Изобретение может использоваться для СВЧ-обжига гидрослюд различной степени гидратации, в частности, при содержании в них воды до 1%.
Известно, что необходимое при обжиге вспучивание гидрослюд /Я.А.Ахтямов, Б. С. Бобров, Г.Б.Геммерлинг, М.В.Эпельбаум. Обжиг вермикулита, изд-во литературы по строительству, М., 1972 г./ достигается в тепловых печах только на гидрослюдах, содержание воды в которых превышает 3 - 4%. При меньшем содержании воды обожженные пластинки гидрослюды имеют веерообразную структуру и после охлаждения усаживаются. Это приводит к неиспользованию большого количества сырья. Так, на крупнейшем в России Ковдорском месторождении гидрофлогопита /Баланс запасов полезных ископаемых СССР на 1.01.66 г., вып. 78. Вермикулит. Министерство геологии СССР, Всесоюзный геологический фонд. М., 1966 г. / слабогидратированный флогопит, который не может быть использован промышленностью, составляет до 20% всех запасов.
При обжиге /вспучивании/ гидрослюд достаточной степени гидратации для достижения необходимой степени вспучивания, порядка 8 - 10, обжиг в тепловых печах /Н. А. Искрицкий. Экономика и перспективы применения вермикулита. Л., Наука, 1975 г./ приходится вести при температуре более 800oC. Но при такой температуре структурная основа гидрослюды уменьшает свою механическую прочность, что снижает качество готового продукта, в целом. Максимальную механическую прочность чешуйки вспученной гидрослюды имеют при температуре обжига не более 400 - 600oC /там же/, но при такой температуре не удается достигнуть высокой степени вспученности, что снижает теплоизоляционные свойства вспученного продукта.
Использование электромагнитной СВЧ-энергии для обжига гидрослюд создает ряд преимуществ. Основными из них являются /Патент РФ N 2085372 на изобретение "Способ обработки гидратированного флогопита" 6 B 28 D 1/32/:
- снижение требований на температуру обжига, так как необходимое вспучивание достигается за счет непосредственного поглощения энергии содержащейся в чешуйке гидрослюды водой, при слабом поглощении электромагнитной энергии структурной основой материала - слюдой;
- снижение требований на влагосодержание гидрослюды, так как быстрое нагревание и испарение веды в чешуйке под воздействием поглощенной ею энергии создает нарастание внутреннего давления пара, достаточное для ее вспучивания даже при малом содержании воды в ней.
Энергозатраты в СВЧ-установке, в сравнении с традиционными тепловыми установками, снижаются. Так, по отношению к действующей тепловой установке типа МВУ - 2 снижение затрат энергии на единицу готового продукта составляет 5 раз. Такая экономия энергии достигается, во-первых, за счет снижения температуры обжига более чем в 2 раза, во-вторых, за счет ускорения нагрева и процесса испарения воды, в результате чего увеличивается скорость нарастания давления пара до уровня, обеспечивающего вспучивание чешуек гидрослюды при уменьшенном общем количестве испаренной воды /проверено уменьшением степени дегидратации обожженной в СВЧ-поле гидрослюды, в сравнении с тепловым обжигом). Наконец, нет потерь энергии на тепло, выходящее с продуктами неполного сгорания топлива, свойственное тепловым установкам.
Обжиг гидрослюды в СВЧ-установке не сопровождается ни выбросом продуктов неполного сгорания топлива, ни созданием пылевидных облаков мелких фракций гидрослюды, выносимых воздушным потоком, транспортирующим гидрослюду, характерных для тепловых установок, то есть процесс СВЧ-обжига гидрослюды является экологически чистым.
Известна, установка для обработки сыпучих диэлектрических материалов СВЧ-энергией /патент США N 4714812, H 05 B 6/70, 1987 г./. Установка содержит последовательно расположенные с вертикально ориентированными связями СВЧ-камеры, автономно запитываемые каждая от своего генератора, приборы для регулирования мощности, подводимой к каждой камере со схемами ее измерения. Однако, движение обрабатываемого материал через каждую камеру в этой установке осуществляется по вертикальным диэлектрическим каналам только под действием сил гравитационного поля. Очевидно, что ни регулировки скорости движения чешуек гидрослюды, ни их ориентации относительно вектора напряженности E электрического поля, существенно влияющего на степень поглощения гидрослюдой электромагнитной энергии, эта установка не предусматривает. Между тем, время, необходимое для обжига гидрослюды в СВЧ-электромагнитном поле /Патент N 2085372, 6 B 28 D 1/32, 1997 г./, зависит именно от поглощенной гидрослюдой энергии. Поэтому, достигнуть оптимального режима обжига гидрослюды в этой установке невозможно.
