Изобретение относится к конструкциям коксовых, пекоксовых, сланцеперерабатывающих и других печей, термически обрабатывающих углеродное, углеводородное, углеродсодержащее сырье, и может быть использовано в коксохимической, сланцеперерабатывающей, электродной и других отраслях промышленности, а также при ремонтах печей. Учитывая идентичность процессов при термической переработке углеродсодержащих материалов органического происхождения в печах периодического действия, далее в описании наше предложение рассмотрено на примере футеровки печных камер для коксования углей (угольных шихт).
Наиболее близким аналогом изобретения является футеровка камер печей для термообработки углеродсодержащего сырья, включающая соединенные между собой огнеупорные изделия, при этом на поверхности огнеупорных изделий, обращенных в печную камеру, выполнены наклонные к горизонтальной оси пазы (RU 2028364 C1, C 10 B 29/02, 09.02.95).
Коксовые печи относятся к печам периодического действия. В печную камеру загружается угольная шихта (каменноугольный пек), нагревается до температуры 1000 - 1100oC в течение 14 - 18 часов. Образовавшийся кокс выгружают из печных камер и затем вновь загружают соответственно угольную шихту.
Футеровка коксовой печной камеры в зоне "головочных" частей с обеих сторон подвергается резким колебаниям температур: эти зоны в течение кампании работы печей 20 - 40 лет и более, через каждые 14 - 18 часов резко охлаждаются при выдаче кокса и загрузке печей и нагреваются в течение периода коксования. В результате таких резких теплосмен футеровка в зоне "головок" и загрузочных люков начинает разрушаться, площадь поврежденной поверхности постепенно увеличивается, нарастает повреждение огнеупорных изделий, в отдельных случаях образуются глубокие раковины и прогары, следствием чего является сокращение срока службы печей.
Температурные колебания ведут к еще более неприятной особенности эксплуатации коксовых батарей: в "головочной" части стен коксовых камер, вследствие внутренних напряжений в коксуемом массиве, нарушается его монолитность, что приводит к отрыву крайней части коксового пирога от его основной массы. При отводе дверей эта часть выпадает из печной камеры на рабочую площадку (так называемые "концы"), создавая тем самым огромные затруднения для обслуживающего персонала, вынужденного забрасывать вручную или механизированным способом этот кокс обратно в коксовую камеру. При общей массе выдаваемого из современных коксовых печей кокса в количестве от 15 до 30 т количество "концов" иногда достигает 700 кг. Следовательно, кроме затруднений в эксплуатации, забрасываемые обратно в печную камеру "концы" кокса уменьшают полезную емкость печной камеры на соответствующую величину, снижая тем самым производительность коксовой батареи в целом.
Анализ процесса разрушения огнеупорной кладки и обвалов кокса из головочной части печных камер имеет изначально одну и ту же причину - при резких колебаниях температуры возникают термические напряжения в кладке и коксуемом массиве. Устранить отмеченные причины средствами режима обогрева печей или условиями эксплуатации практически не представляется возможным из-за особенностей самой конструкции коксовых и пекококсовых батарей.
Техническая сущность предлагаемого изобретения заключается в повышении производительности и увеличении сроков эксплуатации печей за счет устранения обвалов кокса из головочной части печных камер и повышения прочности огнеупорных изделий.
Для этого на поверхности огнеупорных изделий, из которых выложены стены камер коксования, на стороне, обращенной в печную камеру коксования, выполнены вертикальные или наклонные пазы.
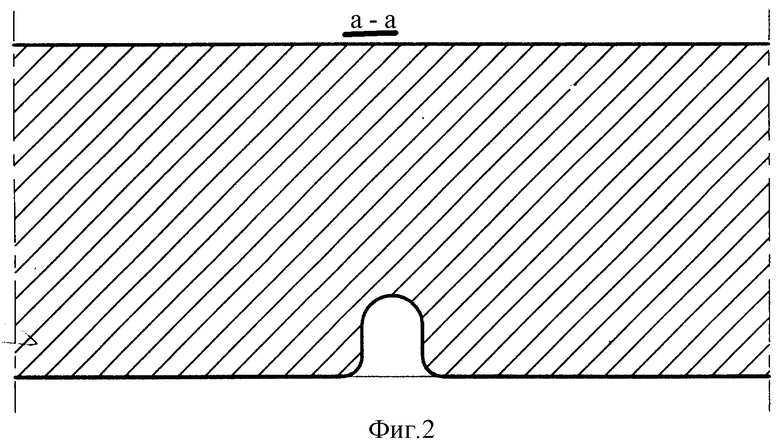
На фиг. 1 показано огнеупорное изделие с наклонными пазами; на фиг.2 - вид а-а на фиг 1.
