Заявляемая группа изобретений относится к мембранным устройствам, в частности к мембранным устройствам карманообразного типа, и может быть использовано при изготовлении мембранных фильтров для разделения жидких или газообразных сред, например для очистки воды, воздуха, разделения крови при плазмаферезе и др.
Известно мембранное устройство [1] , содержащее размещенный в корпусе мембранный модуль, выполненный в виде набора плоских полупроницаемых мембран и размещенных между ними сепараторно-дренажных прокладок, образующих за счет соответствующей герметизации боковых кромок чередующиеся проточные щелевые камеры концентрата и фильтрата. Герметизация этих щелевых камер обеспечивается за счет планок из термопластичного материала, размещенных вдоль боковых по отношению к потоку концентрата или потоку фильтрата сторон. Корпус устройства выполнен в виде элементов из эластичного и термопластичного материала, герметично соединенных друг с другом, а также с мембранным модулем с образованием в боковых стенках корпуса с внутренней стороны полостей для подвода и отвода разделяемой среды (концентрата), расположенных напротив друг друга, и полости для отвода пермеата (фильтрата) в третьей боковой сторонке корпуса. Указанные полости сообщаются с соответствующими патрубками.
Разделяемая жидкость (концентрат) подается в мембранное устройство через патрубок подвода и через соответствующую полость попадает в щелевые камеры концентрата. В этих камерах благодаря сепараторно-дренажным прокладкам концентрат распределяется по поверхности мембран, протекает по этим камерам, попадает в полость отвода концентрата и выводится через соответствующий патрубок из мембранного устройства. Фильтрат проникает через поры мембран, поступает в полость отвода фильтрата и через соответствующий патрубок выводится из мембранного устройства.
Выполнение мембранного блока в виде пакета щелевых камер позволяет эффективно использовать объем корпуса, однако при изготовлении данного устройства возникают серьезные проблемы, связанные со сборкой мембранного модуля и герметизацией щелевых камер и мембранного блока в целом внутри корпуса, поскольку мембранный блок изготавливается из набора отдельных мембран.
Известно мембранное устройство [2], содержащее корпус коробчатого типа с крышками, в котором размещена зигзагообразно сложенная пара мембран, между которыми образован канал для сбора фильтрата. Устройство содержит патрубки для концентрата и фильтрата, а также корпусные элементы, обеспечивающие протекание концентрата вдоль поверхности мембран. Проникший через мембраны фильтрат попадает в канал между мембранами и через сообщающиеся с этим каналом патрубки выводится из устройства.
В данном устройстве используется целая неразрезанная полоса мембранного материала, что упрощает изготовление мембранного узла. Однако к недостаткам этого устройства следует отнести сложность конструкции корпуса, которая должна обеспечить протекание концентрата вдоль поверхности мембран, и низкую производительность устройства, обусловленную малой площадью сечения канала между мембранами, через который выводится фильтрат.
Известно мембранное устройство [3], содержащее корпус, имеющий полости для подвода и отвода концентрата, расположенные напротив друг друга, и каналы для отвода фильтрата, расположенные напротив друг друга на противоположных боковых сторонах корпуса. Указанные полости сообщаются с соответствующими патрубками. Корпус разделен продольными и поперечными перегородками на секции, в которых размещены мембранные модули, каждый из которых выполнен в виде зигзагообразно сложенной плоской мембраны, закрепленной в местах перегиба на опорных стержнях. Сложенная таким образом мембрана образует чередующиеся щелевые камеры (карманы) для концентрата и фильтрата, при этом перегородки с боковой стороны мембраны имеют прорези для протекания концентрата через соответствующие щелевые камеры, а камеры фильтрата соединены с каналом для сбора фильтрата.
Особенностью данной конструкции является мембранный модуль карманного типа, для изготовления которого используется непрерывная лента мембранного материала, сложенная зигзагообразно. Так называемые "карманы" образуются за счет герметизации области между двумя соседними боковыми кромками сложенной указанным образом мембраны и открытого щелевого канала между ними. По щелевым каналам протекает концентрат, а в смежных карманах - фильтрат, поток которого отводится в направлении, перпендикулярном потоку концентрата. Такая конструкция позволяет эффективно использовать объем корпуса и обеспечивает высокую производительность. Основные проблемы при изготовлении таких устройств связаны с герметизацией карманов, а именно технологичностью операций герметизации и ее надежностью. В частности, в данной конструкции герметизация боковых кромок обеспечивается за счет плотного размещения мембранного узла между перегородками, разделяющими корпус устройства, при этом для протекания концентрата в перегородках выполнены прорези. Такое соединение не может обеспечить надежную герметизацию карманов, поэтому места соединения боковых кромок мембраны с поверхностью перегородок дополнительно покрыты клеем или герметиком. В целом это усложняет конструкцию мембранного устройства и технологию его сборки.
