Изобретение относится к снабжению деталей одежды внутренней подкладкой, в частности термоклеевой внутренней подкладкой, содержащей материал текстильной основы, имеющий на одной из своих сторон осажденный точечным способом термоплавкий полимер. Более конкретно, изобретение относится к способу обработки материала текстильной основы, предназначенного для термоклеевой внутренней подкладки и образованного нитями, текстурированными, в частности, при помощи струй воздуха.
Материалы для термоклеевых внутренних подкладок включают как тканые, так и нетканые материалы. Тканые материалы получают ткачеством или вязанием нитей, а нетканые материалы получают путем сборки и соответствующего закрепления полотна нитей или волокон.
Для изготовления материала текстильной основы, предназначенной для внутренней подкладки, уже было предложено использовать текстурированные синтетические нити, полученные либо с помощью процесса ложного скручивания с последующей фиксацией, либо с использованием технологии текстурирования при помощи струй воздуха.
В соответствии с этой технологией текстурирования нитей при помощи струй воздуха первая нить, называемая сердечником, и вторая нить, называемая формообразующей нитью, вводятся вместе в сопло текстурирования с избыточной подачей формообразующей нити по сравнению с подачей нити сердечника. Сопло текстурирования содержит внутреннюю камеру, в которую подается поток воздуха под давлением, способный вызвать вихревой эффект, приводящий к спутыванию волокон, образующих нити сердечника и формообразующие нити, таким образом, что из волокон формообразующей нити формируются петли, которые переплетаются и блокируются волокнами сердечника.
Использование этой технологии для изготовления материала текстильной основы, имеющей хорошую покрывающую способность, какую может иметь нетканый материал, и хорошую объемность, уже предложено в ЕР 578527 Al, 12.01.1994, этого же Заявителя.
Однако определенные трудности возникают при использовании термоклеевой внутренней подкладки вследствие того, что текстурированные нити образуют петли, выступающие с обеих сторон. Эти трудности проявляются в процессе осуществления различных операций, выполняемых в ходе изготовления термоклеевых подкладочных деталей для производства соответствующей одежды. Среди этих операций имеется, в частности, представление материала текстильной основы в виде стопки или пакета, которое состоит в наложении друг на друга нескольких слоев, образованных материалом текстильной основы для термоклеевого подкладочного материала, а также разрезание сформированного и уплотненного таким образом пакета для получения множества деталей определенной формы для формирования термоклеевой внутренней подкладки. Это множество вырезанных соответствующим образом деталей, оставаясь в виде плотного пакета, направляется затем на следующую технологическую позицию, где каждая деталь, предназначенная для формирования термоклеевой внутренней подкладки, индивидуально отбирается из пакета.
Как правило, первоначальное пакетирование материала текстильной основы достаточно большой ширины осуществляется путем образования последовательных укладываемых друг на друга складок. Такой способ формирования пакета приводит к тому, что в последовательных складках друг против друга все время оказывается одна и та же сторона материала текстильной основы. Другими словами, в любой складке та сторона материала текстильной основы, на которую точечным способом нанесен термоплавкий полимер, располагается против и соответственно в контакте с поверхностью следующей складки, также содержащей нанесенный точками термоплавкий полимер. То же самое можно сказать и о противоположной стороне материала текстильной основы, которая также во всех складках располагается против и в контакте с такой же стороной следующей складки.
Заявитель обратил внимание на то, что когда формирование термоклеевой внутренней подкладки осуществляется с использованием материала текстильной основы в виде ткани или трикотажа, содержащих текстурированные синтетические нити, полученные, в частности, по технологии с использованием струй воздуха и образующие тем самым по всей своей длине выступающие петли на верхней поверхности материала текстильной основы, на которую наносятся точки или капли клея, и на ее нижней или противоположной поверхности, может проявляться эффект взаимного сцепления при осуществлении упомянутого индивидуального отбора очередной детали для формирования термоклеевой внутренней подкладки из вырезанного соответствующим образом пакета этих деталей, причем этот эффект затрудняет отделение только одной данной детали от пакета.
