Изобретение относится к испытательной технике, технике контроля и может быть использовано при испытаниях и эксплуатации энергоемких энергетических установок, в частности компрессорных и турбинных агрегатов.
Известны способы контроля целостности различных конструкций на основе явлений акустической эмиссии. Способ основан на регистрации и анализе эмиссии волн напряжений, возникающих при появлении трещин и других дефектов (см. Р. Коллакот "Диагностика повреждений", Москва, "Мир", 1989 г.). Эти волны могут быть зафиксированы с помощью преобразователей, установленных на конструкции. В методе акустической эмиссии энергия выделяется из самого материала. Поэтому метод акустической эмиссии более чувствителен к росту дефектов и легче поддается интерпретации. Особенностью метода является прием сигналов с помощью пьезодатчиков, причем передача сигналов осуществляется через среду, которая сама составляет материал конструкции. При этом скорость передачи информации ограничена величиной скорости распространения звука в данной среде. Кроме того, передача информации через среду зависит от свойств среды и может сопровождаться различными эффектами отражения и поглощения волн, что приведет к недостоверности принимаемой информации.
Для устранения этого недостатка для передачи информации применяют специальные среды. Известен способ ультразвуковой дефектоскопии, основанный на использовании специальной среды, применение которой сопровождается положительным эффектом (см. Авторское свидетельство N 160613, 1963 г.). Недостатком этого способа является сравнительно низкая скорость передачи информации, которая ограничена скоростью распространения звука в этой специальной среде.
Известен способ контроля целостности лопаток ротора турбины, включающий создание вихревых токов по поверхности движущихся лопаток путем наложения внешнего магнитного поля и последующей фиксации параметров вторичного поля, образованного созданными вихревыми токами. Этот способ реализован в устройстве по изобретению (см. авторское свидетельство СССР, N 1372260, 07.02.1988). Способ отличается быстродействием, поскольку информация передается за счет распространения электромагнитных волн и при этом не требуется специальной среды. Недостатком способа является то, что в нем происходит регистрация уже имеющихся дефектов, возникающих в теле лопаток турбины, например трещин и сколов. Способ не позволяет достоверно зафиксировать момент возникновения разрушения и, тем более, предсказать вероятность появления дефектов.
Целью изобретения является расширение диапазона контроля целостности элементов изделий.
Поставленная цель достигается тем, что в способе контроля целостности электропроводных элементов изделий, включающем наложение постоянного магнитного поля на контролируемые элементы изделия для создания в них вихревых токов и измерение электродвижущей силы индукции, предварительно в процессе испытаний контролируемые образцы элементов доводят до разрушения, фиксируют при этом диапазон частот акустической эмиссии и амплитуду электродвижущей силы индукции, а в процессе работы изделия измеряют амплитуду электродвижущей силы индукции в диапазоне частот акустической эмиссии и по величине амплитуды судят о состоянии механической целостности элементов изделия.
Введение в способ контроля операций доведения до разрушения образцов элементов изделия в процессе предварительных испытаний и фиксирования при этом величин частот акустической эмиссии позволяет установить область частот, характерных для появления волн напряжений данного материала, из которого изготовлен контролируемый элемент изделия. Появление волн напряжения в теле элементов изделия, находящегося в постоянном магнитном поле, при нарушении его механической целостности, вызванных разрушением, повлечет образование вихревых токов. При этом вторичное магнитное поле этих вихревых токов будет меняться с частотами, соответствующими волнам напряжения, сопровождающими акустическую эмиссию. Измерение электродвижущей силы индукции вторичного магнитного поля этих токов позволяет зафиксировать величины амплитуд сигналов, характерных для процесса разрушения от его начала до конца. Поэтому операция измерения амплитуды электродвижущей силы индукции в диапазоне частот акустической эмиссии в процессе работы изделия позволяет существенно расширить диапазон контроля, т.о. осуществить контроль целостности элементов изделия при начале разрушения, динамике процесса разрушения, окончании процесса разрушения.