Наиболее близким по технической сущности к заявляемому устройству является выбранное в качестве прототипа устройство для СВЧ-обработки сыпучих материалов /а. с. N 1592958, H 05 B 6/64, 1990 г./. Устройство содержит СВЧ-генератор, соединенный через элемент ввода с камерой нагрева, внутри которой расположен транспортер, выполненный в виде ступенчато установленных одна над другой полок из диэлектрика, линии сопряжения которых кратны λ/4; при этом камера содержит узлы загрузки и выгрузки обрабатываемого материала, отверстие для вывода пара и соединена с вибрационным механизмом. Однако, камера, выполненная в виде отрезка трубы, не позволяет сконцентрировать всю мощность электромагнитного поля на обрабатываемом материале, поляризация электрического поля в такой камере хаотическая. Часть мощности СВЧ-излучения, пронизывающая материал, здесь зависит от его влажности, а при обработке гидрослюды и от степени ее гидратации, определяющей, в основном, ее диэлектрические характеристики. При обжиге слабогидратированного флогопита доля мощности входящей в материал волны будет минимальной, хотя требования к мощности падающей волны при обжиге гидрослюд имеют обратную зависимость: чем ниже степень гидратации, тем большая мощность требуется для обжига гидрослюды. Кроме того единый вибрационный механизм, определяющий скорость движения материала по транспортеру при обжиге вспучиваемого материала, неудобен, так как по ходу его движения по транспортеру изменяются его весовые и объемные характеристики, что приводит к необходимости для каждой ступени транспортера иметь свою скорость движения материала /как в м3/с, так и в кг/с/, чего единым вибрационным механизмом добиться трудно.
Целью предлагаемого изобретения является расширение функциональных возможностей установки, а именно, проведение в ней обжига вспучиваемых материалов, в том числе, гидрослюды, требующего максимальной концентрации падающей на материал мощности электромагнитных колебаний и предельного увеличения поглощаемой материалом мощности, что имеет место при расположении насыпного слоя материала в плоскости вектора E напряженности электрического поля. Кроме того, в установке должны быть учтены особенности транспортирования в ней вспучиваемых при обжиге материалов, требующие поэтапного изменения скорости движения материала.
Указанная цель достигается тем, что СВЧ-устройство обжига гидрослюд содержит СВЧ-генератор, соединенный с камерой нагрева, внутри которой расположены транспортер в виде полок из диэлектрика, узлы загрузки и выгрузки обрабатываемого материала, отверстия для вывода пара. В отличие от прототипа, камера нагрева выполнена в виде рассогласованного на выходном конце, с фазовращателем перед рассогласователем, волноводного тракта прямоугольного сечения, по которому распространяется волна типа H10, имеющего в вертикальном продольном сечении по широкой стенке волновода конфигурацию ступеней с длиной пологой и крутой частей, одинаковой и равной четверти длины волны; при этом, диэлектрические полки транспортера расположены внутри волновода, параллельно его узкой стенке на пологих участках ступеней и находятся в узле загрузки - в осевой плоскости волновода и далее, по ходу тракта, имеют постоянное обнижение относительно этой плоскости; тракт же выполнен с возможностью изменения угла наклона пологих участков ступеней с помощью сменных волноводных уголков и снабжен несколькими автономными ультразвуковыми вибрационными механизмами, равномерно размещенными по его длине.
Сопоставительный анализ с прототипом показывает, что заявляемое устройство соответствует критерию "новизна", так как имеет отличительные признаки.
Авторам не известны технические решения или источники информации, в которых описаны признаки, заключающиеся в том, что:
- камера нагрева выполнена в виде рассогласованного на выходном конце, с фазовращателем перед рассогласователем, волноводного тракта прямоугольного сечения, по которому распространяется волна типа H10, имеющего в вертикальном продольном сечении по широкой стенке волновода конфигурацию ступеней с длиной пологой и крутой частей, одинаковой и равной четверти длины волны;
- диэлектрические полки транспортера расположены внутри волновода, параллельно его узкой стенке /в плоскости вектора E/ на пологих участках ступеней и находятся в узле загрузки - в осевой плоскости волновода и далее, по ходу тракта, имеют постоянное обнижение относительно этой плоскости;
- волноводный тракт выполнен с возможностью изменения угла наклона пологих участков ступеней с помощью сменных волноводных уголков и снабжен несколькими автономными ультразвуковыми механизмами, равномерно размещенными по его длине.
Следовательно, предлагаемое изобретение соответствует критерию "изобретательский уровень".
Все показатели эффективности обжига гидрослюд зависят от величины поглощаемой ею мощности электромагнитного поля /патент РФ N 2085372, 6 B 28 D 1/32, 1997 г./: коэффициент вспучивания растет с увеличением мощности, температура гидрослюды уменьшается с увеличением мощности, время обжига сокращается /увеличение производительности установки/ с увеличением мощности и, наконец, удельный расход энергии уменьшается с увеличением мощности. Поэтому, главными показателями СВЧ-установки обжига гидрослюд являются увеличение непосредственно воздействующей на гидрослюду мощности СВЧ-колебаний и КПД преобразования электромагнитной энергии во внутреннюю энергию гидрослюды, то есть, увеличение части воздействующей энергии, поглощаемой гидрослюдой.
