Изобретение относится к области станкостроения, в частности к гидравлическим машинам, и может быть использовано, например, при конструировании рабочих головок гидрорезных устройств для получения малорасходящихся тонких режущих сверхзвуковых струй жидкости высокого давления.
Известен способ герметизации сопла для получения режущей струи жидкости (см. АС N 942806, опубл. 15.07.82, бюл. N 26, МПК6 В 05 В 1/02), заключающийся в установке во втулку-уплотнитель вкладыша из износостойкого материала, выполненного с наружной конусной поверхностью 40o. Конусную втулку-уплотнитель из мягкого металла устанавливают в соосное торцевое отверстие держателя той же конусности. После этого держатель навинчивают на штуцер. При этом верхний торец втулки-уплотнителя беззазорно прижимается к сферическому торцу штуцера, а втулка-уплотнитель - к конусной поверхности держателя. Высоконапорная струя жидкости, подаваемая через центральный канал штуцера, преодолевая зазор между сферическим торцем штуцера и коническим торцем центрального отверстия вкладыша, герметично и надежно уплотняет вкладыш по втулке-уплотнителе.
Недостатками известного способа герметизации сопла для получения режущей струи жидкости являются:
малая устойчивость струи на выходе из соплового отверстия, формирующего сверхзвуковую режущую струю жидкости с повышенными свойствами (высоким удельным давлением на обрабатываемую поверхность при минимальных энергозатратах);
дороговизна процесса селективной притирки всей наружной конической поверхности износостойкого вкладыша в посадочном отверстии втулки, так как в противном случае величина максимального рабочего давления жидкости будет определятся прочностью материала вкладыша на разрыв, а не на сжатие.
Струя с повышенными режущими свойствами - это струя, покидающая сопло с минимальным углом ее раскрытия в свободном воздушном пространстве, при этом параметры, влияющие на угол раскрытия струи, множественны и основные из них следующие: уровень начальной турбулизированности потока жидкости, подводимой к соплу (чем он меньше, тем качественнее струя на выходе), геометрия и качество изготовления центрального канала сопла (обеспечивающие минимальную турбулизацию в потоке жидкости), уровень рабочего давления жидкости, от которого зависит скорость истечения струи (больше или меньше скорости звука, что существенно сказывается на внешней геометрии истекающей струи).
На сегодня не существует единого мнения относительно механизмов распада струй высокого давления, а также не существует общей математической зависимости для определения длины начального цилиндрического участка струи (чем она больше, тем устойчивее струя), поэтому в каждом конкретном случае необходимо находить ее экспериментально.
В известном способе получить высокоустойчивую в открытом воздушном пространстве струю возможно лишь для больших номинальных диаметров струи (по крайней мере больше одного миллиметра) и дозвуковых скоростей истечения жидкости (т. е. для рабочих давлений жидкости меньше 60 МПа), когда предыстория потока жидкости до ее появления на входном торце сопла в торможение приграничной части потока (в его поперечном сечении) и его турбулизацию в сравнении с полем скоростей основной осевой части потока не столь существенна. Для сверхзвуковых струй малого диаметра (35...300 мкм) беззазорное поджатие сферического торца штуцера к торцу втулки-уплотнителя катастрофично сказывается на параметрах устойчивости струи, а значит и на ее режущей способности, так как реализует наличие зазоров и ступенчатых переходов перед входом потока жидкости в сопло (вследствие его глубокого возмущения на таких элементах)
Известен способ герметизации соплового насадка режущей головки (АС N 597427, опубл. 15.03.78, бюл. N 10, МПК6 В 05 В 1/02) для получения высоконапорной струи, заключающийся в установке в корпус держателя, в котором размещают последовательно и соосно в контакте друг с другом сопло с наружной конической поверхностью, деформируемый уплотнитель и вкладыш с выполненными в них центральными каналами с последующим деформированием уплотнителя. Канал уплотнителя выполняют переменного сечения. В канале уплотнителя располагают двухступенчатый вкладыш с коническим торцевым выступом на конце. Между торцами держателя и вкладыша устанавливают регулировочную шайбу. Вкладыш меньшим диаметром располагают в держателе, а большим - в корпусе. Деформирование уплотнителя осуществляют за счет приложения осевой нагрузки через вкладыш, при этом подбор конкретной толщины регулировочной шайбы обеспечивает герметичность стыковки при номинальном уровне рабочего давления жидкости - с одной стороны, а с другой - появление зазора и ступенчатых переходов между торцем входного отверстия сопла и выходным торцем центрального канала вкладыша.
