Изобретение относится к топливным элементам, а более конкретно, к топливным элементам состоящим из пакета пластин, имеющих интегральную технологию распределения жидкости (ИРЖТ), и к способам изготовления и работы таких ИРЖТ элементов. Конкретным воплощением, использующим принципы настоящего изобретения является топливный элемент водород-воздух/O2, использующий множество разделителей, образованных из соединенных пластин из титана, ниобия, меди, нержавеющей стали, алюминия или пластика, имеющие микроканалы индивидуальной конфигурации для распределяемого газа, охладителя и зоны их увлажнения, эти элементы работают в диапазоне температур от около 50 до 150oC и имеют выходную мощность порядка 0,25-1 кВт на кг и 0,5-1,0 кВт/л при использовании как в стационарных, так и в передвижных генераторах энергии в замкнутом или разомкнутом контурах. Конструкция ИРЖ пластин и разделителей может быть подобрана конкретно в батарее топливных элементов для приспособления к различным требованиям относительно распределения тепла и увлажнения в каждом элементе.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
Топливные элементы для прямого преобразования водородного или углеводородных топлив в электричество теоретически демонстрируют очень впечатляющую перспективу, но не получили широкого коммерческого применения из-за технических проблем и по экономическим причинам. В области топливных элементов водород-воздух/O2 удельная мощность, то есть киловатты мощности на кг, является чрезвычайно низкой, а срок службы - неудовлетворительно коротким. Известные из литературы элементы показали падение мощности со временем, частично вызванное отравлением катализаторов или электролитных мембран, а плохое распределение топливных газов внутри них ведет к появлению областей с повышенной температурой, что ведет к разрушению элемента, и так далее.
Особенно важный класс топливных элементов с перспективой производства электричества в стационарных и мобильных условиях составляет низкотемпературный топливный элемент H2/O2, использующий твердую полимерную протонообменную мембрану, имеющую катализатор на основе благородного металла, покрывающий ее с обеих сторон, эта мембрана расположена между электродами топливного элемента или между электропроводящими разделителями. Эти топливные элементы используют H2 в качестве топлива, которое при этом подается либо само по себе, либо генерируется в связи с элементом путем химической реакции, такой как электролиз, или из гидридов металлов. Окислителем является O2 или воздух, а вода требуется как для охлаждения, так и для увлажнения мембраны, для удержания ее от высыхания и наступления неэффективности или структурного разрыхления при растрескивании. Как правило, анодная сторона высыхает быстрее по целому ряду причин, включая электроосмотическую перекачку от анода к катоду, подачу газа в избытке по отношению к скорости электрохимической реакции и поток воздуха или кислорода на катодную сторону, которые смывают как воду - продукт реакции, так и водяной пар, проходящий через мембрану со стороны водородного анода. Соответственно, топливные газы в батарее топливных элементов увлажняют для уменьшения влияния обезвоживания. Охлаждающая вода удаляет избыток топлива, генерируемого при медленном горении, в каталитической электрохимической реакции в элементах, и ее вводят извне в батарею для теплообмена. В некоторых конструкциях охлаждающую воду используют для увлажнения реагирующих газов.
Существуют несколько подходящих узлов электродных мембран (УЭМ), пригодных для таких низкотемпературных топливных элементов. Один из них производят в H. Power Corp. of Bellville, New Jersey, он использует PT катализатор, покрывающий полимерную пленку, такую как перфторсульфонированный углеводород NAFION®, duPont, в качестве мембраны. Альтернативно, Dow Chemical создала перфторсульфонированный полимер, который описан в патенте США 5316869 в качестве допускающего плотности тока порядка 4000 А/фут2 (44400 А/м2) с напряжением элемента более 0,5 В/элемент и удельной мощностью батареи более 2 кВт/фут2 (22 кВт/м2).
Типичной конструкцией доступных в настоящее время батарей является Ballard Fuel Cell Stack из 35 активных электрохимических элементов, 19 теплораспределительных элементов и 14 элементов увлажнения реагирующих веществ, использующих Pt на УЭМ из NAFION 117 в пакетах графитовых пластин толщиной 1/4 дюйма (0,63 см). Как описано, пакет имеет общий объем 0,5 фут3 (1,4•10-2 м3) с весом в 94 фунта (42,6 кг) и мощность на выходе 3 кВт от H2 и O2.
Однако графитовые пластины должны быть относительно толстыми для обеспечения структурной целостности и предотвращения нежелательного соприкосновения реагентов, поскольку они являются хрупкими и способны растрескиваться, поскольку батареи элементов должны быть размещены в условиях сжатия для осуществления внутри- и межэлементной герметизации для предотвращения протечки реагентов. Они имеют низкую теплопроводность и электропроводность, что является причиной появления областей с повышенной температурой и областей разрушения. Они также являются сложными для производства, особенно каналы распределения газа. Выход является относительно низким, порядка 0,05 кВт/фунт (0,1 кВт/кг). В описанном выше примере число неактивных элементов охлаждения и увлажнения почти равно числу активных электрохимических элементов. Это реально удваивает число прокладок уплотнений, требуемых в батарее, тем самым уменьшая надежность и производительность батареи.
Указанный выше патент США 5316869 не предлагает решения для конструкции батареи графитовых пластин, поскольку он относится к микропроцессорному контролю к системе замкнутой цепи вне батареи.
Соответственно, существует необходимость в усовершенствованной конструкции топливного элемента и в способах производства топливных элементов и их работы, которые преодолевают ограничивающие проблемы, известные из литературы.
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
ЗАДАЧИ И ПРЕИМУЩЕСТВА
Среди задач настоящего изобретения имеется задача создания усовершенствованных конструкций топливного элемента, способов создания конструкции и работы, в частности, топливных элементов водородного и кислородного или воздушных типов, которые демонстрируют трехкратное или большее улучшение по сравнению с доступными сейчас графитовыми элементами.
Дополнительные задачи и преимущества включают:
- создание усовершенствованных способов создания конструкции топливных элементов на основе технологии множества пластин и пакетирования, эти пластины имеют специально конфигурированные микроканалы для распределения газа и воды, созданные с помощью травления, лазерной абляции или резки, штамповки, пробивки отверстий или выдавливания рельефа;
- создание интегрального способа для производства топливных элементов, включающего фотолитографию ряда отдельных пластин с последующим формированием деталей путем травления, выдавливания рельефа, штампования, пробивания отверстий, соединения пайкой жидким или твердым припоем пластин в пакеты при нагревании и повышенном давлении, и при покрытии пластин и/или узлов полярных разделителей антиоксидантом;
- создание интегральной технологии распределения жидкости (ИРЖТ) для конструирования батарей топливных элементов, в частности для конструирования пластин, собранных в униполярные и биполярные разделители (индивидуальные элементы), и множество элементов в батареи для усовершенствования распределения увлажнителя и топлива, и газа-окислителя для контакта с мембранами, и для контроля температуры и влажности с целью предотвращения появления областей повышенной температуры и разрушения мембраны из-за обезвоживания;
- создание пластин, формируемых путем фотолитографии и травления для узлов разделителей топливных элементов, имеющих специальные уплотняющие выступы, обеспечивающие возможность герметизации УЭМ между полярными разделителями для формирования элементов, которые герметизируются под давлением для формирования батарей топливных элементов;
- создание конструкции ИРЖ пластинного полярного разделителя внутри батареи топливных элементов, который приспособлен к требованиям различного теплового окружения и влажности, которые зависят от их положения в батарее.
Технический результат достигается тем, что полярный разделитель топливного элемента для ПОМ топливного элемента содержит в рабочем соединении множество пластин из материала тонкого металлического листа, при этом каждая пластина имеет детали, сформированные в ней индивидуально перед установкой в разделитель, которые выбираются по меньшей мере из одного из сквозных или слепых углублений, дозирующих проходов, микроканалов, протоков для переноса жидкости от одной пластины к другой, контуров и рельефов, причем детали являются взаимосвязанными и совпадают по положению от пластины к пластине для создания, по меньшей мере, одной активной области микроканалов, активная область содержит по меньшей мере пару пластин, первая из которых имеет детали в виде углублений, а вторая пластина имеет соответствующие сквозные детали, которые после соединения вместе формируют структуры микроканалов из отдельно расположенных каналов, и по существу сравнивается с закруглениями, при этом соседние закругления поддерживаются в конфигурационном положении с помощью углублений во второй пластине со сквозными деталями, которые соединяют мостиком каналы для обеспечения прохождения потока реагента через них, причем пластины соединены вместе под действием тепла и давления без использования клея с формированием жесткого монолитного разделителя для размещения в контакте с по меньшей мере одним узлом твердой полимерной электродной мембраны в батарее топливных элементов.
Полярный разделитель топливного элемента включает детали, которые образуют по меньшей мере одну область увлажнения для топлива и окислителя, причем область увлажнения является по существу компланарной с активной областью, и по меньшей мере одну область охлаждения, которая расположена перед областью увлажнения и содержит детали в виде углублений, выполненных в центральной области пластины, причем область охлаждения сообщается через протоки от области пластины по меньшей мере с одной из областей увлажнения в соседней пластине подачи нагретой увлажняющей жидкости в область увлажнения.
В полярном разделителе топливного элемента в сборке с узлом электродной мембраны область увлажнения с анодной или катодной стороны узла первого разделителя находится в противоточном увлажняющем сообщении через мембрану с областью увлажнения реагирующего газа с катодной или анодной стороны соседнего разделителя с помощью паров нагретой охлаждающей жидкости, проходящей через мембрану в область увлажнения.