В основу изобретения положена задача устранить эффект сцепления различных деталей при захватывании одной из этих деталей для формирования термоклеевой внутренней подкладки из пакета вырезанных соответствующим образом деталей.
Данная задача достигается посредством способа обработки материала текстильной основы для термоклеевой внутренней подкладки, который представляет собой ткань или трикотаж, содержащие синтетические нити, текстурированные и образующие петли на предназначенной для нанесения точек полимерного клея верхней поверхности материала и на противоположной нижней поверхности этого материала, в котором согласно изобретению перед нанесением на материал текстильной основы точек клея обрабатывают его нижнюю поверхность посредством наждачного шлифования или посредством ворсования и осуществляют предварительную обработку верхней поверхности материала для уменьшения высоты петель.
Две эти предварительные обработки, выполняемые на каждой из сторон материала текстильной основы перед нанесением на него точек или капель термоплавкого полимера, существенным образом уменьшают или даже полностью исключают явление сцепления между противоположными сторонами деталей в пакете вырезанных соответствующим образом деталей.
То же самое усовершенствование обнаруживается и в том случае, когда пакет образуют путем простого наложения друг на друга слоев текстильной основы без образования складок, где верхняя поверхность любого слоя находится против и соответственно в контакте с нижней поверхностью соседнего слоя.
Предпочтительно, чтобы предварительная обработка верхней поверхности материала текстильной основы для уменьшения высоты петель на верхней поверхности материала текстильной основы для формирования термоклеевой внутренней подкладки представляла собой обработку опаливанием, т.е. обработку, в соответствии с которой верхняя поверхность материала текстильной основы подвергается воздействию пламени, формируемого блоком газовых горелок, располагающимся поперечно по отношению к направлению перемещения материала.
Это опаливание материала текстильной основы вызывает локальное термическое воздействие на его поверхности, следствием которого является частичная усадка или сокращение волоконных петель, подвергающихся обработке.
В соответствии с другим возможным вариантом предварительная обработка верхней поверхности материала текстильной основы для уменьшения высоты петель на верхней поверхности материала обрабатываемой текстильной основы представляет собой термическую обработку тепловым излучением или контактным способом.
Понятно, что конкретные эксплуатационные условия как для обработки опаливанием, так и для другой термической обработки, должны быть определены таким образом, чтобы обеспечить требуемое уменьшение или усадку поверхностных петель на верхней поверхности материала текстильной основы без отрицательного влияния на другие его характеристики.
Предварительная обработка наждачным шлифованием или аналогичная обработка нижней поверхности материала текстильной основы, т.е. той ее поверхности, которая не содержит точек или капель термоплавкого полимера, предназначена для развертывания имеющихся петель и раскрытия наиболее высоких петель.
Предпочтительно, чтобы вначале обрабатывали нижнюю поверхность материала текстильной основы посредством наждачного шлифования или посредством ворсования, а затем осуществляли обработку опаливанием его верхней поверхности.
Наиболее предпочтительно, чтобы синтетические нити ткани или трикотажа были тестурированы с помощью струй воздуха.