Сущность изобретения поясняется чертежом, где 1 - контролируемый элемент изделия, 2 - силовые линии внешнего постоянного магнитного поля с индукцией В, 3 - индукционная катушка, 4 - электроизмерительный прибор, 5 - дефект, возникающий в элементе при разрушении, 6 - волна напряжений, соответствующая акустической эмиссии, 7 - вихревые токи, 8 - силовые линии вторичного магнитного поля вихревых токов с индукцией В.
Предложенный способ контроля целостности элементов изделия заключается в следующем. При предварительных испытаниях образцы контролируемых элементов изделия 1, помещенного в постоянное магнитное поле 2, доводят до разрушения. При этом в теле элемента появляются дефекты 5, например трещины. Появление трещин сопровождается волнами напряжений 6, соответствующими акустической эмиссии. Волны напряжений, проходя через тело контролируемого элемента в магнитном поле, вызовут появление вихревых токов 7. Вихревые токи создают вторичное магнитное поле 8, причем частота изменения этого магнитного поля соответствует частоте акустической эмиссии. Вторичное магнитное поле 8 фиксируется индукционной катушкой 3 и в виде сигналов электродвижущей силы индукции измеряется электроизмерительным прибором 4. Операция измерения электродвижущей силы индукции позволяет установить величины амплитуды сигналов электродвижущей силы индукции в диапазоне частот акустической эмиссии для всего процесса разрушения, т. е. составить тарировочную таблицу величин сигналов, соответствующих началу разрушения, динамике разрушения и окончания процесса разрушения.
В процессе работы изделия в его элементах могут возникнуть различные волны напряжений. Волны напряжений возникают в материале вследствие его пластического деформирования, разрыва связей и роста трещин под действием накопленной упругой энергии. Источники и интенсивность акустической эмиссии очень многообразны. Однако для данного конкретного материала спектр акустической эмиссии достаточно узок.
Любое скачкообразное увеличение трещин или пластическое смещение генерирует волну напряжения. В объеме материала возникают волны сжатия и сдвига. Поскольку контролируемый элемент находится в постоянном магнитном поле, то при любом смещении электропроводного материала в нем возникает вихревой ток.
Переменное вторичное магнитное поле 8 за счет изменения вихревого тока 7 образует в индукционной катушке 3, расположенной вблизи контролируемого элемента 1, электродвижущую силу индукции, величина которой измеряется с помощью электроизмерительного прибора 4, например осциллографа. Амплитуда сигналов электродвижущей силы индукции при прочих равных условиях зависит от интенсивности упругих волн, а следовательно, от процессов нарастания напряжений, образования и роста трещины, увеличения площади поверхности разрушения и скорости движения фрагментов разрушенного элемента. Поэтому сравнение амплитуд сигналов электродвижущей силы индукции, измеренных в диапазоне частот акустической эмиссии, с амплитудами, полученными при предварительном разрушении контролируемого элемента, позволяет судить о состоянии механической целостности элемента изделия и о динамике процесса нарушения целостности, что обуславливает существенное расширение диапазона контроля.
Экспериментальные исследования по проверке работоспособности способа проводились в МИРЭА на модельной установке, действующей на базе разрывной машины кинематического типа Р-5.
На установке подвергались растяжению образцы из стали 1XI8Н9Т, а также из сплавов 30ХГСА, ДОХ, Д16.
Образцы представляли собой ленту длиной 200 мм, толщиной 2 мм и шириной 18 мм. С помощью разрывной машины Р-5 образцы растягивались до полного разрушения. В зоне размещения образца накладывалось магнитное поле, созданное системой постоянных магнитов. На поверхности образца индукция магнитного поля составляла ~7•10-2 Тл, а вектор магнитной индукции был направлен перпендикулярно его поверхности. На расстоянии 2 мм от поверхности образца размещалась индукционная катушка, содержащая 3000 витков медного провода. Диаметр катушки составлял 12 мм. Катушка подключалась к электронному осциллографу типа С 1-64. При растяжении образца под действием силы от 0 до 19600 H наблюдалось появление сигналов электродвижущей силы индукции с амплитудой до 15 мВ в диапазоне частот 0,1-0,8 МГц. При нагрузке ~18000 H происходило полное разрушение образца. При этом наблюдался пакет сигналов, длительностью 10-5 с, содержащий импульсы с амплитудой 120 мВ и частотой ~0,7 МГц.
