Изобретение относится к термоклейкому подкладочному материалу и способу его получения.
Известно получение термоклейких подкладочных материалов, изготовленных из текстильной основы, на которую нанесен слой термоплавких полимеров, распределенных в виде точек.
Такие подкладочные материалы специально предназначены для скрепления с другим текстильным материалом, например тканью, с получением составного материала с регулируемыми физическими свойствами, например прочностью, эластичностью, мягкостью, грифом, объемом, мягкостью ткани на ощупь и т.д.
Эти свойства составного материала определяются природой ткани, природой текстильной основы, подкладочного материала, а также природой композиции и способом нанесения термоплавкого слоя.
После получения термоклейкий подкладочный материал должен выдерживать хранение при температуре окружающей среды. Поэтому необходимо, чтобы слои этого материала, обычно хранящегося в рулонах, не склеивались бы друг с другом. Термоклейкий подкладочный материал не должен обладать клейкостью или адгезионными свойствами при температуре окружающей среды ("липкостью").
Далее термоклейкий подкладочный материал соединяют с тканью для получения необходимого составного материала.
Это соединение обычно осуществляют путем прессования при температурах от 90 до 160oC и давлениях от нескольких децибар до нескольких бар в течение относительно короткого промежутка времени, порядка 10-30 секунд.
В течение этого этапа термоплавкие полимеры подкладочного материала должны по меньшей мере частично восстановить свои адгезионные свойства.
В ходе этой операции необходимо также избежать просачивания этих термоплавких полимеров сквозь ткань или обратного просачивания, т.е. просачивания через текстильную основу подкладочного материала. Но в настоящее время все термоклейкие подкладочные материалы изготавливают так, чтобы не допускать просачивания через ткань.
Действительно, просачивание и обратное просачивание производят неэстетический эффект и делают подкладочный материал непригодным для использования, или, во всяком случае, придают составному материалу нежелательные свойства, противоположные требуемым.
Такое просачивание имеет следующие основные последствия.
Во-первых, оно приводит к миграции части термоплавких полимеров на сторону, противоположную первоначальной термоклейкой стороне подкладочного текстиля.
Это явление оказывает негативное воздействие тем, что у обратной стороны термоклейкого подкладочного материала проявляется клейкость к подкладочному текстилю (подкладке, отделке и т.д.) при глажении или прессовании ткани.
Во-вторых, вследствие просачивания полимеров в текстильный материал он становится жестким ввиду склеивания друг с другом волокон и/или нитей.
Явления просачивания и обратного просачивания наблюдали с начала использования термоплавких подкладочных материалов, и с тех пор были предприняты многочисленные попытки устранения этих дефектов.
Так, в заявке Франции A 2177038 предложено получать подкладочный материал путем последовательного нанесения на текстильную основу двух клейких слоев. Первый слой получают путем нанесения на текстильную основу вязкой дисперсии, содержащей полимеры с высокой вязкостью и/или высокой температурой плавления, более высокой, чем температура, необходимая для сплавления, посредством шелкографической печати.
Второй слой получают путем нанесения порошка термоплавких полимеров с более низкой вязкостью и/или температурой плавления, чем у полимеров первого слоя.
Поверхность точек пасты первого слоя сохраняет адгезионные свойства благодаря природе и составу содержащихся в ней соединений до последующей стадии сушки. Поэтому термоплавкий материал, распыленный в виде тонкого порошка на текстильную основу с нанесенным первым слоем, осаждается под действием гравитации на всю поверхность текстильной основы, но более прочно связывается с точками пасты.
Так как используемые для подслоя вещества имеют более высокую температуру плавления, чем вещества термоплавкого слоя, они образуют защитное покрытие и теоретически адгезив не должен течь через текстильную основу, когда подкладочный материал соединяют с тканью.
Однако поскольку частицы подслоя имеют сферическую или эллипсоидальную форму, частицы термоплавкого вещества приклеиваются ко всей поверхности частицы пасты, в частности, в месте соприкосновения частицы пасты и текстильной основы; это приводит к тому, что термоплавкое вещество, находящееся в месте соприкосновения, течет через текстильную основу, а подслой не может служить защитным покрытием в процессе соединения, что приводит к просачиванию термоплавкого вещества через ткань.
Кроме того, при непосредственном нанесении подслоя на ткань вследствие неправильной формы частиц подслой в большей или меньшей степени проникает в текстильную основу. Это приводит к неоднородности адгезионной поверхности подслоя и, следовательно, количество частиц на ней также меняется, что оказывает негативный эффект на силы адгезии между подкладочным материалом и тканью, в частности, создавая неоднородность этих сил адгезии.
Задача настоящего изобретения заключается в создании термоклейкого подкладочного материала и способа его получения, исключающего ограничения и недостатки известных способов.
