Настоящее изобретение относится к компоненту устройства осаждения капель и, более конкретно, к пластине с соплами устройства осаждения капель. Особенно важным примером устройства осаждения капель является струйный принтер.
Пластину с соплами обычно крепят к корпусу устройства осаждения капель, имеющему множество камер выбрасывания чернил с целью снабдить каждую камеру соответствующим соплом выбрасывания капель. В соответствии с точностью, с которой сопла выбрасывания должны быть выполнены в пластине с соплами, например для того, чтобы обеспечить однородность по размерам и скорости капель, выброшенных из камер выбрасывания, для формирования сопел в пластине с соплами обычно используют лазерную абляцию. Для формирования пластины с соплами обычно используют пластмассы, такие как полиимид, полисульфон или другие размываемые лазером пластмассы, и после нанесения отталкивающего чернила слоя на одну поверхность пластины с соплами каждое сопло формируют, подвергая пластину воздействию лазерного луча, такого как эксимерный лазерный луч, нужного диаметра. Пластина с соплами, на которой выполнены все сопла, крепится затем к корпусу устройства, причем каждое сопло совмещается с соответствующей камерой, образованной в корпусе.
Использование для изготовления пластины с соплами пластмассы делает пластину с соплами относительно слабой и подверженной таким образом механическим повреждениям. В то же время при использовании для изготовления пластины с соплами более прочных материалов, таких как металл или керамика, затрудняется формирование точных сопел в пластине с соплами.
Ранее предлагалось, например, в заявке WO 02/098666 изготавливать пластины с соплами из металлической пластины, содержащей отверстие, в которое впрыскивают полимерный материал. Сопло затем формируется в полимерном материале.
В некоторых из вариантов реализации настоящее изобретение нацелено на предложение улучшенного способа изготовления компонента, предназначенного для использования в устройстве осаждения капель.
Согласно одному аспекту настоящего изобретения предлагается способ формирования компонента пластины с соплами для устройства осаждения капель, причем указанный способ содержит операции: формирования тела из первого материала, причем указанное тело имеет периферию, формирования покрытия из второго материала вокруг указанного тела, так что покрытие проходит по меньшей мере вокруг части периферии указанного тела; и формирования сопла, которое проходит сквозь указанное тело.
Покрытие предпочтительно формируют с помощью гальванопластики.
Первым материалом может быть, например, позитивный или негативный фоторезистный материал. Особенно предпочтительным является негативный фоторезист, такой как SU-8. Материал может быть покрыт маской и подвергнут определенному виду облучения, например видимым светом, с целью проявления не покрытых маской участков.
Фоторезист может быть выдавлен на подложку в форме слоя с последующей обработкой с целью получения множества отдельных тел. Подложка и, в случае применения, затравочный слой могут использоваться для формирования материала пластины с помощью гальванопластики или гальваностегии. Затравочный слой может быть расходуемым слоем из меди или какого-либо другого подходящего материала. Пластина с соплами может быть выполнена из никеля или пригодного для обработки гальванопластикой сплава никеля.
Подложка может также использоваться как опора во время последующих операций изготовления, например крепления исполнительного механизма к пластине с соплами, создания проводников тока на пластине с соплами и т.д. Полимерные подложки продолжают служить основанием для пластины с соплами.
Тела могут быть получены в виде сетки и формировать таким образом пластину, так что материал пластины окружает по меньшей мере часть периферии каждого из тел.
В особенно предпочтительном варианте реализации сквозные сопла формируют в теле с помощью техники абляции. Сопла нужного качества могут быть получены другими способами, такими как перфорирование или протравливание.
Компонент пластины с соплами может быть прикреплен к устройству осаждения капель до или после формирования сквозных сопел в телах.
Прочность пластины с соплами может быть дополнительно повышена за счет применения дополнительного материала, который простирается над поверхностью пластины и предпочтительно также и над поверхностью тела. Расположение дополнительного материала, который может быть нанесен гальванопластикой, может определяться дополнительным, не являющимся сплошным резистом, ограничивающим отверстие, через которое капли выбрасываются из сопел.
