими рядом или частично накладывающимися друг на друга витками достигается к тому же благодаря простому управлению подачей в определенных радиальных зонах, например в зоне верха или "наполнителя", утолщение материала, которое делает излишним вкладывание других дополнительных лент. Поскольку контур каркаса уже предварительно сформован, можно благодаря этой мере без учета компенсирующих объемов также целенаправленно выполнить утолщения в боковой зоне шин, которые следует предусмотреть в качестве защиты кромок или для стабилизации в отношении собственных колебаний шин.
Также намотанную в виде экструдированной резиновой ленты резину боковин при уже снабженном, по меньшей мере, частями пакета брекера каркасе можно нанести так, что самым простым образом происходит нахлест или накрыв плечевых зон пакета брекера.
Такой накрыв или нахлест и возможное за счет этого особенно надежное соединение высоконагруженных кромочных или плечевых зон пакета брекера с резиной боковин возникает предпочтительным образом, в частности, тогда, когда каркас снабжают пакетом брекера, состоящим из слоев брекера, при необходимости бандажей брекера и подпротекторной резины, а протектор наносят на пакет брекера до или во время намотки боковин.
Этим в названных нагруженных зонах можно простым образом образовать даже послойно сцепленный нахлест, который после вулканизации дает надежное скрепление между боковиной и пакетом брекера или протектором. Так, за счет соответствующего управления наложенной экструдированной резиновой лентой боковины можно сначала выполнить нахлест в плечевых зонах, после чего накладывают протектор, который затем еще раз в его плечевых зонах накрывают резиновой лентой боковины.
Другое предпочтительное выполнение способа состоит в том, что протектор в виде экструдированной резиновой ленты наматывают на периферийную поверхность пакета брекера либо в виде соответствующей ширине протектора индивидуальной ленты, либо спиралеобразно с лежащими рядом или частично накладывающимися друг на друга витками. Также здесь можно легко осуществить сцепление или нахлест в плечевых зонах.
В то время, как резиновую ленту для резины боковин наматывают спиралеобразно, при намотке протектора за счет приблизительно одинаковых радиусов в или на пакете брекера намотка происходит по винтовой линии. Помимо преимуществ варьирования толщины слоя за счет лишь объемного управления и изменения подачи экструдера такой способ позволяет достичь единой технологии для лент боковин и протектора и приблизиться к осуществлению автоматизации без промежуточных ручных операций.
Предпочтительным образом одновременно с намоткой резины боковин наносят протектор, а скоростью экструзии, подачей и объемом экструзии резиновых лент для боковин при намотке управляют так, что тактовое время для нанесения боковин и протектора приблизительно одинаково. При классическом способе протектор накладывают за одно целое в виде ленты, приблизительно соответствующей ширине шины.
Благодаря этому происходит предпочтительная интеграция намотки резиновых лент для боковин в общий производственный процесс. За счет синхронной намотки обычно следующие друг за другом операции по времени объединены, а тактовое время для изготовления шины сокращено.
Другое предпочтительное выполнение способа состоит в том, что ленты боковин и протектора наносят путем соэкструзии с помощью единственного экструзионного устройства. Затраты на пригодный для этого экструдер и на управление, правда, выше, чем на стандартный экструдер, однако при этом требуется только одно экструзионное устройство, так что в отношении всей установки и множества необходимых обычных позиций наложения возникает техническое упрощение.
В другом предпочтительном выполнении резину боковин шины в виде экструдированной резиновой ленты в форме спирали с несколькими лежащими рядом или, по меньшей мере, частично накладывающимися друг на друга витками наматывают на боковины каркаса, уже изготовленного в его окончательной форме и, по меньшей мере, частично вулканизованного, а шину после нанесения протектора вулканизируют.
За счет нанесения на полностью вулканизованный каркас отпадает необходимость опорных или формующих тел во время дальнейшего процесса переработки, поскольку резиновая матрица уже упрочнена, а элементы жесткости прочно связаны внутри нее. При полной вулканизации можно при этом, в основном, отказаться от остаточного возвышения, так что боковина или резина боковины может быть нанесена произвольной толщины без каких-либо натяжений и без неровностей контура.