Наиболее близким к заявляемому изобретению является мембранное устройство [4], содержащее корпус, образующий проточную камеру и имеющий в противоположных боковых стенках с внутренней стороны полости подвода и сбора концентрата, а с внешней стороны - патрубок ввода и патрубок вывода концентрата, сообщающиеся с упомянутыми полостями подвода и сбора концентрата соответственно, и крышку, герметично соединяемую с корпусом посредством фланцев и имеющую с внутренней стороны полость отбора фильтрата, а с внешней стороны - патрубок отвода фильтрата, сообщающийся с полостью отбора фильтрата. В корпусе размещен мембранный модуль, выполненный в виде зигзагообразно сложенной плоской мембраны, боковые кромки которой попарно и герметично соединены между собой с образованием пакета параллельных плоских карманов для фильтрата и проточных каналов между ними для концентрата, а смежные плоские части мембраны разделены сепарационными элементами, предназначенными также для распределения концентрата по поверхности мембраны и сбора фильтрата с обратной поверхности мембраны. Указанные сепарационные элементы выполнены в виде полосок турбулизатора и листов дренажа, уложенных в проточных каналах для концентрата и карманах для фильтрата соответственно. Мембранный модуль помещен в проницаемую жесткую оболочку, установленную на герметизирующей прокладке, что в совокупности позволяет разделить полости подвода и сбора концентрата, оставив их соединенными только через проточные каналы между карманами.
Сочетая с себе указанные преимущества мембранных устройств карманного типа, данная конструкция сложна в изготовлении, главным образом, в части операций складывания из мембранной ленты мембранного модуля, размещения между сложенными частями мембраны сепарационных элементов и укладки мембранного модуля в проницаемую оболочку. Требуются специальные приспособления, удерживающие формуемый модуль до его укладки в упомянутую оболочку.
Кроме того, тонкая очистка жидкостей и газов требует сочетания нескольких уровней разделения с различными физико-химическими механизмами, например мембранным, сорбционным, ионообменным, экстракционным и т.п. Как правило, эти процессы разделения осуществляют в различных аппаратах. В частности, в известном устройстве осуществляется только мембранное разделение, поэтому другие виды очистки требуют дополнительных аппаратов, подсоединяемых к нему.
Технической задачей, на решение которой направлено заявляемое изобретение, является разработка высокотехнологичной в изготовлении конструкции мембранного устройства, сочетающего в себе механизмы мембранного и сорбционного разделения.
Сущность заявляемого изобретения заключается в том, что известное мембранное устройство, содержащее корпус, образующий проточную камеру и имеющий в противоположных боковых стенках с внутренней стороны полости подвода и сбора концентрата, а с внешней стороны - патрубки ввода и вывода концентрата, сообщающиеся с упомянутыми полостями подвода и сбора концентрата соответственно, крышку, герметично соединяемую с корпусом посредством фланцев и имеющую с внутренней стороны полость отбора фильтрата, а с внешней стороны - патрубок отвода фильтрата, сообщающийся с полостью отбора фильтрата, мембранный модуль, выполненный в виде зигзагообразно сложенной плоской мембраны, боковые кромки которой попарно и герметично соединены между собой с образованием пакета параллельных плоских карманов для фильтрата и проточных каналов между ними для концентрата, при этом упомянутые карманы и проточные каналы разделены сепарационными элементами, предназначенными также для распределения концентрата по поверхности мембраны и сбора фильтрата с обратной поверхности мембраны, а мембранный модуль установлен в корпус таким образом, что соединенные боковые кромки мембраны ориентированы к полостям подвода и сбора концентрата, согласно изобретению дополнительно содержит сборочный фланец с отверстием в центральной части, герметично соединенный по периметру с мембранным модулем с одной из сторон перегиба мембраны, причем указанное соединение выполнено путем соединения со сборочным фланцем продольных оконечных кромок мембраны и участков перегиба мембраны, примыкающих к ее боковым кромкам, и полотно сорбирующего материала, сложенное с мембраной со стороны, образующей упомянутые карманы, а сепарационные элементы в проточных каналах выполнены в виде рельефных элементов на поверхности мембраны со стороны, образующей упомянутые проточные каналы, при этом в собранном состоянии устройства края сборочного фланца размещены между фланцами корпуса и крышки.
Благодаря сборочному фланцу мембранный модуль для заявляемого устройства может быть изготовлен путем последовательного соединения, например путем склейки или сварки, участков перегиба мембраны с упомянутым сборочным фланцем. При этом первой и последней операциями указанного соединения выполняются соединения со сборочным фланцем продольных оконечных кромок мембраны. В данном случае не требует каких-либо дополнительных приспособлений для изготовления мембранного модуля, поскольку сборочный фланец как конструктивный элемент мембранного устройства одновременно может служить и сборочным приспособлением. В отличие от известной данная конструкция не требует дополнительных мер по разделению потоков концентрата и фильтрата в корпусе. После установки мембранного модуля в корпусе и герметичного соединения корпуса с крышкой потоки концентрата и фильтрата внутри корпуса надежно разделены карманообразным пакетом, состоящим из ленточной мембраны и полотна сорбирующего материала.
Замена вкладываемых между боковыми поверхностями зигзагообразно сложенной мембраны полосок турбулизатора и листов дренажа на рельефные элементы, скрепленные с мембраной со стороны, образующей проточные каналы мембранного модуля, позволяет также упростить изготовление устройства. Эти рельефные элементы могут быть изготовлены заранее на мембранной ленте до ее складывания в мембранный модуль.
