Настоящее изобретение касается устройства нанесения капель, в частности, струйнопечатающих головок, имеющих нижнюю пластину, содержащую пьезоэлектрический материал и образованную с множеством параллельных каналов с открытыми верхними частями, расположенными на расстоянии друг от друга в направлении, нормальном длине каналов, причем каждый канал образован, по меньшей мере частично, обращенными друг к другу боковыми стенками и нижней поверхностью, проходящей между боковыми стенками, причем, по меньшей мере, боковые стенки содержат пьезоэлектрический материал. Настоящее изобретение также включает способы изготовления такого устройства.
Такие печатающие головки в технике известны, например, из патентов EP-A-0277703, EP-A-0278590 и EP-A-0364136, и в них используют пьезоэлектрический материал, приводимый в действие для его сдвига в режиме для изменения объема камеры для чернил и, вследствие этого, выдачи капли чернил. В патенте EP-A-0341929 описан способ управления такими приводами и дано пояснение, что каждый привод имеет емкостную нагрузку. Как в общем можно понять, такая емкостная нагрузка потребляет ток и энергию, которые отрицательным образом влияют как на размер, так и на стоимость схемной части привода. Кроме того, было обнаружено, что сам ток, в схемах и электродах печатающей головки, может также приводить к образованию тепла, которое, в свою очередь, будет воздействовать на вязкость чернил: как имеет место во многих типах струйных устройств, изменение вязкости чернил приводит к изменению скорости выпуска капель чернил, которая, в свою очередь, сама проявляется в виде ошибки расположения капель в напечатанном изображении.
Для снижения емкостной нагрузки печатающей головки было предложено ограничивать использование пьезоэлектрического материала в печатающей головке теми областями, где фактически требуется пьезоэлектрическое действие, то есть в стенках каналов "активных" (закрытых) участков каналов, и использовать материал, имеющий более низкую диэлектрическую постоянную, для остальной части печатающей головки. На практике этого можно достичь посредством "включения" вставки из пьезоэлектрического материала в основание с более низкой диэлектрической постоянной, образуя каналы, которые проходят и через вставку, и через основание, и посредством нанесения электродов по длине каждого канала. Только та часть стенки каждого канала, которая содержит пьезоэлектрический материал, искажается (изгибается) под действием электрического поля, прикладываемого к электродам, в то время как остальная часть каждой стенки и любая связанная с ней область соединения представляет только низкую емкостную нагрузку. Однако, "включение" пьезоэлектрической вставки представляет собой сложный процесс и, следовательно, делает этот способ дорогостоящим.
Известен способ (см. патент США N 3245895) покрытия поверхности элемента, включающий помещение элемента в камеру и воздействие на него пучком паров вещества. Однако, этому способу также присущи вышеуказанные недостатки предшествующего уровня техники.
Целью настоящего изобретения является обеспечение печатающих головок, которые имеют более низкую емкостную нагрузку, чем известные конструкции, и, однако, являются не сложными для изготовления, а также обеспечение способов изготовления таких печатающих головок.
В соответствии с этим, настоящее изобретение согласно первому аспекту изобретения представляет собой устройство нанесения капель, содержащее нижнюю пластину, содержащую пьезоэлектрический материал и имеющую множество параллельных каналов с открытыми верхними частями, размещенных на расстоянии друг от друга в направлении, перпендикулярном длине каналов, причем каждый канал образован, по меньшей мере частично, обращенными друг к другу боковыми стенками и нижней поверхностью, проходящей между боковыми стенками, причем, по меньшей мере, боковые стенки содержат пьезоэлектрический материал и электроды для приложения электрического поля к пьезоэлектрическому материалу для поперечного смещения боковой стенки, верхнюю пластину, обращенную к нижним поверхностям каналов и прикрепленную к боковым стенкам для закрытия каналов в их верхних частях, причем каналы выполнены с возможностью их снабжения текучей средой капель и сообщаются с соплом для выпускания из него капель, а каждый канал имеет одну часть, открытую на стороне, лежащей параллельно оси канала, для сообщения со средством подачи текучей среды капель, и другую часть, закрытую со всех сторон и лежащую параллельно оси канала, в котором, согласно изобретению, соответствующие боковые стенки, содержащие пьезоэлектрический материал в одной части каждого канала, блокированы для освобождения их от поперечного смещения одной части каждого канала.
Было обнаружено, что поперечное смещение стенок на "открытых" участках канала не только является нежелательным, но что благодаря блокированию стенок на таких "открытых" участках можно достичь снижения полной емкостной нагрузки в печатающих головках, изготавливаемых по существу в соответствии с обычным способом образования каналов в основании, содержащем однородный слой пьезоэлектрического материала. Следовательно, можно исключить описанные выше сложные способы изготовления.
Предпочтительно, чтобы в одной части каждого канала слой материала, имеющего диэлектрическую постоянную ниже, чем у пьезоэлектрического материала, был размещен между пьезоэлектрическим материалом и, по меньшей мере, одним из электродов, размещенных на противоположных сторонах стенок для блокирования пьезоэлектрического материала.
Целесообразно, чтобы электроды, размещенные в одной части каждого канала, проходили на меньший отрезок высоты соответствующих боковых стенок, чем электроды, размещенные в другой части каждого канала, для неэффективного возбуждения пьезоэлектрического материала в одной части, с блокированием этой части.
В соответствии со вторым аспектом, изобретение заключается в устройстве нанесения капель, содержащем нижнюю пластину, имеющую слой пьезоэлектрического материала, поляризованного в направлении, перпендикулярном относительно слоя, содержащего множество параллельных каналов с открытыми верхними частями, размещенных на расстоянии друг от друга в направлении, перпендикулярном длине каналов, причем каждый канал образован, по меньшей мере частично, обращенными друг к другу боковыми стенками и нижней поверхностью, проходящей между боковыми стенками, при этом, по меньшей мере, боковые стенки содержат пьезоэлектрический материал, верхнюю пластину, обращенную к нижним поверхностям каналов и прикрепленную к боковым стенкам, для закрытия каналов в их верхних частях, причем каналы выполнены с возможностью их снабжения жидкой текучей средой капелек и сообщаются с соплом для выпуска из него капель, каждый канал имеет одну часть, открытую на стороне, лежащей параллельно оси канала, для сообщения со средством подачи текучей среды капель, и другую часть, закрытую со всех сторон и лежащую параллельно оси канала, электроды, размещенные на противоположных сторонах боковых стенок, для образования приводов сдвигового режима для вытеснения капель из каналов, связанных с приводами, причем каждый электрод проходит по существу по всей длине канала, в котором, согласно изобретению, в одной части канала между пьезоэлектрическим материалом и, по меньшей мере, одним из электродов, размещенных на противоположных сторонах боковых стенок, размещен слой материала, имеющего диэлектрическую постоянную ниже, чем у пьезоэлектрического материала.