В одном варианте реализации на поверхности компонента пластины с соплами помещают изолирующий слой. Преимущество заключается в возможности размещения на этом изолирующем слое проводников тока. Проводники могут использоваться для соединения электродов устройства осаждения капель со схемой дистанционного привода.
Еще в одном аспекте предлагается способ формирования пластины с соплами для устройства осаждения капель, при котором пластина с соплами ограничивается плоскостью пластины с соплами и содержит пластину, имеющую по меньшей мере один слой пластины с соплами и множество сопел, причем каждое сопло проходит сквозь пластмассу, помещенную внутри отверстия в пластине с соплами, причем способ отличается наличием операций выделения множества отдельных тел из полимерного материала, распределенных по плоскости пластины с соплами, и формирования по меньшей мере одного металлического слоя пластины с соплами путем нанесения методом гальванопластики вокруг указанных тел из полимерного материала.
Предпочтительно пластина с соплами содержит первый слой пластины с соплами, который содержит отверстия, и полимерный материал, размещенный в указанных отверстиях, через который проходят сопла, и второй слой пластины с соплами, который содержит защитный слой.
Согласно еще одному аспекту настоящее изобретение содержит способ формирования компонента пластины с соплами для устройства осаждения капель, причем указанный способ содержит следующие операции: формирование слоя первого фоторезистного материала на подложке; избирательное проявление и удаление фоторезистного материала с целью получения на подложке сетки из отдельных тел из первого материала; формирование первого металлического покрытия вокруг указанных тел, так чтобы сформировать металлическую пластину с соплами, имеющую отверстия, каждое из которых содержит тело из первого материала; и формирование сопла, проходящего сквозь каждое тело.
Настоящее изобретение будет описано, только в качестве примера, со ссылкой на следующие чертежи, на которых:
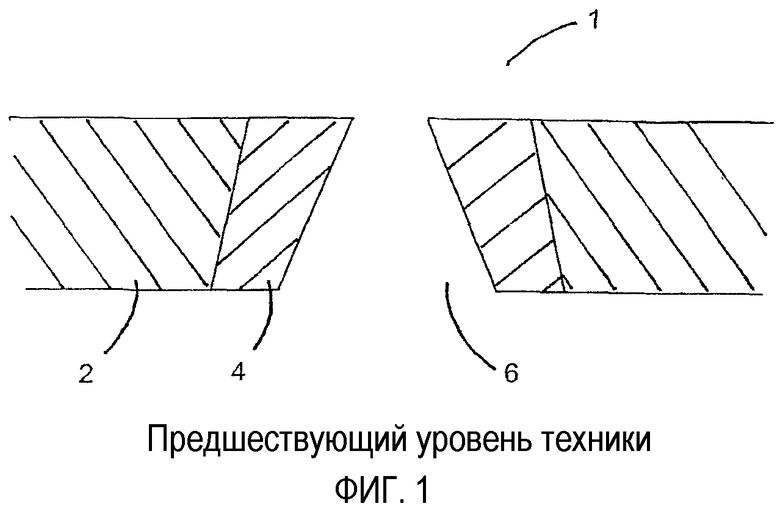
фиг.1 показывает структуру пластины с соплами, известную в современной технике;
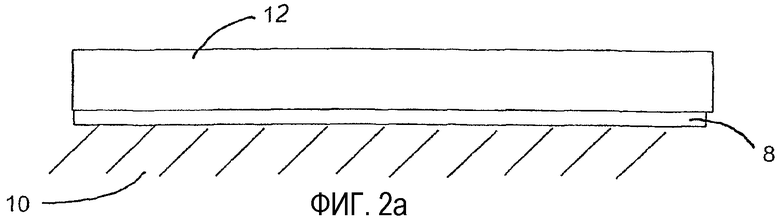
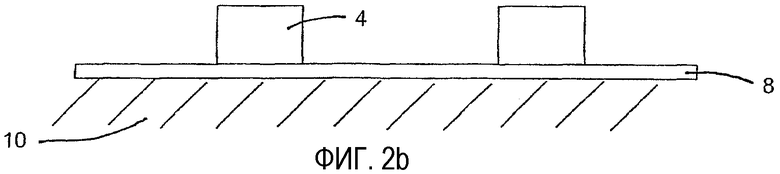
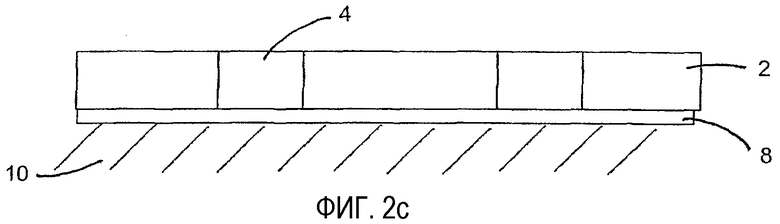
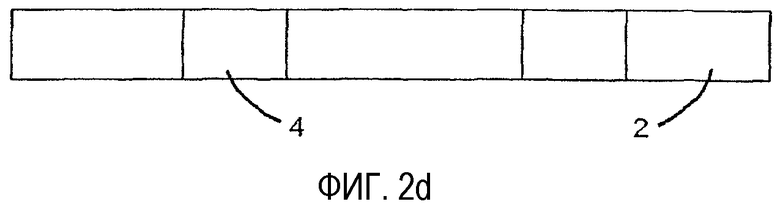
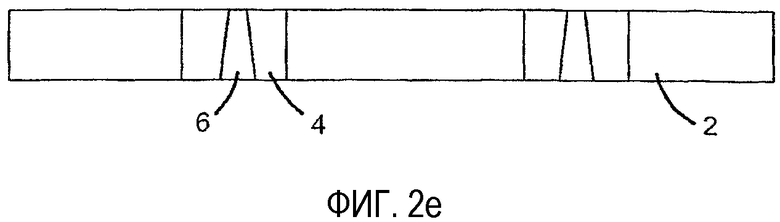
фиг.2а-2е иллюстрируют способ изготовления пластины с соплами согласно настоящему изобретению;
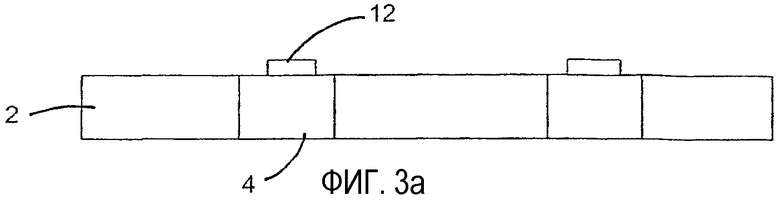
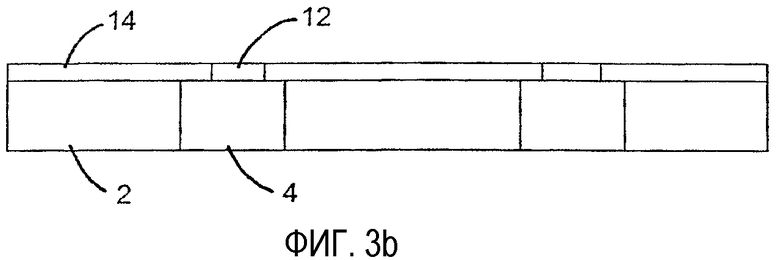
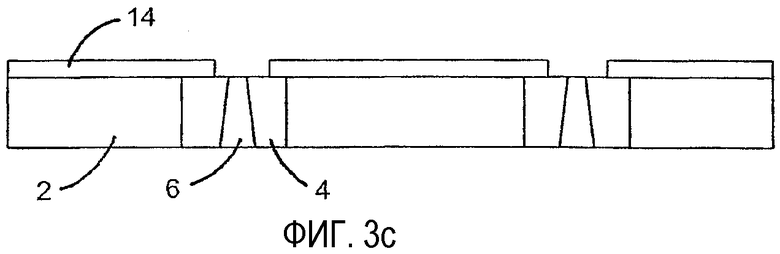
фиг.3а-3е показывают технику формирования защитного слоя на пластине с соплами;
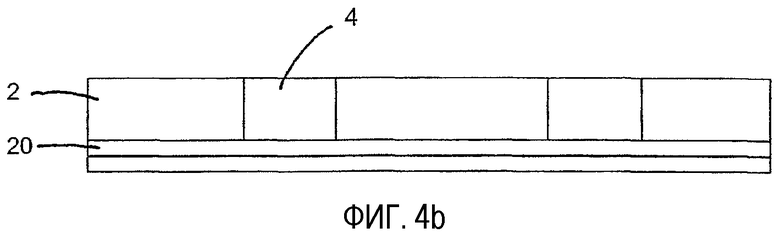
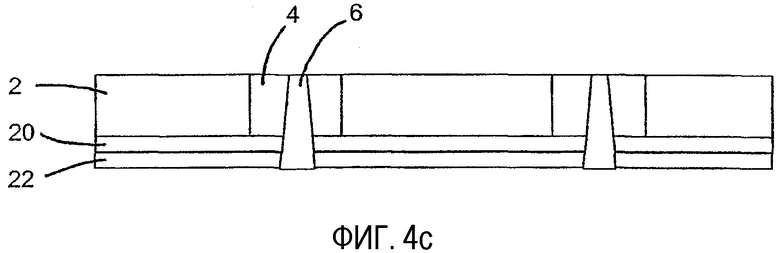
фиг.4а-4е иллюстрируют способ изготовления пластины с соплами для присоединения к электрической схеме.