Настоящее изобретение будет более понятным из приведенного ниже описания примера его практического осуществления, где применяется способ обработки материала текстильной основы для формирования термоклеевой внутренней подкладки, содержащего синтетические нити, текстурированные при помощи струй воздуха, с предварительной обработкой наждачным шлифованием на стороне, предназначенной для нанесения точек термоплавкого полимера, и с предварительной обработкой опаливанием на другой стороне этого материала текстильной основы, как показано на сопроводительных чертежах, на которых:
на фиг. 1 представлен схематический вид в разрезе пакета, образованного наложением друг на друга складок материала текстильной основы, предназначенного для формирования термоклеевой внутренней подкладки;
на фиг.2 - схематический вид в разрезе термоклеевой внутренней подкладки, не подвергавшейся обработке согласно изобретению;
на фиг. 3 - схематический вид в разрезе материала текстильной основы, уток которой образован нитью, текстурированной при помощи струй воздуха, после предварительной обработки наждачным шлифованием одной из сторон;
на фиг. 4 - схематический вид в разрезе материала текстильной основы по фиг.3 после предварительной обработки опаливанием на другой его стороне;
на фиг.5 - термоклеевая внутренняя подкладка, полученная путем нанесения точек или капель термоплавкого полимера на опаленную сторону материала текстильной основы по фиг.4.
При изготовлении одежды детали внутренней подкладки отбираются оператором из пакета уложенных друг на друга и выкроенных по соответствующей форме деталей. Этот пакет формируется в ходе предшествующей операции из материала для внутренней подкладки, имеющего достаточно большую ширину, который укладывается в виде последовательно формируемых и накладываемых друг на друга складок, как это схематически показано на фиг.1. Для лучшего понимания на фиг. 1 условно показаны свободные пространства 2 между складками 1, которые на самом деле, разумеется, отсутствуют.
Поскольку пакет состоит из материала для внутренней подкладки, каждая складка 1 содержит на одной из своих поверхностей 1а нанесенные точки 3 термоплавкого полимера.
В примере, показанном на фиг.1, вследствие формирования пакета в виде последовательности складок поверхность 1а определенной складки 1, содержащая точки 3 термоплавкого полимера, всегда оказывается напротив и в непосредственном контакте с такой же поверхностью 1а соседней складки, также имеющей нанесенные на нее точки 3 термоплавкого полимера. То же самое можно сказать и о другой поверхности 1b, где нет точек термоплавкого полимера и которая всегда располагается напротив и в контакте с аналогичной поверхностью 1b соседних с ней складок.
В том случае, когда термоклеевой материал для внутренней подкладки изготовлен из тканого материала или из трикотажа на основе синтетических нитей, текстурированных, в частности, с использованием технологии текстурирования струями воздуха, Заявитель заметил, что существует вероятность сцепления между отдельными деталями в выкроенном соответствующим образом пакете этих деталей. Это представляет существенную проблему при изготовлении одежды каждый раз, когда оператор должен отбирать из пакета одну подлежащую деталь для внутренней прокладки. Эта деталь может оказаться частично сцепленной со следующей аналогичной деталью, а это значит, что требуется дополнительное действие оператора для разъединения этих деталей, что не только приводит к потерям времени, но и к неправильному положению пакета при взятии следующей детали.
Заявитель считает, что эти явления взаимного сцепления отдельных деталей друг с другом аналогичны явлениям, которые сами собой происходят в самосцепляющихся системах механического закрытия ("липучка" или ворсовая молния), известных, в частности, под названием Velcro. В таких системах обеспечивается эффективное сцепление между двумя располагающимися друг напротив друга поверхностями, на одной из которых имеются элементы типа крючков или когтей, а на другой имеются элементы типа петель, спутанных между собой, таким образом, что сцепление осуществляется в результате проникновения элементов типа крючков или когтей в петли.
По мнению Заявителя в данном случае речь не идет о наличии элементов типа крючков, но здесь имеются выступающие петли на поверхности материала текстильной основы, образуемые волокнами текстурированных синтетических нитей, которые спутываются друг с другом в наложенных один на другой слоях в процессе формирования пакета и особенно при выполнении операции фигурной резки этого пакета, т.е. выкраивания из него деталей требуемой формы.