В таком устройстве достигается более низкая емкость, чем в обычных устройствах, без сложности, связанной с "встроенными" пьезоэлектрическими вставками, как описано выше. В одной части канала, которая открыта для средства подачи чернил, стенки не должны быть смещаемыми. Следовательно, электроды в такой части можно отделять от пьезоэлектрического материала стенок канала слоем материала, имеющего более низкую диэлектрическую постоянную, чем пьезоэлектрический материал, тем самым блокируя эту часть пьезоэлектрического материала. Возникающая в результате емкостная нагрузка между электродами на противоположных сторонах стенки канала в этой одной части является ниже полученной в случае одного пьезоэлектрического материала (как получается в другой "закрытой" части канала) и вследствие этого способствует снижению суммарной емкостной нагрузки печатающей головки.
В соответствии с конкретным вариантом осуществления изобретения, каждая из одной и другой частей сформирована, по меньшей мере частично, боковыми стенками, имеющими копланарные верхние поверхности и по существу постоянную высоту, причем высота соответствующих боковых стенок одной и другой частей по существу одинакова.
Такой вариант осуществления изобретения особенно подходит для изготовления в таком случае, где нет никаких изменений глубины механической обработки канала, необходимой, по меньшей мере, в передней части каналов. В таком варианте осуществления изобретения, другая часть канала может проходить при постоянной глубине до сопла. Независимо от этого, одна и другая части могут быть соприкасающимися.
Предпочтительно, чтобы для каждого канала сопло было расположено рядом с другой частью канала.
Целесообразно, чтобы для каждого канала одна и другая части являлись соприкасающимися.
Желательно, чтобы в другой части электроды были размещены на поверхности пьезоэлектрического материала соответствующих стенок канала.
Предпочтительно, чтобы электроды, размещенные на противоположных сторонах боковых стенок, по меньшей мере, одной части каждого канала, были расположены у верхней части каждой боковой стенки канала, отдаленной от нижней поверхности.
Такое расположение особенно подходит для нанесения с использованием известного способа "металлизации под углом". В частности, электрод может желательно проходить приблизительно на половину глубины соответствующей стенки канала в другой части, тогда как в одной части электрод предпочтительно проходит на 10% или меньше высоты соответствующей стенки канала.
Желательно, также, чтобы каждый из каналов содержал дополнительную часть, имеющую стенки канала меньшей высоты, чем стенки канала одной, либо другой частей, причем электроды были размещены на обращенных друг к другу стенках канала и основании дополнительной части каждого из каналов, и между электродами, обращенными друг к другу стенками и основанием каждого канала, был размещен слой материала, имеющего диэлектрическую постоянную ниже, чем у пьезоэлектрического материала.
Электроды в дополнительной части служат в качестве точек соединения между электродами в каналах и внешними микросхемами возбуждающего устройства. Слой материала с низкой диэлектрической постоянной между этими электродами и стенками канала уменьшенной высоты снижает емкостную нагрузку этих областей.
Согласно третьему аспекту изобретения предложен способ изготовления устройства нанесения капель, содержащий
(a) образование множества параллельных каналов в нижней пластине, содержащей слой пьезоэлектрического материала,
(b) нанесение слоя материала, по меньшей мере, на одну из обращенных друг к другу боковых стенок первой части каждого из каналов, причем материал имеет диэлектрическую постоянную ниже, чем у пьезоэлектрического материала, а обращенные друг к другу боковые стенки второй части каждого из каналов свободны от этого материала,
(c) нанесение материала электрода на обращенные друг к другу боковые стенки первой и второй частей каналов. Предпочтительно, чтобы способ включал:
(d) маскирование второй части каждого из каналов перед нанесением слоя материала по меньшей мере на одну из обращенных друг к другу боковых стенок первой части каждого из каналов,
(e) демаскирование второй части перед нанесением материала электрода на обращенные друг к другу боковые стенки первой и второй частей каналов.
Желательно, чтобы материал электрода наносили посредством пучков паров металла, направленных на стенки под углом к обращенным друг к другу поверхностям этого канала.
Согласно четвертому аспекту изобретения предложено устройство нанесения капель, содержащее нижнюю пластину, имеющую слой пьезоэлектрического материала, поляризованного в направлении, перпендикулярном слою, содержащий множество параллельных каналов с открытыми верхними частями, размещенных на расстоянии друг от друга в направлении, нормальном по отношению к длине каналов, причем каждый канал сформирован, по меньшей мере частично, обращенными друг к другу боковыми стенками, имеющими копланарные верхние поверхности, и нижней поверхностью, проходящей между боковыми стенками, причем, по меньшей мере, боковые стенки содержат пьезоэлектрический материал, верхнюю пластину, обращенную к нижним поверхностям каналов и прикрепленную к боковым стенкам для закрытия каналов в их верхних частях, причем каналы выполнены с возможностью их снабжения жидкой текучей средой капель и сообщаются с соплом для выпускания из него капель, каждый канал имеет одну часть, открытую на стороне, лежащей параллельно оси канала, для сообщения со средством подачи текучей среды капель, и другую часть, закрытую со всех сторон, лежащую параллельно оси канала, электроды, размещенные на противоположных сторонах боковых стенок для образования тем самым приводов сдвигового режима для вытеснения капель из каналов, связанных с приводами, причем каждый электрод проходит по существу по всей длине канала, в котором, согласно изобретению, электроды, размещенные в одной части каждого канала, проходят на меньший отрезок высоты соответствующих боковых стенок, чем электроды, размещенные в другой части каждого канала.
В таком устройстве снова простым способом достигается более низкая емкость, чем в обычных устройствах. В одной части канала, которая является открытой для средства подачи чернил, стенки не должны быть смещаемыми и, следовательно, электроды в такой части должны проходить только по (меньшему) отрезку высоты стенки канала, достаточной для переноса возбуждающих напряжений на электроды в закрытой части канала, но недостаточной, чтобы приводить в действие пьезоэлектрический материал в открытой части, которая, таким образом, оказывается локально заблокированной. В закрытой части электроды проходят, соответственно, на больший отрезок вниз по стенке, достаточный, чтобы вызвать перемещение стенок канала. Таким образом, емкостная нагрузка стенок канала в одной (открытой) части, по меньшей мере, снижена относительно обычных устройств, что приводит к уменьшению емкости печатающей головки в целом.
Предпочтительно, чтобы каждая из одной и другой частей были сформированы, по меньшей мере частично, боковыми стенками по существу постоянной высоты, причем высота соответствующих боковых стенок одной и другой частей была по существу одинакова.
