Изобретение относится, в основном, к прокатным станам и более точно касается, так называемых, бескорпусных клетей, в которых силы, разводящие валки, поглощаются с осями с винтов нарезкой, расположенными между подшипниковыми опорами рабочих валков.
В обычной бескорпусной клети рабочие валки поддерживаются подшипниковыми опорами, вращаясь вокруг параллельных осей. Подшипниковые опоры включают в себя в качестве неотъемлемой части гайки, которые навинчиваются на винтовые участки, находящиеся на противоположных концах осей, расположенных между соседними подшипниковыми опорами соответствующих рабочих валков. Они служат как для регулирования симметричного разведения валков, так и в качестве компенсирующего контура, поглощающего силы отталкивания валков, возникающие при прокатке.
Известна клеть прокатного стана, содержащая комплект валков, включающий в себя пару рабочих валков, каждый из которых установлен в подшипниковых опорах с возможностью вращения рабочих валков вокруг параллельных осей и раму для размещения комплекта валков на линии прокатки, имеющую гаечные элементы, и связанные с ними регулировочные средства, выполненные с возможностью симметричного перемещения гаечных элементов в сведенное положение, в котором подшипниковые опоры и их соответствующие рабочие валки сведены в направлении линии прокатки с обеспечением заданного рабочего зазора между валками, и обратно в разведенное положение(cм. GB, А, 2197811).
Обычно вне линии прокатки имеется запасной комплект валков для быстрой замены их при остановке прокатного стана на техническое обслуживание. Так как гайки и соответствующие оси неразъемно связаны с их соответствующими подшипниковыми опорами, необходимо иметь множество гаек и осей для оснащения ими не только рабочего, но и запасного комплекта валков. Это приводит к высоким и чрезвычайно обременительным капиталовложениям.
В основу изобретения поставлена задача создать клеть прокатного стана, которая позволяла бы осуществлять замену комплекта прокатных валков при небольших затратах труда и при минимальном количестве крепежной оснастки.
Эта задача решается тем, что в клети прокатного стана, содержащей комплект валков, включающий в себя пару рабочих валков, каждых из которых установлен в подшипниковых опорах с возможностью вращения рабочих валков вокруг параллельных осей, и раму для размещения комплекта валков на линии прокатки, имеющую гаечные элементы, и связанные с ними регулировочные средства, выполненные с возможностью симметричного перемещения гаечных элементов в сведенное положение, в котором подшипниковые опоры и их соответствующие рабочие валки сведены в направлении линии прокатки с обеспечением заданного рабочего зазора между рабочими валками, и обратно в разведенное положение, согласно изобретению гаечные элементы закреплены на раме, а подшипниковые опоры выполнены с возможностью выхода в разведенном положении из зацепления с гаечными элементами, что позволяет удалить комплект валков из рамы.
Желательно, чтобы комплект валков включал средства разведения рабочих валков, установленные между подшипниковыми опорами.
Возможно также, чтобы комплект валков включал средства связи подшипниковых опор одного рабочего валка с подшипниковыми опорами другого рабочего валка.
При этом средства связи могут включать звенья, идущие от подшипниковых опор одного рабочего валка к соседним подшипниковым опорам другого рабочего валка.
Возможно также, чтобы были выполнены с обеспечением ограничения расстояния, на которое разводят опоры и их соответствующие рабочие валки.
Целесообразно, чтобы гаечные элементы были выполнены с возможностью сцепления с соответствующими подшипниковыми опорами на противоположных сторонах комплекта валков.
В предпочтительном варианте клеть также включает в себя средства разведения подшипниковых опор, расположенные между соседними подшипниковыми опорами комплекта валков.
В этом случае клеть может включать в себя звенья, расположенные между соседними подшипниковыми опорами комплекта валков и связывающие их.
При этом желательно, чтобы звенья были выполнены с возможностью ограничения относительного перемещения соседних подшипниковых опор комплекта валков.