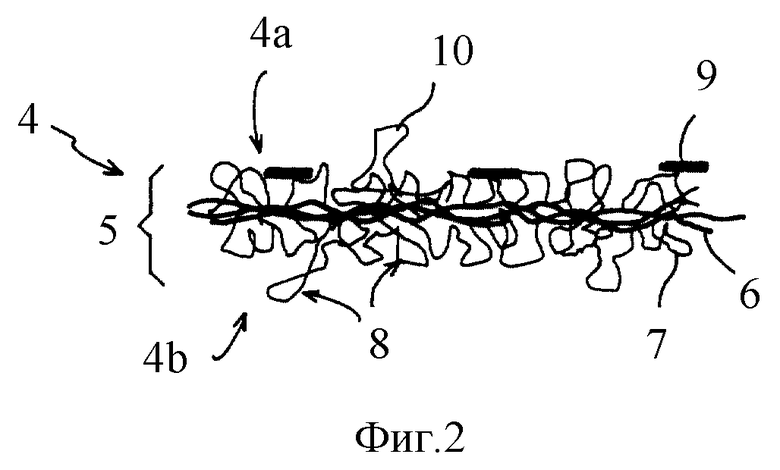
На фиг. 2 представлена термоклеевая внутренняя подкладка 4 из тканого материала, ткань или трикотаж, в котором уток (который только один и показан на фиг. 2) образован текстурированными синтетическими нитями, полученными с использованием технологии текстурирования струями воздуха. Более конкретно, эти нити 5 содержат, по меньшей мере, две многоволоконных нити 6 и 7, а именно первую или сердечник 6 и вторую формообразующую нить 7, которая образует выступающие петли 8, существенно отходящие от нити сердечника и спутывающиеся с волокнами, образующими нить сердечника 6.
Верхняя поверхность 4а термоклеевой внутренней подкладки 4, показанная на фиг.2, содержит точки 9 термоплавкого полимера.
Среди петель 8, сформированных формообразующей нитью 7, могут быть выделены петли 10, выступающие над поверхностью 4а несущей точки 9 полимера больше остальных петель, а также петли, выступающие больше остальных петель над противоположной поверхностью 4b.
По данным Заявителя сцепление между двумя соседними деталями внутренней прокладки в пакете происходит в результате взаимного переплетения петель 8, в частности наиболее выступающих над поверхностью материала петель 10 с двух его сторон 4а, 4b, располагающихся напротив и в контакте друг с другом. При этом не исключается, что наличие точек 9 термоплавкого полимера также может способствовать взаимному сцеплению располагающихся друг напротив друга поверхностей 4а.
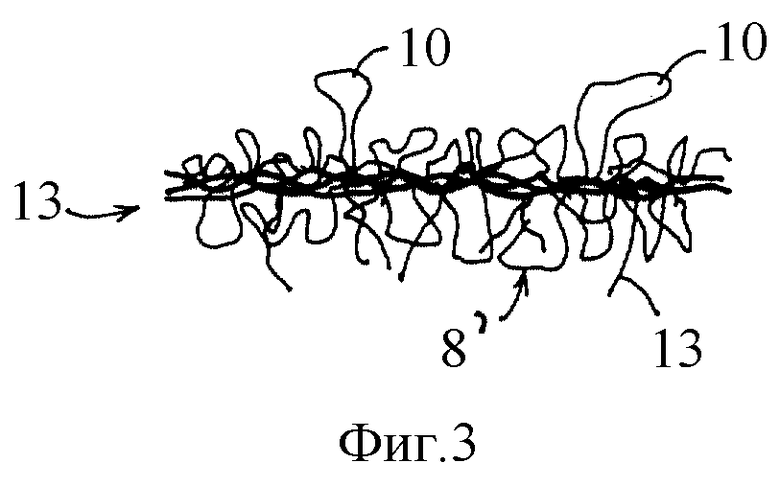
Для того, чтобы устранить этот недостаток, текстильный материал 13 основы перед операцией нанесения на его поверхность точек или капель 9 термоплавкого полимера подвергается первой предварительной обработке, которая состоит в наждачном шлифовании поверхности 4b, на которую не будут наноситься точки 9 термоплавкого полимера. Хорошо известная сама по себе операция наждачного шлифования состоит в том, что текстильное изделие подвергается механическому воздействию шероховатой поверхности типа наждачного полотна. В результате такого воздействия модифицируется состояние поверхности данного текстильного изделия. В частности, когда это текстильное изделие содержит петли, как это имеет место в данном случае, наждачное шлифование вытягивает эти петли и раскрывает их, освобождая для некоторых петель их свободные концы от их удерживания в нити 6 сердечника и даже разрезая некоторые петли. Таким образом, как это показано на фиг.3, в результате наждачного шлифования получаются более открытые петли 8' и свободные концы 11.