Такой вариант осуществления изобретения особенно подходит для изготовления, поскольку в этом случае нет изменения глубины механической обработки канала, требуемой, по меньшей мере, в передней части каналов. В таком варианте осуществления изобретения другая часть канала может проходить на постоянную глубину вплоть до сопла. Независимо от этого, одна и другая части могут быть соприкасающимися.
Желательно, чтобы для каждого канала сопло было размещено рядом с другой частью канала.
Целесообразно, чтобы для каждого канала одна и другая части являлись соприкасающимися.
Предпочтительно, чтобы электроды, размещенные на противоположных сторонах боковых стенок, по меньшей мере, одной части каждого канала, были расположены в верхней части каждой боковой стенки канала, отдаленной от нижней поверхности.
Такое устройство особенно подходит для нанесения с использованием известного способа "металлизации под углом".
Желательно, чтобы электрод предпочтительно проходил на 10% или меньше от высоты соответствующей стенки канала в одной части.
Предпочтительно, чтобы электрод был размещен в другой части, причем проходил приблизительно на половину глубины или по существу на всю глубину соответствующей стенки канала.
Наиболее предпочтительно, чтобы отношение отрезков одной и другой частей канала было равно приблизительно 2 или больше.
Настоящее изобретение согласно пятому его аспекту заключается в способе изготовления устройства нанесения капель, содержащему
(a) формирование в нижней пластине, содержащей слой пьезоэлектрического материала, множества параллельных каналов, разделенных стенками каналов, имеющими копланарные верхние части,
(b) нанесение материала электрода на обращенные друг к другу боковые стенки первой части каждого из каналов на первом отрезке высоты соответствующих боковых стенок,
(c) нанесение материала электрода на обращенные друг к другу боковые стенки второй части каждого из каналов на втором отрезке высоты соответствующих боковых стенок, причем первый и второй отрезки являются различным по длине.
И в этом случае, в данном изобретении использование известных самих по себе способов нанесения, позволяет изготавливать низкоемкостную печатающую головку без сложности.
Предпочтительно, чтобы способ содержал:
(d) маскирование второй части каждого из каналов перед нанесением слоя материала электрода на обращенные друг к другу стенки первой части каждого из каналов на первом отрезке высоты соответствующих боковых стенок,
(e) демаскирование второй части перед нанесением материала электрода на обращенные друг к другу боковые стенки первой и второй частей каждого из каналов.
Такой процесс прост для реализации и не требует нарушения вакуума между этапами нанесения.
Предпочтительно, чтобы первый отрезок был больше, чем второй отрезок, причем второй отрезок предпочтительно не превышал 10% высоты стенки.
Этого можно достичь путем того, что материал электрода наносят с помощью пучков паров металла, направленных на стенки под углом к обращенным друг к другу поверхностям канала, причем угол для нанесения в первой части должен быть более крутым, чем угол для нанесения во второй части.
Согласно шестому аспекту изобретения предложено устройство нанесения капелек, имеющее нижнюю пластину, содержащую слой пьезоэлектрического материала, поляризованного в направлении, перпендикулярном слою, имеющее множество параллельных каналов с открытыми верхними частями, размещенных на расстоянии друг от друга в направлении, перпендикулярном относительно длины каналов, причем каждый канал сформирован по меньшей мере частично, обращенными друг к другу боковыми стенками, имеющими высоту и нижнюю поверхность, проходящую между боковыми стенками, при этом, по меньшей мере, боковые стенки содержат пьезоэлектрический материал, верхнюю пластину, обращенную к нижним поверхностям каналов и прикрепленную к боковым стенкам для закрытия каналов в их верхних частях, причем каналы выполнены с возможностью их снабжения текучей средой капелек и сообщаются с соплом для выпуска из него капелек, и каждый канал имеет часть, закрытую со всех сторон и лежащую параллельно оси канала, электроды, размещенные, по меньшей мере, на противоположных сторонах боковых стенок для образования тем самым приводов сдвигового режима для вытеснения капель из каналов, связанных с приводами, причем каждый электрод проходит по существу по всей длине канала, в котором, согласно изобретению, между пьезоэлектрическим материалом и, по меньшей мере, одним из электродов в областях, отличных от закрытой части каждого канала, размещен слой материала, имеющего диэлектрическую постоянную ниже, чем у пьезоэлектрического материала.
Согласно седьмому аспекту изобретения предложено устройство нанесения капелек, имеющее нижнюю пластину, содержащую пьезоэлектрический материал и имеющее множество параллельных каналов с открытыми верхними частями, размещенных на расстоянии друг от друга в направлении, перпендикулярном длине каналов, причем каждый канал образован, по меньшей мере частично, обращенными друг к другу боковыми стенками, имеющими высоту и нижнюю поверхность, проходящую между боковыми стенками, при этом, по меньшей мере, боковые стенки содержат пьезоэлектрический материал, верхнюю пластину, обращенную к нижним поверхностям каналов и прикрепленную к боковым стенкам для закрытия каналов в их верхних частях, причем каналы выполнены с возможностью их снабжения жидкой текучей средой капель и сообщаются с соплом для выпуска из него капель, и каждый канал имеет часть, закрытую со всех сторон, лежащую параллельно оси канала, электроды для приложения электрического поля к пьезоэлектрическому материалу в боковых стенках, в котором, согласно изобретению, в областях, отличных от закрытой части каждого канала, между пьезоэлектрическим материалом в боковых стенках и, по меньшей мере, одним из электродов размещен слой материала, имеющего диэлектрическую постоянную ниже, чем у пьезоэлектрического материала.
Согласно восьмому аспекту изобретения предложен способ покрытия поверхности элемента с каналами, каждый из которых имеет две обращенные друг к другу боковые стенки и поверхность основания между ними, в котором покрытие наносят на боковые стенки посредством помещения элемента в вакуумную камеру, воздействия на боковые стенки элемента пучком паров металла, и посредством переключения между состоянием, при котором камера находится под вакуумом, и состоянием, в котором боковые стенки элемента бомбардируют ионами или свободными радикалами, причем в состоянии, при котором камера находится под вакуумом, пучок паров металла направлен под ненулевым углом к стенкам канала.
Предпочтительно, чтобы ионы или свободные радикалы представляли собой кислород или азот.
Желательно, чтобы пучок паров металла содержал испаренный алюминий.
Теперь изобретение будет описано посредством примера со ссылкой на чертежи, на которых:
Фиг. 1 - вид в изометрии одной формы обычной струйной печатающей головки, к которой можно применить настоящее изобретение.
Фиг. 2 - вид в поперечном разрезе печатающей головки по фиг. 1 по линии А-А фиг. 1.
