Изобретение относится к области разработки способов прогнозирования нарушений целостности элементов изделий и может использоваться при разработке и использовании таких способов в науке и технике.
Известен способ прогнозирования нарушений целостности элементов изделий [1], в котором используют пьезоэлектрический щуп, упирающийся в поверхность контролируемого элемента, и ультразвуковой луч, смещаемые в совокупности вдоль и поперек поверхности элемента.
Недостаток аналога - недостаточные быстродействие, достоверность и надежность, обусловленные сложностью технологического процесса и ограничением передачи искомой информации скоростью звука в среде.
В известных способах [2, 3] используют специальные жидкости для повышения эффективности передачи информации при контроле элементов.
Недостатки способов - низкая скорость передачи информации, ограниченная скорость распространения звука в этой специальной среде, которая сама нуждается в контроле наличия ее при эксплуатации контролируемых элементов изделий, что указывает на недостаточные быстродействие, достоверность и надежность способа.
Прототипом изобретения является способ [4], в котором с помощью преобразователя электромагнитных сигналов измеряют параметры сигнала электромагнитной эмиссии, излучаемой динамически нагруженным изделием и по ним определяют возникновение и состояние дефектов в изделии.
Недостатки прототипа - низкие достоверность и надежность прогнозирования нарушений целостности элементов изделий, обусловленные искусственным образованием трещин за счет динамического взаимодействия ножа с контролируемым элементом за счет удара бойка по ножу, приводящего к неоднозначной разнице времени возникновения сигналов электромагнитной эмиссии и времени старта трещины, ограничением в виде контролируемых элементов - диэлектриков; упрощение технологии измерения параметров сигнала электромагнитной эмиссии за счет установки преобразователей электромагнитных сигналов в заведомо известной зоне искусственного образования механического дефекта, что в практике не реально.
Цель изобретения - повышение быстродействия, достоверности и надежности прогнозирования нарушений целостности элементов изделий.
Эта цель достигается тем, что в способе прогнозирования нарушений целостности элементов изделий, в котором с помощью преобразователя электромагнитных сигналов измеряют параметры сигнала электромагнитной эмиссии, излучаемой динамически нагруженным изделием, и по ним определяют возникновение и состояние дефектов в изделии, преобразователем электромагнитных сигналов охватывают поперечное сечение изделия из электропроводящих материалов, в качестве параметров сигнала электромагнитной эмиссии используют непрерывно измеряемые амплитуду и частоту электродвижущей силы индукции и форму сигнала электродвижущей силы индукции и сравнивают их с полученными на бездефектном изделии.
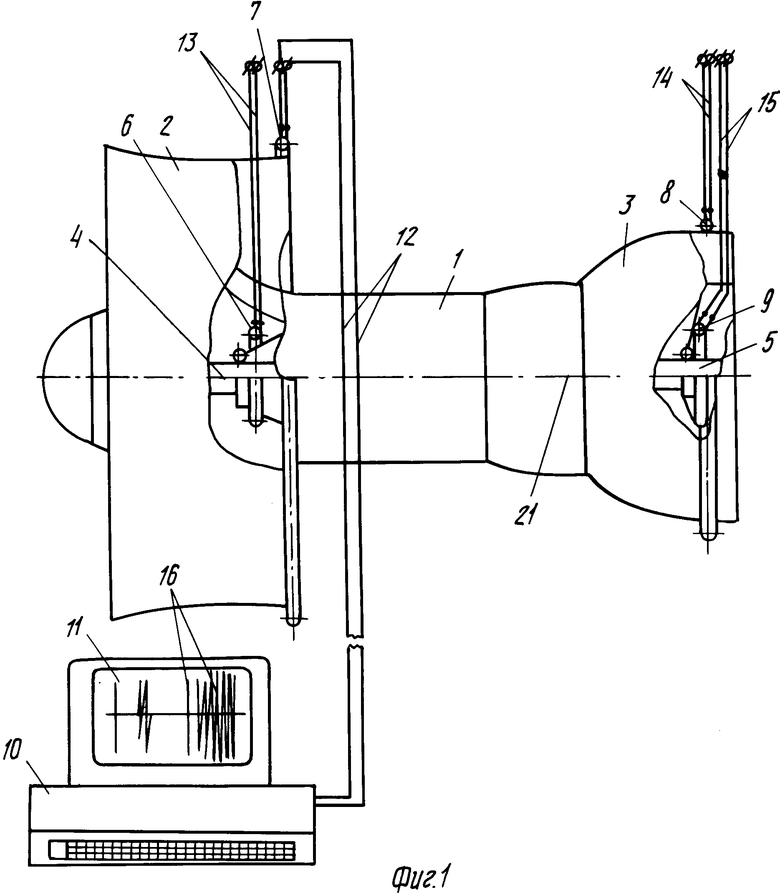
На фиг. 1-3 дан один из возможных вариантов реализации предложенного способа, где контролируемое изделие - авиационный двигатель, например турбореактивный.