В частности, задачей изобретения является создание термоклейкого подкладочного материала, у которого отсутствует просачивание термоплавкого вещества через текстильную основу при соединении материала с тканью.
Задачей изобретения является также создание термоклейкого подкладочного материала и способа его получения, при котором адгезив не контактирует с текстильной основой, а контактирует лишь с верхней частью подслоя.
Для решения поставленной задачи в изобретении впервые предложен способ получения термоклейкого подкладочного материала, в котором на текстильную основу наносят точечное покрытие из термоплавких полимеров, отличающийся тем, что последовательно выполняют следующие стадии:
- нанесения подслоя полимеров в форме сшивающейся пасты или дисперсии в растворителе, температура плавления которой превышает заданную температуру сплавлення, на средство перенесения, имеющее правильную и гладкую поверхность, посредством печатного устройства для шелкографии,
- перенесения полученных таким образом точек с плоской поверхностью на текстильную основу,
- нанесения частиц термоплавких полимеров на подслой,
- пропускания полученного таким способом термоклейкого подкладочного материала через нагревательную и/или излучательную камеру так, чтобы обеспечить сшивку и/или плавление пасты или дисперсии.
Средством перенесения может служить ролик или конвейер с бесконечной лентой.
В одном из вариантов выполнения изобретения частицы термоплавких полимеров наносят путем напыления порошка с последующим удалением частиц полимера, не находящихся в непосредственном контакте с точками подслоя.
В качестве другого объекта изобретения предложен термоклейкий подкладочный материал, отличающийся тем, что он получен с использованием предложенного в изобретении способа.
Другие признаки и преимущества изобретения будут очевидны из дальнейшего описания, проиллюстрированного чертежами.
На фиг. 1 представлен схематический вид устройства, иллюстрирующий предложенный способ получения подкладочного материала.
На фиг. 2 представлен схематический вид другого варианта выполнения устройства, иллюстрирующий предложенный способ получения подкладочного материала.
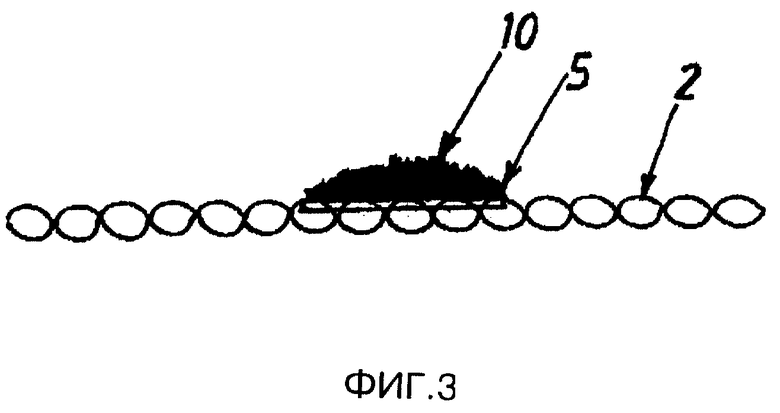
На фиг. 3 представлен схематический вид поперечного сечения термоклейкого подкладочного материала, полученного с использованием предложенного в изобретении способа.
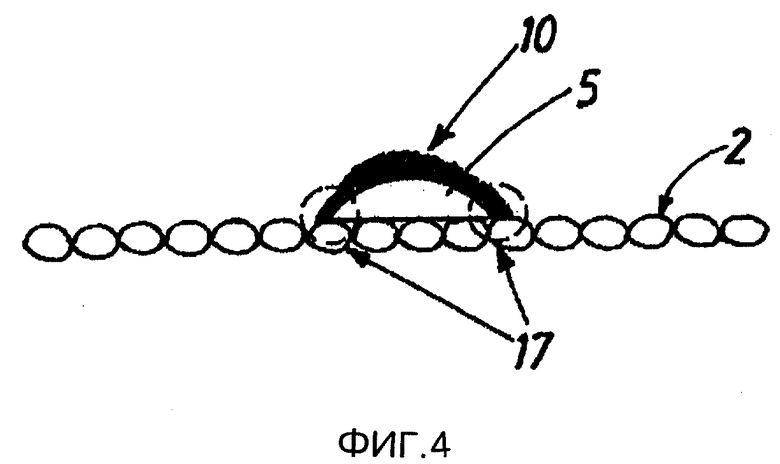
На фиг. 4 представлен схематический вид поперечного сечения известного термоклейкого подкладочного материала.
В соответствии с изобретением получают термоклейкий подкладочный материал, включающий текстильную основу 2, содержащую точки 3 из термоплавких полимеров на одной из ее наружных поверхностей.
Текстильная основа 2 может представлять собой известный материал. Она является такой же, как и материалы, обычно используемые для подкладочных материалов.