Полотно сорбирующего материала, сложенное с мембраной со стороны, образующей карманы мембранного модуля, позволяет совместить в устройстве два механизма разделения - мембранный и сорбционный, осуществляемые последовательно по мере прохождения фильтрата через мембрану и сорбирующий материал. При этом размещение полотна сорбционного материала на требует сколько-нибудь заметных затрат при изготовлении устройства, так как данная конструкция предполагает изготовление мембранного модуля из сложенных вместе ленты мембраны и полотна сорбирующего материала.
Дополнительно, для того чтобы снизить гидродинамическое сопротивление потоку концентрата на участках между полостями подвода (отвода) концентрата и проточных каналов для концентрата, упомянутое соединение боковых кромок мембраны может быть выполнено сужающимся в направлении полостей подвода и сбора концентрата.
Важной характеристикой для данных устройств является возможность удержания на сорбирующем материале широкого спектра веществ, что не всегда возможно осуществить на материале одного вида. Например, для очистки плазмы крови от различных токсинов часто оказывается недостаточным традиционно применяемого углеродного сорбента. Для более тонкой очистки дополнительно применяют ионообменные сорбенты на базе ионообменных смол, например, катиониты, аниониты, полиамфолиты, комплексообразующие иониты. Чтобы расширить функциональные возможности заявляемого устройства в части удаления из фильтруемой среды широкого спектра веществ полотно используемого для его изготовления сорбирующего материала может быть многослойным, при этом слои сорбирующего материала должны иметь различные сорбционные характеристики по отношению к фильтрату.
Наличие сорбирующего материала, который обеспечивает жесткость конструкции и через который достаточно свободно проходит фильтрат, принципиально позволяет обойтись без сепарационных элементов в карманах мембранного модуля. В то же время, в ряде случаев для повышения производительности устройства целесообразно на поверхности полотна сорбирующего материала со стороны, образующей карманы мембранного модуля, выполнить сепарационные элементы в виде рельефных элементов.
Чтобы исключить попадание частичек сорбирующего материала в фильтрат, выводимый из мембранного устройства, полотно сорбирующего материала со стороны, образующей карманы мембранного модуля, целесообразно покрыть защитной сеткой, проницаемой для фильтрата. В этом случае рельефные элементы со стороны карманов мембранного модуля выполняются на внешней поверхности защитный сетки.
Можно упростить изготовление мембранного модуля с защитной сеткой, предварительно упаковав полотно сорбирующего материала в сетку, изготовленную в виде рукава. Также в этом случае на внешней поверхности защитной сетки со стороны карманов мембранного модуля могут быть выполнены рельефные элементы.
Наиболее простым и одновременно обеспечивающим равномерное распределение концентрата по поверхности мембраны, а также сбор фильтрата с поверхности полотна сорбирующего материала является выполнение упомянутых рельефных элементов в виде чередующихся полос, ориентированных наклонно к боковой кромке плоской мембраны, полотна сорбирующего материала или защитной сетки, в зависимости от того, на чем эти рельефные элементы выполнены. В этом случае в мембранном модуле между смежными поверхностями проточных каналов и карманов образуется равномерная двухуровневая сетка распределения и сбора потоков концентрата и фильтрата соответственно.
Оптимальным является вариант, когда угол наклона полос рельефных элементов к упомянутым боковым кромкам составляет 45o. В этом случае рельефные элементы на смежных поверхностях мембраны пересекаются под углом 90o, что обеспечивает наилучшие условия распределения концентрата по поверхности мембраны и сбора фильтрата со стороны карманов.
Дополнительно, для придания большей жесткости конструкции мембранного модуля рельефные элементы на смежных поверхностях проточных каналов и карманов могут быть соединены между собой в точках их соприкосновения.
Дополнительно на параллельных проточным каналам боковых внутренних поверхностях корпуса могут быть выполнены рельефные элементы в виде чередующихся полос наклонно к боковой кромке плоской мембраны. Эти рельефные элементы ориентируют таким образом, чтобы в собранном состоянии устройства они располагались поперек рельефных элементов, выполненных на соответствующей смежной поверхности мембраны. При этом между упомянутыми боковыми внутренними поверхностями корпуса и мембранным модулем образуются дополнительные проточные каналы, такие же, как проточные каналы мембранного модуля.
Также в этом случае оптимальными будут углы наклона полос рельефных элементов на поверхности мембраны и полос рельефных элементов на боковых внутренних поверхностях корпуса, составляющие 45o.
Для придания жесткости конструкции в целом рельефные элементы на обращенных друг к другу поверхностях мембраны и корпуса могут быть соединены между собой в точках их соприкосновения.
Сущность заявляемого мембранного устройства поясняется графическими материалами, на которых изображено:
фиг. 1 - конструкция мембранного устройства;
фиг. 2-5 - примеры выполнения мембранного модуля.
Заявляемое устройство (фиг. 1) содержит корпус 1 с фланцем 2, патрубками 3 и 4 для ввода и вывода концентрата. Внутри корпуса 1 выполнены полость 5 подвода и полость 6 сбора концентрата, сообщающиеся с патрубками 3 ввода и 4 вывода концентрата соответственно. Устройство также содержит крышку 7 с фланцем 8, патрубком 9 для отвода фильтрата и внутренней полостью 10 отбора фильтрата, сообщающейся с патрубком 9.