В условиях эксплуатации возможно появление механических дефектов по всему тракту динамического движения газа в проточной части двигателя, поэтому указаны вероятные зоны контроля турбореактивного двигателя 1 (фиг.1), вентилятора 2, турбины 3, компрессора 4, турбины привода компрессора 5, в которых соответственно устанавливаются преобразователи электромагнитных сигналов 6, 7, 8 и 9, охватывающие снаружи поперечное сечение аварийноопасных частей изделия. Эти преобразователи подсоединены к регистратору 10 и аппаратуре анализа сигналов 11 с помощью коммутационных цепей 12, 13, 14 и 15 (показано подсоединение для цепи 12). В качестве параметров сигнала электромагнитной эмиссии используют непрерывно измеряемые и регистрируемые амплитуды, частоту и форму сигналов электродвижущей силы индукции 16 сравнивают их с полученными на бездефектном изделии.
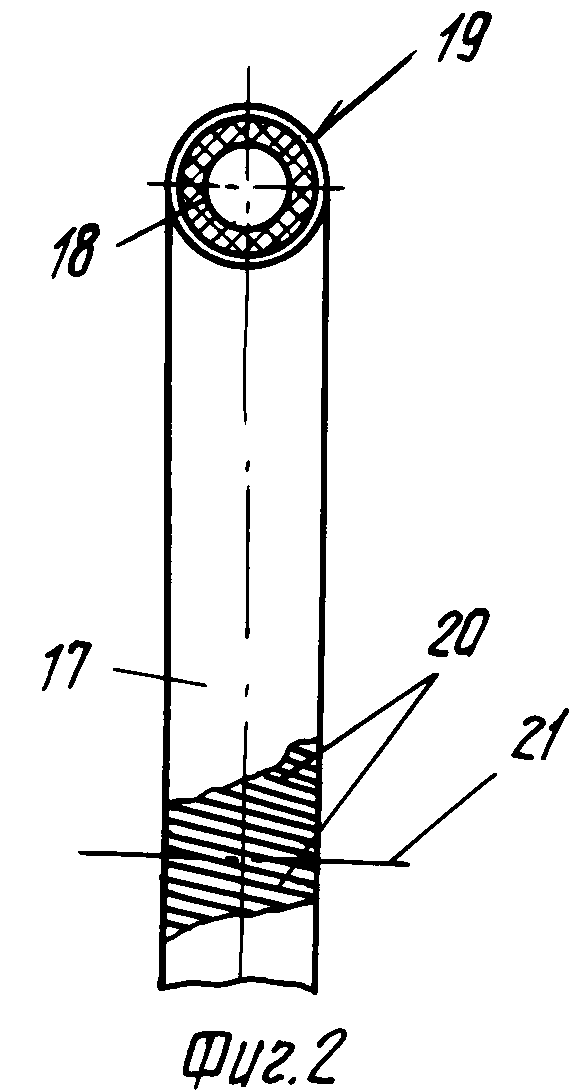
Пример возможного исполнения преобразователей электромагнитных сигналов 17 (фиг. 2) основан на выполнении их в виде тороидальных соленоидальных катушек 20, чувствительные элементы которых 19 - витки, соединенные последовательно, центры которых лежат на средней линии тороидов, плоскости витков ортогональны ей. Витки размещены на гибком каркасе 18. Оси симметрии преобразователей и контролируемых агрегатов двигателя совпадают 21. Преобразователи укреплены на изделии неподвижно.
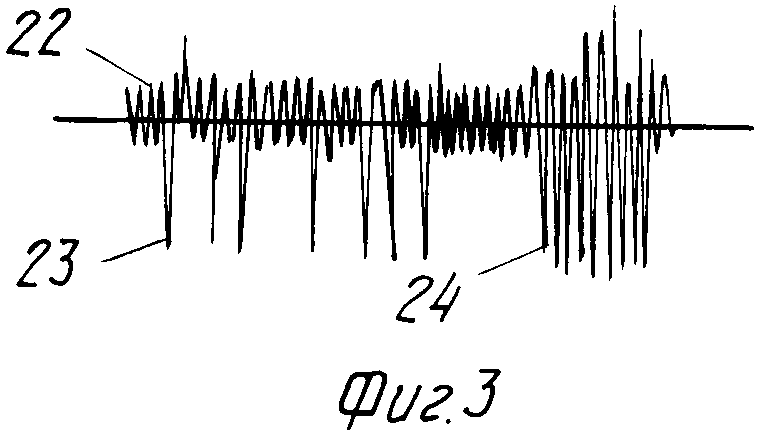
Работа на бездефектном изделии сопровождается характерными сигналами электродвижущей силы индукции 2, свойственными рабочему процессу в двигателе (фиг.3). При динамически нагруженном состоянии двигателей, например при появлении усталостных явлений или воздействия внешних явлений, например при попадании внешних предметов в полость двигателя, индуцируются сигналы 23, отличные по амплитуде, частоте и форме от характерных сигналов, полученных на бездефектном изделии 22, наконец, при развитии дефектов появляются сигналы 24, свидетельствующие о развитии дефектов - появлении стадии развития трещин.