Увеличение воздействующей мощности в установке достигается, во-первых, созданием в тракте стоячей волны при расположении положительной полуволны всегда на пологой части ступени, а отрицательной - на крутой, вертикальной ее части; во-вторых, неравномерной скоростью движения гидрослюды в тракте обжига: медленным движением по пологой части ступени, где на материал воздействует увеличенная мощность, создаваемая стоячей волной и быстрым движением под воздействием гравитационного поля в вертикальной части ступени, где мощность электромагнитной волны также за счет стоячей волны минимальна. Создаваемая этим неравномерность времени пребывания материала под воздействием мощности разного уровня увеличивает среднюю мощность воздействия на обрабатываемый материал. Третьим фактором увеличения воздействующей мощности является расположение центра масс обрабатываемого материала в течение всего процесса обжига в осевой плоскости волновода /относительно его широкой стенки/, где электрическое поле имеет максимальную мощность. Это достигается размещением в волноводе диэлектрических пластин транспортера в узле загрузки материала - в осевой плоскости волновода /сырец здесь лежит тонким, в несколько миллиметров слое/ и постепенным по ходу движения материала в тракте от ступени к ступени и его вспучивания и соответствующего увеличения толщины насыпного слоя, обнижением пластин транспортера, относительно осевой плоскости /поле по сечению волновода распределено по закону cos2 Φ, где Φ = 0 в осевой плоскости/.
Стоячая волна в тракте обжига создается настраиваемым рассогласователем на его выходе, а совмещение максимума стоячей волны с серединой пологой части ступени волновода - фазовращателем.
Распределение мощности в волноводе иллюстрируется фиг. 1, где I, II - соответственно пологий и вертикальный участки волноводной ступени, α - угол наклона пологой части ступени к горизонту, обеспечивающий движение материала на пологом участке. На фиг. 1а показано расположение полуволн стоячей волны на I и II участках волновода /длина стоячей волны λсв= λ/2, где λ - длина волны, распространяющейся в волноводе/. На фиг. 1б показано распределение мощности электромагнитной волны по длине волновода x, а на фиг. 1в - изменение воздействующей мощности во времени с учетом неравномерной скорости движения обрабатываемого материала /τ1 - время перемещения материала на участке I; τ2 - на участке II/.
Отношение Pmax/Pmin определяется степенью рассогласованности тракта, то есть коэффициентом стоячей волны, К, как
Поскольку в тракте имеется поглощающий материал /гидрослюда/, то мощность Pпад падающей волны от первой до последней ступени тракта, от ступени к ступени, уменьшается. Мощность же Pотр отраженной от рассогласователя волны максимальна на выходе тракта, а затем она от последней к первой ступени постепенно уменьшается. Таким образом отношение Pотр/Pпад от первой к последней ступеням все время возрастает. Поскольку
то К также возрастает от первой к последней ступени тракта и, следовательно, возрастает отношение Pmax/Pmin.
Изменение коэффициента стоячей волны /КСВ/ от ступени к ступени определяется выражением /Д.М.Сазонов. Антенны и устройства СВЧ. М., Высшая школа, 1988 г./:
где Kн - КСВ в оконечном рассогласователе;
α - коэффициент затухания тракта, по которому движется обрабатываемый материал /для гидрослюды α ≈ 5•10-3 1/с/;
n - общее число волноводных ступеней в тракте;
к - номер рассматриваемой /к-й/ ступени от входа мощности.
С увеличением отношения Pmax/Pmin /фиг. 1в/ растет выигрыш, получаемый за счет различия скоростей движения материала на участках I и II волноводной ступени.
Увеличение Кн в оконечном настраиваемом рассогласователе ограничивается допустимым значением коэффициента стоячей волны на входе тракта /на выходе генератора/. Для большинства магнетронов Кпред = 2. Поэтому степень рассогласования в оконечном рассогласователе определяется как длиной тракта /количеством ступеней/, так и диэлектрическими характеристиками обрабатываемого материала α.
Средняя воздействующая на материал мощность при прохождении им положительной полуволны стоячей волны определяется выражением
а отрицательной полуволны
В выражениях /3/ и /4/ Pпадк это мощность падающей волны на входе рассматриваемого участка к-й ступени.
Время нахождения материала в положительной полуволне, то есть время прохождения материалом участка I волновода определяется исходя из условия
где τ - общее необходимое время обжига,
n - число ступеней в тракте,
τ1 - время движения материала по пологой части ступени,
τ2 - время движения материала по крутой части ступени.
Время нахождения материала в отрицательной полуволне - это время свободного падения на участке II волновода
Тогда, средняя воздействующая на материал при прохождении им каждой к-й ступени мощность определится, как
При увеличении средней воздействующей мощности Pвозд.ср.к пропорционально этому увеличению возрастает поглощенная мощность Pпогл. ср.к' так как
Pпогл= Pвозд(1-e-α•Δl), (7)
где Δl - длина волноводной ступени по оси волновода.
Но это ведет к уменьшению мощности, воздействующей на последующую /к + 1/-ю ступень. Поэтому, несмотря на увеличение КСВ, абсолютное значение прироста средней воздействующей мощности в каждой последующей ступени уменьшается.