Для упрощения и стандартизации используемого экструдера и, в частности, экструзионных сопел способ реализован предпочтительным образом так, что заданное экструзионным соплом выходное сечение резиновой ленты формуют посредством одного или нескольких комплектов профильных валиков с сечением, отличным от выходного сечения, и наматывают с помощью обкатывающегося укладывающего колеса на боковины и/или на подпротекторную резину каркаса. Комплекты профильных валиков - во всяком случае по сравнению с экструзионным соплом - можно легко заменить и привести в соответствие с данными размерами и смесями резиновых лент.
Другое преимущество, в частности, в отношении возможного за счет особых резиновых смесей приспосабливания свойств отдельных зон шины, возникает благодаря тому, что протекторную ленту и/или ленту боковины наматывают с двумя или более экструдированными резиновыми лентами разной смеси или путем соэкструзии.
В зоне протектора этим можно оказать влияние, например, на проводимость или также на износостойкость, тогда как у боковины можно установить разные значения твердости материала, которые для усиления или также в виде защиты кромок могут быть расположены в произвольных местах. При использовании экструзионных сопел, образующих немного более широкую резиновую ленту, преимущества возникают тогда, когда выпуклый контур боковин каркаса к моменту намотки и во время намотки резиновой ленты, по меньшей мере, частично сплющивается в форму, соответствующую, в основном, плоскому диску. Благодаря этому управление наносящим резиновые детали боковин экструдером можно упростить за счет отсутствия, по меньшей мере, одного осевого перемещения.
В предпочтительном варианте способа протектор наносят путем намотки двух резиновых лент разными экструдерами, причем первый экструдер с базовой смесью начинает процесс намотки в плечевой зоне, а второй экструдер с покрывающей смесью следует за ним со смещенной к центру шины начальной точкой укладки. Такой способ исключает многократное возвратно-поступательное движение экструдера и упрощает его конструкцию, поскольку соответствующие экструзионные сопла должны быть рассчитаны лишь на смешивание, а не на соэкструзию и переключение с покрывающей смеси на базовую.
В еще одном варианте покрывающая смесь для протектора имеет иную проводимость для электростатических зарядов, нежели базовая смесь. При этом после намотки покрывающей смеси в зонах, содержащих окружные канавки рисунка протектора, выполненные во время последующей вулканизации, накладывают дополнительный тонкий слой базовой смеси. Благодаря этому возникает то преимущество, что при последующем профильном формовании окружные канавки, изготовленные за счет соответствующего профиля в вулканизационной форме, образуют с еще раз наложенной в этих местах базовой смесью перемычку к проводящей базовой смеси подпротекторной резины, так что электростатическая проводимость всегда гарантирована.
Другое предпочтительное выполнение способа для создания однородной проводимости для электростатических зарядов состоит в том, что покрывающая смесь имеет иную проводимость для электростатических зарядов, нежели базовая смесь, а подачу и нахлест базовой смеси, нанесенной первой, в зонах, где во время последующей вулканизации выдавливают окружные канавки, устанавливают так, что утолщение базовой смеси достигается, в основном, до общей толщины слоя протектора, тогда как при последующей намотке покрывающей смеси подачу и нахлест в зонах, содержащих выполненные во время последующей вулканизации окружные канавки, устанавливают так, что происходит утоньшение или прерывание покрывающего слоя. Благодаря этому в зоне последующих окружных канавок образуют почти сплошной в радиальном направлении базовый слой, тогда как в соседних зонах на базовый слой накладывают соответствующей толщины покрывающий слой, который должен отвечать особым требованиям в отношении истирания и сцепления с мокрой дорогой.
Экономия энергии в производственном процессе возникает тогда, когда после намотки боковин и/или протектора еще горячую в этих зонах заготовку вулканизуют в форме. Благодаря этому отпадает необходимый обычно нагрев или подогрев.
Само собой, варьирование толщины слоя боковин и протектора возможно в любое время за счет изменения подъема, нахлеста или подачи намотанных резиновых лент, так что здесь специалист может легко осуществить подгонку.