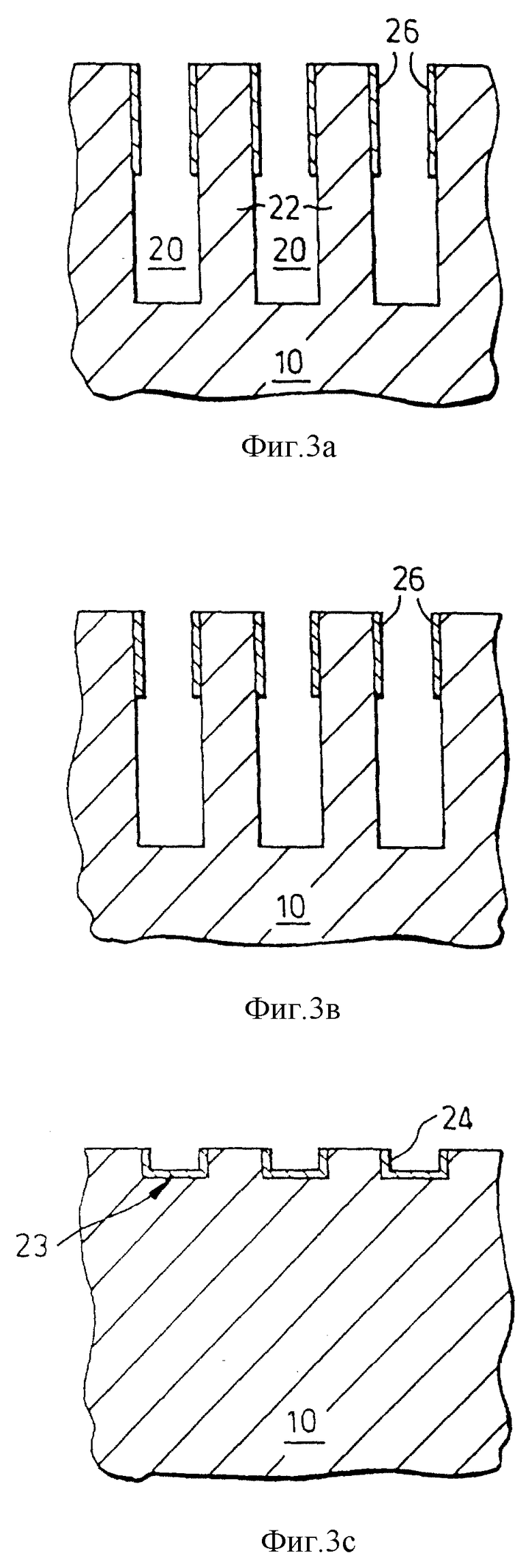
Фиг. 3 (a), (b) и (c) - виды в поперечном разрезе части печатающей головки по фиг. 1 по линиям B-B, C-C и D-D, соответственно.
Фиг. 4 - вид в поперечном разрезе, соответствующий виду по фиг. 2 и включающий первый аспект изобретения.
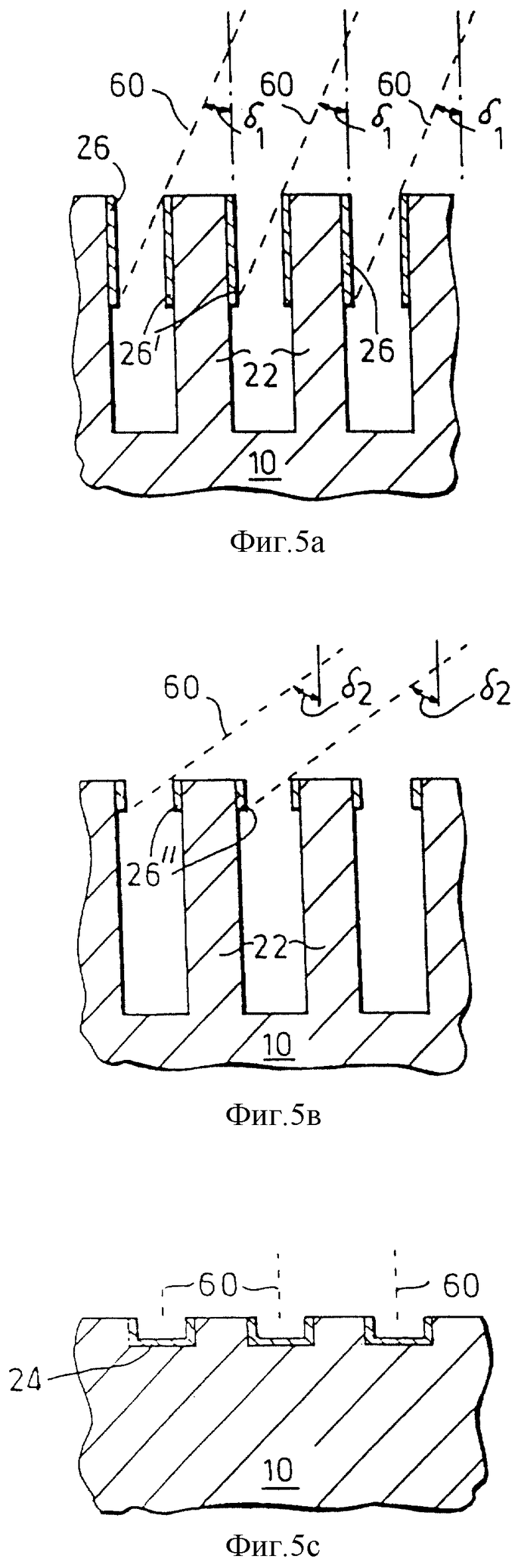
Фиг. 5 (a), (b) и (c) - виды в поперечном разрезе, взятые по линиям B'-B', C'-C' и D'-D' фиг. 4 и соответствующие поперечным разрезам по фиг. 3 (а) - (с).
Фиг. 6 - вид в поперечном разрезе, соответствующий виду по фиг. 2 и включающий второй аспект изобретения.
Фиг. 7 (a), (b) и (c) - виды в поперечном разрезе, по линиям B''-B'', C''-C'' и D''-D'' фиг. 6 и соответствующие поперечным разрезам по фиг. 3 (a) - (c).
Фиг. 8 - схематическая иллюстрация разреза через соответствующую второму аспекту изобретения стенку канала.
Фиг. 9 - вид в разрезе, соответствующий фиг. 6, и иллюстрирует этап, соответствующий второму аспекту изобретения способа.