Огнеупорными изделиями с пазами можно выкладывать либо всю печную камеру, либо только ту ее часть, которая подвергается наиболее резким колебаниям температуры. Так, в горизонтальных коксовых и пекококсовых печах наиболее целесообразно огнеупорными изделиями с пазами выкладывать только "головочную " часть и часть, примыкающую к загрузочным люкам. При этом выполнение пазов в головочных частях футеровки практически полностью исключает обвалы кокса при снятии дверей печи перед выдачей коксового пирога. Это происходит за счет удержания столба кокса в пазах футеровки. При выдаче головочная часть коксового пирога сминается головкой штангипресса коксовыталкивателя на глубину до 0,5 м и проталкивается вместе со всей массой коксового пирога. Этот эффект был установлен в результате исследований на опытных простенках, головочная часть которых впервые была выполнена из огнеупорных изделий с пазами на коксовой батарее N 4 Алтайского коксохимического завода, а затем подтверждена на новых коксовых батареях Нижнетагильского и Череповецкого меткомбинатов.
Количество пазов и их глубина зависят от характеристики используемого огнеупорного материала изделий (предела прочности на разрыв, модуля упругости, удельного сокращения), динамики изменения температуры в камере печи, теплофизических свойств огнеупорной кладки или изменении температуры поверхности футеровки, обращенной в камеру, ее скорости. Количество пазов и их глубина определяются расчетным путем и из опыта эксплуатации печей.
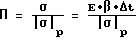
Количество пазов принимается равным количеству (кратности) расчетного уровня внутренних напряжений σ предельной прочности на разрыв 
 ,
,
где П - количество пазов в футеровке;
σ - расчетное термическое напряжение, кгс/см2; предел прочности материала футеровки на разрыв, кгс/см2;
предел прочности материала футеровки на разрыв, кгс/см2;
E - модуль упругости материала футеровки, кгс/см2;
β - удельное сокращение материала футеровки, приходящееся на 1oC, 1/град;
Δt - изменение температуры поверхности стенки, oC.
Пример.
Расчет количества пазов П для динасовой футеровки горизонтальной коксовой печи.
E = 27,6 • 103 кгс/см2;
β = 3,5 кгс/см2;
Δt = 860°C.
П = 27,6 • 103 • 12,8 • 10-6 • 860 / 3,5 = 87
При длине камеры коксования L = 14080 мм расстояние между пазами должно быть равным l = L/П = 14080/87 = 162 мм
Исходя из теоретического расчета, при длине огнеупорного изделия 325 мм в нем необходимо выполнять не менее одного паза. При аналогичном расчете пазов для вертикальной прокалочной печи вместо показателя длины печи L используется высота печи H.
Для усиления защиты кладки стен от растрескивания пазы лучше делать наклонными. В этом случае, даже при образовании трещины, она будет локализована пазами и не получит распространения на большую глубину. Кроме того, целесообразно, исходя из условий службы огнеупоров - для исключения излишних термических и механических напряжений в пазах, выполнять их не прямоугольными, а радиальными со вскругленной кромкой у поверхности огнеупорного изделия. И, наконец, наклон пазов следует направлять в сторону, противоположную от дверей коксовой печи, или в сторону основного коксуемого массива. В этом случае при усадке коксуемой загрузки пазы будут служить своеобразными направляющими и головочная ее часть будет по этим направляющим устремляться в сторону основного коксуемого массива - прижиматься к нему, предотвращая ее отрыв и последующий обвал при снятии дверей коксовой печи.
Глубина пазов в динасовых огнеупорных изделиях, используемых для кладки камер коксования и прокалочных печей, принимается 12 мм исходя из следующих соображений. Наиболее опасные колебания температуры кладки из динаса достигают 12 мм. На глубине 15 мм от поверхности огнеупорного изделия колебания температуры уже не достигают опасного предела, поскольку на этом уровне объемные изменения динаса не превышают 0,15%. Колебания температуры на поверхности динасового огнеупора со стороны обогревательного канала незначительны, так как постоянно находятся в условиях обогрева.
