Изобретение относится к области медицины, а именно к стоматологии, и, в частности к способам изготовления пломбировочных вкладок.
Известны способы пломбирования зубов с помощью вкладок, изготовляемых после формирования бором полости в зубе по форме такой полости. Согласно способу пломбирования зуба металлическим композиционным материалом [1] в подготовленную полость вводят часть пластичного композита, где формируют вкладку, после чего полученная заготовка вынимается, отверждается нагревом, вновь вводится в полость и фиксируется в ней с помощью цемента. Наиболее распространенными являются керамические вкладки [2]. Согласно методу Erosonics заготовка вкладки выполнена из керамики, формирование вкладки по форме полости зуба производится ультразвуковой обработкой. Формирование вкладки из керамической заготовки может также производиться компьютерным способом путем оптического измерения подготовленной полости зуба с вводом информации в компьютер и последующим фрезерованием заготовки. Вкладки из стеклокерамики изготавливают высокотемпературным литьем в полую форму. В последнее время для изготовления вкладок используется полимерное стекло, например Artglass [3] . Согласно способу изготовления вкладки из такого материала [4] в зубе формируют полость со скошенными стенками, по слепку полости изготовляют форму, которую заполняют пластичным материалом, затем материал отверждают полимеризацией в световом приборе. Для подготовки к адгезионному сцеплению в полости полученная заготовка вкладки подвергается ультразвуковой очистке и пескоструйной обработке оксидом алюминия. Указанные способы изготовления вкладок имеют высокую трудоемкость и, как следствие, дорогостоящи, т.к. требуют выполнения нескольких операций высококвалифицированным персоналом на специальном оборудовании.
Целью изобретения является снижение стоимости и трудоемкости изготовления пломбировочных вкладок.
Указанная цель достигается следующим образом.
Вкладки изготовляют путем отверждения заготовок из пластичного или жидкого стоматологического материала, помещенного в многоместную литьевую форму, имеющую открытые хотя бы с одной стороны отверстия-формы для размещения материала, причем хотя бы часть стенки каждого отверстия выполнена скошенной. Материал размещается с верхней стороны отверстий, а отверждение производят для нескольких вкладок одновременно. Форма может быть выполнена в виде хотя бы одной плоской пластины. После размещения материала на верхней части заготовок могут быть сформированы технологические бобышки в виде "хвостиков" (например, для изготовления вкладок [5]).
При изготовлении длинных вкладок отверстия в форме лучше выполнять сквозными. Тогда нижнюю часть отверстий лучше закрыть перед размещением в них материала. Отвержденные заготовки можно подвергнуть ультразвуковой очистке. Отверждение можно производить полимеризацией в световом приборе заготовок из светоотверждаемого материала. После полимеризации вкладки могут быть подвержены пескоструйной обработке оксидом алюминия с размерами частиц до 100 мкм под давлением до 0,3 МПа и/или закалке в печи в течение 5...20 минут при температуре 60. . .150oC. Закалка также может быть осуществлена путем помещения заготовок на 5...20 минут в кипящую воду. После размещения материала в отверстия можно произвести предварительную полимеризацию заготовок с помощью источника света.
При световой полимеризации можно использовать прозрачную форму, а также закрывать низ сквозных отверстий путем прикрепления к нижней части формы хотя бы одной пластинки из прозрачного материала.
Световую полимеризацию в плоской форме лучше производить в два этапа - при основном положении формы широкой частью отверстий вверх и в положении, когда форма перевернута на пол-оборота относительно вертикальной оси.
Хотя использование многоместных литьевых форм известно в других областях техники, например, в машиностроении или в кондитерской промышленности, в этих областях неизвестно использование таких форм для стоматологических материалов (как химического, так и светового отверждения), т.о. заявляемое техническое решение отвечает критерию "изобретательский уровень". Серийность изготовления вкладок из относительно дешевых материалов позволяет снизить стоимость вкладки и, следовательно, стоимость пломбирования такими вкладками.