Повышение быстродействия, достоверности и надежности, необходимые для прогнозирования нарушений целостности элементов из электропроводных материалов, достигаются за счет непосредственного измерения и анализа сигналов электромагнитной эмиссии, образуемых при динамическом перемещении зарядов в процессе разрыва атомных связей нагружаемых элементов изделий, переменного тока проводимости, текущего по изделию из электропроводных материалов, инициируемого электромагнитной эмиссией, и индуцирования сигналов ЭДС индукции в преобразователях электромагнитных сигналов, охватывающих поперечное сечение изделия.
Таким образом, сигналы электромагнитной эмиссии могут фиксироваться практически при появлении механических дефектов в любой зоне контролируемых изделий.
Изобретение имеет изобретательский уровень, обладает новизной по отношению к аналогам и прототипу, промышленно применимо и может использоваться для контроля и диагностирования изделий, работающих при больших мощностях, скоростях рабочей среды, температурах и давлениях, представляющих опасность при эксплуатации и опасность для окружающей естественной среды обитания.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТРОЛЯ ЦЕЛОСТНОСТИ ИЗДЕЛИЯ | 2008 |
|
RU2390768C1 |
| СПОСОБ ДИАГНОСТИКИ ПОДШИПНИКА КАЧЕНИЯ | 1992 |
|
RU2006810C1 |
| СПОСОБ ДИАГНОСТИКИ ЭЛЕМЕНТОВ КОНСТРУКЦИИ ГРЕБНОГО ВИНТА | 1992 |
|
RU2032591C1 |
| СПОСОБ КОНТРОЛЯ ЦЕЛОСТНОСТИ ЭЛЕКТРОПРОВОДНЫХ ЭЛЕМЕНТОВ ИЗДЕЛИЯ | 1998 |
|
RU2171982C2 |
| Акустико-эмиссионный способ контроля изделий | 1990 |
|
SU1753407A2 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ОСТАТОЧНОГО РЕСУРСА МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2007 |
|
RU2361199C2 |
| СПОСОБ ДИАГНОСТИКИ СОСТОЯНИЯ ОРГАНИЗМА ЧЕЛОВЕКА | 1994 |
|
RU2103905C1 |
| Способ измерения токов в плазме | 1991 |
|
SU1778715A1 |
| УСТРОЙСТВО ДЛЯ ОБНАРУЖЕНИЯ ДЕФЕКТОВ МАЛЫХ ЛИНЕЙНЫХ РАЗМЕРОВ | 2014 |
|
RU2564823C1 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ ЦЕЛОСТНОСТИ ВРАЩАЮЩЕЙСЯ ЭЛЕКТРОПРОВОДНОЙ ДЕТАЛИ | 1988 |
|
SU1839966A1 |
Использование: для прогнозирования нарушений целостности элементов изделий, например авиационных двигателей. Повышение достоверности и надежности прогнозирования достигается благодаря тому, что с помощью преобразователя электромагнитных полей измеряют параметры сигнала электромагнитной эмиссии, излучаемой динамически нагруженным изделием, и по ним определяют возникновение и состояние дефектов в изделии. Преобразователем электромагнитных полей охватывают поперечное сечение изделия из электропроводящих материалов. В качестве параметров сигнала электромагнитной эмиссии используют непрерывно измеряемые амплитуду и частоту ЭДС индукции на выходе преобразователя и форму сигнала ЭДС индукции и сравнивают их с полученными на бездефектном изделии. 3 ил.
СПОСОБ ПРОГНОЗИРОВАНИЯ НАРУШЕНИЯ ЦЕЛОСТНОСТИ ЭЛЕМЕНТОВ ИЗДЕЛИЙ, заключающийся в том, что с помощью преобразователя электромагнитных полей измеряют параметры сигнала электромагнитной эмиссии, излучаемой динамически нагруженным изделием, и по ним определяют состояние трещин в изделии, отличающийся тем, что преобразователем охватывают поперечное сечение изделия из электропроводящих материалов, в качестве параметров сигналов электромагнитной эмиссии используют непрерывно измеряемые амплитуду и частоту ЭДС индукции на выходе преобразователя электромагнитных полей и форму сигнала ЭДС индукции, и сравнивают их с полученными на бездефектном изделии.
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Повышение надежности авиационной техники средствами неразрушающего контроля | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| /Под ред | |||
| А.К.Денеля | |||
| ОНТИ, 1983, с.158-163. | |||