Она может представлять собой тканый, вязаный или нетканый текстиль. Чаще всего эти виды текстиля подвергают обработке с последующими отделочными операциями перед использованием в качестве основы для покрытия.
На текстильную основу 2 последовательно наносят два слоя полимерного покрытия в виде точек (5,10).
Для этого вначале наносят первый подслой 5 полимеров в форме пасты или дисперсии в растворителе, например в воде, в виде точек, распределенных на плоском или выпуклом средстве перенесения 6,7, имеющем правильную и гладкую поверхность. Температура плавления этих полимеров превышает температуру сплавления и, следовательно, температуру плавления термоплавких полимеров.
Средством перенесения 6,7 может быть ролик 6 или передаточный конвейер 7, предпочтительно образующий замкнутую петлю, движущуюся по транспортерным роликам 8а, 8б.
Этот подслой, образующий защитный слой, наносят посредством устройства 4 для шелкографической печати. Это ротационно-печатное устройство, хорошо известное само по себе, совмещено с резиновым отжимным валиком 4а с одной стороны, и с противороликом, который может представлять собой либо транспортерный ролик 6, либо транспортерный ролик 8а передаточного конвейера 7.
Оси печатного устройства 4 и транспортерного ролика 6 или транспортерного ролика 8а параллельны друг другу и перпендикулярны направлению движения текстильной основы 2.
Печатное устройство 4 позволяет осуществлять нанесение покрытия в форме пасты или дисперсии в растворителе, например в воде.
При влажных способах нанесения покрытий очень тонкие порошки полимеров в форме водной дисперсии наносят на рабочее тело с помощью пустотелого резинового отжимного валика, установленного внутри вращающегося ролика с тонкой перфорированной стенкой. Резиновый отжимной валик 4а обеспечивает прохождение пасты через отверстия печатного устройства 4.
Состав подслоя 5 меняется в зависимости от области применения. В некоторых случаях используют тонкоразмолотые вещества, температура плавления которых превосходит температуру плавления термоплавких частиц 10, например полиэтилены. В других случаях используют химически реакционноспособные материалы, которые в результате реакции приобретают более высокую температуру плавления в сравнении с термоплавкими частицами 10, например аминопласты, акриловые смолы и уретанакрилаты, полиуретаны, эпоксидные смолы.
При получении пасты для покрытия из этих полимеров их подвергают тонкому размолу и диспергируют в воде. Для получения пастообразной смеси при необходимости можно добавлять загустители.
Затем эту пасту наносят на передаточный ролик 6 или на передаточный конвейер 7 и далее производят обработку с целью частичного или полного удаления растворителя и/или плавления тонкоразмолотого полимера или активации путем облучения полимеров, чувствительных к источникам излучения (например, УФ, бомбардировке электронами и т. п.). Эта предварительная обработка 16 подслоя 5 перед его перенесением приводит к увеличению его однородности и плотности, что облегчает его перенесение.
Следующая операция представляет собой перенесение совокупности точек подслоя 5 на текстильную основу 2. Для обеспечения возможности перенесения текстильную основу 2 прессуют, в соответствии с вариантом выполнения, показанным на фиг. 1, между передаточным роликом 6 и роликом противодавления 9; в соответствии с вариантом выполнения, показанным на фиг. 2, текстильную основу 2 прессуют между транспортерным роликом 8б передаточного конвейера 7 и роликом противодавления 9.
Средство перенесения 6,7 примыкает к печатному устройству 4 в зоне 14 и к текстильной основе 2 в зоне 15, соответственно, при этом зоны 14,15 находятся в одной плоскости или в параллельных плоскостях. Плоскость (плоскости), содержащая оси вращения печатного устройства 4, передаточного ролика 6 или передаточного конвейера 7, и ролика противодавления 9, перпендикулярна плоскости текстильной основы 2.
Текстильная основа 2 примыкает к каждому из двух роликов 6,9 или 8б,9, между которыми она перемещается в зоне 15.
В результате, поскольку энергия адгезии подслоя 5 к текстильной основе 2 превышает энергию адгезии подслоя 5 к средству перенесения 6,7, в точке соприкосновения средства перенесения 6,7 и текстильной основы 2 происходит перенесение.
Перенесенные таким способом точки подслоя имеют плоскую поверхность и малую толщину и расположены на поверхности текстильной основы 2. Кроме того, их поверхность обладает адгезией.
Затем посредством специального устройства осуществляют распределение частиц термоплавких полимеров 10 на текстильной основе 2, покрытой подслоем 5. При этом частицы 10 прилипают к поверхности точек адгезионного подслоя 5.
В качестве частиц термоплавких полимеров 10 могут использоваться частицы полиамида или сложного полиэфира с размерами частиц от 60 мкм до 200 мкм. Часть этих частиц прилипает к плоской поверхности точек перенесенного подслоя 5, а остальная их часть остается в контакте с поверхностью текстильной основы 2, но не прилипает к ней.