Поставленная задача решается также и тем, что в клети прокатного стана, содержащей комплект валков, включающий в себя первый и второй рабочие валки, установленные в подшипниковых опорах с возможностью вращения в подшипниках вокруг параллельных осей, и раму для размещения комплекта валков на линии прокатки, имеющую гаечные элементы и связанные с ними регулировочные средства для симметричного перемещения гаечных элементов в сведенное положение, в котором подшипниковые опоры первого и второго рабочих валков сведены в направлении линии прокатки до сцепления с подшипниковыми опорами первого и второго рабочих валков, и обратно в разведенное положение, согласно изобретению гаечные элементы закреплены на раме, а подшипниковые опоры выполнены с возможностью выхода в разведенном положении из зацепления с гаечными элементами, что позволяет удалить комплект валков из рамы.
Целесообразно, чтобы регулировочные средства включали оси, расположенные между гаечными элементами, способными входить в зацепление с соседними подшипниковыми опорами первого и второго рабочих валков и имеющие на обоих своих концах участки с винтовой резьбой, соответствующей резьбе гаечных элементов так, что при вращении осей обеспечивается симметричное относительно линии прокатки перемещения гаечных элементов.
При этом желательно, чтобы гаечные элементы сцеплялись с опорами по поверхностям, имеющим наклон относительно вертикали.