Предпочтительно, чтобы наждачное шлифование было достаточно интенсивным, чтобы обработанная таким образом поверхность 4b имела структуру, близкую к структуре полотна штапельных волокон. Это может быть осуществлено, например, на шлифовальной машине, предназначенной для обработки трикотажа и оборудованной системой валков и устройством регулирования натяжения обрабатываемого полотна.
Обработанная поверхность 4b имеет такую конфигурацию, что при ее накладывании на другую поверхность, имеющую такую же структуру, уже не создается эффект сцепления в результате спутывания петель, мешающих разделению двух деталей для внутренней подкладки в выкроенном пакете.
После этой первой предварительной обработки материала текстильной основы 13 выполняется вторая предварительная обработка опаливанием на стороне 4а, предназначенной для нанесения на нее точек 9 термоплавкого полимера.
Хорошо известная сама по себе технология опаливания состоит в том, что поверхность текстильного изделия подвергается воздействию пламени при перемещении изделия перед блоком газовых горелок. Традиционно эта операция предназначается для устранения поверхностного пуха, имеющегося на поверхности ткани.
В данном случае ожидаемый эффект от применения опаливания состоит в уменьшении высоты петель, выступающих на поверхности 4а материала текстильной основы 13, в частности высоты наиболее выступающих петель 10.
Регулирование параметров процесса опаливания, в частности скорости перемещения изделия, высоты пламени, его температуры и т.п., осуществляется так, чтобы, по меньшей мере, наиболее выступающие петли 10 находились в контакте с пламенем и подвергались тепловому удару, способному привести к их усадке.
Таким образом, как это показано на фиг.4, поверхность 4а становится значительно более плоской, равномерной и однородной по высоте. Эта операция опаливания не изменяет существенным образом ни объемности материала текстильной основы 13, ни других ее характеристик. Важно, в частности, чтобы тепловой удар на поверхности 4а был достаточно поверхностным с тем, чтобы не расплавить слишком сильно нити, образующие петли 8, что могло бы привести к отвердеванию материала текстильной основы 13. По этой причине установка для опаливания должна быть оборудована прецизионными средствами контроля температуры пламени, и предпочтительно скорость перемещения материала текстильной основы при опаливании должна составлять, по меньшей мере, 80 метров в минуту.
После того, как две упомянутых выше обработки выполнены, предварительно обработанный таким образом материал текстильной основы может быть подвергнут обычной операции нанесения на него точек 9 термоплавкого полимера таким образом, чтобы получить материал для термоклеевой внутренней подкладки 12, показанный на фиг.5.
Точки термоплавкого полимера могут быть получены из порошка или пасты или они могут быть двухслойными точками. На фиг. 5 можно видеть, что на поверхности 12а имеются точки 9 термоплавкого полимера и петли 8", которые являются равномерными и однородными по высоте, а на противоположной поверхности 12b имеются большие по размеру равномерные петли 8' и волокна 11 со свободными концами.
По мнению Заявителя в этой структуре достигается желаемый результат, а именно здесь отсутствует сцепление между находящимися напротив и в контакте друг с другом поверхностями двух последовательных деталей в выкроенном пакете независимо от того, будут ли это поверхности 12а, на которые нанесены точки 9 термоплавкого полимера, или другие поверхности 12b.