Описанный способ применим для изготовления новых шин двумя отдельными друг от друга этапами А и В, причем на этапе А собирают шину, включающую в себя, в основном, тело каркаса и части пакета брекера, а затем вулканизируют в вулканизационной форме, которая придает как поверхности, так и армирующему наполнителю или наполнителям заданный контур сечения, а на этапе В шину собирают окончательно путем добавления еще отсутствующих частей пакета брекера, протектора и еще отсутствующих резиновых деталей боковин, а затем также подвергают процессу вулканизации. В зависимости от состояния и конструкции изготовленной на этапе А "частичной" шины тело каркаса может содержать при этом уже некоторые резиновые детали боковин, комплектуемые затем на этапе В.
При таком способе изготовления с вулканизованной "частичной" шиной нанесение экструдированных резиновых лент для боковин и протектора можно особенно хорошо использовать и реализовать, поскольку здесь уже имеется заданный контур, и нет необходимости в каких-либо мероприятиях по стабилизации каркаса для изготовления. Также уже имеющаяся "частичная" шина способна служить несущим элементом для последующей полной вулканизации, что, в целом, чрезвычайно упрощает транспортировку и технологические процессы. К тому же предварительно изготовленное всегда одинаковой формы тело каркаса можно использовать для изготовления целой серии разных готовых шин, причем тело каркаса в зависимости от нужного выполнения готовой шины может быть тогда на этапе В покрыто по-разному.
Изобретение подробно поясняется ниже на примере выполнения. На чертежах изображено:
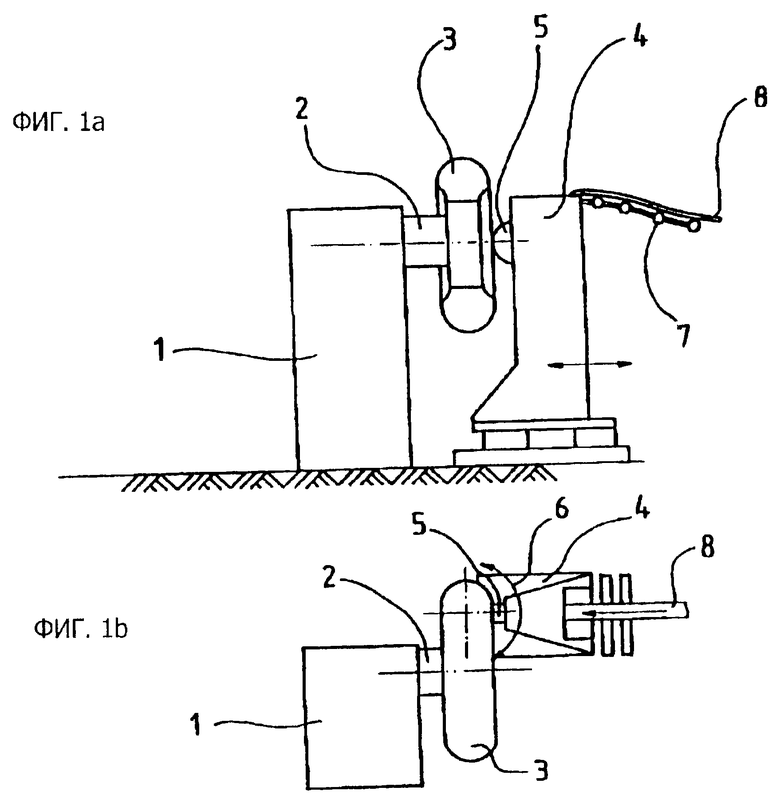
- Фиг.1а: Вид сбоку принципиальной схемы устройства, предназначенного для намотки резины боковины на уже изготовленный по своему окончательному контуру и, по меньшей мере, частично вулканизованный каркас,
- Фиг.1b: Вид сверху на устройство по Фиг.1а,
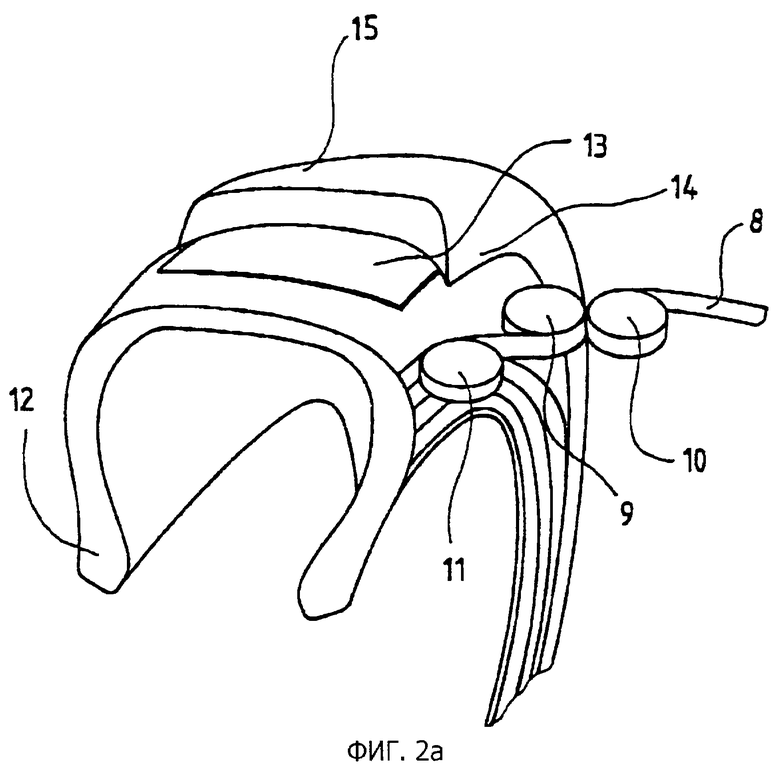
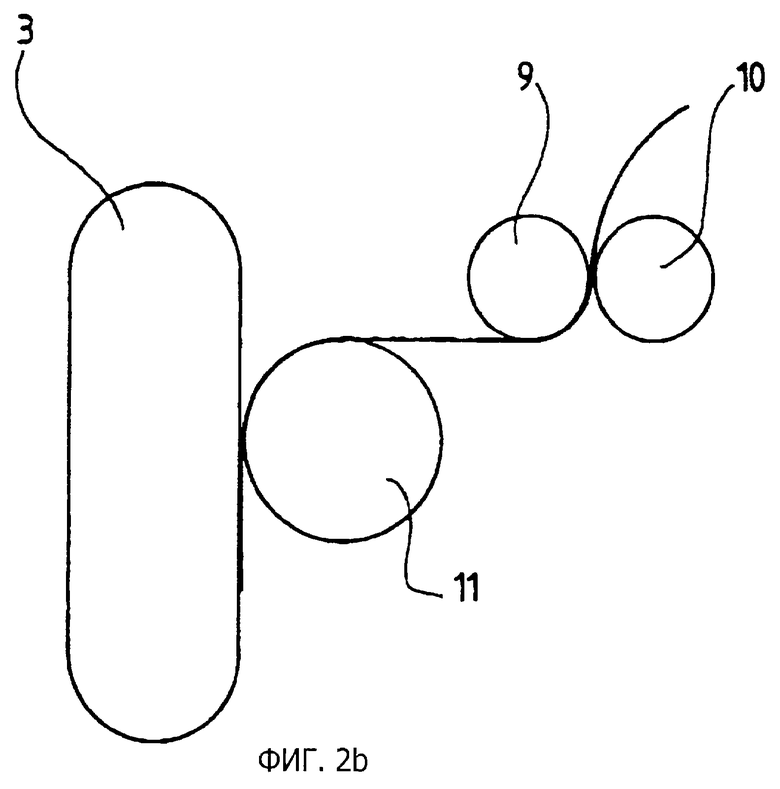
- Фиг.2а, 2b: Принцип изображенного на Фиг.1а, 1b способа в двух видах,
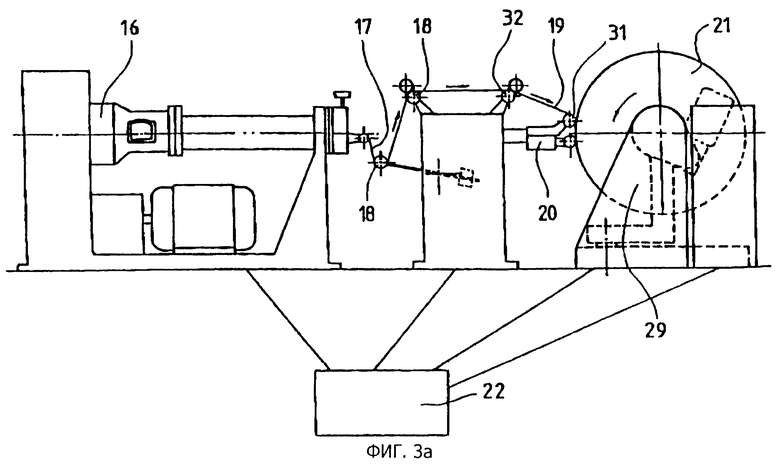
- Фиг.3а: Устройство, предназначенное для намотки резины боковины и резиновой ленты протектора на уже предварительно формованный и снабженный слоями брекера каркас,
- Фиг.3b: Вид сверху на устройство по Фиг.3а,
- Фиг.4: Принципиальная схема способа по Фиг.3а, 3b.