Таким образом, использование данного изобретения позволяет:
- увеличить продолжительность службы коксовых, пекоксовых и других нагревательных печей за счет снижения напряжений в огнеупорной кладке и предотвращения преждевременного ее разрушения;
- уменьшить объем текущих ремонтов и увеличить производство конечного продукта как за счет сокращения простоев в период проведения ремонтов, так и особенно это касается прежде всего коксовых печей - резкого уменьшения обвалов кокса и возврата его в печную камеру.
| название | год | авторы | номер документа |
|---|---|---|---|
| Горизонтальная коксовая печь | 1991 |
|
SU1784626A1 |
| КЛАДКА КОКСОВОЙ ПЕЧИ | 2002 |
|
RU2234525C2 |
| СПОСОБ ВОССТАНОВИТЕЛЬНОГО РЕМОНТА ОГНЕУПОРНОЙ ФУТЕРОВКИ ПРОМЫШЛЕННЫХ ПЕЧЕЙ | 1999 |
|
RU2147359C1 |
| СПОСОБ РЕМОНТА ОГНЕУПОРНОЙ КЛАДКИ ПЕЧЕЙ КОКСОВОЙ БАТАРЕИ | 2010 |
|
RU2480507C1 |
| ОТОПИТЕЛЬНЫЙ КАНАЛ КОКСОВОЙ ПЕЧИ | 2008 |
|
RU2376338C2 |
| ОГНЕУПОРНАЯ ФУТЕРОВКА ПРОМЫШЛЕННОЙ ПЕЧИ | 1993 |
|
RU2028364C1 |
| Лабораторная печь для моделирования процесса слоевого коксования | 1981 |
|
SU968570A1 |
| Способ обогрева горизонтальных коксовых печей | 1987 |
|
SU1525188A1 |
| Способ кладки кирпичной футеровки теплового агрегата из магнезитового кирпича | 1980 |
|
SU966475A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ВОЗДУХА ДЛЯ СЖИГАНИЯ ИЛИ ГАЗА, ВЛИЯЮЩЕЕ НА КОКСОВАНИЕ КАМЕННОГО УГЛЯ, В ВЕРХНЮЮ ЗОНУ ПЕЧЕЙ | 2008 |
|
RU2500785C2 |
Изобретение относится к конструкциям коксовых, пекококсовых, сланцеперерабатывающих и других печей, термически обрабатывающих углеродное, углеводородное, углеродсодержащее сырье, и может быть использовано в коксохимической, сланцеперерабатывающей, электродной и других отраслях промышленности, а также при ремонтах печей. Футеровка камер печей для термообработки углеродсодержащего сырья включает соединенные между собой огнеупорные изделия, при этом на поверхности огнеупорных изделий, обращенных в печную камеру, выполнены наклонные к горизонтальной оси пазы. Причем пазы на поверхности огнеупорных изделий выполнены вертикальными, при этом огнеупорные изделия с пазами выложены в головной части и части, примыкающей к загрузочным люкам, пазы на поверхности огнеупорных изделий имеют наклон в сторону, противоположную от дверей печи, а количество пазов на поверхности огнеупорных изделий определяется по формуле
где П - количество пазов в футеровке, Е - модуль упругости материала футеровки, кг•с/см2; β - удельное сокращение материала футеровки, приходящееся на 1/°С; Δt - изменение температуры поверхности стенки, °С;  предел прочности материала футеровки на разрыв, кг•с/см2. Использование данного изобретения позволяет увеличить продолжительность службы печей. 1 з.п. ф-лы, 2 ил.
предел прочности материала футеровки на разрыв, кг•с/см2. Использование данного изобретения позволяет увеличить продолжительность службы печей. 1 з.п. ф-лы, 2 ил.

где П - количество пазов в футеровке;
Е - модуль упругости материала футеровки, кг • с/см2;
β - удельное сокращение материала футеровки, приходящееся на 1/oC;
Δt - изменение температуры поверхности стенки, oC; предел прочности материала футеровки на разрыв, кг • с/см2.
предел прочности материала футеровки на разрыв, кг • с/см2.
| ОГНЕУПОРНАЯ ФУТЕРОВКА ПРОМЫШЛЕННОЙ ПЕЧИ | 1993 |
|
RU2028364C1 |
| Отопительный простенок камеры коксования | 1991 |
|
SU1806163A3 |
| Батарея горизонтальных коксовых печей | 1976 |
|
SU744021A1 |
| US 5137603 A, 11.08.1992 | |||
| Ковш для цветных металлов | 1950 |
|
SU90449A1 |