Предпочтительно в полярном разделителе топливного элемента пластины соединены посредством диффузионного соединения, сварки, пайки сухим или жидким припоем под нагревом и давлением с формированием монолитного разделителя.
В полярном разделителе топливного элемента разделитель может быть биполярным, содержащим анодную сторону и катодную сторону, а каналы области выполнены по длине, размеру поперечного сечения микроканала и серпантинной конфигурации в соответствии с вязкостью и составом газа.
Области разделителя в полярном разделителе топливного элемента включают область увлажнения H2 и область увлажнения воздух/O2, при этом области разделителя могут включать множество областей охлаждения.
Хотя полярный разделитель описан в применении с топливным элементом с протонообменной мембраной (ПОМ), использующим H2 и O2/воздух в качестве топлива, полярный разделитель согласно изобретению в равной степени применим и к топливным элементам щелочного типа, с твердым оксидом и с расплавленным карбонатом, и к риформерам, используемым в соединении с топливными элементами. Может быть использовано широкое разнообразие других сочетаний топливо/окислитель, таких как H2/Cl2; NH3/O2; H2/X2 (X является галогеном); CH3OH/O2 и тому подобное.
Технический результат достигается также тем, что обеспечивается соединение пластин в модульные полярные разделители, т.е. сборка элементов для батареи, при этом батарея ПОМ топливных элементов содержит в рабочем соединении множество элементов, включающих полярные разделители и узлы мембранных электродов в пакетированном ряду, концевую пластину анодного разделителя на одном конце батареи в контакте с одним из узлов мембранных электродов, концевую пластину катодного разделителя на другом конце батареи в контакте с узлом мембранного электрода, при этом элементы собраны последовательно под сжатием с формированием рабочего элемента на основе архитектуры ИРЖТ микроканалов, а полярный разделитель и анодный и катодный разделители выполнены по пункту 1.
Батарея топливных элементов включает детали, имеющие по меньшей мере одну область увлажнения для топлива или окислителя и по меньшей мере одну область охлаждения, находящуюся в сообщении с областью увлажнения для обеспечения подачи нагретой жидкости в область увлажнения в том же разделителе, при этом области выполнены по длине, размеру поперечного сечения микроканала и серпантинной конфигурации для H2 в качестве топлива и воздуха/O2 в качестве окислителя.
Разделители в батарее топливных элементов предпочтительно выполнены из диффузионно соединенного металла, выбранного из Ti, Al, Cu, W, ниобия, нержавеющей стали, их сплавов, ламинатов, их сочетаний, полученных гальваническим путем, и композитов, при этом узел мембранного электрода выбирается из ПОМ, покрытого угольной бумагой, и ПОМ без угольной бумаги, а разделители включают рамочную пластину с окном в контакте с ПОМ, покрытым угольной бумагой, или пластину с оконным экраном в контакте с ПОМ без угольной бумаги.
Технический результат достигается также тем, что осуществляют способ производства узлов разделителя топливного элемента, который включает стадии формирования в тонком листе множества различных индивидуальных пластин с совпадающими по координатам деталями, выбранными из микроканалов, протоков и рельефов, причем детали после соединения вместе образуют по меньшей мере одну активную область для потребления окислителя или топлива в контакте с узлом мембранного электрода, пакетирование пластин с индивидуальными деталями пластин в прецизионном совмещении с соответствующими деталями непосредственно прилегающей пластины для создания путей непрерывной циркуляции для окислителя или топлива, и соединение совмещенных пластин с образованием монолитного разделителя, имеющего внутренние микроканалы и рельефы для доступа к ним. В данном способе используют исходный лист, являющийся металлом, а стадия формирования включает стадию формирования травлением деталей с помощью сочетания слепого травления и сквозного травления, причем сквозное травление включает слепое травление выбранных областей с обеих сторон исходного листа до глубины, большей чем 50% от толщины листа.
Предпочтительно металл выбирают из Ti, Al, Cu, W, ниобия, нержавеющей стали, их сплавов, ламинатов, их сочетаний, полученных гальваническим путем, и композитов.
Стадия формирования данного способа включает покрытие исходного металлического листа резистом с помощью фотолитографии для определения контуров его деталей.
Предпочтительно способ включает стадию пассивирования разделителя после соединения, при этом соединение включает диффузионное соединение под действием тепла и давления, металлом является Ti, и пассивирование включает экспозицию в азоте при повышенной температуре.
Топливные элементы согласно изобретению выполнены из одной или нескольких ячеек, каждая ячейка, в свою очередь, содержит пару биполярных разделителей, расположенных в узле электродных мембран (УЭМ) между ними. Разделители могут быть либо униполярными (для крайних концевых пластин), либо биполярными, с одной анодной стороной (H2) и с другой катодной стороной (O2). В свою очередь, каждый узел полярного разделителя содержит множество тонких пластин предпочтительно из металлического, пластикового, керамического или другого подходящего материала, в котором формируют многочисленные каналы для распределения жидкости в виде углублений предпочтительно путем травления, а также с помощью процессов лазерной абляции или вырезания, выдавливания рельефа, прессования, пробивания отверстий или штамповки, которые формируют рельеф в виде сквозных или слепых углублений. Прилегающие пластины, имеющие совпадающие слепые углубления (например, половины каналов), при соединении создают каналы для распределения газа, охладителя или пара, обычно круглого или овального поперечного сечения, которые из-за непрерывной, синусоидальной или разветвленной конфигурации иначе создать невозможно. Когда униполярные разделители собирают друг с другом в УЭМ, они образуют электрохимический элемент. Последовательный ряд совмещенных друг с другом элементов, когда они соединены вместе посредством связующего или зажимов, и включая необязательно уплотняющие прокладки между ячейками, составляют батарею топливных элементов или законченный топливный элемент.
В типичных примерах число пластин, образующих отдельный узел полярных разделителей ячеек в общей батарее топливных элементов, может изменяться в пределах 3-10 пластин, предпочтительно 4-7. УЭМ размещают между соседними полярными разделителями, а предпочтительно вставляют в их анодные и катодные углубления. Предпочтительные в настоящее время УЭМ содержат сульфонированную перфорированную мембрану толщиной 2-17 мил (50-400 мкм), покрытую с обеих сторон смесью Pt-сажи и угольной сажи в растворителе и проложенную с каждой стороны проницаемой на 65% графитовой бумагой толщиной 10 мил (250 мкм), имеющей внутри гидрофобное связующее Teflon.
Принципы элемента с интегральным распределением жидкости настоящего изобретения будут описаны здесь только в качестве примера со ссылками на биполярный топливный элемент водород/воздух или кислород, использующий УЭМ с Pt-сажа/NAFION, но являются в такой же степени применимыми для других сочетаний топливо/окислитель, независимо от того, являются ли они жидкостями, газами или их сочетаниями, работающих в диапазоне температур 50-150oC.
Важным свойством конструкции пластин настоящего изобретения является то, что сделаны значительные усовершенствования в распределении тепла и в увлажнении газов и электролитных мембран для очень значительного увеличения выходной мощности топливного элемента настоящего изобретения, сформированного из пластин, по сравнению с известными из литературы. В предпочтительном воплощении пластинки элементов выполняют из металла, как правило, алюминия, меди, нержавеющей стали, ниобия или титана. После того как пластинки сформированы, их затем соединяют вместе с помощью специальной последовательности прикладываемого давления и нагрева (например, склеивают электропроводящим клеем, диффузионно связывают, сваривают, спаивают твердым или жидким припоем) для формирования узла полярного разделителя, а затем, если это желательно, покрывают или обрабатывают для коррозионной устойчивости. Затем УЭМ вставляют в необязательные мембранные углубления, называемые рамочными углублениями с окном, в пластинах разделителей, образующих индивидуальные электрохимические элементы, и множество элементов собирают в пакет для формирования батарей топливных элементов. Всю сборку в целом затем соединяют под давлением для облегчения герметизации, например, с помощью шпилек, гаек и приспособлений, обеспечивающих постоянное давление, для формирования унитарной монолитной батареи топливных элементов.
Может быть использовано широкое разнообразие твердых, но пористых полимерных протонообменных мембран, как правило, сульфонированные фторуглеродные мембраны от Dow Chemical, Asahi Chemical, GOV или duPont, с NAFION от duPont, являющейся в настоящее время предпочтительной. Мембрану покрывают с двух сторон катализатором на основе благородного металла, такого как Pd, Pt, Rh, Ru, оксиды благородных металлов или их смеси, и прикрепляют к электродам из графитовой бумаги. Альтернативно, электрод из графитовой бумаги может быть покрыт катализатором и прикреплен к мембране. Предпочтительный узел из электродов с мембраной такого типа доступен от H. Power Corp. of Bellville, New Jersey. Другие типы УЭМ, которые могут быть использованы, включают пористые тонкие листы аморфного углерода или графита, или покрытые катализатором полиимидазольные мембраны.
Хотя конкретный тип мембраны и производитель может предоставлять возможность усовершенствования в рабочих характеристиках, изобретение не зависит от какого-либо типа мембраны или УЭМ. Подход интегральной технологии распределения жидкости (ИРЖТ) настоящего изобретения может быть приспособлен к широкому разнообразию типов топливных элементов, и именно его результатом являются улучшенные рабочие характеристики.
Технология пластин позволяет формировать широкое разнообразие конструкций микроканалов для любой внешней конфигурации топливного элемента, к тому же с превосходным теплообменом и контролем увлажнения для более эффективного распределения газов без дефицита топлива или кислорода и с лучшей стабильностью электрического выхода.