В предпочтительном варианте в раме выполнены направляющие, расположенные под комплектом валков, при этом при переводе гаечных элементов в разведенное положение комплект валков опускается на эти направляющие и может быть удален из рамы.
При этом возможно, чтобы при переводе гаечных элементов в сведенное положение комплект валков поднимался над направляющими.
Желательно также, чтобы угол наклона наклонных поверхностей не превышал 75 градусов.
В клети прокатного стана, выполненной согласно настоящему изобретению, гайки и связанные с ними оси полностью отделены от подшипниковых опор, что позволяет оставлять их на линии прокатки в качестве несъемных деталей. Таким образом, число гаек и связанных с ними шпинделей с винтовой нарезкой может быть снижено до количества, необходимого для обслуживания рабочего комплекта валков.
Запасной комплект валков остается без этих дорогих элементов, что приводит к значительной экономии.
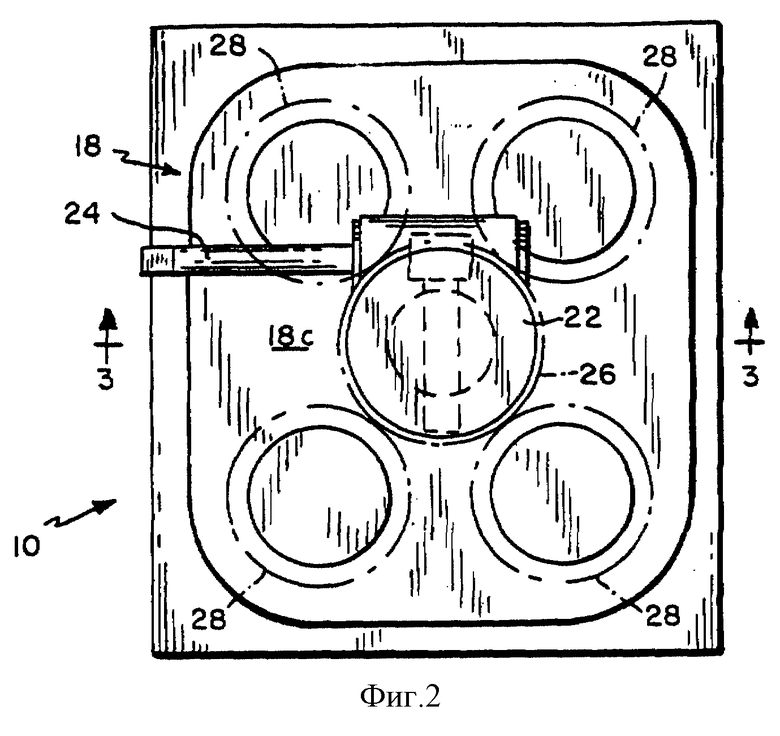
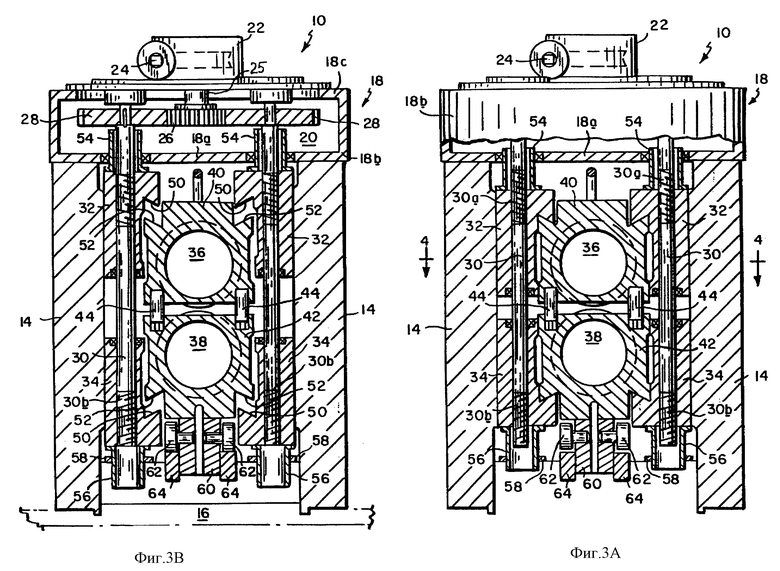
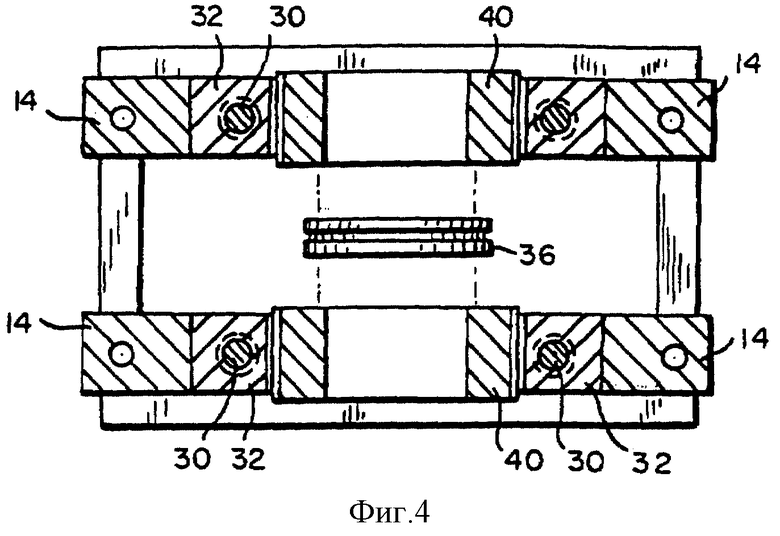
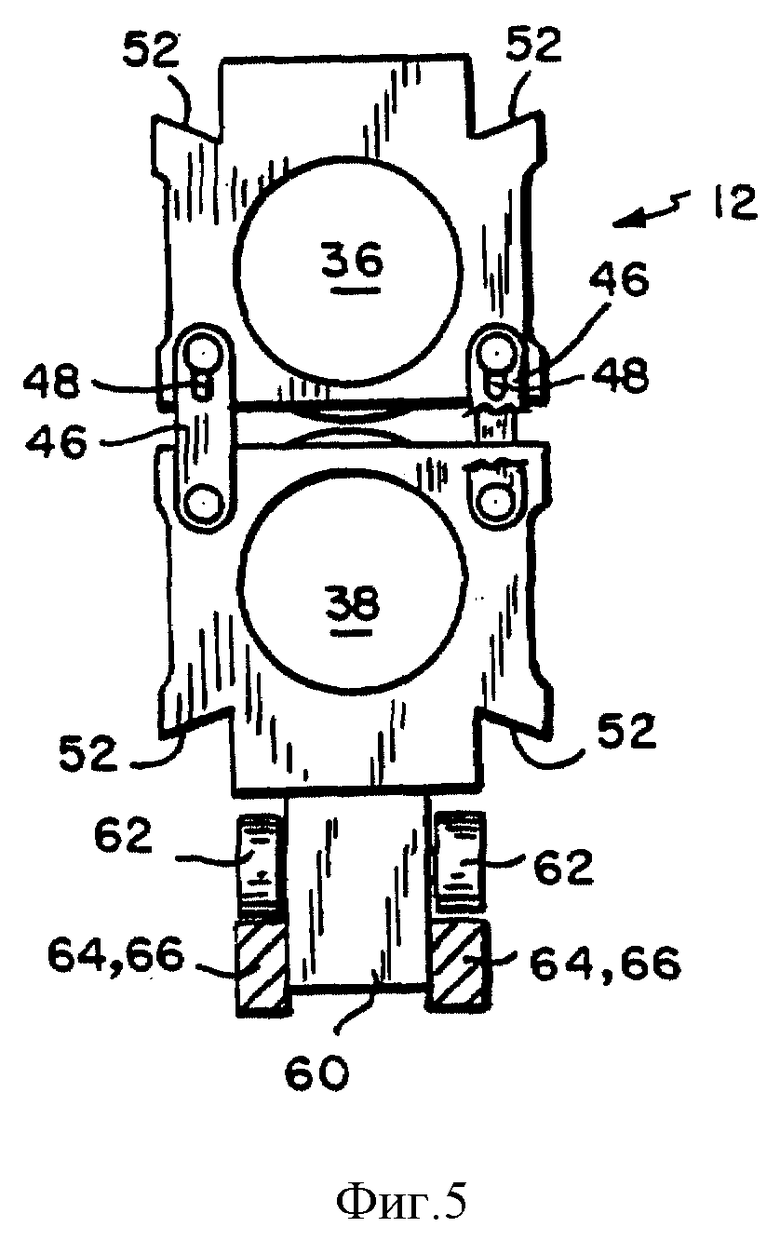
Эти и другие особенности и преимущества настоящего изобретения рассматриваются более подробно ниже со ссылкой на приложенные чертежи, где на фиг. 1 изображен вид спереди клети в соответствии с настоящим изобретением, на котором пунктирной линией показан комплект валков, удаляемый с одного из концов линии прокатки; на фиг. 2 - вид сверху клети, изображенной на фиг. 1; на фиг. 3А - разрез по линии 3-3 на фиг. 