На Фиг.1а изображено вращательное устройство 1 с зажимной головкой 2, на которой с возможностью вращения через распорный обод (не показан) зажат, по меньшей мере, частично вулканизованный каркас 3.
Малогабаритный каландр 4, установленный на стоечной конструкции с возможностью поступательного перемещения к зажимной головке, по меньшей мере, по двум осям, находится своей рассчитанной на прилегание боковины роликовой головкой или роликовой системой 5 в положении наложения боковины. Роликовая головка 5 установлена при этом с возможностью поворота по дуговому сегменту 6, с тем чтобы она могла следовать за выпуклым внешним контуром боковин каркаса.
На установленном с задней стороны малогабаритного каландра 4 подающем рольганге 7 происходит подача каучука в виде, например, каучукового круглого шнура 8, выходящего из экструдера (не показан). Формование каучукового круглого шнура в нужную форму резиновой ленты 8а для боковины происходит в роликовой головке 5.
Как видно из Фиг.2а, 2b, роликовая головка 5 состоит, в основном, из двух профильных валиков 9, 10, которые из каучукового круглого шнура формуют предназначенный для спиралеобразного прилегания резиновой ленты профиль, и из прижимного ролика 11, поперечную подачу которого осуществляют с необходимым усилием для накладывания формованной резиновой ленты вращающегося каркаса 3.
В то время, как начинающийся обычно в бортовой зоне 12 процесс наложения продолжается в направлении слоев 15 брекера каркаса, помимо перемещения роликовой головки по высоте происходит также ее поворот по дуговому сегменту 6, так что может происходить равномерное наложение экструдированной и формованной резиновой ленты либо рядом, либо с нахлестом до плечевой зоны 14 каркаса шины. В зависимости от способа здесь плечевые зоны уже наложенного в этом случае протектора 15 могут быть наложены с нахлестом, так что непосредственно после наложения резиновых лент для боковин полностью собранное тело каркаса может быть направлено на дальнейшую вулканизацию.
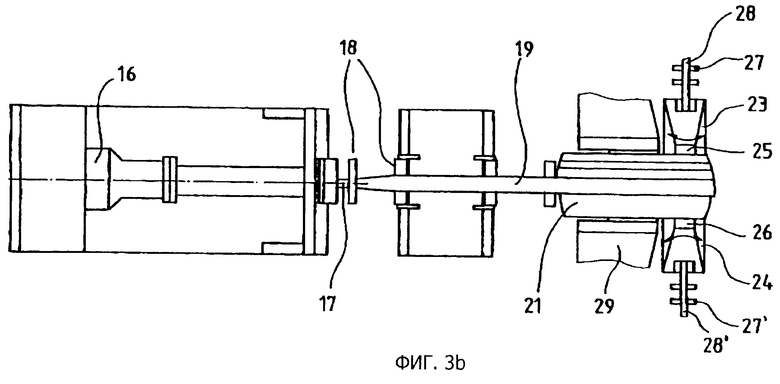
На Фиг.3а изображено устройство, у которого резину боковины шины наматывают в виде экструдированной резиновой ленты в форме спирали с несколькими лежащими рядом или, по меньшей мере, частично накладывающимися друг на друга витками на боковины уже предварительно сформованного и снабженного слоями брекера каркаса, причем одновременно протектор в виде экструдированной резиновой ленты спиралеобразно с накладывающимися друг на друга витками наматывают на периферийную поверхность пакета брекера.