На фиг.1 изображена пластина с соплами согласно WO 02/098666. Пластина с соплами 1 формируется из металлической пластины 2 с протравленным отверстием. В отверстие вставляют полимерный материал 4, после чего с помощью перфорации или абляции формируют канал 6 сопла.
На фиг.2а-е показан способ формирования компонента пластины с соплами согласно настоящему изобретению. На подложку 10 наносят медный затравочный слой 8. На затравочный слой выдавливают слой 12 фоторезиста.
Предпочтительным фоторезистным материалом является SU-8, негативный, эпоксидного типа, рассчитанный на длинноволновую область ультрафиолетового излучения фоторезист на основе эпоксидной смолы EPON SU-8 (компании Shell Chemical), первоначально разработанный IBM и являющийся предметом патента США № 4882245. Эпоксидная смола SU-8 является полностью эпоксидированным сополимером новолачного бисфенол-А/формальдегида, имеющим типичную присущую ему жесткую молекулярную структуру. В сочетании с подходящим фотокислотным генератором (PAG) она становится толстой пленкой негативного резиста. Фоторезист SU-8 поставляется в промышленных масштабах компанией MicroHem Inc. (ранее Microlithography Chemical Corp.), 1254 Chestnut Street, Ньютон, шт. Массачусетс, США. Дальнейшую информацию можно получить по адресу: http:/www.mocrohem.com/products/su_eight.htm
Фоторезист покрывают маской, экспонируют и проявляют, оставляя множество отдельных тел 4. Затем материал покрытия 2 наносят с помощью гальванопластики или гальваностегии на медный затравочный слой, формируя таким образом композитный узел пластины с соплами. Предпочтительным материалом покрытия является никель или пригодный для обработки гальванопластикой сплав никеля.
Узел пластины с соплами может быть отделен от подложки путем протравливания медного затравочного слоя с целью формирования компонента пластины с соплами. Затем возможно формирование сопел сквозь находящийся на месте фоторезистный материал или до крепления пластины с соплами к исполнительному узлу (ex situ), или после крепления пластины с соплами (in situ).
Обнаружено, что фоторезист SU-8 можно удалять при постоянной высокой плотности потока (8 Дж/см2) без повреждения пластины с соплами. Преимущество абляции при высокой плотности потока заключается в том, что она примерно в три раза быстрее по сравнению с обычными методами.
Избыточное нанесение части резиста обеспечивает определенную механическую защиту сопел от ударов бумагой и т.п.
Одно из дополнительных преимуществ настоящей техники заключается в том, что структурные резисты с возможностью фотовоспроизведения изображения позволяют размещать на пластине с соплами дополнительные структуры до абляции сопел и в то время, когда они остаются скрепленными с подложкой.
На фиг.3 на пластине с соплами формируется защитное покрытие, образуя таким образом защитный слой. Сначала на компонент пластины с соплом наносят второй слой фоторезиста 12, который локализуют, экспонируют и проявляют с целью оставить участки, которые выступают над структурным резистом. Этот фоторезистный материал будет обычно отличаться от первого фоторезистного материала, причем подходящими будут самые разнообразные фоторезистные материалы.