Появление сигналов ЭДС индукции при растяжении образца и его разрушении свидетельствует о возникновении вихревых токов, магнитное поле которых меняется с частотой, соответствующей распространению волн акустической эмиссии. Величина амплитуды сигналов ЭДС индукции определяется "интенсивностью" дефекта, т. е. величиной напряжений в теле образца, которые приводят к его разрушению. Поэтому амплитудно-частотный спектр сигналов ЭДС индукции представляет собой отражение процессов разрушения образца в реальном масштабе времени.
Таким образом, проведенные эксперименты показали работоспособность способа, т. е. возможность контролирования механической целостности элементов изделия в процессе его работы вплоть до его разрушения. Особую важность здесь имеют стадии начала процесса, когда в элементе возникают напряжения, которые могут привести к возникновению трещин.
Предложенный способ имеет следующие преимущества:
- широкий диапазон контроля целостности, включающий напряженное состояние материала изделия, динамику разрушений и окончание процесса разрушения,
- простота реализации, обусловленная использованием доступных электроизмерительных средств;
- высокая производительность труда при реализации способа, обусловленная передачей информации за счет распространения электромагнитного поля, что обеспечивает быстродействие и уменьшение различных помех.
Расширение диапазона контроля механической целостности элементов изделия позволяет предотвратить их разрушение и достичь экономического эффекта, равного стоимости самого изделия.
Отмеченное выше определяет промышленную полезность способа и его новизну, что позволяет рекомендовать его для использования при контроле и эксплуатации энергоемких агрегатов, работающих в экстремальных условиях силовых и температурных нагрузок.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ РЕГИСТРАЦИИ МЕХАНИЧЕСКИХ РАЗРУШЕНИЙ ЛОПАТОК РОТОРА ТУРБИНЫ | 1998 |
|
RU2151390C1 |
| ИНДУКЦИОННЫЙ ДАТЧИК | 1997 |
|
RU2125276C1 |
| СПОСОБ КОНТРОЛЯ ЦЕЛОСТНОСТИ ИЗДЕЛИЯ | 2008 |
|
RU2390768C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ЦЕЛОСТНОСТИ ЛОПАТОК РОТОРА ТУРБИНЫ | 1997 |
|
RU2131598C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ НАРУШЕНИЯ ЦЕЛОСТНОСТИ ЭЛЕМЕНТОВ ИЗДЕЛИЙ | 1992 |
|
RU2020464C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ТОЛЩИНЫ ПРОВОДЯЩЕГО ПОКРЫТИЯ С НЕПОСРЕДСТВЕННЫМ ОТСЧЕТОМ | 1995 |
|
RU2128818C1 |
| СПОСОБ ДИАГНОСТИКИ ПОДШИПНИКА КАЧЕНИЯ | 1992 |
|
