Изобретение относится к технологии изготовления изделий с криволинейной поверхностью вращения переменной толщины. Может быть использовано при изготовлении седел шаровых кранов.
Известны способы изготовления изделий с криволинейной поверхностью вращения из неметаллических материалов путем прессования. В патентах России 2001770, В 29 С 43/02, 1991 г. и 2077425, В 29 С 43/18, 65/42, 1997 г. предложены технические решения, в которых прессуются изделия из заготовок, представляющих собой рулон ленты.
Наиболее близким к заявляемому является способ, описанный в патенте 2141359, 10.12.99, В 29 С 43/02, включающий намотку заготовки в виде рулонной ленты из неметаллических материалов, установку ее в пресс-форму и прессование. Сложность изготовления заключается в том, что необходимо учитывать упрессовку материала при выборе высоты ленты, кроме того, начала лент необходимо смещать относительно друг друга на определенную величину. Трудоемок и сам процесс прессования. Не обеспечивается необходимая износостойкость деталей.
Технической задачей настоящего изобретения является устранение указанных недостатков и создание технологии, позволяющей снизить трудоемкость изготовления, повысить износостойкость уплотнительных седел с целью использования их для работы с более высокими рабочими параметрами.
Технический результат достигается тем, что в способе изготовления изделий типа тела вращения с криволинейной поверхностью, включающем закрепление металлической ленты на оправке, намотку ее на оправку с получением рулона необходимых размеров и формированием у него криволинейной поверхности с помощью эталонного шара, который устанавливается на оправке, производят намотку ленты со смещением витков рулона до упора кромок в поверхность эталонного шара. При этом одну из сторон наматываемой ленты покрывают полимерным композиционным материалом, например" "Десан", между эталонным шаром и криволинейной поверхностью рулона устанавливают антиадгезионную прокладку, а после намотки рулона производят его полимеризацию.
"Десан" ТУ 6-05-20527821-001-93. работающий в интервале температур от минус 185oС до плюс 200oС, состоит из двух компонентов: смоляной части и различных отвердителей. Чтобы не было схватывания рулона с эталонным шаром при отверждении композиционного материала, между торцом рулона и шаром размещается антиадгезионная пленка.
Снижение трудоемкости по сравнению с прототипом достигается за счет исключения процесса подготовки ленты к прессованию, отказа от изготовления высокоточных пресс-форм.
Применение металлической ленты со склейкой ее полимерным композиционным материалом позволит повысить герметичность, износостойкость деталей, используемых, например, в качестве уплотнительных седел шаровых кранов с высокими рабочими параметрами (давление более 80 MПa, температура от -185 до +200oС), стойких к агрессивным средам: щелочам, маслам, керосину с инородными включениями.
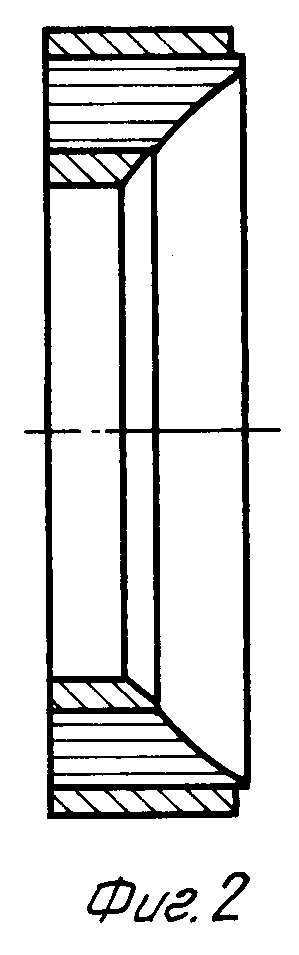
На фиг. 1 представлена разжимная оправка для токарного станка, втулка с навитым рулоном ленты и эталонным шаром.
На фиг.2 представлено сечение детали с криволинейной поверхностью вращения.
Сущность способа заключается в следующем.
На разжимной оправке 1 устанавливаются внутренняя кольцевая обойма 2 и эталонный шар 3. Затем в прорезь обоймы 2 вводится конец ленты 4 с касанием ее шара 3 и после этого производится закрепление ленты 4 на оправке 1. Оправке 1 придают вращение, в процессе которого производится формирование рулона из металлической ленты 4 на кольцевой обойме 2. Ленту 4 навивают со сдвигом каждого витка относительно предыдущего до упора с поверхностью шара 3. При этом одну из сторон наматываемой ленты покрывают полимерным композиционным материалом. При достижении наматываемым рулоном необходимого размера он фиксируется и снимается с оправки. Затем на рулон надевается наружная кольцевая обойма 5, предохраняющая рулон от раскручивания. После завершения процесса полимеризации полимерного материала нерабочий торец рулона подрезается механическим способом. Полимерный композиционный материал при формировании детали из намотанного рулона создает более плотное прилегание к поверхности шара за счет заполнения им пространства, образуемого на торце рулона при ступенчатом сдвиге ленты.