2, показывающий подшипниковые опоры комплекта валков в рабочем положении сцепления с гайками; на фиг. 3В - то же, что и на фиг. 3А, но с гайками, выведенными из сцепления с подшипниковыми опорами, что высвобождает комплект валков для удаления его с линии прокатки; на фиг. 4 - разрез по линии 4-4 на фиг. 3А; на фиг. 5 - вид сбоку комплекта валков, удаленного с одного из концов линии прокатки.
На чертежах представлена клеть прокатного стана в соответствии с настоящим изобретением, обозначенная позицией 10. Эта клеть включает в себя комплект 12 валков, находящихся на линии прокатки "Р" внутри рамы, имеющей 4 угловых стойки 14, которые вертикально выступают из основания 16 и своими верхними концами соединены с верхней конструкцией 18. Эта конструкция имеет дно 18а, боковые стенки 18в и верхнюю стенку 18с, которые образуют внутреннюю камеру 20. Сверху конструкции 18 снаружи камеры 20 установлен червячный зубчатый редуктор 22. Этот редуктор имеет горизонтальный входной вал 24 с ручным приводом и вертикальный выходной вал 25, несущий ведущее зубчатое колесо 26. Зубчатое колесо 26 сцеплено с четырьмя ведомыми шестернями 28, установленными с возможностью вращения на верхних концах осей 30, которые проходят через дно 18а верхней конструкции 18. Оси 30 идут вниз через верхние и нижние гаечные элементы 32 и 34. Концевые участки 30а и 30в осей 30 имеют нарезку и входят в резьбовое зацепление соответственно с верхними и нижними гаечными элементами 32 и 34.