Важным преимуществом технологии ИРЖ пластин настоящего изобретения является то, что производство топливных элементов может быть автоматизировано и использует технологии фотолитографии и травления или штамповки тонколистового материала. В конструкцию сборки разделителя могут быть быстро внесены изменения. Одно производство может поддерживать производство широкого разнообразия конструкций топливных элементов без необходимости производства больших партий, обычно необходимых для экономичного производства. То есть могут быть произведены несколько топливных элементов совершенно различной конструкции и оставаться при этом экономически выгодными. Кроме того, инвестиции средств существенно и значительно уменьшаются, поскольку оборудование для производства близко к имеющемуся фотолитографическому оборудованию, оборудованию для нанесения маски, для травления или оборудованию для штампования.
В качестве примера множество листов разделителя может быть аккуратно выполнено в большом формате, фотографически уменьшено, и пластины отштампованы из непрерывных рулонов из металлического или пластикового листового материала. Альтернативно, и в настоящее время это лучший режим, на листы фотолитографически наносится маска из резиста, их травят для формирования микроканалов для распределения жидкости, маску из фоторезиста химически или физически удаляют, и пластинки очищают. Готовые пластинки затем собирают для формирования разделителей, помещают в вакуумную печь, имеющую поршень давления, и соединяют вместе под нагревом и под давлением с помощью диффузионного соединения металлов для формирования монолитной сборки пластинного разделителя, имеющего внутренние микроканалы сложной структуры, включая каналы с различной степенью взаимной ортогональности, через которые протекают различные газы и вода или другой охладитель. Пластины разделителя затем помещают в атмосферу азота при повышенной температуре, что дает в результате реакцию азота с титаном с формированием пассивирующего или антикоррозионного и проводящего слоя нитрида титана на всех открытых поверхностях, включая внутренние каналы для газа и воды. Конструирование и производство разделителя из пластин может осуществляться как конвейерное производство, аналогичное производству с использованием персональных компьютеров. Весь пакет из множества пластин затем соединяют (например, диффузионно, путем сварки или пайки с жидким или твердым припоем) под нагревом и давлением для формирования монолитного разделителя. Узлы электродных мембран затем вставляют между отдельными полярными пластинами разделителей, затем разделители пакетируют и добавляют наружные концевые пластины для формирования законченной батареи топливных элементов, которые собирают вместе с помощью шпилек, гаек и приспособлений для создания постоянного давления для получения непроницаемой для реагентов герметизации. Присоединяют вводы для электричества, реагирующих газов и охлаждающей воды, вводят газы и воду для охлаждения, и элементы приводят в действие.
В типичной 7-пластинной сборке ИРЖ биполярного разделителя настоящего изобретения последовательность пластин является следующей:
1) рамочная пластина с окном (для приема УЭМ);
2) пластина анодной проточной прокладки;
3) анодная проточная (распределительная) пластина;
4) охладительная пластина;
5) катодная проточная (распределительная) пластина;
6) пластина катодной проточной прокладки; и
7) рамочная пластина с окном (для приема УЭМ соседнего элемента).
Существуют 6 различных пластин, с пластинами 1 и 7, являющимися идентичными, и каждой из пластин 1-6, являющихся различными. Детали травления и конструкции пластин, описанные здесь в качестве примера, представлены для доказательства того, что при соединении под давлением не происходит коллапса микроканалов. В примере биполярного разделителя, представленном выше, пластины 1, 2, 6 и 7 имеют толщину около 12 мил (300 мкм) каждая (перед соединением), а пластины 3-5 имеют, каждая, толщину около 20 мил (500 мкм). При диффузионном соединении пластины несколько сжимаются, и общая толщина получаемого в результате монолитного ламината биполярного разделителя составляет около 100 мил (2540 мкм). Общая глубина выемки у расположенных "лицом" друг к другу пластин с окнами (анодная сторона окна биполярного разделителя номер один и соответствующая ей катодная сторона окна биполярного разделителя номер два) составляет порядка 20 мил (500 мкм). УЭМ имеет толщину порядка 26 мил (660 мкм) и является до определенной степени пластичным. Мембрана из NAFION, покрытая с обеих сторон микродисперсным катализатором из Pt-сажи в угольной саже имеет толщину порядка 4-5 мил (100-130 мкм), и каждый из наружных слоев из графитовой/тефлоновой бумаги имеет толщину около 10 мил (250 мкм). Они подогнаны плотно к рамкам окон, и при уплотнении пластин полярного разделителя под давлением УЭМ вжимается в углубления окон глубиной 20 мил (500 мкм). Графитовая бумага является проницаемой порядка на 65% для обеспечения хорошего и равномерного распределения газов. На анодной стороне графитовая бумага отводит электроны от центров каталитической реакции на электролитной мембране к канавкам разделительной пластины для отвода в качестве электрического выхода топливного элемента. Электроны возвращаются из внешней цепи через катод. На катодной стороне графитовая бумага отводит электроны от торцов разделительной пластины к областям каталитической реакции на УЭМ.
Батарея из топливных элементов с биполярными разделителями должна заканчиваться на каждом конце анодной и катодной концевой пластиной униполярного разделителя, который также служит в качестве коллектора тока. Для униполярного анодного разделителя используют указанные выше пластины 7-4, а для катодного разделителя используют пластины 4-7. Униполярные пластины разделителей затем закрывают на каждом конце более толстыми (4-20 мил) (100-500 мкм) твердыми концевыми пластинами и стягивают путем затягивания шпилечного обжимного узла.
В качестве альтернативного примера, где не требуется увлажнения газов, может быть использован 4-пластинный узел разделителя, и последовательность пластин является следующей:
1) проточная анодная (распределительная) пластина;
2) пластина охлаждения с рельефом;
3) замыкающая пластина; гладкая на анодной стороне и с рельефом (микроканалы) на катодной стороне; и
4) проточная (распределительная) катодная пластина.
Кроме того, рамочные пластины могут быть использованы на каждой стороне, где используется вставка УЭМ для формирования 6-пластинной сборки биполярного разделителя. Необходимо заметить, что вместо рамочной пластины может быть использована двухсторонняя пластичная деталь-вставка. Таким образом, увлажняемый биполярный разделитель может включать 5 или 7 пластин в зависимости от того, используются ли необязательные рамочные пластины с окнами, а для неувлажняемого воплощения биполярный разделитель содержит 4 или 6 пластин, последний - включая две рамочных пластины с окнами. Титан является особенно пригодным для использования, поскольку он может течь как целое при соответствующем давлении и температуре, формируя самопроизвольную сварку диффузионно-связывающего (текущего) типа.
Собранный разделитель (многопластинная сборка) имеет толщину порядка 100 мил (2540 мкм) и вес около 4-8 унций (110-300 граммов) в зависимости от числа и толщины пластин и материалов. В батарее элементов используют примерно 10 разделителей/кВт. После сборки на шпильках накладывают прижимные концевые пластины толщиной порядка 1,5 дюйма (3,8 см), и весь узел батареи топливных элементов помещают под сжатие в 200 фунтов/дюйм2 (1380 кПа) для формирования монолитной батареи топливных элементов с помощью винтовых зажимов. Легко достигается рабочее давление батареи в 1-65 фунтов/дюйм2 (6,9-448 кПа) с выходом примерно 70-150 ампер. Для герметизации соседних узлов разделителей в рамочной пластине с окном (наружная поверхность) вытравливают или выдавливают замковые уплотняющие выступы (которые обычно имеют треугольное сечение) порядка 1-2 мил (30-50 мкм) в высоту, так что ребро будет полностью замыкаться с рамочной пластиной с окном прилежащей сборки разделителей или с соответствующей замыкающей концевой платой, в соответствующем случае.
Топливные элементы, использующие конструкцию ИРЖ пластин настоящего изобретения, могут включать любую подходящую секцию риформера углеводородов для получения H2, например, путем процесса парового замещения, использующего недоокисленное горючее вещество плюс пар для получения H2, O2 и CO2.
Основной чертой пластин настоящего изобретения является использование сочетания вытравленных каналов для распределения газа и воды, сформированных из соответствующих прилегающих друг к другу полуканалов в каждом из пары соответствующих друг другу соединяемых сторон (то есть в прилежащих соединяемых сторонах соседних пластин, которые находятся друг против друга и контактируют друг с другом в батареях) и соответственно вытравленных рельефах для ввода. Необязательными, но предпочтительными являются вытравленные уплотняющие выступы по периферии пластин для облегчения герметизации соседних узлов элементов.
Критичным для эффективной работы ПОМ элементов с высоким выходом является соответствующий тепловой баланс и увлажнение, и их контроль с помощью однородного потока газа.
Используемые в настоящее время ПОМ топливные элементы демонстрируют недостатки плохого распределения тепла и водного баланса, низкой проводимости и пластичности графита, ограниченной масштабируемости и истощения реагентов. Соответствующее распределение тепла в ПОМ элементах является критичным, поскольку современные мембраны имеют максимальную рабочую температуру в диапазоне 90-98oC, поскольку температуры выше этой постоянно разрушают мембрану путем разрушения структуры пор. Поскольку топливные элементы настоящего изобретения имеют секции теплообменников, интегрированные в каждый биполярный разделитель, по сравнению с одним между каждыми 4-5 разделителями в графитовых ПОМ элементах, батареи могут быть легко масштабированы до больших размеров, поскольку как генерации тепла, так и контроль (теплообмен) масштабируются как площадь. Поскольку можно легко конструировать контроль тепла для каждого типа мембраны и топлива и расположение внутри элемента и в батарее, можно использовать УЭМ с более высокой производительностью, дающие в результате более высокие удельные мощности.