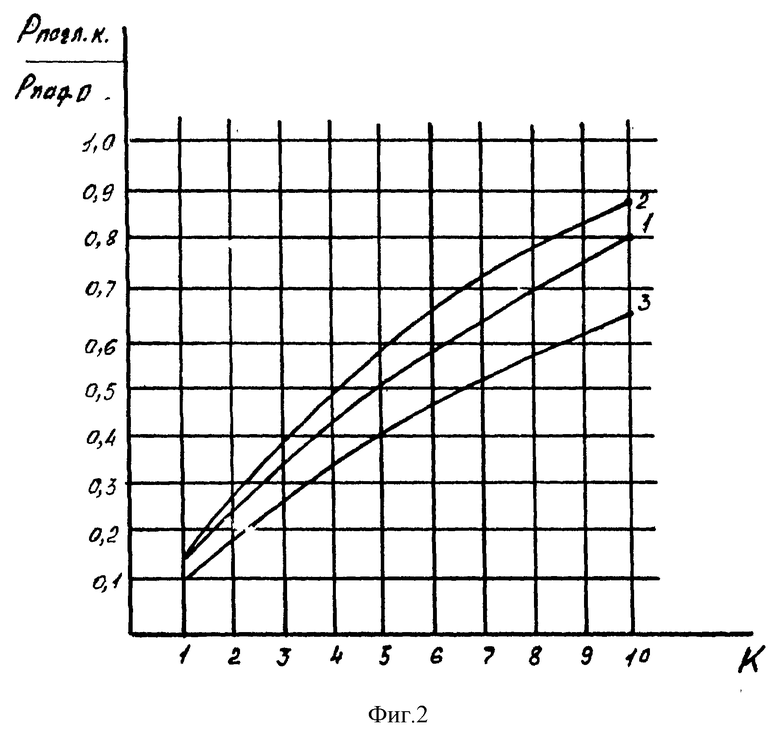
На фиг. 2 показана расчетная зависимость изменения поглощенной обрабатываемым материалом мощности в сумме от первой до к-й ступени в ступенчатом рассогласованном /Кн = 20/ тракте при n = 10,  5• 10-3 1/см. Кривая 1 - при полном времени обжига τ = 5 c /обжиг вермикулита/; кривая 2 - при τ = 15 с /обжиг слабогидратированного флогопита/. Для сравнения, приведена кривая 3, отражающая ту же зависимость для прямолинейного согласованного /Кн = 1/ волноводного тракта. Кривые 1 и 2 рассчитаны по формулам /2/ - /7/, а кривая 3 - по формуле
5• 10-3 1/см. Кривая 1 - при полном времени обжига τ = 5 c /обжиг вермикулита/; кривая 2 - при τ = 15 с /обжиг слабогидратированного флогопита/. Для сравнения, приведена кривая 3, отражающая ту же зависимость для прямолинейного согласованного /Кн = 1/ волноводного тракта. Кривые 1 и 2 рассчитаны по формулам /2/ - /7/, а кривая 3 - по формуле
Pпоглк= Pпадo(1-e-αк•Δl),
где Pпадо - мощность, излучаемая СВЧ-генератором.
Из сопоставления кривых 1 и 3 видно, что, в целом, по к = 10 рассогласованность тракта и неравномерность движения в нем обрабатываемого материала при времени обжига τ=5 с создает выигрыш в величине поглощаемой материалом мощности, относительно согласованного прямого волноводного тракта в 1,25 раз. То же /кривые 2 и 3/, при τ = 15 с - 1,33 раза.
Выиграю в 1,25 раза эквивалентен увеличению мощности СВЧ-генератора на 25%. Это /патент N 2085372, 6 B 28 D 1/32, 1997 г./ сокращает время обжига /или повышает производительность установки/ в 1,4 раза, увеличивает коэффициент вспучивания на 9%, снижает энергозатраты на 19%.
При обжиге слабогидратированного флогопита, требующего увеличения времени обжига до τ = 15 с, энергетический выигрыш за счет увеличения времени τ1/ /при τ2 = const/ возрастает до 1,33 раза. Такому увеличению мощности соответствует сокращение времени обжига в 1,5 раза, увеличение коэффициента вспучивания на 11%, снижение энергозатрат на 25%. Уменьшение температуры гидрослюды, относительно полученной при обжиге вермикулита 350oC и слабогидратированного флогопита 450oC, составляет, соответственно, 5 и 6%.
Из приведенного сопоставления обжига вермикулита /τ = 5 с/ и слабогидратированного флогопита /τ = 15 с/ видно, что скорость движения обрабатываемого материала в установке должна изменяться в достаточно широких пределах. Помимо степени гидратации гидрослюды на продолжительность обжига оказывают влияние геометрические размеры чешуек /фракция/ гидрослюды: чем больше размеры чешуек, тем меньше продолжительность обжига. Общий диапазон средних по тракту скоростей движения материала по пологой части ступеней составляет V = 0,05 - 0,5 м/с. Изменение скоростей в таких пределах достигается, во-первых, изменением угла наклона всей ступени к горизонту и, во-вторых, изменением амплитуды ультразвуковой вибрации тракта.
Введение в установку ультразвуковой вибрации создает преимущества относительно низкочастотной механической вибрации, определяемые быстрым затуханием ультразвуковой вибрации в стальной и алюминиевой конструкциях волноводов, сопряженных между собой по длине тракта большим количеством соединительных фланцев. Это обеспечивает, во-первых, защиту СВЧ-генератора от вибрации без введения специальных развязывающих устройств /см. а.с. N 1592958, H 05 В 6/64, 1990 г./ и, во-вторых, установленные по длине тракта обжига несколько ультразвуковых головок, на расстоянии ~500 мм друг от друга, практически, не влияют друг на друга и потому на них можно автономно задавать амплитуду вибраций, соответственно необходимой скорости движения обрабатываемого материала на данном участке тракта.