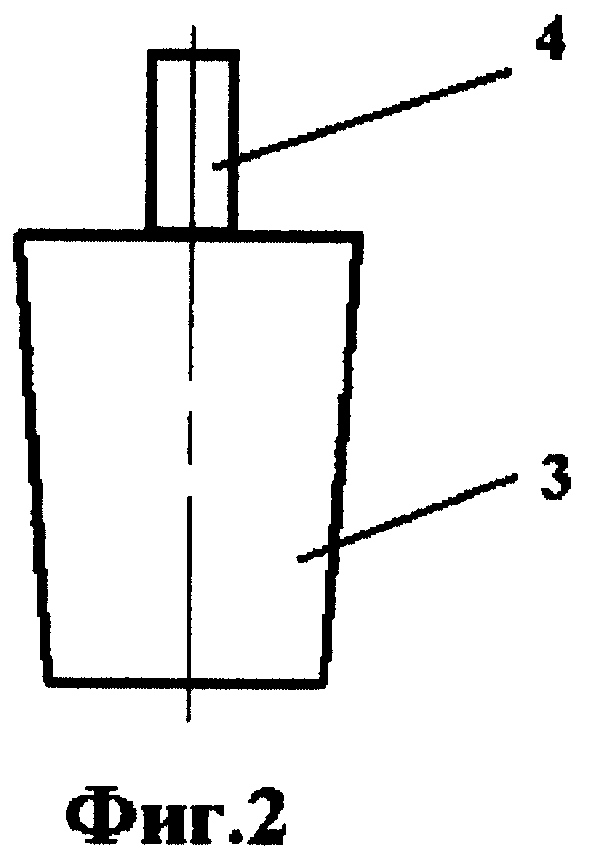
Изобретение поясняется чертежами, где на фиг. 1 представлен поперечный разрез литьевой формы в аксонометрии, а на фиг. 2 - коническая вкладка.
Изобретение поясняется на примере изготовления конических вкладок.
Литьевая форма 1, изготовленная в виде пластины из твердого зуботехнического воска (желательно бесцветного), имеет несколько сквозных конических отверстий 2, выполненных с помощью конусного бора. Для изготовления конических вкладок, состоящих из тела 3 и технологической бобышки 4, отверстия 2 заливаются полимерным стеклом, например Artglass (Heraeus-Kulzer, Германия). Перед этим форма 1 помещается на гладкую стеклянную пластину для избежания вытекания стекла из отверстий 2. После заливки производится предварительная полимеризация заготовок с помощью любой полимеризационной лампы в течение около 90 секунд. Далее с помощью шпателя или специального приспособления (не показано) на лицевой поверхности заготовок (большего диаметра) из того же материала формируются бобышки 4. Бобышки 4 также могут быть подвергнуты предварительной полимеризации как указано выше. Затем форма с заготовками помещается отверстиями большего диаметра вверх в прибор UniXS (Heraeus-Kulzer, Германия) или аналогичный с верхним расположением источника света, где заготовки полимеризируются в течение около 90 секунд, после чего форма 1 переворачивается меньшими диаметрами заготовок кверху и производится аналогичная повторная полимеризация. Форма 1 извлекается из прибора, из нее извлекаются отвердевшие заготовки вкладок путем "выколачивания" или разрушения формы, после чего они закаливаются в печи в течение 10 минут при температуре 120oC. Окончательная обработка вкладок включает ультразвуковую очистку (например, в аппарате типа "Серьга") и пескоструйную шлифовку частицами оксида алюминия размером не более 50 мкм под давлением около 0,2 МПа.
Предлагаемый способ может быть также использован для материала химического отверждения.
Источники информации
1. Патент США N 5272184, 1993.
2. Бауманн М. Керамические вкладки // Клиническая стоматология. - 1999. - N 1. - С. 64-71.
3. Патент США N 5228907, 1993.