Недостатками известного способа герметизации соплового насадка режущей головки для получения режущей струи жидкости являются:
дороговизна процесса селективной притирки всей наружной конической поверхности износостойкого сопла в посадочном отверстии держателя, так как в противном случае величину максимального рабочего давления жидкости будет определять прочность материала сопла на разрыв, а не на сжатие (которая существенно выше);
невозможность получения высокоустойчивой струи на выходе из соплового отверстия малого диаметра, формирующего сверхзвуковую режущую струю жидкости с повышенными свойствами (высоким удельным давлением на обрабатываемую поверхность при минимальных энергозатратах), так как конический торцевой выступ на конце вкладыша, введенный в отверстие уплотнителя с зазором относительно торцевого сечения сопла, обеспечивает дополнительную турбулизацию потока жидкости перед ее входом в сопло, что и расширяет угол раскрытия струи в свободном воздушном пространстве;
относительно малая величина возможного максимального рабочего давления жидкости в сопловом насадке, которая ограничена упруго-пластическими характеристиками материала неметаллического уплотнителя (повышенное рабочее давление, обжимая дополнительно уплотнитель, размещенный в незамкнутом пространстве, реализует условия прорыва жидкости в сторону вкладыша);
Задачей изобретения является повышение рабочего давления жидкости в сопле при одновременном увеличении режущих свойств струи за счет уменьшения уровня турбулентности и кавитационных явлений в поперечном сечении потока жидкости, подводимой непосредственно к поперечному сечению входного отверстия сопла.
Технический результат, достигаемый при использовании настоящего изобретения, характеризуется герметичностью соплового насадка при рабочем давлении жидкости до 600 МПа, а при диаметре выходного отверстия сопла в 100 мкм и давлении 300 МПа обеспечивается угол раскрытия внешних границ струи в свободном воздушном пространстве не более шести градусов при длине цилиндрической части истекающей струи не менее 8 мм. Кроме того, значительно уменьшается себестоимость соплового насадка.
Указанный выше технический результат достигается тем, что в известном способе герметизации соплового насадка, заключающемся в установке в корпус держателя, в котором соосно в контакте друг с другом последовательно размещают сопло, уплотнитель и вкладыш с последующим деформированием уплотнителя путем приложения осевой нагрузки через вкладыш, согласно изобретению уплотнитель выполняют из дисперсионно-твердеющего сплава, сопло устанавливают заподлицо в торце уплотнителя, а перед деформированием уплотнитель нагревают до образования однородного твердого раствора. Деформирование проводят в фазе твердого раствора материала уплотнителя, а сам процесс деформирования уплотнителя завершают в момент образования местного сужения его центрального канала расчетной геометрии.
Выполнение уплотнителя из дисперсионно-твердеющего сплава приводит к такому первичному техническому эффекту, как существенное увеличение (в сравнении с неметаллами) прочностных характеристик материала уплотнителя, структура которого стабилизирована каким-либо технологическим способом.
Установка сопла заподлицо в торце уплотнителя приводит к такому первичному техническому эффекту, как реализации возможности всестороннего обжатия сопла материалом уплотнителя при его принудительном осевом деформировании, что к тому же позволяет отказаться от дорогой селективной сборки сопла с уплотнителем.
Нагревание уплотнителя перед деформированием до образования однородного твердого раствора приводит к такому первичному техническому эффекту, как существенное временное увеличение пластичности материала уплотнителя, а значит и возможность реализации процесса деформирования уплотнителя при малых удельных осевых нагрузках до наступления момента времени, когда в процессе естественного или проведения искусственного старения уплотнителя произойдет распад фазы твердого раствора его материала, что, в конечном итоге, приведет к возврату высоких прочностных характеристик материала уплотнителя.