На Фиг.3а показан экструдер 16, из которого транспортируют ленту 17 материала, которая благодаря экструзионному мундштуку имеет круглое сечение. Эта лента 17 круглого шнурового материала состоит из приведенной в соответствие с протектором каучуковой смеси. Через огибные ролики 18 и валики (не показаны) экструдированную ленту круглого шнурового материала переводят в плоскую форму прямоугольного сечения и в виде прямоугольной ленты 19 посредством накладывающей головки 20 накладывают с нахлестом на заготовку 21 шины, состоящую из уже предварительно сформованного и снабженного слоями брекера каркаса.
В сочетании с Фиг.3b, на которой устройство по Фиг.3а изображено на виде сверху, различают два малогабаритных каландра 23, 24 с соответствующими роликовыми головками 25, 26, с помощью которых, точно так же, как показано на Фиг.2а, 2b, боковины заготовки 21 шины обкладывают резиновой лентой для боковин. Также здесь роликовые головки установлены с возможностью поворота, с тем чтобы можно было следовать за внешним контуром боковин каркаса. Подача каучука происходит также здесь посредством подающих рольгангов 27, 21' в виде каучукового круглого шнура 28, 28', выходящего из экструдера (не показан).
Заготовку шины предварительно формуют и создают напряжение с помощью сборочного узла 29, снабженного вращающимся сборочным барабаном, посредством нагружаемой сжатым воздухом внутренней диафрагмы.
Соединенный с компьютером блок 22 управления связывает и управляет в зависимости от экструдера 16 или в зависимости от изготовляющих каучуковый круглый шнур 28 (28') экструдеров все агрегаты для накладывания лент материала.
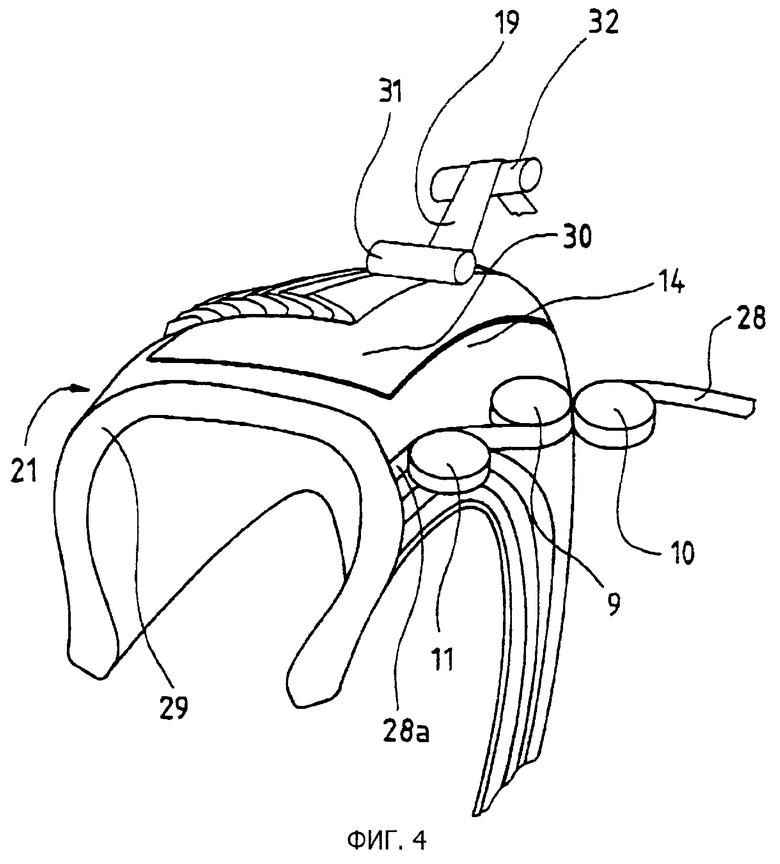
На Фиг.4 способ, изображенный на Фиг.3а, 3b, проиллюстрирован еще раз в виде принципиальной схемы.
Здесь различают предварительно сформованную посредством надувной диафрагмы (не показана) заготовку 21 шины, которая состоит из предварительно сформованного тела 29 каркаса и уже наложенных слоев 30 брекера.
Одновременно с наложением формованной резиновой ленты 28а для боковин посредством имеющихся в роликовых головках 25, 26 профильных и прижимных роликов 9, 10, 11 происходит также наложение протектора в виде экструдированной и сформованной резиновой ленты 18 спиралеобразно с частично накладывающимися друг на друга витками на периферийную поверхность пакета 30 брокера посредством накладывающих и огибных роликов 31, 32, установленных в укладывающей головке 20 для резиновой ленты протектора.