В отношении баланса воды, интегрированное увлажнение в каждом разделителе поддерживает лучший баланс воды, поскольку они варьируются индивидуально для приспособления к различным требованиям на анодной и катодной сторонах топливного элемента. Вода удаляется с анодной стороны с помощью электроосмотической откачки через мембрану и сушки в потоке реагирующего газа. Вода, которая собирается на катодной стороне от притока, вызванного электроосмотической накачкой, и вода, производимая в реакции, удаляются путем сушки потоком газа воздух/O2.
В противоположность графитовым ПОМ элементам, металлические пластины настоящего изобретения являются примерно в 30 раз более проводящими, понижая таким образом джоулевы потери (I2R) в батарее при высоких плотностях тока. Эти потери уменьшают напряжение и мощность, которые могут быть получены от батареи. Более низкое внутреннее сопротивление металлических разделителей обеспечивает более однородное распределение тока, уменьшая таким образом вероятность возникновения областей повышенной температуры и областей разрушения в ячейках. Графитовые разделители находятся под сжатием для обеспечения герметизации, но давление действует на сопротивление графита нелинейным образом. Эта характеристика делает их очень сложными для получения графитовых элементов с однородным выходом. В противоположность этому, металлические разделители имеют превосходную теплопроводность и электропроводность, что устраняет области повышенного нагрева и разрушения. Графит является пористым по отношению к H2, O2 и воздуху, что понижает химическую эффективность графитовых батарей, поскольку некоторая часть H2 потребляется в бесполезном прямом окислении.
Графитовые разделители также растрескиваются, когда элементы подвергают сжатию для обеспечения герметизации, необходимой для предотвращения утечки газов у ячеек, работающих при 25-60 фунтов/дюйм2 (72-414 кПа). Тенденция к растрескиванию сильно ограничивает число и размер элементов в батарее, и, где один или несколько разделителей внутри батареи развивают протечки, электрический выход подвергается риску или значительно уменьшается. Металлические пластины, являясь пластичными, не доставляют этих проблем.
Далее, важным аспектом изобретения является то, что ИРЖ технология настоящего изобретения делает возможным разнообразие конструкций пластин внутри батареи для обеспечения лучшего распределения тепла. То есть элементы в средней части неохлаждаемой батареи не имеют того же самого теплового окружения и, соответственно, тех же самых потребностей в увлажнении, что и элементы на краях батареи или вблизи них. Конструкция пластин по отношению к соответствующей конструкции анодных, катодных микроканалов и микроканалов для охладителя и увлажнения может быть легко изменена, и позиция внутри батареи может быть определена для согласования различных градиентов внутри батареи. Подобно этому, батареи могут быть сконструированы для приспособления к широкому разнообразию внешних условий с конструкцией для арктических условий, отличной от тропической, и с конструкцией для морских условий, отличной конструкций для космоса.
Эта гибкость конструирования, способность создавать конфигурацию и различные длины пути и ширины микроканалов в каждой зоне разделителя (анод, катод, теплообмен и увлажнение) и от разделителя к разделителю (от элемента к элементу) последовательно и индивидуально внутри батареи для приспособления окружения и градиентов внутри батареи дает в результате простоту масштабирования для более высоких выходных мощностей, например, порядка или более чем 50-100 кВт.
Конструкция каналов в виде ряда/параллельного серпантина обеспечивает более однородное распределение реагирующих газов. Это является особенно важным при обеспечении значительно лучшей рабочей характеристики катода, когда он работает на воздухе, из-за истощения O2 с проходом воздуха через каналы. В современной конструкции каналов воздух входит обогащенным O2 и покидает - обедненным O2, поскольку O2 потребляется в электрохимической реакции. Такой же эффект истощения справедлив для H2. В настоящем изобретении имеется рельеф более коротких параллельных рядов каналов, и возможность конструирования и изменения конструкции каналов различных конфигураций или изменяющейся ширины улучшает катодную кинетику, в настоящее время являющуюся доминирующим ограничением для современных топливных элементов. В настоящем изобретении поток разделяется на ряд параллельных контуров, в которых могут быть получены прецизионные перепады давления. Путем увеличения числа параллельных контуров перепад давления может быть уменьшен с уменьшением скорости потока, и эффекты трения на боковых стенках канала уменьшаются из-за меньшей длины пути.
Хотя в настоящее время предпочтительным наилучшим способом осуществления изобретения является использование рамочных пластин с окнами и с графитовой бумагой поверх мембраны, покрытой катализатором/сажей для создания листа с высокой пористостью, имеющего внутри сквозные каналы для случайного распределения газа, важное альтернативное воплощение изобретения использует мембрану без углеродной бумаги, где сверхтонкие отверстия вытравливают сквозь более тонкую часть рамочной пластины для обеспечения все той же функции распределения газа. При производстве рамочной пластины более тонкая часть определяется в соответствующих срединных областях пластины, то есть размещается внутри по отношению к наружным выступам пластины. (Линии, определяющие более тонкую часть, могут быть протравлены насквозь, за исключением нескольких тонких мостиков, удерживающих секцию более тонкой части на месте во время производства пластины. Затем мостики перерезают, и более тонкую часть удаляют или дают ей выпасть, завершая получение рамочной пластины.) Открытые площади заполняют бумагой из угольного волокна при сжатии всего листа мембраны между соседними пластинами. В альтернативном воплощении вместо удаления из окна материала более тонкой области создают область "оконного экрана" в более тонкой области окна путем вытравливания микроотверстий, имеющих плотность порядка 5000-10000 на дюйм2 (32258-64516 см2). Затем покрытая катализатором мембрана без графитовой бумаги зажимается между соседними разделительными пластинами.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Изобретение будет описано более подробно со ссылками на чертежи, в которых:
фиг. 1 является схематическим видом в разрезе батареи топливных элементов, использующей пластины биполярных разделителей, воплощающих принципы настоящего изобретения, конкретно приспособленной для работы с H2 и воздух/O2;
фиг. 2A и 2B являются схематическим видом в разрезе охлаждаемого, неувлажняемого (фиг. 2A), и увлажняемого и охлаждаемого разделителя топливного элемента ИРЖТ с пластинами настоящего изобретения, показывающим широкое разнообразие числа используемых пластин;
фиг. 3 является разорванным изометрическим видом 2-элементной сборки топливного элемента ИРЖТ настоящего изобретения;
фиг. 4 является разорванным изометрическим видом одного из воплощений 6-7-пластинного разделителя для ИРЖТ топливного элемента настоящего изобретения;
фиг. 5-10 являются общими видами (деталировкой) воплощения 6-7-пластинного разделителя с фиг. 4;
фиг. 5A является видом спереди и его зеркальным отражением и видом сзади уплотняющей рамочной пластины с окном или с оконным экраном (1-й анод и 7-й катод);
фиг. 6A и 6B являются видом спереди и видом сзади пластины проточной прокладки анода (пластина 2);
фиг. 7A и 7B являются видом спереди и видом сзади проточной пластины анода (пластина 3);
фиг. 8A и 8B являются видом спереди и видом сзади охлаждающей пластины, 8A является анодной стороной, и 8B является катодной стороной (пластина 4);
фиг. 9A и 9B являются видом спереди и видом сзади проточной пластины катода (пластина 5);
фиг. 10A и 10B являются видом спереди и видом сзади проточной пластины прокладки катода (пластина 6);
фиг. 11 является схемой контуров жидкости внутрь и наружу из прилежащих биполярных разделителей в контакте с мембраной, представляющей транспорт воды, тепла и реагирующих газов через них;
фиг. 12 является схемой электрохимических процессов в ПОМ ИРЖТ пластинного топливного элемента настоящего изобретения;
фиг. 13 является графиком зависимости напряжения элемента от плотности тока исследуемого 2-ячеечного топливного элемента H2/O2 настоящего изобретения;
фиг. 14 является графиком зависимости напряжения элемента от плотности тока исследуемой 2-элементной батареи H2/воздух настоящего изобретения;
фиг. 15 является блок-схемой непрерывного способа производства пластин, при котором рельеф формируют путем слепого или сквозного травления;
фиг. 16 является блок-схемой способа соединения пластин настоящего изобретения в монолитные разделители; и
фиг. 17 является блок-схемой способа быстро приспособляемого производства фотолитографических масок для конструирования конкретных пластин в соответствии с ИРЖТ принципами настоящего изобретения.
НАИЛУЧШИЕ СПОСОБЫ ОСУЩЕСТВЛЕНИЯ НАСТОЯЩЕГО ИЗОБРЕТЕНИЯ
Последующее подробное описание иллюстрирует изобретение в качестве примера, а не в качестве ограничения принципов изобретения. Это описание позволит любому специалисту в данной области осуществить и использовать изобретение и описывает несколько воплощений, адаптаций, изменений, альтернатив и использований настоящего изобретения, включая те, которые мы в настоящее время считаем наилучшими способами осуществления настоящего изобретения.
Фиг. 1 представляет упрощенное (схематическое) поперечное сечение батареи топливных элементов 1 настоящего изобретения, использующей множество многопластинных биполярных разделителей 2A, B, C, и пару катодного и анодного концевых разделителей 3, 4 соответственно. Узлы электродных протонобменных мембран (УЭМ) 5A, B, C и D, как показано, расположены между разделителями. Воздух и/или O2 вводят через систему рельефа 6, H2 и/или другое топливо вводят через систему рельефа 7, и охлаждающую/увлажняющую воду вводят через вход 8 и выводят через выход 9.