Однако лишь органическая совокупность вышеперечисленных первичных технических эффектов реализует такой сверхсуммарный технический эффект, как надежную (при малой себестоимости) герметизацию сопла, которая обеспечивает возможность получения более высоких рабочих давлений жидкости (до 600 МПа), так как достаточно высокий уровень пластичности материала уплотнителя в момент его осевого деформирования в составе сборки соплового насадка обеспечивает целостность самого сопла в процессе его герметизации, с одной стороны, а с другой - высокий уровень рабочих давлений жидкости в сопле после искусственного или естественного состаривания материала уплотнителя в условиях, когда набор прочности материалом уплотнителя уже произошел и реализовались условия (за счет выборки свободных посадочных зазоров при деформировании) равномерного трехосного нагружения сопла в режиме истечения жидкости высокого давления.
Завершение деформирования уплотнителя, согласно изобретению, в момент образования местного сужения его центрального канала расчетной геометрии реализует такой сверхсуммарный технический эффект, как возможность уменьшения уровня турбулизированности потока жидкости, подводимой к соплу, получая сложную требуемую расчетную геометрию центрального канала уплотнителя из первоначально простой цилиндрической его формы.
Сам эффект уменьшения уровня турбулизированности потока жидкости, подводимой к соплу, обеспечивается местным увеличением скорости потока жидкости в наименьшем сечении канала уплотнителя с последующим ее уменьшением перед входом в сопло малого диаметра (эффект сопла Лаваля), что, в конечном итоге, и приводит к уменьшению угла расширения внешних границ струи в свободном воздушном пространстве и увеличению цилиндрической части истекающей струи, а значит и к увеличению режущих свойств струи.
Предлагаемое изобретение поясняется чертежом, на котором представлена схема соплового насадка для получения высоконапорной жидкостной струи, где:
1 - корпус;
2 - держатель;
3 - сопло;
4 - деформируемый уплотнитель;
5 - двухступенчатый вкладыш;
6 - шайба регулировочная.
Сопловой насадок содержит расположенные в корпусе 1 держатель 2, а также установленные последовательно и соосно в контакте друг с другом сопло 3, например, из сапфира (алмаза), деформируемый уплотнитель 4, например, из сплавов алюминия, например сплава Д16Т, и двухступенчатый цилиндрический вкладыш 5 с выполненными в них центральными каналами, при этом канал уплотнителя 4 выполнен переменного сечения.
Длина участка поверхности центрального канала уплотнителя 4, выполненная со стороны сопла 3, например, в форме сопла Лаваля, много больше диаметра входного отверстия канала сопла 3 в его торцевом сечении (чем больше диаметр входного отверстия канала сопла 3, тем больше вышеназванное отношение). Диаметры входного отверстия канала сопла 3 и выходного отверстия уплотнителя 4 в их торцевых сечениях равны, а диаметр выходного отверстия вкладыша 5 не меньше диаметра входного отверстия участка центрального канала уплотнителя 4, поверхность которого выполнена в форме сопла Лаваля.
Двухступенчатый цилиндрический вкладыш 5 режущей головки снабжен коническим торцем, выполненным на его меньшем диаметре и контактирующим с входным коническим торцем уплотнителя 4, и регулировочной шайбой 6, установленной между торцами держателя 2 и вкладыша 5, причем вкладыш 5 меньшим диаметром расположен в держателе 2, а большим - в корпусе 1.
Способ герметизации соплового насадка заключается в установке в корпус 1 держателя 2, в котором соосно в контакте друг с другом последовательно размещают сопло 3, уплотнитель 4 и вкладыш 5 с последующим деформированием уплотнителя 4 путем приложения осевой нагрузки через вкладыш 5. Уплотнитель 4 выполняют из дисперсионно-твердеющего сплава, а сопло 3 устанавливают заподлицо в торце уплотнителя 4 по скользящей посадке (исключение селективности сборки). Перед деформированием уплотнитель 4 нагревают до образования однородного твердого раствора, при этом сам процесс деформирования проводят в фазе твердого раствора материала уплотнителя 4. Процесс деформирования уплотнителя 4 завершают в момент образования местного сужения его центрального канала расчетной геометрии, например, в форме сопла Лаваля.
Сопловой насадок работает следующим образом.
