Изобретение относится к запорной арматуре, а именно к технологии изготовления шаровых кранов с седлами из материала с низким модулем упругости, например терморасширенного графита.
Из известных способов сборки шаровых кранов (повышение чистоты обработки уплотняющих поверхностей, их смазка) наиболее близок по сущности к изобретению способ сборки шарового крана преимущественно с седлами из материала с низким модулем упругости, заключающийся в уменьшении высоты неровностей уплотняющих поверхностей путем их деформации за счет больших удельных давлений, создаваемых разностью давления среды до и после затвора, а также натягом между сферическими поверхностями затвора и седел [П.А. Жунев и др. Краны для трубопроводов., М., Машиностроение, 1967 г., стр. 95].
Недостатком известного способа является то, что он не исключает появляющуюся в процессе изготовления несоосность седел с затвором, которая приводит к неравномерному натягу по уплотняющим поверхностям вплоть до образования зазора между отдельными участками седел и затвором.
Задачей изобретения является повышение герметичности шарового крана по затвору за счет компенсации несоосности седел и затвора дополнительной деформацией материала седел.
Технический результат достигается тем, что в известном способе сборки шарового крана преимущественно с седлами из материала с низким модулем упругости, включающем уплотнение затвором с седлами за счет деформации обоих седел, седла деформируют на величину, суммарно равную 1,8 ... 2,4 от величины зазора по наружному диаметру между гнездом и седлом, а затем проводят опрессовку седел приложением давления на затвор поочередно с каждой стороны и увеличивают его до тех пор, пока величина момента поворота затвора не будет составлять 1,5 .... 3,0 от величины момента трения шпинделя крана без затвора.
Сущность изобретения поясняется чертежом, где изображено устройство для реализации способа.
Устройство для реализации способа включает силоизмерительный пресс 1 и пуансон 2.
Кран в сборе, в котором предусмотрена деформация седел величиной, суммарно равной 1,8....2,4 от величины зазора между гнездом и седлом по наружным диаметрам, и предварительно определен момент трения шпинделя без затвора (Мтр.ш), устанавливают на стол пресса 1 и пуансоном 2 давят на затвор 3 нагрузкой P1, вызывая упругопластическую деформацию седла 4, сопровождаемую уменьшением натяга. Кран переворачивают и повторяют эту операцию, спрессовывая той же нагрузкой второе седло, после чего измеряют момент поворота затвора (Мз). При Мз > 3 > Мтр.ш. повторно проводят опрессовку обоих седел поочередно нагрузкой P2 > P1 с измерением М3. Опрессовку седел с измерением М3 прекращают, когда 1,5 Мтр.ш < М3 < 3 Мтр.ш.
В результате упругопластической деформации седел при опрессовке их затвором происходит смещение осей сферических поверхностей затвора и седел с тенденцией к их совпадению, что также обеспечивает повышение уровня герметичности по затвору.
Коэффициенты 1,8. ..2,4 зависимости между суммарной деформацией седел и зазором по наружному диаметру гнезда и седла получены экспериментальным путем для типоразмеров шаровых кранов с условным проходом от диаметра проходного сечения Ду 15 до диаметра Ду 120. Оптимальное соотношение между М3 и натягом между затвором и седлами, выраженное косвенно в долях Мтр.ш, получено экспериментально. При Мз > 3Мтр.ш имели место случаи задира седел из терморасширенного графита, при М3 < 1,5 Мтр.ш. повышалась вероятность нарушения герметичности крана.
Использование предлагаемого способа сборки шарового крана по сравнению с известным способом обеспечивает следующие преимущества: существенное повышение герметичности шарового крана; полное исключение принципа селективной сборки для обеспечения натяга при сборке; улучшение эксплуатационных свойств шаровых кранов благодаря уплотнению седел и увеличению площади контакта седел с затвором.