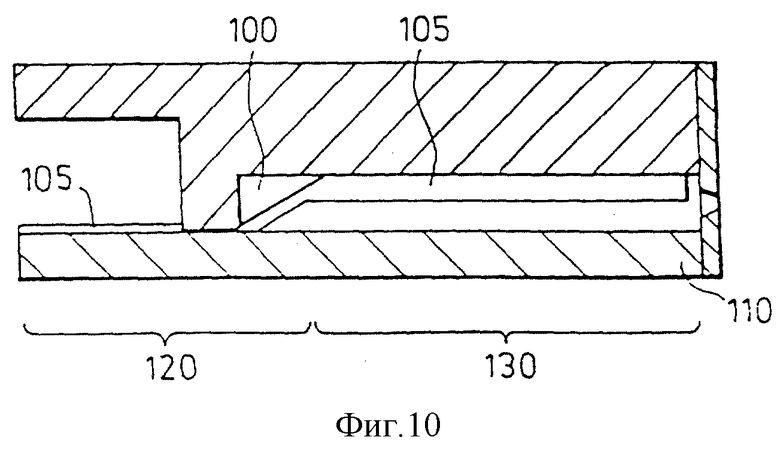
Фиг. 10 - вид в разрезе по продольной оси канала другой печатающей головки, согласно настоящему изобретению.
На фиг. 1-3 показана, в изометрии и в разрезах, соответственно, типичная струйная печатающая головка 8, включающая приводы пьезоэлектрических стенок, работающие в сдвиговом режиме и известные, например, из патента США USA-5016028. Она содержит основание 10 из пьезоэлектрического материала, смонтированное на монтажной плате 12, от которой показан только участок, содержащий соединительные дорожки 14.
В основании 10 образовано множество параллельных канавок, проходящих в слой пьезоэлектрического материала, как описано, например, в патенте США US-A-5016028. Каждая канавка содержит переднюю часть, которая является сравнительно глубокой для обеспечения чернильных каналов 20, разделенных противолежащими стенками 22 привода, имеющими равномерно-копланарные верхние поверхности, и заднюю часть, которая является сравнительно мелкой и предназначена для формирования местоположений 23 для соединительных дорожек. Передняя и задняя части соединены участком R "выхода" канала, радиус кривизны которого определяется радиусом режущего диска, используемого для образования каналов (и описанного, например, в вышеупомянутом патенте EP-A-0364136).
Как показано на фиг. 3, после образования канавок в них наносится металлизированное покрытие для создания в передней части электродов 26 на противолежащих лицевых сторонах каналов 20 для чернил, где электроды проходят приблизительно на половину высоты канала от верхних частей стенок (фиг. 3 (a) и (b)), а в задней части наносят обеспечивающие соединение дорожки 24, подсоединенные к электродам в каждом канале 20 (фиг. 3 (c)). Верхние части стенок сохраняются без металлизации, чтобы дорожка 24 и электроды 26 образовывали изолированные приводимые в действие электроды для каждого канала. Такой способ металлизации в технике известен, например, из вышеупомянутого патента EP-A-0364136.
После нанесения и, необязательно, покрытия основания 10 слоем пассивирующего вещества для электрической изоляции частей электрода от чернил, основание 10 установлено, как показано на фиг. 1, на монтажной плате 12, и сделаны связанные проволочные соединения 28, подсоединяющие соединительные дорожки 24 на части 10 основания к соединительным дорожкам 14 на монтажной плате 12.
Крышка 16 крепится с помощью прикрепления к верхним частям стенок 22 привода, образуя тем самым множество "закрытых" каналов 20. На одном конце каждый канал имеет доступ к подаче пополняемых чернил: в показанном примере это происходит через окно 27 в крышке 16. На другом конце каждого канала размещено сопло 30, которое может быть образовано (предпочтительно, с помощью удаления эксимерным лазером ультрафиолетового диапазона) в пластине 17 сопла, соединенной с печатающей головкой.
В данном примере печатающая головка приводится в действие посредством подачи чернил от источника подачи чернил через окно 27, из которого они втягиваются в каналы 20 для чернил к соплам 30. Как известно, например, из патента EP-A-0277703, соответствующая подача форм сигналов напряжения на электроды на любой стороне стенки канала приводит к разности потенциалов, на стенке, которая, в свою очередь, вызывает деформирование поляризованного пьезоэлектрического материала стенок канала в сдвиговом режиме и стенки для отклонения в поперечном направлении относительно соответствующего канала. Таким образом, могут отклоняться одна или обе из стенок, ограничивающих канал для чернил.
Смещение стенок в канал уменьшает объем канала и устанавливает давление в чернилах вдоль отрезка канала, закрытого сверху и снизу основанием и крышкой, соответственно, и закрытого с обеих боковых сторон соответствующими стенками канала. Этот отрезок известен как "активный" отрезок канала и обозначен на фиг. 1 и 2 ссылочной позицией "L". Распространение давления вызывает выталкивание капли чернил из сопла.
Как упоминалось выше, печатающие головки описываемого вида представляют емкостную нагрузку: в передней части (соответствующей фиг. 3 (a) и (b)) конденсатор образован стенкой канала и электродами, размещенными с обеих сторон, а в задней части канала, должно быть понятно, что не только (значительно уменьшенная) стенка, но также и пьезоэлектрическое основание, в сочетании с соединительными дорожками 24, вносят вклад в емкостной эффект.
Фиг. 4 представляет соответствующий фиг. 2 вид в разрезе и иллюстрирует соответствующую первому аспекту настоящего изобретения печатающую головку. фиг. 5 изображает соответствующие поперечные разрезы. Можно заметить, что конструкция "активного" отрезка печатающей головки по фиг. 4 остается такой же, как конструкция обычной головки, с электродом 26', проходящим вниз приблизительно на половину высоты стенки.
Однако, в той части канала с полной глубиной, обозначенной ссылочной позицией "N", которая является открытой с одной стороны к окну 27 подачи чернил и, следовательно, не является частью "активного" отрезка канала, электрод 26" проходит только вдоль самой верхней части стенки. Этого достаточно для переноса возбуждающих сигналов от соединительных дорожек 24 на электрод 26' активной части канала, и все же, как очевидно из фиг. 5 (b), значительно снижает емкостную нагрузку этой части канала, посредством уменьшения области пьезоэлектрического материала, размещенного между электродами канала (это следует из установленного принципа, заключающегося в том, что емкость С конденсатора с пластинчатыми обкладками с площадью A, разделенными материалом толщины L, имеющим относительную диэлектрическую постоянную K, определяется выражением C = K.∈o.A/L, где ∈o - диэлектрическая проницаемость свободного пространства).
Электрод 26'' уменьшенной глубины также предпочтительно используется на "выпускном" участке R, откуда он соединяется с соединительными дорожками 24, которые образованы обычным способом.
Что касается изготовления описанных выше дорожек 26', 26'' отличающейся высоты, то это предпочтительно, но не исключительно - достигается путем осаждения паров металла. Принципы этого способа полностью описаны в патенте ЕP-A-0364136 и поэтому здесь обсуждаться не будут. Пьезоэлектрическое тело с образованными в нем каналами первоначально было подвержено действию пучка паров металла, направленного перпендикулярно плоскости тела, т.е. по существу параллельно боковым стенкам канала, везде, кроме задней части "C" экранированных канавок. Как показано пунктирными линиями 60 на фиг. 5 (c), благодаря этому наносится металл, образуя соединительные дорожки 24 достаточной толщины, чтобы выдержать процесс соединения проводов, обычно 2-4 мкм.
