Изобретение относится к насосостроению, в частности к объемно-инерционным насосам с электромагнитным вибрационным приводом, которые предназначены для подъема воды из открытых водоемов, шахтных и трубчатых колодцев и скважин.
В настоящее время в сельском хозяйстве и в быту широко применяются объемно-инерционные насосы, что объясняется возможностью агрегатирования нескольких насосов при последовательной или параллельной работе.
Недостатком этих насосов является то обстоятельство, что в процессе эксплуатации необходимо постоянно наблюдать за ними из-за повторно-кратковременного режима работы. Этот режим определяется перегревом электромагнитного привода насоса.
Известен способ охлаждения электромагнита вибрационного насоса прокачиваемой водой, которая протекает или вокруг самого электромагнита благодаря каналам, расположенным в корпусе насоса (см. В.М. Усаковский "Инерционные насосы", М, 1973 г., с. 118-119, рис. 54, 55). Катушечная часть электромагнитного вибратора состоит из П-образного пакета железа и двух катушек, залитых в корпусе массой на основе эпоксидной смолы. Однако такой способ усложняет конструкцию насоса, кроме того, в случае засорения магистрали, насос перегревается и выходит из строя, т.е. необходимость наблюдения за насосом в процессе эксплуатации сохраняется.
Наиболее близким решением к заявленному, является способ изготовления вибрационного насоса ЭВВ4-06-40 с верхним расположением клапана, благодаря чему электромагнит оказывается ниже уровня воды (см. В.М. Усаковский, "Инерционные насосы", М., 1973, с. 121-122, рис. 60). Способ заключается в намотке катушки электромагнита, нагреве ее до интервала температур 60-80oC, пропитке ее лаком для повышения электрического сопротивления и диэлектрической прочности, сушке, установке катушки на сердечник, помещении катушки с сердечником в специальное посадочное место в корпусе насоса и заливке электромагнита эпоксидным компаундом для защиты электромагнита от попадания воды. Такое изготовление электромагнитного привода, даже при размещении его ниже уровня воды не позволяет избавиться от повторно-кратковременного режима работы насоса и, следовательно, от наблюдения за ним в процессе эксплуатации.
Задача, решаемая изобретением, заключается в обеспечении непрерывной работы вибрационного насоса с электромагнитным приводом.
Согласно изобретению в способе изготовления электропривода вибрационного насоса, заключающемся в размещении намотанной катушки с сердечником в посадочном месте корпуса насоса, ее пропитке, заливке нагретым до температуры 60-80oC эпоксидным компаундом, одновременно с заливкой производят пропитку катушки, нагревая катушку до температуры компаунда путем подключения ее к источнику переменного тока промышленной частоты, выдерживают нагрев до полного прекращения газовыделения, после чего нагрев отключают.
Изготовленный объединенными операциями заливки и пропитки эпоксидным компаундом, нагретым до температуры катушки, при том, что нагрев катушки осуществляется переменным током промышленной частоты, электромагнитный привод обладает повышенной теплопроводностью и прочностью изоляции, так как при нагреве происходят микровибрации провода катушки, за счет чего компаунд полностью проникает в катушку. Это позволяет изменить повторно-кратковременный режим работы насоса на продолжительный, обеспечить его непрерывную многочасовую работу, упростить процесс изготовления насоса, повысить надежность, позволяя тем самым круглосуточно эксплуатировать насос без присутствия персонала.
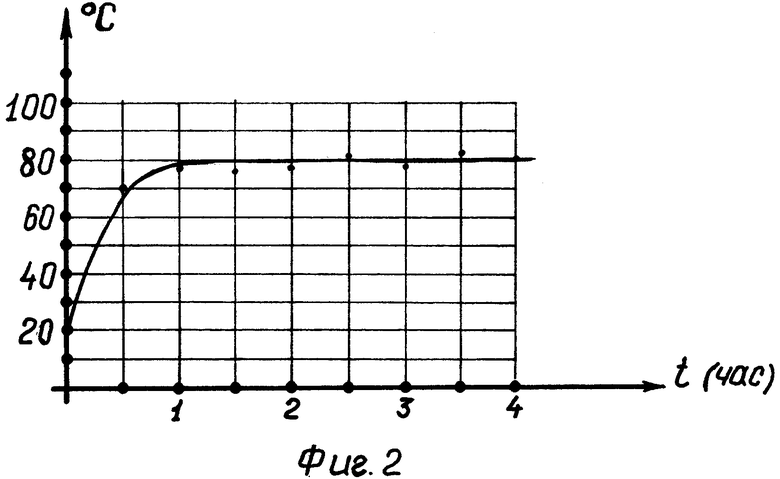
Изобретение иллюстрируется чертежом, где на фиг. 1 изображен вертикальный разрез той части корпуса насоса, в которой размещен электромагнитный привод, I - местное сечение; на фиг. 2 приведена зависимость температуры привода от времени работы насоса.
Электромагнит в корпусе насоса, как он изображен на фиг. 1, содержит корпус 1, катушку 2, сердечник 3, компаунд 4.
Способ осуществляется следующим образом.