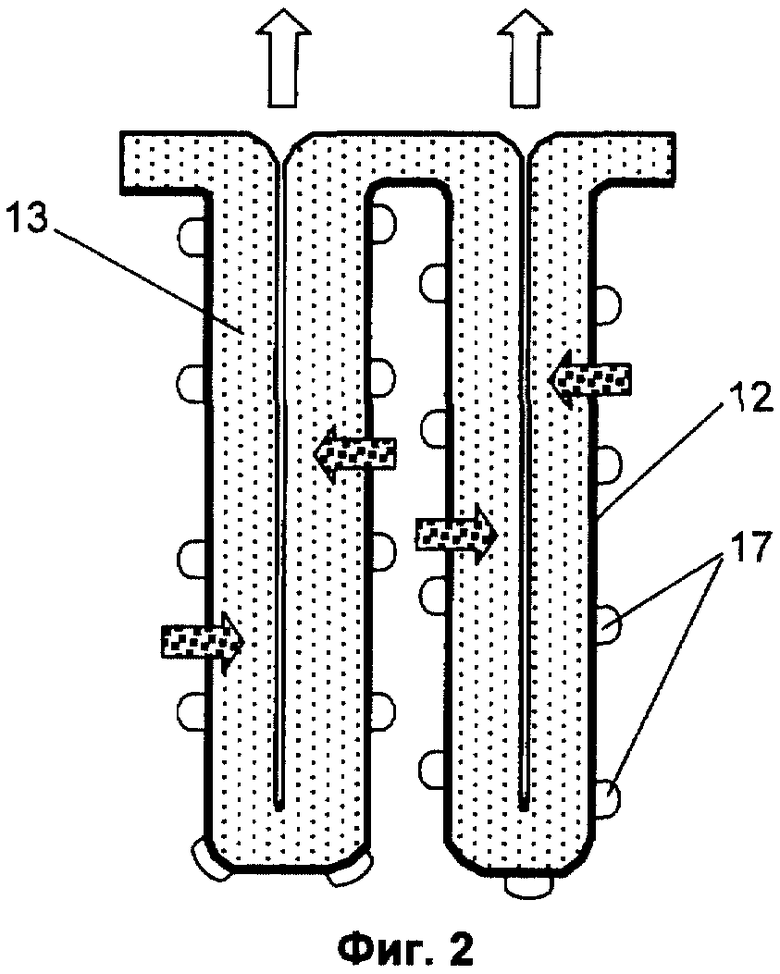
Мембранный модуль 11, устанавливаемый в корпус 1, выполнен в виде зигзагообразно сложенного пакета, состоящего из ленточной мембраны 12 и полотна сорбирующего материала 13. Боковые кромки 14 мембраны 12 попарно герметично соединены между собой с образованием пакета параллельных плоских карманов 15 и проточных каналов 16 между ними. На поверхности мембраны 12 со стороны проточных каналов 16 выполнены рельефные элементы 17 в виде полос, ориентированных наклонно, например под углом 45o к боковой кромке мембраны 12. Рельефные элементы 17 обеспечивают требуемый зазор между смежными поверхностями мембраны 12 и выполняют функции распределения концентрата по поверхности мембраны 12. Такие же рельефные элементы 18 могут быть выполнены на внутренних боковых поверхностях корпуса 1. В этом случае между соответствующей поверхностью корпуса 1 и смежной поверхностью мембраны 12 образуется такой же проточный канал, как и канал 16 мембранного модуля 11.
Рельефные элементы 17 и 18 могут быть выполнены известными способами, например, описанным в [5], который заключается в выполнении рисунка рельефа на мембране в виде изолированных участков проводников, на которых осуществляется коагуляция латекса. Также могут быть использованы известные полиграфические способы.
В состав устройства входит также сборочный фланец 19, имеющий в центральной части прямоугольное отверстие 20. По периметру фланец 19 герметично соединен с продольными кромками 21 и 22 сложенных мембраны 12 и полотна сорбирующего материала 13, а также с участками 23 перегиба мембраны 12. Поверхность соединения 24 показана на фиг. 1 штриховкой (см. вид "А-А"). В собранном виде края сборочного фланца 19 размещены между фланцем 2 корпуса 1 и фланцем 8 крышки 7, а указанные элементы конструкции герметично соединены между собой.
Все упомянутые герметичные соединения могут быть выполнены путем склейки с помощью клея-расплава, предварительно нанесенного на соединяемые участки, с последующим нагревом и механическим сдавливанием этих участков, или с помощью сварки, например ультразвуковой.