Затем экранирование тех частей каналов, которые служат для образования активного отрезка L печатающей головки, удаляют, и тело с образованными каналами и пучок паров металла поворачивают относительно друг друга в положение, показанное на фиг. 5 (a), так что электроды наносятся на стенки канала части L приблизительно до половины высоты стенок (создавая нарастание до типичной глубины металлизации 125 мкм) и при толщине, обычно эквивалентной нанесению 1 мкм на поверхности, расположенной нормально пучку паров металла. Должно быть понятно, что относительный поворот необходимо выполнить дважды, чтобы обеспечить возможность нанесения покрытия на обе боковые стенки каждого канала. Эта часть процесса соответствует раскрытому в патенте EP-A-0364136 способу нанесения электродов.
И наконец, экранирование остальных частей канала, а именно, частей N и R, удаляют, и тело с образованными каналами и пучок паров металла поворачивают относительно друг друга снова до более мелкого угла, показанного на фиг. 5 (b), благодаря чему наносят более мелкий электрод 26'' (типичная глубина 25 мкм) в частях R, N, а также вдоль верхней части электрода 26', нанесенного в активной области на предыдущем этапе. В активной области канала, мелкий электрод способствует проводимости вдоль отрезка активной области, это особенно выгодно там, где используется материал электрода, имеющий высокое удельное сопротивление. Снова требуется дополнительное поворачивание для обеспечения возможности нанесения металла вдоль верхней части других стенок.
Описанный выше способ имеет связанное с ним преимущество, заключающееся в том, что на каждой стадии нанесения параметры нанесения можно приспосабливать для достижения оптимальных характеристик электродов в конкретной покрываемой металлом области. Таким образом, первую стадию нанесения можно выполнять с более высокой скоростью нанесения, чтобы отложился в минимальный период времени слой металла качества, достаточного только для образования соединительных дорожек, которые остаются прикрепленными к керамической подложке в течение процесса соединения проводов. С другой стороны, вторую стадию нанесения электродов в активном отрезке канала можно выполнять с более низкой скоростью нанесения, чтобы гарантировать электрическую непрерывность электродов, нанесенных на стенки в активной части канала. Последнюю стадию, на которой наносятся мелкие электроды 26'', снова можно выполнять с более высокой скоростью нанесения, которая отражает тот факт, что этот электрод нанесен под углом, находящимся близко к перпендикуляру.
Экранирование можно выполнять физическими масками, которые помещают между основанием 10 с образованными каналами и источником паров металла, предпочтительно вблизи элемента 10 с образованными каналами, чтобы получить хорошую четкость кромок металлизации. Идеально маски изготавливают из материала типа полиимида или металла, который является подходящим для использования в вакуумной системе. В каждой маске образованы отверстия, соответствующие подлежащим покрытию металлом областям, и, в соответствии с описанным выше способом, ее можно удалить или путем вытягивания, или изъятия скользящим способом с основания с образованными каналами, или навешивания их так, чтобы каждая из них открывалась по очереди, после соответствующей стадии нанесения. Каждую маску предпочтительно удаляют без открывания вакуумной камеры, что иначе может привести к образованию оксидных слоев между последовательно образованными слоями электрода.
Альтернативный способ нанесения электродов включает первоначальное нанесение мелкого электрода вдоль всей длины канала. Затем в камеру вводят маску для экранирования неактивной части "N" канала до нанесения обычным способом, известным из патента EP-A-0364136, электрода на половину глубины стенки в активной части "L" канала и соединительных дорожек в мелкой задней части "C" канала.
Нежелательного нанесения металла на верхние части стенок можно избегать посредством термопластического "снятия" пленки, как известно, например, из патента EP-A-0397441, или наложения изоляции после нанесения, как в патенте EP-A-0364136. Дополнительное осаждение в областях типа соединительных дорожек в ходе последующего нанесения, например, электродов 26' или 26'', благоприятно принимается во внимание при вычислении требуемой начальной толщины нанесения соединительных дорожек (например, в задней части "C" канавок первоначально требуется нанести только 2 мкм материала электрода: материал электрода, нанесенный в задней части в ходе последующих этапов нанесения, приводит к окончательной требуемой толщине соединительных дорожек 3-4 мкм).
Фиг. 4 и 5 иллюстрируют вышеупомянутый аспект настоящего изобретения при применении к печатающей головке, имеющей стенки из пьезоэлектрического материала, поляризованного перпендикулярно слою пьезоэлектрического материала и в одном направлении, типа так называемой "консольной конструкции", раскрытой в патенте EP-A-0354136. Однако, настоящее изобретение ни в коем случае не ограничено такими конструкциями, оно в равной степени хорошо может применяться к печатающим головкам, имеющим "шевронную" конструкцию с пьезоэлектрическим материалом, поляризованным в двух противоположных направлениях, как известно, например, из патента EP-A-0277703. Эта последняя конструкция имеет преимущество требования более низкого рабочего напряжения, чем "консольная" конструкция, но недостаток заключается в более высокой емкостной нагрузке. Следовательно, использование настоящего изобретения является весьма подходящим. Как можно оценить, например, из вышеупомянутого патента EP-A-0277703, в таких конструкциях требуется электрод в активной части (L) канала, проходящий на всю высоту стенки. В неактивных частях высота мелкого электрода может быть такой же, как использовали в консольных конструкциях, то есть обычно 25 мкм и (или) не больше 20% высоты стенки. В WO 92/09436 описывается слоистый материал, из которого можно делать "шевронные" конструкции, используя по существу те же самые технологии изготовления, как обсуждалось выше относительно "консольных" устройств.
Фиг. 6 вид в разрезе, соответствующий виду по фиг. 2 и иллюстрирующий соответствующую другому аспекту настоящего изобретения печатающую головку, а фиг. 7 иллюстрируют соответствующие виды в разрезе. Как и в случае предыдущего аспекта, конструкция активного отрезка печатающей головки осталась такой же, как у обычной головки, с электродом 26, проходящим вниз приблизительно на половину стенки из пьезоэлектрического материала в случае показанного "консольного" привода (и на всю высоту стенки из пьезоэлектрического материала в случае приводов "шевронного" типа).
В противоположность этому, часть (N) канала полной глубины, которая открыта на одной стороне к окну 27 подачи чернил и которая, следовательно, не является частью "активного" отрезка канала, отличается от обычных конструкций тем, что слой материала 40, имеющего более низкую диэлектрическую постоянную, чем у пьезоэлектрического материала, размещен между электродом 26 и пьезоэлектрическим материалом стенок 22 канала. Это иллюстрируется на виде в разрезе фиг. 7 (b).