Наложение резиновых лент для протектора и боковин на уже предварительно сформованный каркас препятствует вводу крупных деформаций в накладываемые резиновые материалы, так что резина боковин и протекторная резина могут быть нанесены произвольной толщины без каких-либо натяжений и без неровностей контура.
Перечень позиций на чертежах
1 - вращательное устройство
2 - зажимная головка
3 - каркас
4 - малогабаритный каландр
5 - роликовая головка
6 - дуговой сегмент
7 - подающий рольганг
8 - каучуковый круглый шнур
8а - резиновая лента для боковины
9, 10 - профильный валик
11 - прижимной ролик
12 - бортовая зона
13 - слои брекера
14 - плечевая зона
15 - протектор
16 - экструдер
17 - лента материала для протектора
18 - ролик
19 - прямоугольная лента материала
20 - накладывающая головка
21 - заготовка шины
22 - блок управления
23, 24 - малогабаритный каландр
25, 26 - роликовая головка
27, 27' - подающий рольганг
28, 28' - каучуковый круглый шнур
28а - резиновая лента для боковины
29 - предварительно сформованное тело каркаса
30 - слои брекера
31, 32 - накладывающий ролик/огибной ролик
| название | год | авторы | номер документа |
|---|---|---|---|
| ПНЕВМАТИЧЕСКАЯ ШИНА | 2008 |
|
RU2441769C2 |
| ПНЕВМАТИЧЕСКАЯ ШИНА | 2010 |
|
RU2508207C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПНЕВМАТИЧЕСКИХ ШИН | 2007 |
|
RU2347678C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШКИ ПНЕВМАТИЧЕСКОЙ ОДНОСЛОЙНОЙ ШИНЫ | 2010 |
|
RU2436675C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПНЕВМАТИЧЕСКИХ ШИН | 2013 |
|
RU2552412C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПНЕВМАТИЧЕСКОЙ ШИНЫ | 2008 |
|
RU2457948C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОТЕКТОРА ШИНЫ С ГРУНТОЗАЦЕПАМИ И СИСТЕМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2660091C2 |
| ГИБРИДНАЯ РЕЗИНОВАЯ ЛЕНТА И СПОСОБ ИЗГОТОВЛЕНИЯ ПНЕВМАТИЧЕСКОЙ ШИНЫ | 2007 |
|
RU2428320C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОТЕКТОРА ШИНЫ С ГРУНТОЗАЦЕПАМИ И СИСТЕМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2669848C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПНЕВМАТИЧЕСКИХ ШИН | 2004 |
|
RU2275303C2 |
Изобретение относится к шинной промышленности, в частности к способам изготовления пневматических шин для автомобилей. В способе осуществляют поэтапную сборку шины, содержащей воздухонепроницаемый слой, по меньшей мере, один слой каркаса, борта, боковины, пакет брекера в виде брекерных слоев и цельного или составного бандажа, подпротекторной резины и протектора. Осуществляют намотку экструдированной резиновой ленты в форме спирали несколькими витками, образуя боковины шины. Экструдированную резиновую ленту для боковин наматывают на боковины каркаса, снабженного пакетом брекера в виде брекерных слоев, бандажа и подпротекторной резины во время его предварительного формования. Намотку боковин осуществляют лежащими рядом или, по меньшей мере, частично накладываемыми друг на друга витками. Изобретение предусматривает другой вариант выполнения способа. Изобретение позволяет резиновые детали боковин наносить на внешний радиус шины без растяжений, отпадает возможность возникновения утолщений в зоне боковин из-за нахлестов, способ экономичен и может быть использован для всех размерных диапазонов шин. 2 с. и 11 з.п. ф-лы, 4 ил.
| JP 9254274 B, 30.09.1997 | |||
| US 4279683 А, 21.07.1981 | |||
| US 4240863 А, 23.12.1980 | |||
| US 4552521 А, 12.11.1985 | |||
| Способ изготовления деталей покрышки и устройство для его осуществления | 1984 |
|
SU1306469A3 |