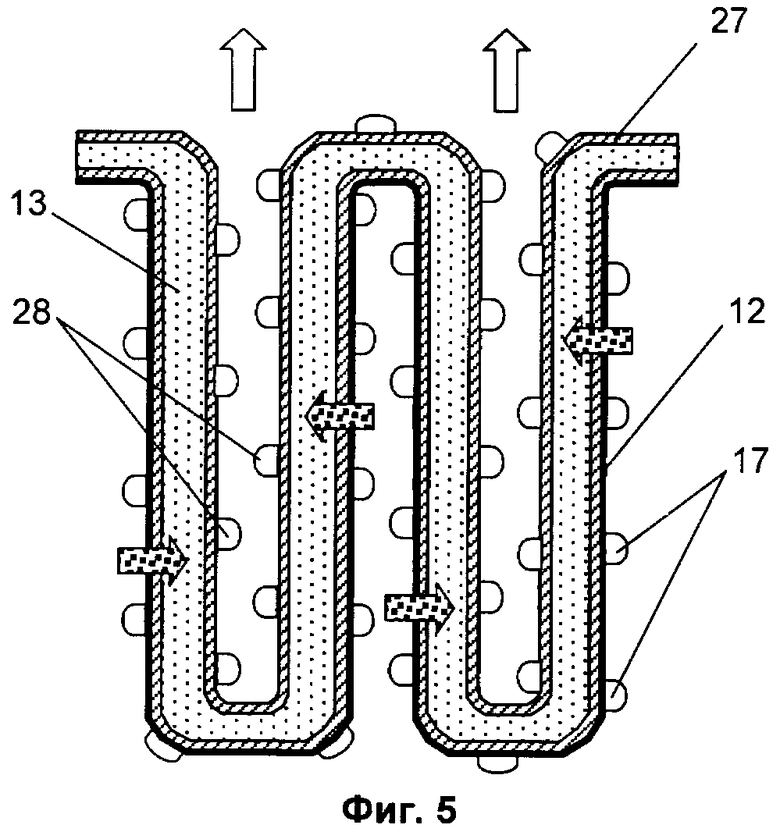
Детально примеры выполнения мембранного модуля 11 представлены на фиг. 2 - 5. На фиг. 2 показан пример с однослойным сорбирующим материалом 13, сложенным с мембраной 12, а на фиг. 3 - пример с многослойным сорбирующим материалом, в частности, имеющим два слоя 25 и 26. На фиг. 4 и 5 показаны примеры с сорбирующим материалом 13, упакованным в защитную сетку 27, при этом на фиг. 5 показан пример с рельефными элементами 28, выполненными на поверхности защитной сетки 27.
Устройство (см. фиг. 1) работает следующим образом. Разделяемая среда - концентрат под давлением подается через патрубок 3 и попадает в полость 5 подвода концентрата, из которой равномерно распределяется по входам каналов 16 мембранного блока 11. Внутри каналов 16 концентрат благодаря рельефным элементам 17 равномерно распределяется по поверхности мембраны 12. На выходе из каналов 16 концентрат собирается в полости 6 сбора концентрата и через патрубок 4 выводится из устройства. Во время прохождения концентрата по каналам 16 фильтрат проникает через поры мембраны 12 и полотно сорбирующего материала 13 в карманы 14, проходя через отверстие 20 сборочного фланца 19, собирается в полости 10 отбора фильтрата и выводится из устройства через патрубок 9.
Технологичность изготовления заявляемого устройства в значительной степени определяется операциями изготовления мембранного модуля. В группу заявляемых изобретений входит способ изготовления мембранного устройства.
Известен способ изготовления мембранного устройства [3], включающий изготовление мембранного модуля в виде отдельной секции, при этом осуществляют зигзагообразную укладку сматываемой с рулона мембранной ленты в такую секцию, закрепляя места перегиба на специальных опорных стержнях. В полости, образованные зигзагообразно сложенной мембранной лентой, вводят сепарационные элементы. Боковые края мембраны закрываются перегородками с отверстиями для прохода концентрата и фильтрата и промазываются клеем или герметиком. Изготовленный мембранный модуль помещают в корпус, который герметично закрывают.
Известный способ в значительной степени определен конструктивными особенностями изготавливаемого устройства. Зигзагообразное складывание мембраны с одновременным ее закреплением на опорных стержнях представляет достаточно сложную операцию, особенно для тонких и широких мембранных лент. Также сложной является операция размещения в полостях, образованных зигзагообразно сложенной мембранной лентой, сепарационных элементов. Сам мембранный модуль изготавливается в виде отдельного узла (или узлов, так как известная конструкция допускает установку в одном корпусе нескольких мембранных модулей), что также усложняет технологию сборки устройства, поскольку является дополнительной операцией.
Наиболее близким к заявляемому способу является способ изготовления мембранного устройства [6], включающий предварительное изготовление ленты мембраны с рельефными элементами на обеих ее сторонах, выполненными путем тиснения углублений и выступов в материале мембраны, нанесение клеящего вещества в виде продольных полос на ленту сборочного фланца (подложки), изготовление мембранного модуля путем складывания зигзагообразно ленты мембраны и соединения ее одной из сторон перегиба с лентой сборочного фланца в местах нанесенного на ленту сборочного фланца клеящего вещества, размещение мембранного модуля в предварительно изготовленном корпусе с последующей его герметизацией.
Известный способ, благодаря использованию непрерывно транспортируемых лент мембраны и сборочного фланца, представляет собой конвейерный способ изготовления мембранных устройств. Это обеспечивает его высокую производительность и возможность автоматизации сборки. Однако он предполагает раздельное складывание ленты мембраны и ее соединение с лентой сборочного фланца, при этом для осуществления последней операции требуются специальные средства доставки сложенной ленты мембраны к ленте сборочного фланца и удержания ленты мембраны в сложенном состоянии в процессе соединения ее с лентой сборочного фланца. Поскольку перекрытие боковых кромок сложенной мембраны обеспечивается за счет стенок корпуса, требуется дополнительная герметизация эти боковых кромок после размещения мембранного модуля в корпусе.