Фиг. 2 представляет в схематическом виде в разрезе конструкцию одного из воплощений биполярных разделителей 2, сформированных из соединенных пластин 10 для неувлажняемого варианта фиг. 2A, и пластин 30 для увлажняемого варианта 20 фиг. 2B. Фиг. 2 также иллюстрирует широкое разнообразие числа пластин, которые могут быть использованы для конструирования разделителя с помощью различных сочетаний слепого травления на заданную глубину (или образования слепого рельефа) или сквозного травления (формирования сквозного рельефа). Например, фиг. 2А показывает 7-пластинную конфигурацию следующим образом: 10A является рамочной пластиной с окном или с оконным экраном; 10B является проточной пластиной анода (или, оптимально, парой пластин, одной пластиной прокладки анода и одной, справа, являющейся проточной пластиной анода); 10C является закрывающей выходной пластиной; 10D является охлаждающей проточной пластиной, которая может быть протравлена насквозь или может иметь множество путей для охладителя путем использования различных серпантинных каналов, вытравленных вслепую с противоположных сторон, но не сообщающихся на всей их длине (они могут сообщаться путем вытравленных насквозь протоков); 10E является закрывающей выходной пластиной; 10F является катодной проточной пластиной, соответствующей 10B; и 10G является рамочной пластиной с окном или тонкой оконной частью, подобной 10A. Нижняя часть фиг. 2A иллюстрирует 5-пластинную группировку; 10-1 и 10-5 являются рамочными пластинами с окном или с оконным экраном; 10-2 является одиночной пластиной, вытравленной вслепую с анодной стороны; 10-3 является одиночной охлаждающей пластиной; и 10-4 является катодным аналогом 10-2. Таким образом, конфигурация батареи может изменяться от 5 пластин до 7 пластин, в последнем случае 10B и/или 10F являются двумя пластинами, a 10D может быть тремя пластинами.
Подобно этому, фиг. 2B может содержать от 3 или 4 до 20 пластин, из которых показано 7 (от 30-1 до 30-7), в зависимости от желаемой конфигурации пластин, которая, по большей части, может диктоваться соображениями материала или производства, или типом топливного элемента или мембраны, но все из них могут использовать ИРЖТ принципы настоящего изобретения. Таким образом, хотя 30-4 показана как единичная пластина, она может быть тремя пластинами, двумя протравленными насквозь пластинами с промежуточной прокладкой или закрывающей выходной пластиной.
Фиг. 3 является разорванным изометрическим видом двух элементов 15A, 15B внутри батареи, содержащей разделители 2A (или 20A), 2B (или 20B) и 2C (или 20C), проложенных двумя УЭМ 5A, 5B. На этом виде только H2 (анодная) сторона биполярных разделителей является видимой, но, как показано ниже, существуют O2 зоны с соответствующими координатами на невидимой (катодной) стороне. Большие площади 25A являются активными площадями элемента, 25A представляет собой анодную сторону, а 25C - катодную сторону. Зоны увлажнения анода 35 и зоны увлажнения катода 40 присутствуют в разделителях и ниже описаны более подробно.
УЭМ 5A, 5B содержат области, покрытые катализатором, соответствующие активным областям 25A, C. Области 37, 42 не покрыты катализатором и соответствуют зонам увлажнения анода и катода 35, 40 соответственно. По соседству с краями пластин и УЭМ видны отверстия для совмещения и рельеф протоков.
Фиг. 4 является разорванным изометрическим видом 7-пластинного увлажняемого ИРЖТ биполярного разделителя 20 настоящего изобретения, включающего пластины 6 различных типов, пластины 30-1 и 30-7 являются идентичными рамочными пластинами с окном или с оконным экраном (показана рамка с окном), которые могут включать уплотняющие выступы (не показаны) вблизи границ контуров, активную область 25, области увлажнения 35, 40, и вокруг - протравленные насквозь рельефы для реагирующих газов и охладителя. Уплотняющие выступы могут быть выдавлены или вытравлены в пластине.
Пластина 30-2 является прокладкой анодной проточной пластины, имеющей протравленные насквозь каналы и протоки, и вытравленные вслепую рельефы и закругления. На всех пластинах от 30-2 до 30-7 протравленные насквозь боковые проходы или рельефы соответствуют таким проходам и рельефам пластины 30-1. Пластина 30-3 является проточной анодной пластиной с вытравленными вслепую каналами, совпадающими с вытравленными вслепую каналами пластины 30-2. Пластина 30-4 является охлаждающей пластиной с анодной стороной, представляющей множество параллельных вытравленных вслепую серпантинных охлаждающих каналов в половине активной области. Невидимая лицевая сторона имеет каналы охлаждения катода, также протравленные вслепую и покрывающие другую половину активной области. Пластина 30-5 является проточной катодной пластиной с протравленными вслепую каналами на лицевой стороне, невидимыми на фиг. 4, но аналогичными пластине 30-3. Пластина 30-6 является пластиной проточной прокладки катода с протравленными вслепую каналами, совпадающими с каналами пластины 30-5, с протравленными насквозь протоками и с протравленными вслепую закруглениями, аналогичной пластине 30-2. Пластина 30-7 является катодной рамочной пластиной с окном (или с оконным экраном), имеющей уплотняющие выступы, как описано выше для пластины 30-1, на лицевой стороне.
Фиг. 5-10 являются рядом, представляющим виды деталей сверху обращенных друг к другу сторон каждой пластины одного из воплощений рельефов, протравленных насквозь или вслепую, 7-пластинной пластины биполярного разделителя с фиг. 4 в соответствии с ИРЖ принципами настоящего изобретения. Необходимо заметить, что последовательность пластин является такой, как показано на фиг. 4, с фигурой, обозначенной A, являющейся лицевой стороной пластины, если смотреть с анодной (задней) стороны фиг. 4. Однако сторона B является невидимой стороной соответствующих пластин с фиг. 4, если их перевернуть обратной стороной. То есть все виды являются искусственными или абстрактными видами сторон пластин, обращенных друг к другу. Пластины 1 и 7 являются в основном одинаковыми, за исключением того, что используют уплотняющие выступы, фиг. 5 является лицевой стороной пластины 1 и обратной стороной пластины 7, в то время как зеркальное изображение фиг. 5 было бы обратной стороной пластины 1 и лицевой стороной пластины 7. Фиг. 5 показывает воплощение, где используют прокладки для уплотнения между биполярным разделителем и УЭМ. Там, где прокладку не используют, лицевая сторона анодной пластины может иметь единичный выступ, который расположен для зацепления с углублением между двумя выступами на обратной стороне катодной пластины. Фиг. 5 показывает обращенную к аноду поверхность анодной герметизирующей пластины 30-1 и катодной герметизирующей пластины 30-7, также называемых рамочными пластинами с окном или оконным экраном. Эта поверхность может иметь выступы для уплотнения толщиной 1-2 мил (30-50 мкм) вокруг внутренних фигурных проходов (прямоугольники со скругленными углами) и проточные пространства. Главными деталями этой пластинки являются три больших прямоугольника. Эти прямоугольники дают место для размещения при сжатии графитовой бумаги узлов электродных мембран. Прямоугольник 25 является контуром анодной активной проточной области (или области экрана). Верхний левый прямоугольник 35 является проточной областью увлажнения топлива (водород). Верхний правый прямоугольник 40 является контуром катодной проточной области для увлажняющей воды. Поперечные сквозные фигурные отверстия для реагирующих газов (12, 14, 16, 18) и охладителя 22 (24) расположены наверху, снизу и по сторонам пластины. Самое маленькое фигурное отверстие предназначено для топлива (водород) со входом 12 и выходом 14. Два фигурных отверстия среднего размера предназначены для водяных контуров охлаждения и увлажнения со входами 22A, 22C и выходами 24A, 24C. Два больших фигурных отверстия предназначены для воздуха (кислород) со входом 16 и выходами 18A, 18B.
Уплотняющие выступы могут быть расположены в положении 27 вокруг каждого из поперечных профилей и карманов (контуров или экранов 25, 35, 40). Выступы для уплотнения профиля и проточных областей формируют с помощью выдавливания на месте во время процесса соединения пластин. Альтернативный способ представляет собой формирование уплотняющих выступов путем повторного травления пластины на заданную глубину. Первое сквозное травление вытравливает профиль, области, отверстия для совмещения и шпилек. Второе травление формирует выступы.
Фиг. 5 также показывает вытравленные насквозь отверстия для совмещения при пакетировании 32 и сквозные отверстия для шпилек 34. Отверстия для пакетирования используют для прецизионного совмещения пластин для процесса соединения. Обратная сторона этой пластины является зеркальным отражением лицевой стороны без уплотняющих выступов, вне зависимости от того, используют уплотняющие выступы или прокладку. Лицевая сторона пластины 30-7 является зеркальным отражением фиг. 5, и обратная сторона пластины 30-7 является фиг. 5, без взаимодействующих уплотняющих выступов или с ними, как описано выше.
Фиг. 6 показывает лицевую сторону проточной пластины прокладки анода с потравленным насквозь рядом параллельных проточных областей для топлива (водород) 44, проточных областей для увлажнения 46 и катодных проточных областей 49 для увлажнения O2 на катодной стороне мембраны. Эти области каналов сконструированы для оптимизации скоростей потоков и перепадов давления в устройстве. Этот чертеж также показывает продолжение протравленных насквозь поперечных каналов для топлива (водород), воздуха (кислорода) и охлаждающей воды, 12, 14, 16, 18, 22 и 24, вход - выход соответственно.