В описании приведены следующие иллюстрационные материалы:
фиг. 1 - распределение мощности СВЧ-колебаний в волноводе;
фиг. 2 - расчетные кривые зависимости суммарной поглощенной мощности с первой по к-ю ступень тракта;
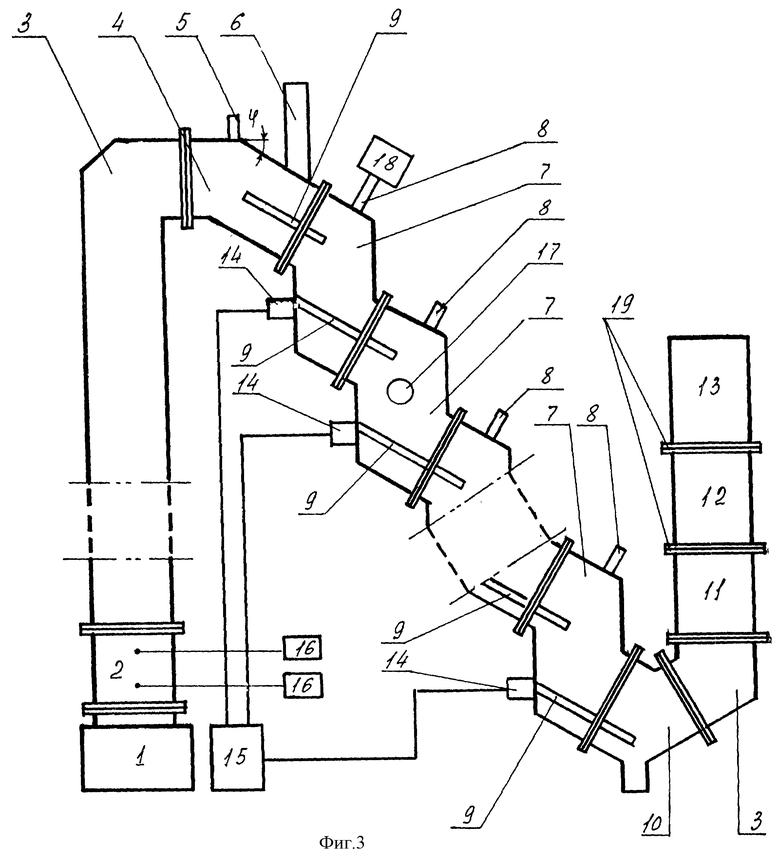
фиг. 3 - структурная схема установки для СВЧ-обжига гидрослюд;
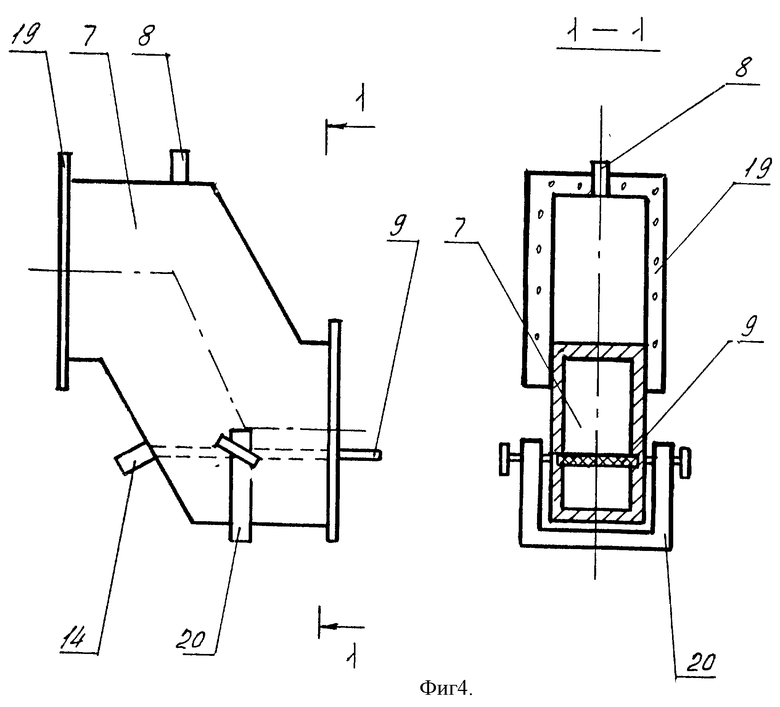
фиг. 4 - чертеж установки диэлектрической пластины в волноводном тракте обжига.
Устройство содержит /фиг. 3/ СВЧ-генератор 1, направленный ответвитель 2, соединительные волноводы 3, сменный волноводный уголок 4 с отверстием 5 для ввода воздуха, узел загрузки 6, расположенный на входной волноводной ступени 7 тракта обжига, отверстия 8 для вывода из тракта паров воды, диэлектрические полки транспортера, по которому осуществляется движение гидрослюды, узел выгрузки 10 из тракта обжига вспученной гидрослюды, фазовращатель 11, устройство регулируемого рассогласования 12 волноводного тракта обжига, согласованную водяную нагрузку 13.