Предлагаемое изобретение позволяет снизить трудоемкость процесса изготовления детали за счет формирования ее криволинейной поверхности по эталонному шару, повысить износостойкость детали, герметичность изделия в целом. Получаемые детали могут использоваться в шаровых затворах, работающих с более высокими параметрами.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТИПА ТЕЛА ВРАЩЕНИЯ С КРИВОЛИНЕЙНОЙ ПОВЕРХНОСТЬЮ | 2000 |
|
RU2173623C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С КРИВОЛИНЕЙНОЙ ПОВЕРХНОСТЬЮ ВРАЩЕНИЯ | 1998 |
|
RU2142359C1 |
| СПОСОБ ФОРМИРОВАНИЯ ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ ДНИЩА КОРПУСА РАКЕТНОГО ДВИГАТЕЛЯ НА ТВЕРДОМ ТОПЛИВЕ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2007 |
|
RU2354842C2 |
| Способ изготовления корпуса ракетного двигателя твердого топлива | 2015 |
|
RU2614422C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2001 |
|
RU2215653C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК С ВНУТРЕННИМИ РАДИАЛЬНЫМИ ПОЛОСТЯМИ | 2001 |
|
RU2201345C2 |
| СПОСОБ ПОДГОТОВКИ К РАБОТЕ ФОРМООБРАЗУЮЩЕЙ ОПРАВКИ | 2010 |
|
RU2436672C1 |
| СПОСОБ ПОДГОТОВКИ К РАБОТЕ ФОРМООБРАЗУЮЩЕЙ ОПРАВКИ | 2008 |
|
RU2384410C1 |
| УПРУГОГИБКАЯ ЛЕНТОЧНАЯ СПИРАЛЬ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 1999 |
|
RU2162562C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2001 |
|
RU2201343C2 |
Изобретение относится к технологии изготовления изделий с криволинейной поверхностью вращения переменной толщины. Способ изготовления изделий типа тел вращения с криволинейной поверхностью включает закрепление металлической ленты на оправке и намотку ее на оправку с получением рулона необходимых размеров. С помощью эталонного шара на рулоне формируется криволинейная поверхность. Эталонный шар устанавливается на оправе. Намотку ленты производят со смещением витков рулона до упора кромок в поверхность эталонного шара. При намотке ленты на оправку одну из сторон ленты покрывают полимерным композиционным материалом. Между эталонным шаром и криволинейной поверхностью рулона устанавливают антиадгезионную прокладку. После намотки рулона производят его полимеризацию. В результате обеспечиваются повышение износостойкости изделия и снижение трудоемкости его изготовления. 1 з.п. ф-лы, 2 ил.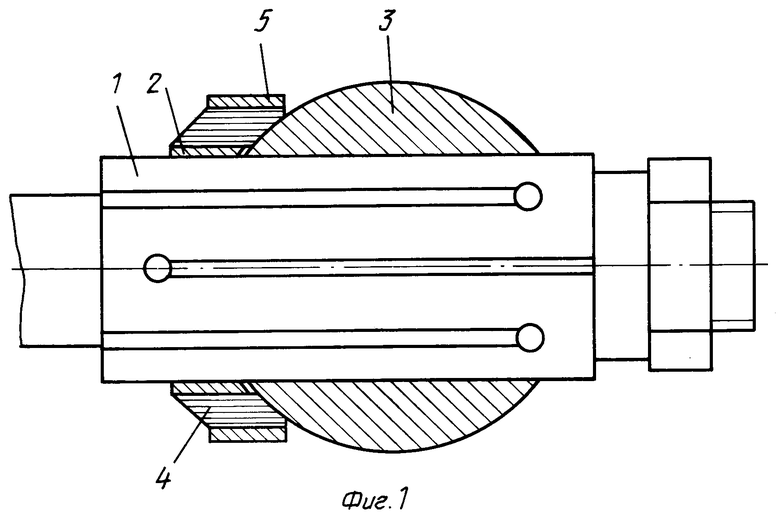
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С КРИВОЛИНЕЙНОЙ ПОВЕРХНОСТЬЮ ВРАЩЕНИЯ | 1998 |
|
RU2142359C1 |
| Способ изготовления многослойной спиральношовной трубы | 1981 |
|
SU1142200A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЕЦ ФАСОННОГО ПРОФИЛЯ ИЗ ТОНКОЙ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ НА ТОКАРНОМ СТАНКЕ | 1929 |
|
SU20625A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ПРОФИЛЬНЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1992 |
|
RU2009037C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 1998 |
|
RU2147699C1 |
| US 4570315, 18.02.1986 | |||
| МНОГОТОЧЕЧНОЕ ЧАСТОТНОЕ УСТРОЙСТВО ИЗМЕРЕНИЯ ДАВЛЕНИЯ, МАССЫ И ДЕФОРМАЦИЙ | 2015 |
|
RU2584341C1 |