При подаче в него рабочей жидкости под давлением со стороны вкладыша 5 за счет выполнения выходного отверстия вкладыша 5 не меньше диаметра входного отверстия участка центрального канала уплотнителя 4, поверхность которого выполнена в форме сопла Лаваля, струя жидкости вне зависимости от предыстории ее формирования дополнительно турбулизируется, как максимум, лишь в торцевом сечении выходного отверстия вкладыша 5 и в сечении входа потока жидкости в канал уплотнителя, поверхность которого выполнена в форме сопла Лаваля.
Возможное появление наплыва металла уплотнителя 4 под острой кромкой конического торца вкладыша 5 при предварительном осевом деформировании уплотнителя 4 на расчетную величину за счет подбора толщины регулировочной шайбы 6 может стать причиной дополнительной турбулизации потока жидкости.
На длине центрального канала уплотнителя 4 (выполненного в форме сопла Лаваля), величина которой много больше диаметра входного отверстия сопла 3 в его торцевом сечении, поток жидкости высокого давления максимально успокаивается, то есть ламинаризируется до максимально возможного состояния как за счет оптимально подобранной экспериментально длины центрального канала уплотнителя 4, так и, дополнительно, за счет увеличения скорости потока жидкости в местном сужении его центрального канала, сформировавшимся в процессе осевого деформирования уплотнителя 4 при сборке соплового насадка.
Это, в конечном итоге, и обеспечивает надежную герметичность соплового насадка при высоких давлениях жидкости и минимальных углах расходимости струи жидкости в открытом воздушном пространстве.
Заявляемый способ герметизации соплового насадка позволяет получать режущую сверхзвуковую струю жидкости с углом ее раскрытия в свободном воздушном пространстве не более шести градусов и длине цилиндрической части истекающей струи не менее 8 мм при давлении жидкости на входе в 300 МПа и диаметре выходного отверстия сопла в 100 мкм, при этом сопловой насадок не теряет герметичности при величине рабочего давления жидкости до 600 МПа.