Ультразвуковая вибрация тракта осуществляется с помощью ультразвуковых головок 14, запитываемых от генератора ультразвука 15.
Измерение падающей и отраженной мощности осуществляется ваттметрами 16, а положение стоячей волны контролируется с помощью детекторной головки 17.
Вытяжка пара из входной волноводной ступени 7 производится вытяжным вентилятором 18.
Все волноводные соединения выполнены с помощью плоских фланцев 19. Крепление /фиг. 4/ диэлектрических пластин 9 к волноводу реализуется зажимом 20.
Все волноводные устройства /2, 3, 4, 11, 12, 13/, кроме тракта обжига - алюминиевые, тракт обжига /7, 10/ - из нержавеющей /немагнитной/ стали. Волноводы прямоугольные, сечением 220 х 104 мм.
В установке используется СВЧ-генератор 1 мощностью 50 кВт, работающий на частоте 915 ± 15 МГц /например, генератор типа ГИ-50/. Установленный на выходе СВЧ-генератора направленный ответвитель 2 является спаренным волноводно-коаксиальным ответвителем, имеющим два выхода /для измерения падающей и отраженной мощности/. К каждому из этих выходов подключен измеритель мощности 16 /например, ваттметр типа М3 - 58/1/. Измерение падающей и отраженной мощности позволяет по выражению /1/ рассчитывать коэффициент стоячей волны. Учитывая, что КСВ зависит от обрабатываемой гидрослюды /порода, степень гидратации, влажность/, при обработке каждой новой партии гидрослюды необходимо с помощью оконечного рассогласователя 12 произвести настройку тракта для получения во входной ступени 7 тракта обжига /или, что практически, то же, на выходе СВЧ-генератора/ максимально допустимого для используемого в СВЧ-генераторе типа магнетрона /К = 1,5 или 2,0/ значения КСВ. После каждого регулирования КСВ, фазовращателем 11 производится совмещение положительной полуволны стоячей волны с пологой частью входной ступени 7 тракта. Датчиком положения стоячей волны, относительно ступеней волновода является детекторная головка 17, установленная в середине вертикальной части ступени и, соответственно, фиксирующая минимум стоячей волны.
Рассогласование в 12 достигается изменением мощности отраженной волны. Вся оставшаяся /неотраженная/ мощность проходит в волноводную согласованную нагрузку 13 и поглощается ею.
Сменные волноводные уголки 4 служат для изменения угла наклона диэлектрических пластин 9 транспортера. Угол Φ /фиг. 3/ определяет, совместно с ультразвуковой вибрацией /генератором ультразвука 15 и ультразвуковыми головками 14/ скорость движения гидрослюды по транспортеру 9. В состав установки входят три сменных уголка 4: Φ1 = 20o, Φ2 = 25o, Φ3 = 30o. При Φ2 = 25o /Φ = α, см. фиг. 1/ крутая часть волноводной ступени 7 расположена вертикально. При использовании уголков Φ1 = 20o и Φ3 = 30o крутая часть ступени отклоняется от вертикали на ± 5o. Это отклонение не нарушает условий свободного падения гидрослюды на крутой части ступеней.
Отверстие для ввода воздуха 5 в сменном уголке 4, совместно с отверстием 8 во входной волноводной ступени 7 и вытяжным вентилятором 18 служит для принудительного вывода из тракта влажного пара, образующегося в начальный момент ввода в тракт влажного сырца. Этот пар образуется за счет испарения поверхностной влаги с холодного материала. Его необходимо вывести из тракта, так как сам влажный пар имеет большой коэффициент отражения, вследствие чего резко возрастает КСВ на выходе магнетрона, что недопустимо. Поскольку, сырец на этом этапе еще не вспучен, то вытягивание пара здесь не сопряжено с вылетом мелких частиц гидрослюды и нарушением тем самым экологической чистоты процесса. Пар, который образуется на последующих этапах процесса, при дегидратации чешуек гидрослюды, уже за счет повышенной температуры материала является сухим. Его коэффициент отражения ничтожно мал и потому на всех последующих ступенях допустим его свободный выход из тракта через отверстия 8.
Общая длина тракта обжига /по оси волновода/ определяется, как l = n•Δl, где Δl - длина одной ступени, Δl = λ/2. При прохождении гидрослюды через волновод длина волны составляет  40 см. Количество ступеней выбирается исходя из двух факторов:
40 см. Количество ступеней выбирается исходя из двух факторов:
- увеличение количества ступеней n позволяет сократить время пребывания обрабатываемого материала на каждой ступени и, следовательно, увеличить скорость движения материала в тракте, а значит, и производительность установки;
- при увеличении n и соответственном сокращении τ1 /τ2=const/ уменьшается энергетический выигрыш, достигаемый за счет разности времен пребывания материала под воздействием большой мощности (τ1) и малой мощности (τ2).
Предельное значение nпред определяется достижением равенства τ1= τ2, при котором обрабатываемый материал движется через весь тракт обжига в свободном падении /ступенчатый тракт вырождается в вертикальную трубу/. При τ = 5 с nпред = 17.