Этот чертеж также показывает очень важный аспект изобретения, углубления 50, которые более глубоко вытравлены по сравнению с каналами 52, которые вытравлены вслепую (в этой пластине), и соединяют вместе изменяющие направления разделенные каналы 42. Как видно на фиг. 6В углубления не видны, но каналы 52 и разделяющие закругления 54 являются видимыми. Углубления вытравлены только с обратной стороны (фиг. 6B), оставляя при этом лицевую сторону без углублений. Глубина травления составляет приблизительно 60% от полной толщины пластины. Травление насквозь достигается путем протравливания вслепую через соответствующую маску с обоих сторон пластин. Слепое травление производят только с одной стороны. Это является справедливым также для областей увлажнения 46 и 48. Обратная сторона фиг. 6B также показывает продолжение протравленных насквозь проточных каналов 52 и различных рельефов, отверстий для совмещения и отверстий для шпилек. Эта пластина не демонстрирует фигурных отверстий для входов и выходов H2, O2 и воды.
Фиг. 7A показывает лицевую сторону проточной анодной пластины, имеющей ряд протравленных вслепую параллельных каналов, образующих активную область для протекания водорода 44, область увлажнения водорода 46 и катодные каналы для воды 91 в области 49. Эти каналы 52 и углубления 54 являются прецизионно выровненными и привязаны к проточным каналам и углублениям областей, находящихся на проточной прокладке анодной пластины фиг. 6A, B. Также показанными на этой пластине являются продолжения вытравленных вслепую распределительных каналов 56 в область проточного увлажнения водорода 46 и из нее. (Чтобы проследить поток H2 в областях также смотри фиг. 8A). H2 втекает из поперечного входа 12 через распределительный рельеф 60 (фиг. 8A) вверх по входному протоку 61 (фиг. 7A и 7B) в каналы увлажнения H2 62 (фиг. 7A), которые представлены как три набора параллельных серпантинных каналов, составляющих область увлажнения водорода 46. Водород выходит из области при влажности около 100% через выходной проток 63 (фиг. 7A, 7B) в выходной рельеф-коллектор 64 (фиг. 8A), поворачивает под прямым углом через 65 (фиг. 7B и 8A) и поднимается опять во входной рельеф распределения газообразного водорода 66 активной области анода 44. Существуют шесть параллельных наборов серпантинных каналов 67 в активной области. Остаток H2 покидает область через продолжения 68, оттуда через выходной рельеф 69 из поперечного выхода 14. Рельефы и протоки сконструированы для обеспечения равномерного распределения водорода в проточной области. Протоки 61, 63 имеют размеры, необходимые для функционирования в качестве распределительных узлов. Конструкция распределительных рельефов и рельефов-сборников позволяет прецизионно контролировать перепады давления и скорости потоков. Протоки 61, 63, 65 и рельефы в последующих пластинах (фиг. 7B и 8A) могут быть наложены друг на друга для легкого разграничения путей потоков между пластинами.
Фиг. 7B показывает обратную сторону проточной пластины анода со сквозными поперечными распределительными отверстиями (протоками) 61, которые регулируют поток топлива (водород) от поперечного входа для H2 топлива 12 и протравленного вслепую рельефа 60 (фиг. 8A) в область увлажнения H2 (анод) 46 (фиг. 7A). Сквозные отверстия (протоки) 63 являются выходом протравленного вслепую рельефа 64 (фиг. 8A), сообщающегося через квадратное отверстие ввода (проток) 65 со входным рельефом 66 активной области 44. Выход H2 происходит через протравленный вслепую рельеф 69 к выходному поперечному отверстию 14.
На фиг. 7B вода для охлаждения катода входит через поперечное отверстие (рельеф) 22C, и горячая вода выходит из протоков 70, 71 затем в зону увлажнения 49 (фиг. 7A) и выходит из зоны 49 через протоки 72, 73 в рельеф 74 (фиг. 8A) и из поперечного фигурного отверстия 24C. Подобно этому, воздух/O2 выходит из поперечного рельефа 16 в протравленный вслепую выходной рельеф для воздуха 76 (фиг. 8A) в зону увлажнения воздуха (катод) 47 (фиг. 9B) из вытравленного вслепую рельефа для распределения воздуха 77 и далее в катодную активную область 98 (фиг. 9B и 10A) через вытравленный вслепую рельеф 78. Отработанный воздух собирают с помощью выходного рельефа 79, а затем он выходит наружу через поперечные фигурные отверстия 18A, 18B.
Фиг. 8A показывает лицевую сторону анодной и катодной охлаждающей пластины с двумя наборами по три вытравленных вслепую серпантинных канала для охлаждающей жидкости 81, покрывающих половину площади активной проточной области для принятия половины тепловой нагрузки. Вода входит в серпантин 81 через вход 22C и выходит с помощью рельефа 83. Горячая вода затем проходит через протоки 70, 71 (смотри фиг. 7B) в катодную область для воды 49 (смотри фиг. 7A). Молекулы воды диффундируют через мембрану для увлажнения кислорода на другой стороне мембраны. Вода выходит через протоки 72, 73 (фиг. 7A, 7B), собирается в рельефе 74 и покидает батарею через поперечный фигурный проход 24C.
Эта пластина также демонстрирует фигурное отверстие для выхода воздуха/O2 76 и распределительные фигурные отверстия 77 и 78, которые соединены и протравлены насквозь, как можно увидеть из фиг. 8B. Подобно этому, фигурное отверстие 79 для сбора отработанного воздуха протравлено насквозь в этой пластине (пластина 30-4 из фиг. 4), но все три соответствующих рельефа вытравлены только вслепую на соответствующей стороне пластины 7B.
Фиг. 8B показывает обратную сторону пластины охлаждения анода и катода, обратная сторона является катодной стороной и имеет сходные черты, за исключением того, что там нет вытравленных вслепую рельефов 60, 64 для распределения H2 и нет протока 65. Поскольку это катодная сторона, 22A является входом для воды, 80 - серпантины, 82 - рельеф для сбора горячей воды и 75 - рельеф для выхода воды. Рельеф 82 сообщается с анодной областью для воды 48 с помощью протоков для горячей воды 84, 85, и вода покидает область 48 через протоки 86, 87 к рельефу 75. Серпантины 80 принимают вторую половину тепловой нагрузки с площади активной области 44.
Фиг. 9A показывает лицевую сторону проточной пластины катода с вытравленным вслепую входным рельефом для распределения O2 78, с выходным рельефом-сборником 79, а также с протравленным насквозь поперечным фигурным отверстием для H2 (12 - вход; 14 - выход), O2 (16 - вход; 18 - выход) и воды (22A, C - вход; 24A, C - выход). Существует также ряд входных протоков для O2 88 для входа O2 в область увлажнения O2 47 (фиг. 9B) и выходных протоков 90 из области увлажнения O2 47. Входной рельеф для увлажненного O2 сообщается с протоками для O2 активной катодной области 92 (фиг. 9B), при этом использованный O2 выходит через протоки 96 (фиг. 9B) в рельеф-сборник 79 и из поперечных фигурных отверстий для O2 18A, 18B.
Фиг. 9B изображает обратную сторону проточной катодной пластины (пластина 30-5 из фиг. 4), которая является аналогичной лицевой стороне анодной проточной пластины (пластины 30-3 из фиг. 4), за исключением того, что серпантины для O2 89 в области увлажнения O2 47 и 94 в активной области для O2 катода 98 являются более короткими из-за повышенной вязкости воздуха/O2 по сравнению с водородом. Заметьте, что серпантины 3 для H2 являются 18 для O2. O2 проходит от поперечного входа 16 через входной рельеф 76 (фиг. 8A) ко входным протокам 88 (фиг. 9A и 9B) в область 47 и через протоки 90 к распределительным рельефам 77, 78 (фиг. 8A), а оттуда - в серпантин активной области катода через протоки 96 (фиг. 9B). Использованный воздух/O2 уходит через протоки 100 к выходному рельефу-сборнику 79 (фиг. 9A), а оттуда - через поперечные фигурные выходы 18A, 18B. Как отмечено выше, области 47, 48 и 98 являются вытравленными вслепую для создания каналов и углублений между ними.
Фиг. 10A показывает лицевую сторону проточной пластины прокладки катода с протравленными насквозь областями проточных каналов 47, 48 и 98, как описано выше. Эта пластина является аналогичной анодной проточной прокладке (пластина 30-2 из фиг. 4), за исключением того, что серпантинные каналы сконструированы для O2, чтобы минимизировать перепад давления и максимизировать скорость потока.
Фиг. 10B показывает обратную сторону проточной пластины прокладки катода (пластина 30-6 из фиг. 4), которая является аналогичной лицевой стороне пластины прокладки анода (30-2 из фиг. 4), в которой вытравленные вслепую углубления 50 поддерживают закругления 102 между соседними сквозными каналами 94 в активной области катода 98, каналы 93 анодной области для воды 48 и каналы для кислорода 89 области увлажнения кислорода 47. Закругления, каналы и углубления формируют как описано выше.
Фиг. 11 иллюстрирует контуры циркуляции водорода, кислорода и воды для увлажнения и охлаждения через пару разделителей, анодная сторона первого разделителя обозначается "анод", а катодная сторона следующего разделителя в батарее обозначается "катод", с водопроницаемым УЭМ 5, расположенным между ними. Нумерация элементов соответствует фиг. 3 и 5-10, выше. Вход водорода через поперечные фигурные отверстия 12 сначала увлажняется в каналах 52 области 46 с помощью молекул горячей воды, переносимых путем диффузии через область увлажнения мембраны 37 из анодных каналов для воды 93 (на катодной стороне - в области 48) к каналам увлажнения водорода 52 в области (зоне) увлажнения 46. Увлажненный водород затем проходит через каналы 67 в активную область 44 активной секции электродной мембраны 28, а избыток водорода и воды для увлажнения выходит через выходное фигурное отверстие 14.