Производят бескаркасную намотку катушки 2 в соответствии с заданной мощностью привода, предпочтительно рядовой намоткой любым промышленно изготовленным специальным станком, например СНК-1. Затем катушку устанавливают на сердечник 3 и помещают их в посадочное место корпуса 1. Подключают катушку к стандартному источнику переменного тока, например ИП-300, и нагревают ее до температуры в интервале 60-80oC. Одновременно разогревают в специальной емкости эпоксидной компаунд на основе эпоксидной смолы ЭД-20 с отвердителем полиэтиленполиамином в пропорции 10:1 на электрической плите СНОЛ 3,5/3 до той же температуры. Контроль температур производят контактным термометром, например ТК-200. Заливают посадочное место в корпусе насоса с электромагнитом, нагретым до температуры катушки, компаундом 4 и тщательно следят за процессом газовыделения, во время которого происходит проникновение компаунда в катушку, чему способствует микровибрация витков катушки, см. местное сечение - I. После прекращения газовыделения катушку отключают от источника тока. В результате, после полимеризации, получается полностью герметизированное изделие с улучшенными тепловыми свойствами, температура которого при многочасовой работе не превышает 85oC (см. фиг. 2).
| название | год | авторы | номер документа |
|---|---|---|---|
| КЛАПАН ВИБРАЦИОННОГО НАСОСА | 2000 |
|
RU2180416C2 |
| ВИБРОНАСОС | 1991 |
|
RU2011025C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАТУШКИ ГРУЗОПОДЪЁМНОГО ЭЛЕКТРОМАГНИТА | 2019 |
|
RU2712712C1 |
| ПОГЛОТИТЕЛЬ ЭЛЕКТРОМАГНИТНЫХ ВОЛН | 2002 |
|
RU2231877C2 |
| Вибрационный электронасосный агрегат | 1976 |
|
SU642521A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРМЕТИЧНОГО ЭЛЕКТРОМЕХАНИЧЕСКОГО УСТРОЙСТВА | 2014 |
|
RU2583377C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАТУШКИ ГРУЗОПОДЪЕМОГО ЭЛЕКТРОМАГНИТА | 2013 |
|
RU2534860C1 |
| СПОСОБ СБОРКИ ГРУЗОПОДЪЕМНОГО ЭЛЕКТРОМАГНИТА | 2002 |
|
RU2238904C2 |
| СПОСОБ ИЗОЛЯЦИИ МАГНИТОЭЛЕКТРИЧЕСКИХ КАТУШЕК | 1991 |
|
RU2016428C1 |
| Способ изготовления электромагнитных устройств | 1989 |
|
SU1723590A1 |
Способ изготовления электропривода вибрационного насоса относится к конструкциям малогабаритных бытовых насосов, предназначенных для подъема воды из открытых водоемов, шахтных и трубчатых колодцев и скважин. В способе, заключающемся в размещении намотанной катушки с сердечником в посадочном месте корпуса насоса, ее пропитке, заливке нагретым до температуры 60 - 80oC эпоксидным компаундом, одновременно с заливкой производят пропитку катушки, нагревая катушку до температуры компаунда путем подключения ее к источнику переменного тока промышленной частоты, выдерживают нагрев до полного прекращения газовыделения, после чего нагрев отключают. Такое изготовление электропривода повышает теплопроводность и прочность изоляции, обеспечивает продолжительный режим работы насоса. 2 ил.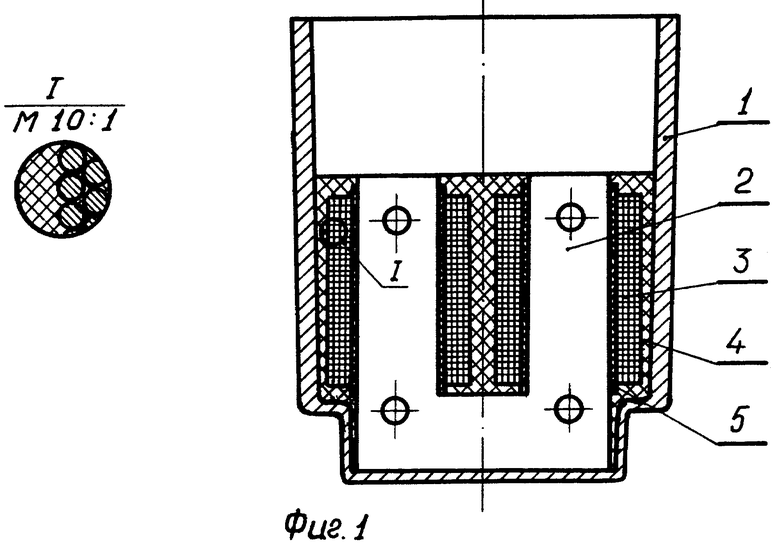
Способ изготовления электропривода вибрационного насоса, заключающийся в размещении намотанной катушки с сердечником в посадочном месте корпуса насоса, ее пропитке, заливке нагретым до температуры 60-80°С эпоксидным компаундом, отличающийся тем, что одновременно с заливкой производят пропитку катушки, нагревая катушку, до температуры компаунда путем подключения ее к источнику переменного тока промышленной частоты, выдерживают нагрев до полного прекращения газовыделения, после чего нагрев отключают.
| УСАКОВСКИЙ В.М | |||
| Инерционные насосы | |||
| -М.: Машиностроение, 1973, с.118, 121-122, рис.60 | |||
| SU 1543131 A1, 15.02.1990 | |||
| Вибрационный электронасосный агрегат | 1976 |
|
SU642521A1 |
| Экономайзер | 0 |
|
SU94A1 |
| US 4416591 A, 22.11.1983. | |||