Изобретение может быть эффективно использовано при подмешивании в жидкость алмазной пыли определенного фракционного состава, например, для разделения различных драгоценных камней соплом с диаметром выходного отверстия (30... 60) мкм (за счет минимизирования толщин реза, обеспечиваемых уменьшенными углами расходимости границ струи жидкости в свободном воздушном пространстве и высокой скорости струи, реализуемой за счет высокого рабочего давления жидкости).
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЖУЩАЯ ГОЛОВКА ДЛЯ ПОЛУЧЕНИЯ ВЫСОКОНАПОРНОЙ ЖИДКОСТНОЙ СТРУИ | 1999 |
|
RU2167003C2 |
| РЕЖУЩЕЕ УСТРОЙСТВО | 1996 |
|
RU2104131C1 |
| ХИМИЧЕСКИЙ КИСЛОРОД-ЙОДНЫЙ ЛАЗЕР С ПРОДОЛЬНЫМ СВЕРХЗВУКОВЫМ ПОТОКОМ | 2000 |
|
RU2178226C1 |
| ГИДРАВЛИЧЕСКОЕ УПЛОТНЕНИЕ ВАЛА | 1994 |
|
RU2090783C1 |
| ПРОСТРЕЛОЧНО-ВЗРЫВНОЕ УСТРОЙСТВО | 1995 |
|
RU2106472C1 |
| КЛАПАН ИЗБЫТОЧНОГО ДАВЛЕНИЯ | 1998 |
|
RU2151337C1 |
| ЭЛЕКТРИЧЕСКИЙ ГЕРМОВВОД | 1996 |
|
RU2121180C1 |
| УПЛОТНЕНИЕ ШТОКА ДЛЯ ВЫСОКОГО ДАВЛЕНИЯ | 2000 |
|
RU2187728C2 |
| КЛАПАН ИЗБЫТОЧНОГО ДАВЛЕНИЯ | 1999 |
|
RU2164634C2 |
| ГАЗОВЫЙ ЛАЗЕР С ПРОДОЛЬНЫМ СВЕРХЗВУКОВЫМ ПОТОКОМ | 1997 |
|
RU2145139C1 |
Изобретение может быть использовано в гидравлических машинах высокого давления для получения высоконапорных режущих струй жидкости с малым углом раскрытия их внешних границ в открытом воздушном пространстве. Способ герметизации заключается в установке в корпус держателя, в котором соосно в контакте друг с другом последовательно размещают сопло, уплотнитель и вкладыш с последующим деформированием уплотнителя путем приложения осевой нагрузки через вкладыш. Уплотнитель выполняют из дисперсионно-твердеющего сплава. Сопло устанавливают заподлицо в торце уплотнителя. Перед деформированием уплотнитель нагревают до образования однородного твердого раствора, реформирование проводят в фазе твердого раствора материала уплотнителя. Способ обеспечивает герметичность соплового насадка при давлении жидкости до 600 МПа, а при диаметре выходного отверстия сопла в 100 мкм и давлении 300 МПа обеспечивается угол раскрытия внешних границ струи в свободном воздушном пространстве не более 6o при длине цилиндрической части истекающей струи не менее 8 мм. 1 з.п.ф-лы, 1 ил.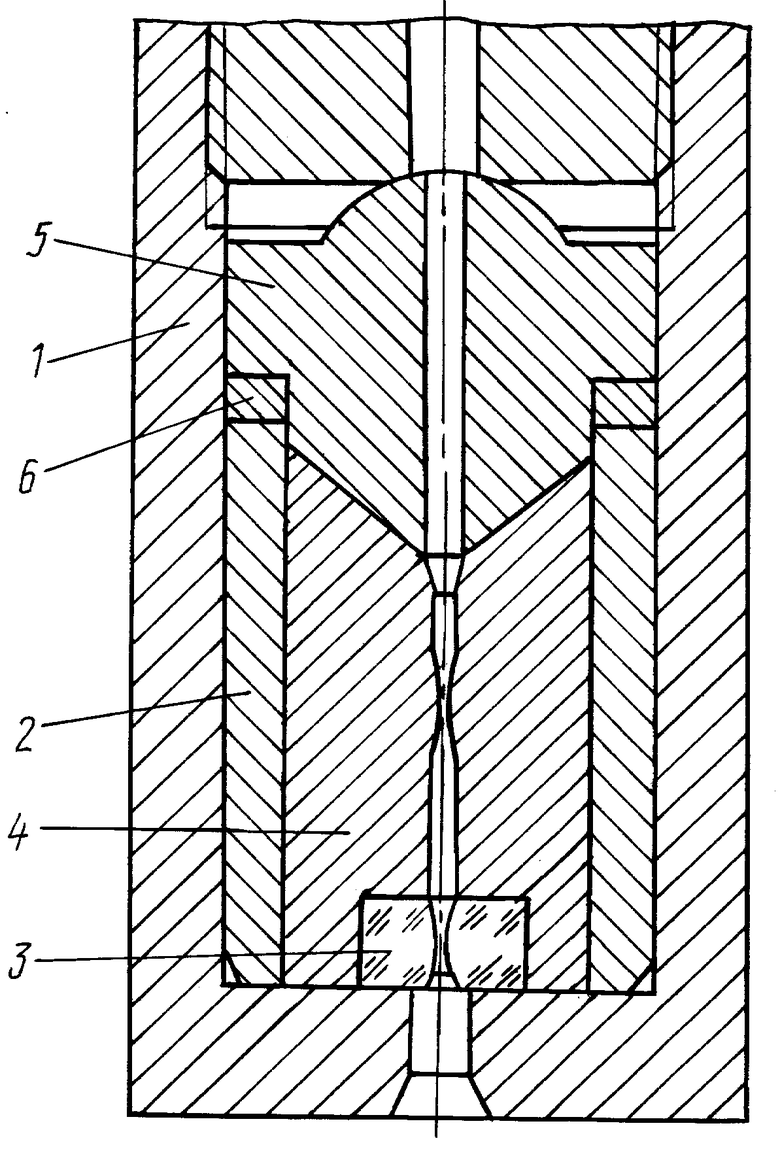
| Сопловой насадок | 1976 |
|
SU597427A1 |
| Сопло для получения режущей струи жидкости | 1980 |
|
SU942806A1 |
| Сопловой насадок | 1984 |
|
SU1176959A1 |
| US 4313570, 02.02.1982 | |||
| US 5033681, 23.07.1991. | |||