Анодная вода приходит через входное поперечное фигурное отверстие 22А, нагревается в серпантинном теплообменнике 80, где она отбирает половину тепла от реагирующих H2 и O2 в каналах 80 активной области 28 и доставляет горячую воду к мембране 37 из каналов 93 в области 48. Катодная вода, соответственно, приходит через фигурное отверстие 22C, получает тепло в серпантинном теплообменнике 81 и доставляет горячую воду к мембране 42 из каналов 91 в области 49, и эта горячая вода диффундирует через рельеф или мембрану и она принимается входящим катодным воздухом в каналах 89 в области 47 на другой стороне мембраны.
Катодный воздух проходит входное поперечное фигурное отверстие 16, увлажняется в каналах 89 области 47 с помощью горячей катодной воды в каналах 91 области 49, куда проходят пар или молекулы через область мембраны 42. Увлажненный катодный воздух затем проходит через каналы 94 в активную область 98, и обедненный O2 воздух и вода - продукт реакции - уходят через фигурные отверстия 18A, B.
Отмечено, что суммарный эффект представляет собой водяной пар для увлажнения, который проходит через первую область мембраны с катодной стороны для увлажнения H2 на анодной стороне мембраны, при этом водяной пар проходит с анодной стороны через вторую область мембраны для увлажнения приходящего катодного воздуха на катодной стороне. Третья мембранная область является активной областью, где имеет место реакция, при этом вода на каждой стороне используется для удаления половины тепла, и суммарный поток воды-продукта в этой зоне направлен от анодной стороны к катодной стороне.
Центральная часть фиг. 12 показывает общую работу топливного элемента, при которой H2 на катодной стороне каталитически окисляется, давая два электрона (обозначены как 2e-) на графитовом электроде (анод), а полученные в результате два гидратированных протона диффундируют и увлекаются электроосмотически через влажную электролитическую мембрану (обозначены как H+/H2O в мембране) к катодному центру катализа, где они соединяются с O2 и двумя электронами (обозначены как 2e-) с образованием H2O. Верхняя и нижняя части фиг. 12 показывают противоточный механизм увлажнения, который является центральным элементом настоящего изобретения. Электролитическая мембрана играет двойную роль, как твердый электролит и как мембрана для увлажнения. Верхняя часть показывает газообразный кислород на катодной стороне, который увлажняется с помощью воды на анодной стороне. Соответственно, водород на анодной стороне увлажняется с помощью воды на катодной стороне.
Фиг. 13 и 14 являются графиками выхода в значениях зависимости напряжения элемента от плотности тока из реального испытания батарей топливных элементов, использующих принципы ИЖРТ пластин настоящего изобретения. В обоих испытаниях используют элемент, имеющий две ячейки, использующих 7-пластинные разделители, как на фиг. 4-10. Общая активная площадь занимает 129 см2. Используют узел мембранного электрода из мембраны NAFION, покрытой Pt-сажей, в угольной саже от H. Power Corp. Рабочие параметры составляли: T= 95oC; P H2/O2 = 15/25 фунтов/дюйм2 (172-207 кПа); топливо - H2 и O2. Как показано на фиг. 13, для элемента зависимость напряжения от плотности тока является по существу линейной в области между 0,9 В при 50 мА/см2 и 0,4 В при 830 мА/см2. Элемент работал в этом режиме в течение 8 часов. Испытание было завершено из-за временных ограничений, а не из-за неполадок в батарее топливных элементов.
Фиг. 14 представляет результаты для того же самого элемента, работающего с P2 и воздухом при давлении 25/30 фунтов/дюйм2 при температуре 95oC. Выход, как и раньше, был по существу линейным между 0,9 В при 10 мА/см2 и 0,4 В при 460 мА/см2. Элемент работал в этом режиме в течение 8 часов. Испытание было завершено из-за временных ограничений, а не из-за неполадок в батарее топливных элементов.
Фиг. 15 является блок-схемой, изображающей принципиальные стадии в способе производства пластин, включая образование структуры с помощью химической обработки (травление). Стадии являются следующими:
А. КОНТРОЛЬ МАТЕРИАЛА ПЛАСТИН: исходный рулон материала для пластин 110 подвергают инспекции 120 для проверки типа материала, твердости рулона, толщины рулона, однородности поверхности и соответствия информации поставщика.
В. ОЧИСТКА И СУШКА МАТЕРИАЛА ДЛЯ ПЛАСТИН: материал для пластин сушат 130 для нанесения фоторезиста путем очистки щеткой, обезжиривания и химической очистки с использованием автоматической машины. Этот процесс удаляет с рулона листового материала жир и масла. После обезжиривания пластина повергается мягкой химической очистке при комнатной температуре с помощью разбавленного раствора для травления для удаления окислов и поверхностных загрязнений. Для титана раствор для чистки представляет собой 3-9% HF и 10-18% HNO3. Для других металлов в качестве раствора для очистки используется хлористое железо при 30-45 градусов Баума при комнатной температуре. Пластины сушат в печи с принудительной конвекцией в качестве последней стадии перед нанесением фоторезиста.
В зависимости от того является ли резист влажным или сухим, нанесение резиста происходит либо на стадиях C-1 и C-2, либо C3, ниже.
C-1. ВЛАЖНЫЙ ПРОЦЕСС НАНЕСЕНИЯ ФОТОРЕЗИСТА: Влажный процесс нанесения фоторезиста дает возможность наиболее тонкого разрешения деталей, что обусловлено тонкостью слоя фоторезиста. Влажный фоторезист обычно наносят, 135, используя емкость для погружения. Маленькие пластины могут покрываться ротационно, используя машины для ротационного покрытия, разработанные для полупроводниковой промышленности
C-2. ПЕЧЬ ДЛЯ РЕЗИСТА: Влажный резист спекают (вулканизируют) в печи 137 для формирования твердого эластичного слоя.
C-3. СУХОЙ ПРОЦЕСС НАНЕСЕНИЯ ФОТОРЕЗИСТА: Сухой фоторезист используют там, где возможны большие допуски. Для разделителей топливных элементов обычно используют сухой резист. Сухой резист отслаивается от переводного листа и связывается 139, используя прессование с помощью нагретых валков. Валковый пресс похож на те, которые используют в производстве печатных плат. Процесс с использованием валков автоматически отслаивает материал подложки от фоторезиста. Типичным сухим материалом фоторезиста является 2 мил (50 мкм) "Riston 4620", производимый duPont Company.
D. УФ КОМПОЗИЦИЯ МАСКИ ФОТОРЕЗИСТА: Пластинки экспонируют 140, используя машину для контактной УФ экспозиции. Особенное внимание уделяют прецизионному совмещению обеих сторон изделия. В помощь этому процессу используют метки совпадения.
Е. ПРОЯВЛЕНИЕ ИЗОБРАЖЕНИЯ: После экспозиции пластина проходит, 145, через проявительный раствор и печь. При влажном процессе резист проявляют в углеводородном проявителе, который удаляет невулканизированный резист. Типичным проявителем является "Stoddard's Solution", номер GW 325, производства Great Western Chemicals и Бутилацетат, номер CAS 104-46-4, производства Van Waters and Rogers. Процесс влажного проявления использует эти растворы при максимальной концентрации и при комнатной температуре. После выдержки в проявителях остающийся влажный резист повторно спекают для образования эластичного слоя. Сухой процесс проявления используют "Liquid Developer Concentrate" duPont, номер D-4000 в 1,5% растворе при 80oF (27oC).
F. ОБРАБОТКА В ЕМКОСТИ ДЛЯ ТРАВЛЕНИЯ РАСПЫЛЕНИЕМ: Проявленные пластины травят 150 в емкости для травления распылением. Емкости с распылением являются предпочтительными по сравнению с емкостями для травления погружением из-за более высоких скоростей прохождения. В некоторых случаях в емкостях для травления погружением может быть получено более высокое разрешение, чем может быть получено при травлении распылением. Процесс травления является очень чувствительным к концентрации травящего раствора, скорости ленты конвейера, давлению распыления и к температуре процесса. Процесс обратной связи 155 по этим параметрам поддерживается во время работы с помощью непрерывного контроля в процессе 152. Скорость движения ленты обычно варьируют для получения желаемых результатов травления. В качестве травящего раствора используют либо раствор хлористого железа, либо раствор HF/азотная кислота. Хлористое железо используют для меди, алюминия и нержавеющей стали. Для титана используют HF/азотную кислоту. Для титана типичные концентрации травящего раствора составляют 3-10% HF и 10-18% HNO3. Диапазон температур травления для титана составляет 80-130oF (27-54oC). Для других металлов типичные концентрации хлористого железа составляют 30-45o Баума при температуре травления, поддерживаемой в диапазоне 80-130oF (27-54oC). Конкретно, концентрация и температурные условия могут контролироваться для различных используемых металлов. Скорость ленты является функцией от числа емкостей для активного травления. Типичные устройства для травления строят из отдельных емкостей для травления, соединенных с помощью обычного конвейера. Типичные устройства для травления являются доступными у Schmid Systems, Inc. Of Maymee, ОН и Atotech Chemcut of State College, PA. Пластины промывают в каскадной мойке после последней емкости для травления. Каскадная мойка удаляет избыток раствора для травления перед проверкой.
G. ПРОВЕРКА В ПРОЦЕССЕ ИЗГОТОВЛЕНИЯ: Пластины проверяют при 152 для получения информации для установки скорости травления и скорости ленты в процессе травления с помощью обратной связи. Проверка в процессе изготовления обычно производится визуально.