Чтобы удалить избыток частиц 10 с текстильной основы 2 и оставить только частицы 10, прилипшие к плоской поверхности точек подслоя 5, составной материал пропускают через вакуумную камеру 11 и подвергают энергичному встряхиванию.
Далее текстильную основу 2 с нанесенными на нее точками 3 термоплавкого полимера пропускают через нагревательную и/или излучательную камеру 12, в частности, при необходимости, для удаления растворителя, содержащегося в подслое 5, для осуществления такого превращения подслоя, при котором его температура плавления стала бы выше, чем у термоплавкого вещества 10, и для плавления термоплавких частиц 10.
Изобретение также относится к термоклейкому подкладочному материалу 1, полученному с использованием описанного выше способа.
Преимущества термоклейкого подкладочного материала 1 обусловлены особенным расположением частиц термоплавких полимеров 10 по отношению к подслою 5. Последний полностью экранирует термоплавкие частицы 10, то есть эти частицы 10 не соприкасаются с текстильной основой 2, а соприкасаются лишь с верхней частью тонкого идеально плоского подслоя 5 (фиг. 3). В результате при соединении подкладочного материала 1 с тканью термоплавкие частицы 10 не просачиваются в текстильную основу 2 под действием температуры и давления, поскольку подслой точно совпадает с точками термоплавких частиц 10.
Указанный эффект отсутствует для полученного известными способами подкладочного материала, поскольку распределение частиц на точки подслоя, нанесенные непосредственно печатным устройством на текстильную основу, создает для некоторых частиц возможность прилипания к периферии точек подслоя (фиг. 4). В итоге термоплавкое вещество 10 может просачиваться через текстильную основу 2 на участках просачивания 17. Такое просачивание исключено для предложенного в изобретении термоклейкого подкладочного материала 1 вследствие перенесения подслоя.
Изобретение далее описано с помощью двух примеров, приведенных для иллюстрации, но не ограничивающих объем изобретения.
ПРИМЕР 1
Печатное устройство:
- плотность печати: 75 отверстий на кв.см
- диаметр отверстий печатного устройства: 300 мкм
Материал подслоя: полиэтилен
Состав пасты:
полиэтиленовый порошок с размером частиц менее 80 мкм - 25%
вода - 60%
добавки - 10%
загуститель - 5%
Термоплавкий материал: полиамид в форме порошка с гранулометрическими размерами частиц от 60 мкм до 200 мкм
Текстильная основа: вязаный текстиль, одинарная полиэфирная основа с текстурированным полиэфирным утком. Плотность 30 г/м2
Термоклейкий подкладочный материал: плотность 42 г/м2, из которых 4 г составляет масса подслоя, и 8 г - масса полиамида.
ПРИМЕР 2
Печатное устройство:
- 45 отверстий на см2
- диаметр отверстий: 320 мкм
Материал подслоя: акриловый полимер и аминопластовая смола
Состав пасты:
акриловый полимер - 50%
аминопластовая смола - 15%
вода - 25%
другие добавки - 10%
Термоплавкий материал: частицы полиамида с гранулометрическими размерами от 60 мкм до 200 мкм
ПРИМЕР 3
Печатное устройство:
- 45 отверстий на см2
- диаметр отверстий: 320 мкм
Состав пасты: уретанакрилат
Термоплавкий материал: частицы полиамида с гранулометрическими размерами от 60 нм до 200 мкм
Текстильная основа: вязаный текстиль с текстурированным полиэфирным утком.

Изобретение относится к способу получения термоклейкого подкладочного материала, в котором для улучшения материала на текстильную основу наносят покрытие из термоплавких полимеров, распределенных в виде точек, отличающемуся тем, что последовательно выполняют следующие операции: нанесение подслоя полимеров на средство перенесения, имеющее правильную и гладкую поверхность; перенесение полученных таким образом точек на текстильную основу; нанесение термоплавких частиц на подслой; пропускание полученного таким образом термоклейкого подкладочного материала через нагревательную и/или излучательную камеру. 2 с. и 10 з.п. ф-лы, 4 ил.
| СПОСОБ ИЗВЛЕЧЕНИЯ КСИЛОЗЫ ИЗ РАСТВОРОВ | 1996 |
|
RU2177038C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕРМОСВЯЗУЮЩЕГО ТЕКСТИЛЬНОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2067136C1 |
| СПОСОБ ВЫРАБОТКИ ХЛЕБНОГО КВАСА | 2015 |
|
RU2586717C1 |
| ТЕРМОКЛЕЕВОЙ ПОДКЛАДОЧНЫЙ МАТЕРИАЛ И СПОСОБ ИЗГОТОВЛЕНИЯ ТАКОГО МАТЕРИАЛА | 1994 |
|
RU2106442C1 |