Настоящее изобретение не ограничивается конкретным способом, который был описан выше в качестве не ограничивающего изобретение примера. В частности, обработка наждачным шлифованием может быть заменена на другую эквивалентную обработку, например ворсование, т.е. механическую обработку щеткой поверхности материала текстильной основы при помощи цилиндров, снабженных загнутыми металлическими иглами. В то же время обработка опаливанием может быть заменена на эквивалентную обработку, в частности на термическую обработку излучением или контактным способом.
Способ согласно изобретению особенно предпочтителен при формировании термоклеевой внутренней подкладки согласно ЕР 578527. Однако он может оказаться полезным и для других типов формирования термоклеевой внутренней подкладки, состоящей из текстурированных синтетических нитей, где наблюдается описанное выше сцепление изделий.


Способ может быть использован при обработке материала текстильной основы, предназначенного для формирования термоклеевой внутренней подкладки, представляющей собой ткань или трикотаж, содержащие синтетические нити, текстурированные, например, при помощи струй воздуха и содержащие волоконные петли на верхней поверхности материала текстильной основы, предназначенной для нанесения точек полимерного клея, и на противоположной нижней поверхности материала текстильной основы. Перед нанесением на материал текстильной основы полимерного клея обрабатывают его нижнюю поверхность наждачным шлифованием или посредством ворсования и осуществляют обработку его верхней поверхности для уменьшения высоты волоконных петель, например, путем ее опаливания или термической обработки тепловым излучением или термической обработки контактным способом. Предпочтительно вначале обрабатывать нижнюю поверхность материала текстильной основы посредством наждачного шлифования или посредством другой эквивалентной обработки, а затем осуществлять обработку опаливанием его верхней поверхности. 4 з.п. ф-лы, 5 ил.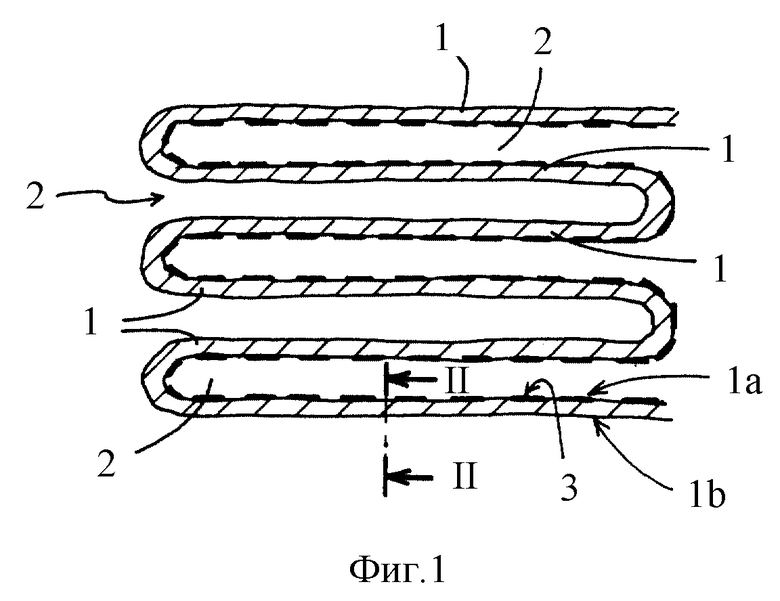
| Устройство формирования спектрометрического импульса | 1973 |
|
SU481867A2 |
| ЕР 0644287 А1, 22.03.1995 | |||
| DE 3500229 А1, 10.07.1986 | |||
| Система горячего водоснабжения зданий повышенной этажности | 1976 |
|
SU578527A1 |
| Способ получения термоклеевых прокладочных материалов | 1990 |
|
SU1743551A1 |
| DE 3726597 А1, 18.02.1988 | |||
| US 4731274 А, 15.03.1988. | |||