Комплект 12 валков включает в себя пару рабочих валков 36, 38, вращающихся вокруг параллельных осей в подшипниках (не показано), установленных в соответствующих подшипниковых опорах 40, 42. Между соседними опорами 40, 42 рабочих валков расположены гидравлические разделители 44, позволяющие разводить эти подшипниковые опоры и тем самым поддерживать рабочие валки на определенном расстоянии друг от друга. Как лучше всего видно из фиг. 5, вертикальные звенья 46 своими противоположными концами соединены с подшипниковыми опорами 40, 42. Эти звенья имеют пазы 48, которые позволяют регулировать рабочий зазор между валками.
Гаечные элементы 32, 34 имеют наклонные поверхности 50, входящие в зацепление противоположно наклоненными поверхностями 52 соответствующих опор. Угол наклона поверхностей 50, 52 относительно вертикали выбирается таким образом, чтобы возникали результирующие силы, прижимающие гайки к подшипниковым опорам, при этом предпочтительно, чтобы этот угол не превышал 75 градусов. Трубчатые втулки 54, расположенные наверху верхних гаечных элементов 32, проходят сквозь отверстия в дне 18а конструкции 18 и служат в качестве направляющих и фиксирующих элементов. Такие же втулки 56 расположены снизу нижних гаечных элементов 34 и входят в неподвижные направляющие 58, которые являются составной частью рамы.
Нижние опоры 42 включают в себя кили 60, несущие опорные колеса 62. Под каждым колесом 62 проходит направляющая 64. Как показано на фиг. 3А, во время прокатки во всем рабочем диапазоне разведения валков гаечные элементы 32, 34 сближаются симметрично за счет вращения осей 30, вступая в сцепление с опорами 40, 42, в результате чего опорные колеса 62 нижней опоры поднимаются над направляющими 64. Наклонные поверхности 50, 52 соприкасаются, образуя при этом надежное сцепление гаек с опорами.
Когда комплект 12 валков должен быть извлечен из линии прокатки, оси 30 вращают симметрично разводя гаечные элементы 32, 34 до полностью разведенного положения, как показано на фиг. 3В. Это приводит к тому, что комплект валков опускается относительно линии Р прокатки до тех пор, пока опорные колеса 62 не встанут на направляющие 64. После этого комплект валков может быть перемещен вбок на наружное продолжение 66 направляющих 64, как показано пунктирными линиями на фиг. 1.
Оси 30 и гаечные элементы 32, 34 остаются внутри рамы на линии прокатки. Затем запасной комплект валков может быть вставлен вовнутрь рамы и установлен в рабочее положение с помощью вращения осей 30, которые возвращают гайки в зацепление с опорами, как показано на фиг. 3А.
Все вышесказанное наглядно показывает, насколько значительную экономию можно получить за счет отделения гаечных элементов 32, 34 и осей 30 от опор 40, 42 комплекта валков. Это усовершенствование реализуется без усложнения процесса замены комплекта валков при остановке линии прокатки на техническое обслуживание.