Емкостную нагрузку стенки канала в этой части канала можно теперь представить скорее с помощью трех последовательных конденсаторов, а не одного конденсатора в обычных конструкциях. Как схематически иллюстрируется на фиг. 8, конденсатор C1 образуется через слой 40 на обеих сторонах стенки в дополнение к конденсатору C2, образованному пьезоэлектрическим материалом самой стенки 22. Выбирая материал, имеющий диэлектрическую постоянную ниже, чем у пьезоэлектрического материала, появляющуюся в результате суммарную емкость последовательных конденсаторов C1 и C2 можно сделать меньше, чем у одного пьезоэлектрического материала. (В первом приближении, суммарная емкость определяется выражением 1/Cсумм = 1/C2 + 2/C1, откуда можно заметить, что низкое значение C1 даст низкое значение Cсумм).
Как ясно из фиг. 7 (с), этот способ можно благоприятно применять в области C соединительных дорожек, так же, как в области R выпуска.
Как и в случае предыдущего аспекта изобретения, этот аспект можно осуществлять путем использования способов нанесения, которые известны сами по себе. В качестве материала, имеющего более низкую диэлектрическую постоянную, чем пьезоэлектрический материал, благоприятно можно использовать нитрид кремния. Он имеет относительную диэлектрическую постоянную, равную приблизительно 8 (по сравнению со значением приблизительно 3600 для пьезоэлектрического материала типа свинцового титаната циркония (PZT)), и обычно используется в струйных печатающих головках как защитное покрытие пассивирующего вещества для электродов канала.
Такой материал можно наносить на стенки канала, используя способы, известные, например, из WO 95/07820, в то же время сохраняя предполагаемую активную часть L канала замаскированной. Образующийся в результате слой нитрида кремния обычно имеет толщину в диапазоне 0,3 - 0,5 мкм. Процесс нанесения требует только одной маски, размещенной таким образом, чтобы предотвратить нанесение поступающего материала с низкой диэлектрической постоянной на активный отрезок канала. Как показано на фиг. 9, маска 70 должна образовать плотный контакт с верхними частями стенок 22 в активной области L и должна проходить немного за активную часть L, обычно на глубину канала, потому что используемый способ нанесения вызывает проникновение поступающего материала с низкой диэлектрической постоянной (обозначенного стрелками 80) под нависающую область 72 (действительно, способ нанесения преднамеренно выбран из-за этого свойства, чтобы заполнять неровную поверхность пьезоэлектрического материала). Кроме того, маска 70 должна иметь значительную толщину и быть теплопроводной, чтобы избежать перегрева и деформации во время процесса нанесения. Таким образом, обычно ее изготавливают из алюминия толщиной 2-3 мм.
Впоследствии электроды можно наносить по всей длине канала обычным способом, описанным выше. На самом деле полагают, что пассивирующее средство обеспечивает более гладкую поверхность для нанесения электродов, чем неровные поверхности стенок канала, поэтому в итоге электроды в неактивных частях каналов меньше подвержены усталости.
Как и в случае предыдущего аспекта изобретения, использование термопластичной "снимаемой" пленки или наложения изоляции оказалось достаточным при удалении электрода и материала с низкой диэлектрической постоянной, нанесенных на верхние части стенок канала. Снова, изобретение в равной степени применимо к "консольной", "шевронной" или любой другой конструкции печатающей головки, где пьезоэлектрический материал поляризован в направлении, перпендикулярном слою пьезоэлектрического материала.
Вместо нитрида кремния для слоя с низкой диэлектрической постоянной можно использовать много альтернативных изоляционных материалов и/или альтернативных способов нанесения: окисей, особенно окиси кремния, окиси алюминия, нитрида алюминия и подобного алмазу углерода. Подходящий выбор материала может обеспечить возможность нанесения слоя с низкой диэлектрической постоянной и электрода канала, используя единую деталь устройства нанесения, давая очевидную экономию производственного времени (нет необходимости переносить элемент с образованными каналами от одного станка к другому) и капитального оборудования. Например, слой с низкой диэлектрической постоянной нитрида алюминия можно наносить на элемент с образованными каналами в камере посредством испарения алюминия, пока осуществляется бомбардировка элемента ионами азота или свободными радикалами. Последующая откачка камеры обеспечивает возможность испарявшемуся алюминию осаждаться в качестве электрода на стенках канала в той же самой камере методом, известным из вышеупомянутого патента EP-A-0364136.
Следует понимать, что возможны изменения изложенных выше аспектов, не выходя при этом за рамки объема патентной защиты настоящего изобретения. Например, вышеупомянутые аспекты можно использовать в сочетании с неактивной частью "N" канала, имеющей как мелкий электрод, так и слой материала с низкой диэлектрической постоянной, помещенный между электродом и боковой стенкой канала. В качестве альтернативы, любой или оба из вышеупомянутых аспектов изобретения можно использовать в сочетании с другими снижающими емкость мерами.
Относительные размеры активных и неактивных отрезков канала также можно изменять относительно показанных на чертежах: для высокочастотной работы описанного в патенте EP-A-0422870 вида (и где низкая емкостная нагрузка особенно важна ввиду высокой частоты возбуждения) могут требоваться отрезки активных каналов (L) в нижнем конце диапазона 10-1 мм, например, 4 мм, тогда как размер отверстия коллектора в продольном направлении канала может оказаться необходимым оставлять по существу постоянным, например, 10 мм, чтобы обеспечить возможность протекания достаточного количества чернил без чрезмерного перепада давления или чтобы приспосабливать существующие конструкции подачи чернил и т.д. Таким образом, в итоге настоящее изобретение особенно выгодно в печатающих головках, имеющих отношение неактивного отрезка с полной глубиной к активному отрезку с полной глубиной, равное приблизительно 2 или большее.
Другие критические размеры такой печатающей головки обычно могут быть следующими: полная глубина канала - 300 мкм, глубина электрода в активной части канала - 150 мкм, ширина стенки канала в частях (L, N) с полной глубиной - 62 мкм, длина части (C) соединительной дорожки - 7,4 мм, ширина стенки канала в части соединительной дорожки - 47 мкм, общая длина привода (C+R+N+L) - 11,5 мм, длина активного отрезка (L) - 1,5 мм.