4. Айкман P. Неметаллические реставрации из материала Artglass // Клиническая стоматология. - 1997. - N 4. - С. 48-49 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления индивидуального слепка для ортопедической вкладки | 2020 |
|
RU2749687C1 |
| Способ изготовления культевой штифтовой вкладки для восстановления однокорневых зубов и устройство для его реализации | 2020 |
|
RU2749694C1 |
| СПОСОБ ПЛОМБИРОВАНИЯ ЗУБОВ С ПОЛОСТЯМИ I-II КЛАССОВ | 2005 |
|
RU2280418C1 |
| СПОСОБ ШИНИРОВАНИЯ ЗУБОВ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2276971C2 |
| ВКЛАДКА ДЛЯ ФИКСАЦИИ НА ЕСТЕСТВЕННОЙ ЧАСТИ ЗУБА ИЛИ НА ЗУБЕ И СПОСОБ ЕЕ ФИКСАЦИИ | 2003 |
|
RU2348374C2 |
| СПОСОБ ШИНИРОВАНИЯ ЗУБОВ (ВАРИАНТЫ) | 2006 |
|
RU2340306C2 |
| СПОСОБ РЕСТАВРАЦИИ ПЕРЕДНИХ ГРУПП ЗУБОВ С ПОМОЩЬЮ АРМИРУЮЩЕГО СЕТОЧНО-АДГЕЗИВНОГО ШТИФТА | 2003 |
|
RU2238698C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТОЙ ШТИФТОВО-КУЛЬТЕВОЙ ВКЛАДКИ | 2004 |
|
RU2268022C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЪЁМНОГО АРМИРОВАННОГО ЗУБНОГО ПРОТЕЗА | 2015 |
|
RU2708984C2 |
| СПОСОБ ПЛОМБИРОВАНИЯ ЗУБОВ | 2004 |
|
RU2254826C1 |
Изобретение предназначено для использования в стоматологии, в частности для способов пломбирования зубов вкладками и изготовления таких вкладок. Технический результат - снижение стоимости и трудоемкости при пломбировании зубов с использованием предварительно изготовленных (стандартных) вкладок. Вкладки изготовляют путем отверждения заготовок из пластичного или жидкого стоматологического материала, помещенных в многоместную литьевую форму, имеющую открытые хотя бы с одной стороны отверстия-формы для размещения материала, причем хотя бы часть стенки каждого отверстия выполнена скошенной. Материал размещается с верхней стороны отверстий, а отверждение может быть произведено для нескольких вкладок одновременно. 13 з.п.ф-лы, 2 ил.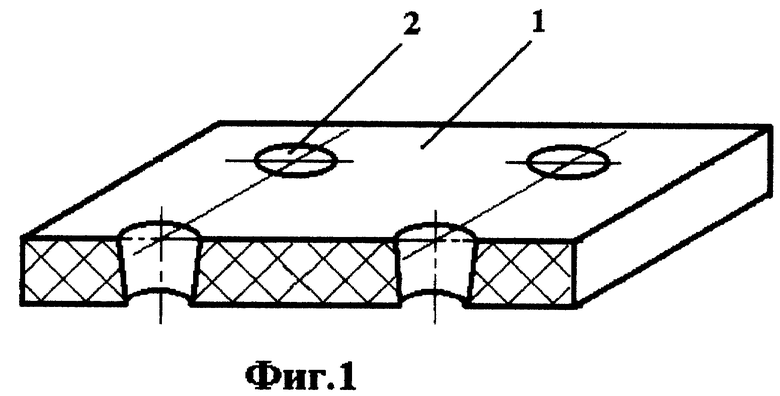
| Домовый номерной фонарь, служащий одновременно для указания названия улицы и номера дома и для освещения прилежащего участка улицы | 1917 |
|
SU93A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТМАССОВОЙ ЗУБНОЙ ВКЛАДКИ | 1991 |
|
RU2018283C1 |
| ПРОТЕЗ ДЛЯ ЗУБА, ПОДВЕРГШЕГОСЯ КОРОНО-РАДИКУЛЯРНОЙ СЕПАРАЦИИ | 1996 |
|
RU2103941C1 |
| DE 3600463 A1, 16.07.1987 | |||
| US 5695340 A, 09.12.1997 | |||
| Способ определения плотности древесных материалов | 1977 |
|
SU678391A1 |