Технической задачей, на решение которой направлен заявляемый способ, является создание конвейерной технологии изготовления заявляемого мембранного устройства, обеспечивающей высокую производительность и надежность изготавливаемых изделий.
Сущность заявляемого изобретения заключается в том, что в способе, включающем предварительное изготовление ленты мембраны с выполненными на одной ее стороне рельефными элементами, нанесение клеящего вещества в виде продольных полос на ленту сборочного фланца, изготовление мембранного модуля путем складывания зигзагообразно ленты мембраны и соединения ее одной из сторон перегиба с лентой сборочного фланца в местах нанесенного на ленту сборочного фланца клеящего вещества, размещение мембранного модуля в предварительно изготовленном корпусе с последующей его герметизацией, согласно изобретению в качестве ленты сборочного фланца используют ленту с центральным рядом прямоугольных отверстий, а упомянутые полосы клеящего вещества наносят между упомянутыми отверстиями и боковыми краями ленты сборочного фланца, при изготовлении мембранного модуля дополнительно ленту мембраны соединяют с лентой сборочного фланца с помощью клеящего вещества, нанесенного на ленту сборочного фланца между упомянутыми отверстиями этой ленты, а боковые кромки мембранной ленты с помощью предварительно нанесенного на них клеящего вещества попарно соединяют между собой с образованием пакета параллельных плоских карманов, обращенных открытой стороной к отверстию ленты сборочного фланца, при этом ленту мембраны складывают одновременно с полотном сорбирующего материала, имеющим ширину меньше ширины упомянутых отверстий ленты сборочного фланца и подаваемым с противоположной стороны ленты сборочного фланца относительно стороны, с которой подают ленту мембраны, при этом осуществляют последовательное изготовление каждого из упомянутых карманов путем поочередного зигзагообразного складывания ленты мембраны с полотном сорбирующего материала и соединения ленты мембраны упомянутым образом с лентой сборочного фланца, причем первой и последней выполняют упомянутые операции соединения ленты мембраны с лентой сборочного фланца в области между отверстиями сборочного фланца, при этом зигзагообразное складывание ленты мембраны с полотном сорбирующего материала осуществляют с помощью ориентированного поперек движущихся лент мембраны, сборочного фланца и полотна сорбирующего материала плоского толкателя, который, периодически проходя через отверстие сборочного фланца, деформирует зигзагообразно сложенные вместе полотно сорбирующего материала и ленту мембраны, удерживаемые с одной стороны за счет упомянутого соединения с лентой сборочного фланца, а с другой стороны - за счет направляющего средства, обеспечивающего свободное протягивание сложенных вместе полотна сорбирующего материала и ленты мембраны при их зигзагообразном складывании, при этом в качестве клеящего вещества используют клей-расплав, а все упомянутые соединения выполняют путем нагрева зоны соединения при механическом сдавливании соединяемых частей.
Особенностью заявляемого способа является изготовление мембранного модуля, включая операцию зигзагообразного складывания ленты мембраны вместе с полотном сорбирующего материала, непосредственно на сборочном фланце. Для этого используют специальный толкатель, проходящий через отверстие сборочного фланца. Процесс организован таким образом, что, изготавливая мембранный модуль, можно одновременно формировать карманы мембранного модуля и скреплять мембрану со сборочным фланцем. Материал мембраны, сорбирующего материала и сборочного фланца подают к месту формования мембранного модуля в виде лент (непрерывного полотна), что позволяет применить простейшие транспортирующие средства.
Дополнительно в процессе изготовления карманов мембранного модуля перед изготовлением очередного кармана изготовленный на предыдущей стадии карман отгибают, благодаря чему вокруг изготавливаемого кармана образуется пространство, достаточное для размещения технологического инструмента, с помощью которого осуществляют упомянутые нагрев и механическое сдавливание соединяемых между собой боковых кромок ленты мембраны и соединяемых ленты мембраны и ленты сборочного фланца.
Дополнительно для обеспечения высокой механической прочности мембранного модуля, на поверхность ленты мембраны и/или поверхность полотна сорбирующего материала, обращенные друг к другу, предварительно до изготовления мембранного модуля наносят клей-расплав, а после изготовления мембранного модуля соединяют ленту мембраны с полотном сорбирующего материала путем обдува мембранного модуля горячим воздухом с одновременным его механическим сжатием в нормальном направлении к плоскости карманов мембранного модуля.
С той же целью в тех случаях, когда рельефные элементы выполнены на поверхности полотна сорбирующего материала или на внешней поверхности защитной сетки со стороны карманов мембранного модуля, эти рельефные элементы могут быть склеены между собой. Для этого одну или обе боковые поверхности упомянутого толкателя периодически смазывают клеем, обладающим адгезией по отношению к веществу, из которого выполнены рельефные элементы, благодаря чему рельефные элементы на внутренних поверхностях карманов оказываются смазанными клеем. Таким же клеем также смазывают рельефные элементы одной или обеих смежных внешних поверхностей изготовленных карманов.