| название | год | авторы | номер документа |
|---|---|---|---|
| КЛЕТЬ ПРОКАТНОГО СТАНА | 1996 |
|
RU2103082C1 |
| ПРОКАТНАЯ КЛЕТЬ БЕЗ СТАНИНЫ | 2001 |
|
RU2208487C2 |
| ПРОКАТНЫЙ СТАН МОДУЛЬНОГО ТИПА ДЛЯ ЧИСТОВОЙ ПРОКАТКИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 1995 |
|
RU2102165C1 |
| УСТРОЙСТВО ПРИВОДА КЛЕТЕЙ ПРОКАТНОГО СТАНА С ВЫБИРАЕМЫМ СООТНОШЕНИЕМ СКОРОСТЕЙ | 1999 |
|
RU2173589C2 |
| ПРОКАТНЫЙ СТАН | 1994 |
|
RU2086316C1 |
| МОДУЛЬНЫЙ ПРОКАТНЫЙ СТАН | 1999 |
|
RU2177846C2 |
| ПРОКАТНЫЙ СТАН | 1993 |
|
RU2077965C1 |
| СПОСОБ ПРОКАТКИ ПРОВОЛОКИ ИЗ МЕТАЛЛИЧЕСКИХ ПРУТКОВ И ПРОКАТНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2201300C2 |
| СПОСОБ ВЫРАВНИВАНИЯ ПЛОЩАДИ ПОПЕРЕЧНОГО СЕЧЕНИЯ ЗАГОТОВКИ НЕПРЕРЫВНОЙ ПРОКАТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2000 |
|
RU2192321C2 |
| ПРОКАТНЫЙ СТАН И СПОСОБ ПРОКАТКИ ЗАГОТОВОК НА ПРОКАТНОМ СТАНЕ | 1998 |
|
RU2170151C2 |
Использование: изобретение относится к бескорпусным клетям прокатных станов. Сущность изобретения: бескорпусная клеть имеет пару рабочих валков, вращающихся в подшипниковых опорах вокруг параллельных осей. Подшипниковые опоры механически сцепляются с гаечными элементами, которые, в свою очередь, навинчены на винтовые участки на противоположных концах осей. Эти оси служат для регулирования симметричного разведения валков и создания компенсирующего контура, поглощающего возникающие при прокатке силы отталкивания валков. Гаечные элементы и соответствующие оси не связаны с подшипниковыми опорами, что позволяет оставлять их на линии прокатки в качестве несъемных элементов при замене валков. Изобретение позволяет осуществить замену комплекта прокатных валков при небольших затратах труда и при минимальном количестве крепежной оснастки. 2 с. и 13 з.п. ф-лы, 5 ил.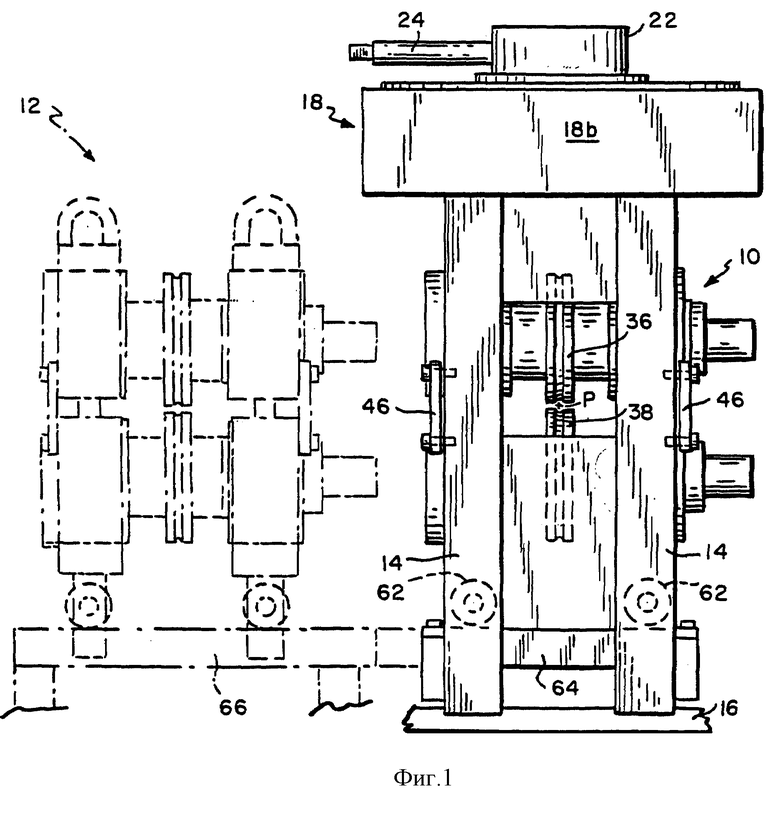
| ВЫКАПЫВАЮЩИЙ РАБОЧИЙ ОРГАН | 1999 |
|
RU2197811C2 |
| УНИВЕРСАЛЬНАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1992 |
|
RU2048935C1 |
| US 5743126 C1, 28.04.1998 | |||
| ИМИТАТОР СТРЕЛКОВОГО ОРУЖИЯ | 2011 |
|
RU2477439C1 |