Вокруг фоторезиста 12 электроосаждают металлический слой 14, после чего фоторезист удаляют с целью оставить отверстия. Затем, как описано выше, формируют сопла.
Согласно варианту сопла формируют до удаления второго фоторезиста, причем сопла проплавляют в фоторезисте для защиты того, что станет передней поверхностью пластины с соплами.
Возможно также формирование других элементов, которые располагаются на обеих сторонах пластины с соплами. На фиг.4 проиллюстрирована техника формирования пластины с соплами, имеющей прикрепленную к ней проводящую дорожку. Электроосажденное покрытие, оставаясь прикрепленным к подложке, имеет выдавленный на него дополнительный слой электроизолирующего материала 20, который изолирует металл компонента пластины с соплами от металлических дорожек, выполненных на проводящем компоненте 22. Проводящий компонент может быть выполненным отдельно листом или же может состоять из дорожек, выполненных на изолирующем листе 20.
Возможно внесение многочисленных изменений без отклонения от объема изобретения. Так, описанные решения являются всего лишь примерами компоновок слоев пластины с соплами с по меньшей мере одним металлическим слоем пластины с соплами, полученной электроосаждением вокруг указанных тел из полимерного материала. Возможно формирование таким образом защитного слоя на сформированном слое пластины с соплами, например, одним из способов, описанных в WO 02/098666.
В то время как наиболее предпочтительным является сочетание никелевого покрытия сопла, электроосажденного вокруг выделенных тел фоторезистного материала, специалист в данной области техники признает существование различных способов формирования тела предпочтительно из пластмассы, причем указанное тело имеет периферию, и формирования покрытия из предпочтительно металлического материала вокруг указанного тела, так что покрытие простирается по меньшей мере на части периферии указанного тела. Аналогичным образом возможно формирование сопел различными путями, отличающимися от предпочтительной техники лазерной абляции.
Каждый признак, описанный здесь, может использоваться по отдельности или в сочетании с одним или несколькими другими описанными признаками.

Изобретение относится к компоненту устройства осаждения капель и к пластине с соплами устройства осаждения капель. Способ формирования компонента пластины содержит операции: формирование тела из первого материала, причем указанное тело имеет периферию, формирование покрытия из второго материала вокруг указанного тела, так что покрытие простирается по меньшей мере на части периферии указанного тела, и формирование сопла, которое проходит сквозь указанное тело. Способ формирования пластины, при котором пластина с соплами ограничивается плоскостью пластины с соплами и содержит пластину, имеющую по меньшей мере один слой пластины с соплами и множество сопел, причем каждое сопло проходит сквозь пластмассу, помещенную внутри отверстия в пластине с соплами, содержит операции образования множества отдельных тел из полимерного материала, распределенных по плоскости пластины с соплами, и формирования по меньшей мере одного металлического слоя пластины с соплами путем нанесения методом гальванопластики вокруг указанных тел из полимерного материала. Способ формирования компонента пластины содержит следующие операции: формирование слоя первого фоторезистного материала на подложке, избирательное проявление и удаление фоторезистного материала с целью получения на подложке сетки из отдельных тел из первого материала, формирование первого металлического покрытия вокруг указанных тел, так чтобы сформировать металлическую пластину с соплами, имеющую отверстия, каждое из которых содержит тело из указанного первого материала, и формирование сопла, проходящего сквозь каждое тело. Предложен улучшенный способ изготовления компонента, предназначенного для использования в устройстве осаждения капель. 3 н. и 17 з.п. ф-лы, 4 ил.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для дистанционной регулировки амплитуды импульсов формирователя противофазных импульсов | 1982 |
|
SU1177897A1 |
| А ВАТЕИТНО- ^л •" ТЕХН8ЧЕС4САЯ *^ ШиЯОТЕКА | 0 |
|
SU278590A1 |
| US 4882245 А, 21.11.1989 | |||
| УПРАВЛЕНИЕ УСТРОЙСТВОМ ДЛЯ ИМПУЛЬСНОГО ОСАЖДЕНИЯ КАПЕЛЬ | 1996 |
|
RU2176956C2 |