Альтернативным является вариант, при котором вместо клея используют растворитель вещества, из которого выполнены рельефные элементы.
Дополнительно для обеспечения надежного склеивания изготовленный мембранный модуль подвергают прессованию до соприкосновения рельефных элементов, выполненных на смежных поверхностях, и удерживают до образования в точках соприкосновения рельефных элементов соединения, достаточного для компенсации упругих свойств материала мембраны и полотна сорбирующего материала.
Заявляемый способ также предусматривает использование ленты сборочного фланца в качестве транспортирующего средства изготовленных мембранных модулей, в том числе на стадиях размещения изготовленного мембранного модуля в корпусе устройства и герметизации корпуса. Это также способствует созданию автоматизированного конвейерного способа изготовления мембранных устройств.
Сущность заявляемого способа поясняется фиг. 6, на которой изображена технологическая линия для изготовления заявляемого мембранного устройства.
В состав технологический линии для изготовления мембранного устройства входят: устройства 29, 30 и 31 размотки лент мембраны, сборочного фланца и полотна сорбирующего материала соответственно, узел 32 для нанесения клея-расплава, регулировочные устройства 33 и 34 подачи ленты мембраны и полотна сорбирующего материала соответственно, узел 35 формования мембранного модуля, включающий толкатель 36, направляющий ролик 37, инструмент для нагревания и сдавливания соединяемых деталей (на фиг. 6 не показан) и отводящий ролик 38, пресс 39, узел 40 сборки и герметизации мембранного устройства, узел 41 контроля качества, нож 42 для отделения мембранного устройства (готового изделия) от ленты сборочного фланца и узел 43 упаковки изделий.
Мембранное устройство изготавливают следующим образом. Лента 44 мембраны с предварительно нанесенными на нее рельефными элементами 45 разматывается из рулона и подается на узел 32, где на нее наносят продольные полосы клея-расплава для последующего соединения боковых карманообразующих кромок. Одновременно лента 46 сборочного фланца, имеющая предусмотренные способом отверстия 47, разматывается из рулона и также поступает в узел 32, где на нее наносится клей расплав для последующего соединения с лентой 44 мембраны при изготовлении мембранного модуля. Для точного позиционирования ленты 46 сборочного фланца в узле 32 и последующих узлах 35, 39, 40, 41 вдоль краев ленты 46 сборочного фланца выполнена перфорация 48, входящая в зацепление с колесами транспортирующего средства (на фиг. 6 не показаны). Для компенсации неравномерного движения ленты 44 мембраны и полотна 49 сорбирующего материала, возникающего при их последующем зигзагообразном складывании в узле 35, служат регулировочные устройства 33 и 34, в которых часть ленты 44 мембраны и, соответственно, полотна 49 сорбирующего материала сложены волнообразно.
В узле 35 формуется мембранный модуль 50 путем последовательного формования карманов и поочередного соединения их с лентой 46 сборочного фланца. При этом для каждого мембранного модуля 50 первой и последней выполняется операция соединения ленты 44 мембраны, сложенной с полотном 49 сорбирующего материала, с лентой 46 сборочного фланца в области между отверстиями 47. Лента 44 мембраны и полотно 49 сорбирующего материала подают с противоположных сторон ленты 46 сборочного фланца. Каждый карман мембранного модуля 50 формуется с помощью толкателя 36, проходящего через отверстие 47 в ленте 46 сборочного фланца. Толкатель 36 проталкивает полотно 49 сорбирующего материала через отверстие 47 ленты 46 сборочного фланца (для этого ширина полотна 49 должна быть несколько меньше ширины отверстия 47) и формует карман мембранного модуля 50 из сложенных вместе полотна 49 сорбирующего материала и ленты 44 мембраны. При этом с одной стороны складываемые лента 44 и полотно 49 удерживаются за счет соединения ленты 44 мембраны с лентой 46 сборочного фланца, с другой стороны - направляющим роликом 37. В узле 35 также предусмотрен отводящий ролик 38, изменяющий направление движения сформированных карманов мембранного модуля 50, благодаря чему изготовленный карман отгибается и образуется достаточно места для инструмента, с помощью которого осуществляют соединение лент 44 мембраны и 46 сборочного фланца.
Если для изготовления мембранного устройства используется полотно 49 сорбирующего материала, на поверхности которого выполнены рельефные элементы (например, аналогичные рельефным элементам 45, выполненным на поверхности ленты 44 мембраны), то для того, чтобы впоследствии склеить эти рельефные элементы на смежных поверхностях кармана мембранного модуля 50, толкатель 36 в нижнем положении смазывается клеем или растворителем вещества, из которого выполнены эти рельефные элементы.
С этой же целью с помощью валика (на фиг. 6 не показан) также смазываются клеем рельефные элементы 45 на внешней поверхности каждого изготовленного кармана. Также вместо клея может быть использован растворитель вещества, из которого выполнены рельефные элементы 45.
Далее сформированный мембранный модуль 50 поступает на пресс 39, где выдерживается в спрессованном состоянии пока не склеятся в точках соприкосновения рельефные элементы смежных поверхностей мембранного модуля 50. В том случае, когда для скрепления ленты 44 мембраны с полотном 49 сорбирующего материала на поверхность ленты 44 мембраны со стороны, обращенной к полотну 49 сорбирующего материала, в узле 32 наносится клей-расплав, одновременно с прессованием осуществляют обдув мембранного модуля 50 горячим воздухом в нормальном направлении к плоскости карманов.