Производительность установки /скорость подачи сырца на ее вход/ определяется отношением
где V - объем сырца на первой полке транспортера,
V = 10-4 м3,
V - скорость подачи сырца на вход установки, м3/с.
Сопоставление выражений /2/ - /7/ и выражения /8/ показывает, что энергетический эффект при уменьшении n возрастает медленнее, чем уменьшается производительность установки. Оптимальным при обжиге гидрослюды является n = 10 - 12.
Учитывая, что насыпной слой гидрослюды - сырца на первой /входной/ полке транспортера равен ~ 10 мм и коэффициент вспучивания гидрослюды в процессе обжига γ = 10, насыпной слой на последней /к = 10/ полке транспортера будет иметь толщину ~100 мм. Для того чтобы центр масс этого слоя лежал на оси волновода, в максимуме поля, полка устанавливается ниже осевой плоскости волновода на половину толщины насыпного слоя, то есть, на 50 мм. Учитывая, что вспучивание чешуек гидрослюды происходит во времени приблизительно равномерно, обнижение пластин транспортера от входной до выходной ступеней идет так же равномерно, по 5 мм на ступень /при n = 10/.
Диэлектрические полки транспортера 9 /изготовленные, например, из кварцевого стекла/ установлены в волноводной ступени 7, как показано на фиг. 4. Внешний: зажим 20 служит как для закрепления полок, так и для лучшей передачи им ультразвуковой вибрации от ультразвуковых головок 14.
Источником ультразвука является генератор 15 /например, типа УЗГЗ - 4/ мощностью 5 кВт. От него ультразвуковые колебания передаются на каждую от автономного выхода ультразвуковую головку 14, в которых путем магнитострикционного преобразования формируется вибрация.
Установка СВЧ-обжига гидрослюд является установкой непрерывного действия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ГИДРАТИРОВАННОГО ФЛОГОПИТА | 1992 |
|
RU2085372C1 |
| СПОСОБ ОБРАБОТКИ ГИДРАТИРОВАННОГО ФЛОГОПИТА И СВЧ-УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ГИДРАТИРОВАННОГО ФЛОГОПИТА | 2002 |
|
RU2227380C2 |
| Способ вспучивания гидрослюды и устройство для его реализации | 2019 |
|
RU2702230C1 |
| УСТАНОВКА СВЧ-СУШКИ ДРЕВЕСИНЫ | 2005 |
|
RU2298745C1 |
| УСТАНОВКА СВЧ-СУШКИ И ОБЕЗЗАРАЖИВАНИЯ МЯСОКОСТНОГО ФАРША | 2009 |
|
RU2428038C1 |
| СВЧ-НАГРУЗКА ВЫСОКОГО УРОВНЯ МОЩНОСТИ | 2006 |
|
RU2329574C2 |
| СПОСОБ ИЗМЕРЕНИЯ ДИЭЛЕКТРИЧЕСКИХ ХАРАКТЕРИСТИК МАТЕРИАЛЬНЫХ ТЕЛ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2007 |
|
RU2331894C1 |
| СВЧ-ПЕЧЬ КОНВЕЙЕРНОГО ТИПА | 1996 |
|
RU2106767C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИПСОВОГО ВЯЖУЩЕГО | 1990 |
|
RU2023699C1 |
| ВОЛНОВОДНЫЙ РЕГУЛИРУЕМЫЙ ДИЭЛЕКТРИЧЕСКИЙ ФАЗОВРАЩАТЕЛЬ | 2007 |
|
RU2342745C1 |