RU2006810C1 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ ЦЕЛОСТНОСТИ ВРАЩАЮЩЕЙСЯ ЭЛЕКТРОПРОВОДНОЙ ДЕТАЛИ | 1988 |
|
SU1839966A1 |
| СПОСОБ ВИХРЕТОКОВОГО КОНТРОЛЯ ЦЕЛОСТНОСТИ БАНДАЖНЫХ ОБОЛОЧЕК РОТОРОВ | 2019 |
|
RU2698557C1 |
| МАГНИТОШУМОВОЙ СПОСОБ КОНТРОЛЯ СОСТОЯНИЯ ПРОЧНОСТИ СИЛОВЫХ КОНСТРУКЦИЙ ИЗ ФЕРРОМАГНИТНЫХ МАТЕРИАЛОВ | 2014 |
|
RU2553715C1 |
Изобретение относится к испытательной технике и неразрушающему контролю и может быть использовано при испытаниях и эксплуатации энергоемких энергетических установок, например компрессорных и турбинных агрегатов. В процессе предварительных испытаний на образцы элементов изделия накладывают внешнее постоянное магнитное поле. Образцы доводят до разрушения и фиксируют при этом диапазон частот акустической эмиссии и амплитуду ЭДС индукции поля возникающих вихревых токов. В процессе работы изделия измеряют амплитуду ЭДС индукции в диапазоне частот акустической эмиссии. По амплитуде ЭДС индукции судят о целостности элемента изделия. Способ позволяет контролировать динамику процесса разрушения на всем его протяжении от напряженного состояния элемента до окончания процесса разрушения. 1 ил.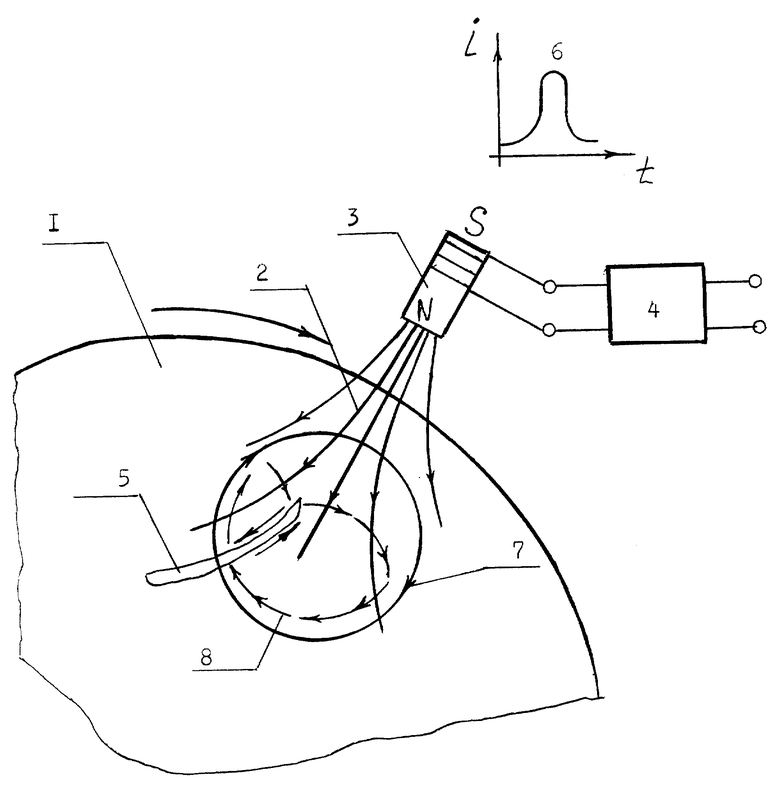
Способ контроля целостности электропроводных элементов изделия, в котором накладывают внешнее постоянное магнитное поле на контролируемые элементы изделия для создания в них вихревых токов и измеряют электродвижущую силу индукции вторичного магнитного поля этих токов, отличающийся тем, что предварительно в процессе испытаний контролируемые образцы элементов изделия доводят до разрушения, фиксируют при этом диапазон частот акустической эмиссии и амплитуду электродвижущей силы индукции, а в процессе работы изделия измеряют амплитуду электродвижущей силы индукции в диапазоне частот акустической эмиссии и по величине амплитуды судят о состоянии механической целостности элементов изделия.
| RU 2003091 C1, 05.02.1990 | |||
| СПОСОБ ПРОГНОЗИРОВАНИЯ НАРУШЕНИЯ ЦЕЛОСТНОСТИ ЭЛЕМЕНТОВ ИЗДЕЛИЙ | 1992 |
|
RU2020464C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ДОЛГОВЕЧНОСТИ ОБРАЗЦОВ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1991 |
|
RU2020476C1 |
| Способ неразрушающего контроля механических свойств ферромагнитных материалов | 1982 |
|
SU1071954A2 |
| Индукционный датчик | 1985 |
|
SU1372260A1 |
| КОЛЛАКОТ Р | |||
| Диагностика повреждений: Пер | |||
| с англ | |||
| - М.: Мир, 1989, с.93-122 | |||
| 0 |
|
SU205052A1 | |