Следует понимать, что в таких конструкциях использование настоящего изобретения приводит к большему пропорциональному снижению емкостной нагрузки печатающей головки, чем в печатающих головках вида, показанного на чертежах. Например, в соответствии с одним аспектом изобретения, использование мелкого электрода глубиной 25 мкм в неактивной части одиночной стенки канала, имеющей описанные выше размеры, приводит к суммарной емкости для стенки, равной 354 пФ, по сравнению со значением 540 пФ для такой же стенки с использованием электрода постоянной высоты 150 мкм. Использование соответствующей другому аспекту изобретения пленки пассивирующего вещества с низкой диэлектрической постоянной дает суммарную емкость стенки 190 пФ, тогда как использование обоих аспектов в сочетании дает значение емкости стенки 140 пФ. Это значение чрезвычайно близко к значению, представляемому активной частью одной стенки (129 пФ).
Изобретение не ограничивается показанными на чертежах конфигурациями печатающей головки: в частности, текучую среду капель можно подавать через любую сторону канала, расположенную параллельно оси канала, например, через отверстие в основании канала, как показано в патенте EP-A-0364136. Точно так же, сопло не обязательно должно быть размещено на оси канала, как показано на чертежах, но может быть расположено в крышке или основании (так называемые "верхнестреляющая" и "нижнестреляющая" конструкции) или в другом месте, как известно в данной области техники. Соответствующее настоящему изобретению устройство также не обязательно ограничивается изготовлением описанными здесь способами: например, выборочное применение электродов и/или слоя с низкой диэлектрической постоянной можно учитывать после прикрепления верхней крышки к основанию с образованными каналами. В качестве альтернативы, основание с образованными каналами и верхний слой можно включить в отдельные узлы, каждый из которых независимо подвергают этапам изготовления.
Конечно, следует понимать, что настоящее изобретение применимо к методам изготовления типа "слоистой пластины" и конструкциям, описанным, например, в WO 95/18717. Необходимо соответствующим образом приспосабливать маски пассивирования и нанесения электродов. В тех конструкциях, где чернила подаются с конца, а не с боковой стороны канала, например, из впадины 100 коллектора, проходящей перпендикулярно продольной оси канала, как показано на фиг. 10, материал с низкой диэлектрической постоянной просто размещают между материалом 105 электрода и элементом 110 с образованными каналами в тех областях 120, которые расположены вне закрытых ("активных") частей 130 каналов.
Настоящее изобретение также применимо к конструкциям, содержащим пьезоэлектрический материал, поляризованный отличающимся образом от описанных выше конструкций и имеющих соответственно отличающееся расположение возбуждающих электродов. Пример такой конструкции приведен
в патенте США US-A-5235352, которая имеет разделяющие канал стенки, включающие пьезоэлектрический материал, поляризованный параллельно направлению ряда каналов и подвергаемый воздействию перпендикулярных направлению поляризации электрических полей от электродов, расположенных в самих стенках. Слои с низкой диэлектрической постоянной наносят между электродами и пьезоэлектрическим материалом в тех частях стенки, которые соответствуют неактивным, незакрытым частям канала. Каждый признак, раскрытый в этом описании (этот термин включает в себя формулу изобретения) и/или показанный на чертежах, может быть включен в изобретение независимо от других раскрытых и/или иллюстрируемых признаков.
Текст реферата, поданный совместно с описанием, повторен здесь в виде части описания.
Формирующая капли пьезоэлектрическая печатающая головка имеет стенки канала, сформированные пьезоэлектрическим материалом (10) с электродами (26) по их длине. В частях каналов, которые являются открытыми к каналу подачи чернил, пьезоэлектрический материал локально блокируется, например, путем уменьшения ширины электрода или введения материала (40) с более низкой диэлектрической постоянной между электродом и пьезоэлектрическим материалом. В результате получена более низкая емкостная нагрузка.
| название | год | авторы | номер документа |
|---|---|---|---|
| УПРАВЛЕНИЕ УСТРОЙСТВОМ ДЛЯ ИМПУЛЬСНОГО ОСАЖДЕНИЯ КАПЕЛЬ | 1996 |
|
RU2176956C2 |
| СПОСОБ РАБОТЫ УСТРОЙСТВА ДЛЯ ОСАЖДЕНИЯ КАПЕЛЬ (ВАРИАНТЫ), УСТРОЙСТВО ДЛЯ ОСАЖДЕНИЯ КАПЕЛЬ | 1997 |
|
RU2184038C2 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ КАПЕЛЬ | 2003 |
|
RU2337828C2 |
| УСТРОЙСТВО ОСАЖДЕНИЯ КАПЕЛЬ | 2004 |
|
RU2323094C2 |
| УСТРОЙСТВО ДЛЯ ОСАЖДЕНИЯ КАПЕЛЬ | 2004 |
|
RU2323832C2 |
| СТРУЙНАЯ ПЕЧАТЬ С ИСПОЛЬЗОВАНИЕМ УДЛИНЕННЫХ ЭЛЕМЕНТОВ ИЗОБРАЖЕНИЯ | 2003 |
|
RU2327216C2 |
| ДИСПЕРСНЫЕ ЧЕРНИЛА ДЛЯ ЧЕРНИЛЬНОГО СТРУЙНОГО ПРИНТЕРА | 1996 |
|
RU2182581C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОНЕНТА УСТРОЙСТВА ОСАЖДЕНИЯ КАПЕЛЬ (ВАРИАНТЫ) | 2004 |
|
RU2310566C2 |
| СПОСОБЫ ФОРМИРОВАНИЯ ДОРОЖЕК И КОМПОНОВОЧНЫХ СТРУКТУР ДОРОЖЕК | 2005 |
|
RU2327310C1 |
| ПЕЧАТНОЕ ЭЛЕКТРОННОЕ УСТРОЙСТВО | 2010 |
|
RU2529663C2 |






Формирующая капли пьезоэлектрическая печатающая головка имеет стенки канала, сформированные пьезоэлектрическим материалом с электродами по их длине. В частях каналов, которые являются открытыми к каналу подачи чернил, пьезоэлектрический материал локально блокируется, например, путем уменьшения ширины электрода или введения материала с более низкой диэлектрической постоянной между электродом и пьезоэлектрическим материалом. В результате получена более низкая емкостная нагрузка. 8 c. и 23 з.п. ф-лы, 10 ил.
Приоритет по пунктам:
23.04.1996 по пп.1 - 28;
23.11.1996 по пп.29 - 31.
| ГЕРБИЦИДИЫЙ СОСТАВ | 0 |
|
SU364136A1 |
| US 3245895 A, 12.04.1966 | |||
| Красовский А.М | |||
| и Толстопятов Е.М | |||
| Получение тонких пленок распылением полимеров в вакууме | |||
| - Минск, 1989 | |||
| Д. И. Гуревич, Г. Е. Званский,В. С. Маршев, Н. А. Малевич, Н. М. Маркович и В. К. Еремин | 0 |
|
SU341929A1 |
| Струйная печатающая головка и способ ее изготовления | 1989 |
|
SU1635896A3 |