Изготовленный мембранный модуль 50 далее поступает на узел 40 сборки и герметизации мембранного устройства. Здесь мембранный модуль 50 укладывается в корпус 51 и закрывается крышкой 52. Место соединения корпуса 51 и крышки 52 герметизируется. Герметичность изготовленного мембранного устройства 53 проверяется в узле 41 контроля качества.
Изготовленное и испытанное мембранное устройство 53 с помощью ножа 42 отрезают от ленты 46 сборочного фланца и отправляют на упаковку, осуществляемую в узле 43.
Технологическая линия организована таким образом, что ленту 46 сборочного фланца используют в качестве транспортирующего средства на всех стадиях изготовления мембранного устройства 53.
Источники информации
1. Патент РФ 2021823, МПК 6 A 61 М 1/04, опубл. 1994.
2. Патент РФ 2047332, МПК 6 B 01 D 63/14, опубл. 1995.
3. Патент РФ 2047333, МПК 6 B 01 D 63/14, опубл. 1995.
4. Авт.св. СССР 1790985, МПК 5 B 01 D 63/08, опубл. 1995 - прототип устройства.
5. Авт.св. СССР 1747086, МПК 5 A 61 М 1/16, опубл. 1992.
6. Патент США 5868889, МПК 6 B 01 D 27/06, опубл. 1999 - прототип способа.
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕМБРАННОЕ УСТРОЙСТВО | 1999 |
|
RU2171133C2 |
| МЕМБРАННОЕ УСТРОЙСТВО И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2174434C2 |
| МЕМБРАННОЕ УСТРОЙСТВО | 1999 |
|
RU2171134C2 |
| МЕМБРАННО-СОРБЦИОННЫЙ ЭЛЕМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2239490C2 |
| ЩЕТКА ПОДМЕТАЛЬНО-УБОРОЧНОЙ МАШИНЫ | 2006 |
|
RU2351707C2 |
| СУМКА ДЛЯ ХРАНЕНИЯ И ПЕРЕНОСКИ СПОРТИВНЫХ ПРИНАДЛЕЖНОСТЕЙ | 2001 |
|
RU2180183C1 |
| МЕМБРАННЫЙ ФИЛЬТРУЮЩИЙ ЭЛЕМЕНТ РУЛОННОГО ТИПА | 2005 |
|
RU2304018C2 |
| ЗАГРАДИТЕЛЬНО-СОРБИРУЮЩИЙ БОН ПОСТОЯННОЙ ПЛАВУЧЕСТИ | 2001 |
|
RU2217548C2 |
| МЕМБРАННЫЙ ФИЛЬТРУЮЩИЙ ЭЛЕМЕНТ РУЛОННОГО ТИПА | 2005 |
|
RU2302895C2 |
| АЭРОДИНАМИЧЕСКИЙ СПОСОБ ИЗГОТОВЛЕНИЯ САНИТАРНО-ГИГИЕНИЧЕСКОЙ БУМАГИ | 1998 |
|
RU2159304C2 |



Может быть использовано при изготовлении мембранных фильтров для разделения жидких или газообразных сред, например для очистки воды, воздуха, разделения крови при плазмаферезе и др. В корпусе, имеющем полости подвода и сбора концентрата, сообщающиеся с соответствующими патрубками, установлен мембранный модуль карманообразного типа в виде зигзагообразно сложенных мембраны и полотна сорбирующего материала, причем последний размещен со стороны карманов, а на поверхности мембраны со стороны проточных каналов выполнены рельефные сепарационные элементы в виде чередующихся полос, ориентированных наклонно к боковой кромке мембраны. Мембранный модуль с одной из сторон перегиба мембраны соединен по периметру со сборочным фланцем, имеющим отверстие в центральной части для прохода фильтрата, а края сборочного фланца размещены между соединяемыми фланцами корпуса и крышки. Полотно сорбирующего материала может быть многослойным, а слои могут иметь различные сорбционные характеристики по отношению к фильтрату. При изготовлении устройства зигзагообразное складывание ленты мембраны и полотна сорбирующего материала осуществляют с помощью ориентированного поперек движущихся лент мембраны и сборочного фланца плоского толкателя, который, периодически проходя через отверстие сборочного фланца, деформирует зигзагообразно полотно сорбирующего материала и ленту мембраны, при этом ленту сборочного фланца используют в качестве транспортирующего средства изготовленных мембранных модулей, в том числе на стадиях размещения изготовленного мембранного модуля в корпусе устройства и герметизации корпуса. Для формирования карманов и соединения мембранного модуля со сборочным фланцем используют клей-расплав. 2 с. и 19 з. п. ф-лы, 6 ил.
| Мембранный аппарат | 1989 |
|
SU1790985A1 |
| US 5868889 А, 09.02.1999 | |||
| US 5434079 А, 18.07.1995 | |||
| DE 19501639 C1, 21.03.1996 | |||
| МЕМБРАННЫЙ ОКСИГЕНАТОР | 1990 |
|
RU2048818C1 |