| название | год | авторы | номер документа |
|---|---|---|---|
| КРАН ШАРОВОЙ ЗАПОРНЫЙ | 2000 |
|
RU2190140C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С КРИВОЛИНЕЙНОЙ ПОВЕРХНОСТЬЮ ВРАЩЕНИЯ | 1998 |
|
RU2142359C1 |
| ВЫХЛОПНОЙ ТРАКТ ГАЗОПЕРЕКАЧИВАЮЩЕГО АГРЕГАТА | 2003 |
|
RU2243385C2 |
| ЗАПОРНОЕ УСТРОЙСТВО | 1995 |
|
RU2098707C1 |
| ШАРОВОЙ КРАН ДВУХСТОРОННЕГО ДЕЙСТВИЯ ДЛЯ ВЫСОКИХ ДАВЛЕНИЙ | 1999 |
|
RU2171935C2 |
| ШАРОВОЙ КРАН | 2012 |
|
RU2502909C1 |
| ШИБЕРНАЯ ЗАДВИЖКА | 2003 |
|
RU2240462C1 |
| ЗАДВИЖКА С КЛИНОВЫМ ЗАТВОРОМ | 2003 |
|
RU2264573C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТИПА ТЕЛА ВРАЩЕНИЯ С КРИВОЛИНЕЙНОЙ ПОВЕРХНОСТЬЮ | 2001 |
|
RU2215611C2 |
| СПОСОБ РЕМОНТА ШАРОВОГО КРАНА С ВЕРХНИМ РАЗЪЕМОМ БЕЗ ОТСОЕДИНЕНИЯ ОТ МАГИСТРАЛИ | 2017 |
|
RU2646992C1 |
Изобретение относится к технологии изготовления шаровых кранов с уплотняющими седлами из материала с низким модулем упругости, например терморасширенного графита. Способ сборки шарового крана включает уплотнение затвора с седлами за счет деформации обоих седел, выполненных преимущественно из материала с низким модулем упругости. Седла деформируют на величину, суммарно равную 1,8...2,4 от величины зазора по наружным диаметрам между гнездом и седлом. Затем проводят опрессовку седел приложением давления на затвор поочередно с каждой стороны и увеличивают его до тех пор, пока величина момента поворота затвора не будет составлять 1,5...3,0 от величины момента трения шпинделя крана без затвора. В результате такого способа сборки существенно повышается герметичность шаровых кранов и улучшаются эксплуатационные свойства шаровых кранов благодаря уплотнению седел и увеличению площади контакта седел с затвором. 1 ил.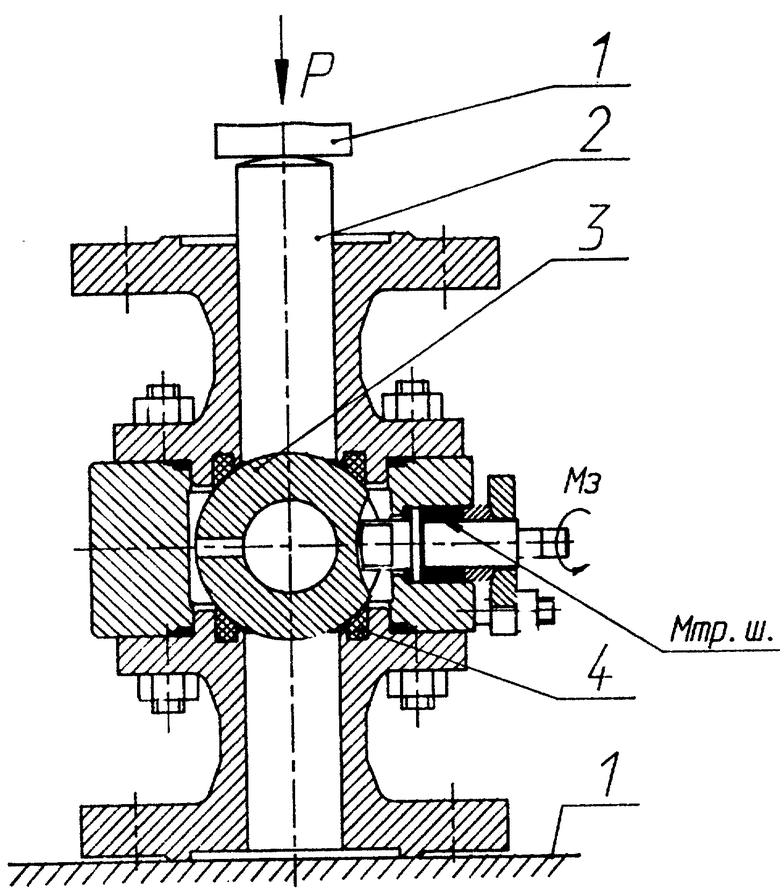
Способ обработки шарового крана, включающий уплотнение затвора с седлами за счет деформации обоих седел, выполненных преимущественно из материала с низким модулем упругости, отличающийся тем, что седла деформируют на величину, суммарно равную 1,8 ... 2,4 от величины зазора по наружным диаметрам между гнездом и седлом, а затем проводят опрессовку седел приложением давления на затвор поочередно с каждой стороны и увеличивают его до тех пор, пока величина момента поворота затвора не будет составлять 1,5 ... 3,0 от величины момента трения шпинделя крана без затвора.
| Жунев П.А | |||
| и др | |||
| Краны для трубопроводов М.: Машиностроение, 1967, с.95 | |||
| RU 2055259 С1, 27.02.1996 | |||
| ВЫСОКОПРОЧНАЯ СТАЛЬ ПОВЫШЕННОЙ ПРОКАЛИВАЕМОСТИ | 2003 |
|
RU2237099C1 |
| US 3717323 А, 20.02.1973 | |||
| Насосная станция | 2019 |
|
RU2735276C1 |
| 1972 |
|
SU433207A1 | |
| Цилиндрический сушильный шкаф с двойными стенками | 0 |
|
SU79A1 |