Изобретение относится к устройствам для СВЧ-обжига гидрослюд различной степени гидратации, в том числе при содержании воды в гидрослюде до 1%. В установке СВЧ камера обжига выполнена в виде рассогласованного на выходе ступенчатого волновода, в котором длины пологой и крутой частей ступени равны λ/4. Обрабатываемый материал движется внутри волновода по транспортеру, образованному диэлектрическими пластинами, расположенными в срединной части волновода. Движение материала в крутой части ступеней осуществляется только под действием сил гравитационного поля, а в пологой части - наклоненной к горизонту под углом 20-30° - движение осуществляется как за счет сил гравитационного поля, так и благодаря ультразвуковой вибрации, приложенной к волноводу. Технический результат - размещение фазовращателя на выходе волноводного тракта обжига - позволяет совместить максимум стоячей волны с серединой пологой части ступени, что увеличивает время пребывания материала под воздействием большой мощности и сокращает время воздействия меньшей мощности. 4 ил.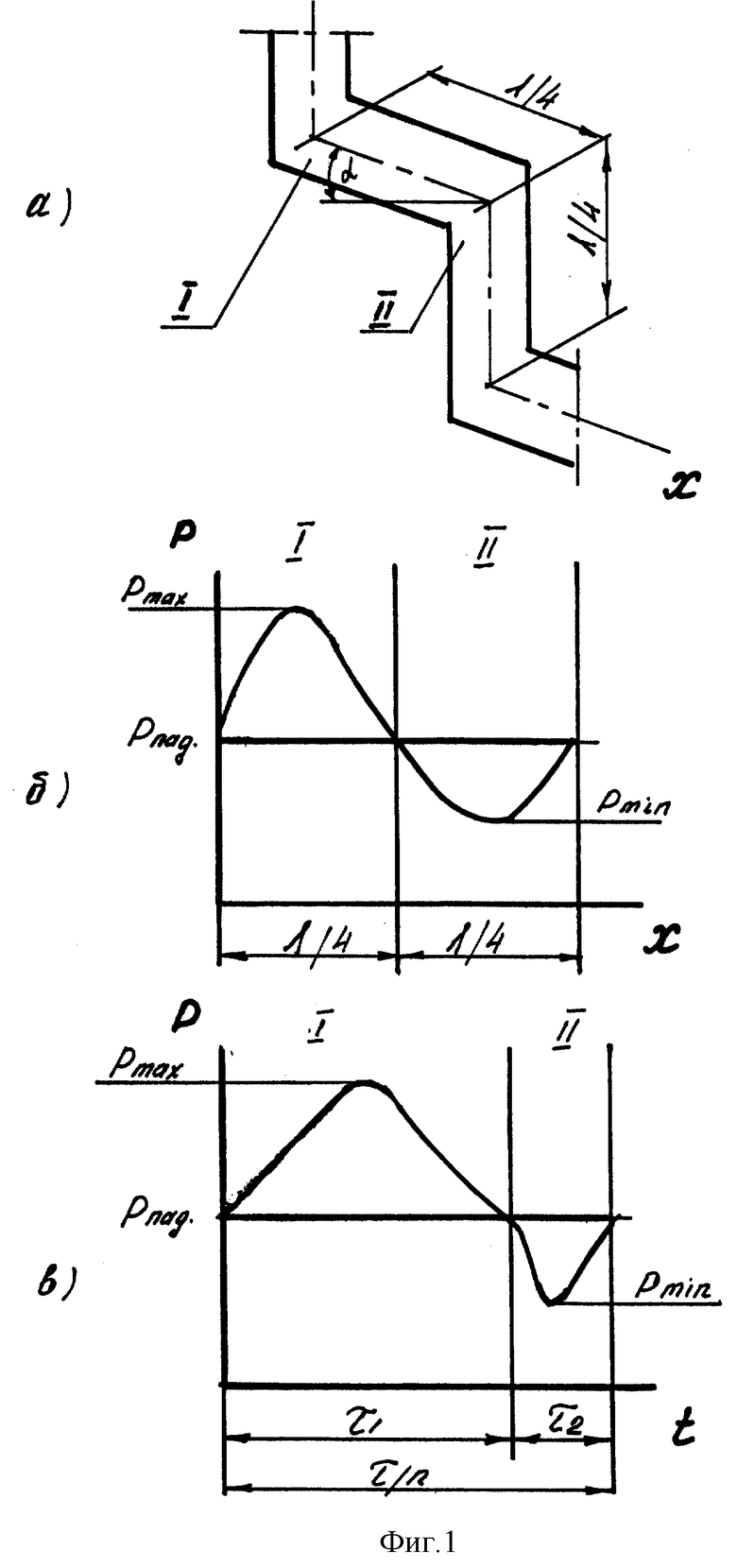
Установка для СВЧ-обжига гидрослюд, содержащая СВЧ-генератор, соединенный с камерой нагрева, с расположенными внутри нее транспортером в виде полок из диэлектрика, узлами загрузки и выгрузки обрабатываемого материала, отверстия для вывода пара, отличающаяся тем, что камера нагрева выполнена в виде рассогласованного на имеющем фазовращатель выходном конце волноводного тракта прямоугольного сечения, по которому распространяется волна типа Н10, имеющего в вертикальном продольном сечении по широкой стенке волновода конфигурацию ступеней с длиной пологой и крутой частей, равных четверти длины волны, при этом диэлектрические полки транспортера расположены внутри волновода, параллельно его узкой стенке на пологих участках ступеней, и находятся в узле загрузки в осевой плоскости волновода и далее по ходу тракта имеют постоянное обнижение относительно этой плоскости, тракт же выполнен с возможностью изменения угла наклона пологих участков ступеней с помощью сменных волноводных уголков и снабжен несколькими автономными ультразвуковыми вибрационными механизмами, равномерно размещенными по его длине.
| SU 1592958 A1, 15.09.1990 | |||
| СПОСОБ ОБРАБОТКИ ГИДРАТИРОВАННОГО ФЛОГОПИТА | 1992 |
|
RU2085372C1 |
| УСТРОЙСТВО ДЛЯ СВЕРХВЫСОКОЧАСТОТНОЙ СУШКИ СЫПУЧЕГО МАТЕРИАЛА | 1994 |
|
RU2073961C1 |
| RU 94030019 A1, 20.06.1996 | |||
| US 4714812 A1, 05.10.1990 | |||
| Источник теплоты для нагревания жидкости | 2016 |
|
RU2645391C2 |
| Способ размножения копий рисунков, текста и т.п. | 1921 |
|
SU89A1 |
| Домовый номерной фонарь, служащий одновременно для указания названия улицы и номера дома и для освещения прилежащего участка улицы | 1917 |
|
SU93A1 |