Н. ОТДЕЛЕНИЕ ФОТОРЕЗИСТА: При влажном процессе фоторезист отделяют 160, используя углеводородный растворитель при 200oF (93oC). Подходящим растворителем является "Chem Strip", номер PC 1822, производства Alpha Metals of Carson, California. При сухом процессе фоторезист отделяют, используя коммерческий раствор для отделения фоторезиста, такой как "Ardrox", номер PC 4055, производства Ardrox of La Mirada, California. Ardrox разбавляют до 1-3% и используют при 130oF (54oC). После отделения резиста пластины чистят, используя каскадную мойку.
I. КОНЕЧНАЯ ПРОВЕРКА: Производят визуальную конечную проверку 165 путем измерения и сравнения с критическими размерами 162, выбранными во время процесса конструирования CAD. Эта информация используется для обратной связи при контроле процесса травления и конструирования.
Подготовленные исходные листы пластин 172 размещают по порядку 170, собирая их вместе по типу или в группы. Заметим, что исходный рулон обычно состоит из титана толщиной 4-25 мил (101-635 мкм) (в зависимости от требований конструирования пластин) шириной 36 дюймов (91,4 см), а заготовки пластин имеют размеры 6 х 8 дюймов (15,2 х 20,3 см), так что в процессе с непрерывным вводом, описанным выше, пластины размещаются до 6, то есть по 6 поперек ширины листа. Пластины могут быть все одного типа, например пластина N 2 (30-2 из фиг. 4) или по несколько в группе, пластины 1-7 (от 30-1 до 30-7).
Фиг. 16 является блок-схемой процесса, демонстрирующей предпочтительный в настоящее время способ соединения пластин в монолитные узлы полярных разделителей. Исходные листы 172 для пластин разбирают по порядку 170, как требуется, и обрабатывают следующим образом:
A. ХИМИЧЕСКАЯ ОЧИСТКА: Раствор для травления максимальной концентрации при комнатной температуре используют для очистки пластин 175, чтобы получить свободную от оксидов поверхность для соединения. После очистки пластины прогревают в печи для их сушки.
B. РАЗМЕТКА ПЛАСТИН: Исходные листы для пластин размечают 180 путем вырезания мостиков, поддерживающих фигурно вырезанные пластинки на месте в исходном листе. Это делают перед пакетированием для облегчения процесса соединения.
C. ПРОЦЕСС ПАКЕТИРОВАНИЯ И НАНЕСЕНИЯ АЭРОЗОЛЯ ПРЕДОТВРАЩАЮЩЕГО СКЛЕИВАНИЕ: Пластины, ориентированные горизонтально, упорядочивают (размещают в соответствующей последовательности), и вертикально пакетируют по порядку 190 на подогреваемых столиках, имеющих два стержня для совмещения 182. Отверстия для совмещения пластин (отверстия 32 из фиг. 5) размещают над стержнями для прецизионного совмещения пластин, так чтобы совпадающие детали пластин соотносились с образованием протоков, закруглений, рельефов и каналов. Перед пакетированием горячие столики покрывают 195 коммерчески доступным веществом для предотвращения связывания, чтобы предотвратить прилипание пластин к столикам. Композиции для предотвращения слипания варьируются в зависимости от типа металла, который необходимо соединить. Для титана используют оксид иттрия, а для других металлов используют оксид алюминия. Вещество для предотвращения слипания также наносят между узлами пакета пластинок для предотвращения слипания соседних пакетов. Министолики размещают между узлами пакетов пластин для аккуратного переноса загрузки и облегчения связывания. Таким способом могут быть связаны одновременно вплоть до 100 разделителей в одном связывающем пакете между верхним и нижним столиком.
D. ДИФФУЗИОННОЕ СОЕДИНЕНИЕ: Собранные пакеты пластин 190 (столики не показаны) загружают в нагреваемый вакуумный пресс для диффузионного соединения 200. Различные металлы требуют различных условий соединения. Условия соединения определяются с помощью конкретной временной последовательности приложенного давления поршня и температуры. Для начала цикла соединения пресс закрывают и откачивают до 10-6 торр для предотвращения окисления во время нагрева и для дегазирования промежутков между пластинами. Как только достигается соответствующий вакуум, включают нагрев печи, и собранным пакетом пластин дают возможность термически уравновеситься. В некоторых случаях частичное давление поршня прикладывают во время периода нагревания. Когда достигается тепловое равновесие, прикладывают соединяющее давление по соответствующему временному графику, который зависит от металла, который соединяют. В некоторых случаях применяют тепловые обработки после соединения при пониженном давлении, в зависимости от типов деталей и типов металлов, которые соединяют. Типичные циклы связывания занимают от 10 до 60 минут при температуре от 900oF (482oC) до 1700oF (927oC) при давлениях от 2000 фунтов/дюйм2 (13790 кПа) до 4000 фунтов/дюйм2 (27579 кПа), в зависимости от металла и конструкции пластин, которые необходимо соединить. Типичная тепловая обработка для Ti занимает диапазон значений температуры - от около 1500oF (816oC) до около 1600oF (871oC) в течение времени около 60 минут при давлении 100 фунтов/дюйм2 (689 кПа). По завершении соединения и циклов тепловой обработки температуру понижают до комнатной температуры. Когда температура в камере достигает от 100oF (38oC) до 200oF (93oC), вакуум выпускают, и вакуумный пресс разгружают.
Е. ПРОВЕРКА НА ГЕРМЕТИЧНОСТЬ И/ИЛИ УТЕЧКИ: Соединенные пластинные разделители проверяют на протечку 205, используя испытательную оснастку для приложения внутреннего давления к каналам рельефам и протокам для подтверждения целостности соединения, то есть того, что не существует протечек вдоль ребер или внутренних коротких замыканий каналов.
F. ОЧИСТКА ПОСЛЕ СОЕДИНЕНИЯ: После проверки на протечку соединенную заготовку чистят 210, формируют пластинные сепараторы, используя механическую очистку с последующим кислотным травлением, каскадной промывкой и сушкой в печи с принудительной циркуляцией воздуха.
G. КОНЕЧНАЯ ОБРЕЗКА: Вспомогательные детали, такие как технологические рамы и последовательные номера пластин (сформированные на ребрах пластин) удаляют (обрезают) при операции конечной обрезки 215 для получения монолитного соединенного пластинного сепаратора 220, имеющего внутренние области разветвленных микроканалов, описанные выше.
Н. ПАССИВИРОВАНИЕ: Завершенные титановые разделители подвергают нитридированию 225 в вакуумной печи. Разделители загружают в вакуумную печь, которую откачивают до 10-6 торр. В печь вводят сухой азот до достижения давления 1 фунт/дюйм2 (6,9 кПа). Цикл повторяют. Как только устанавливается конечное давление в 1 фунт/дюйм2 (6,9 кПа), печь нагревают до температуры между 1200oF (649oC) и 1625oF (885oC) в течение периода от около 20 до около 90 минут. Конкретное время и температуры зависят от желаемой толщины нитридного покрытия титана. Печь охлаждают, снижают давление, и конечный продукт, нитридированный (пассивированный) пластинный сепаратор 230 становится готовым для сборки с УЭМ для формирования отдельных элементов, а множество элементов - для формирования батареи топливных элементов, которую соединяют вместе с помощью шпилек (походящих через отверстия 34 из фиг. 5) и стягивают гайками, чтобы поместить батарею под сжатие, так чтобы она не протекала при прикладываемых давлениях газов. Работа ячейки, сделанной таким образом, описана выше в сочетании с фиг. 11-14.
Фиг. 17 изображает способ получения рисунка для конструирования пластины для процесса травления пластин с помощью сухого или влажного процессов фотолитографии, описанного выше на фиг. 15 и 16. Стадии являются следующими:
А. НАНЕСЕНИЕ РИСУНКА НА ПЛАСТИНКИ: Рисунки для сборки пластин разрабатывают с помощью автоматических компьютерных систем разработки чертежей CAD 240. Рисунки соизмеряют по общим размерам. Обе стороны каждой пластинки в конечном счете получают в виде общих видов 245. Эти рисунки электронными средствами переносятся в систему CAD нанесения рисунка на маску пластины 250. Из рисунков CAD генерируется контрольная база данных 162. Эта контрольная база данных состоит из критических размеров, которые должны сравниваться во время создания рисунка на маске и процессов производства. Как рисунок, так и пластины контролируются во время процесса производства.
B. ГЕНЕРАЦИЯ РИСУНКА МАСКИ: Сделанные с помощью CAD рисунки пластины преобразуют в рисунки маски системы CAD 250 для фотографического нанесения рисунка маски для каждой пластины. К каждой детали в каждом рисунке применяют факторы (коэффициенты) травления. Факторы травления соотносят ширину нанесенной фотографическим способом маски с шириной деталей для компенсации искажения размеров, которое происходит во время процессов химического травления, используемых при обработке индивидуальных пластин. Компенсация включает уменьшение размеров каналов при нанесении маски фотографическим способом для компенсации искажения. Факторы травления зависят от типа металла, типа используемого оборудования для химической обработки, скорости травления, типа и концентрации используемого вещества для травления. Во время процесса создания маски добавляют вспомогательные детали. Вспомогательные детали включают регистрационные метки, номера пластин и технологические рамки для облегчения процесса пакетирования и соединения.
C. ФОТОГРАФИЧЕСКОЕ ВОСПРОИЗВЕДЕНИЕ РИСУНКА МАСКИ: Рисунок маски воспроизводят при однократном увеличении на пленке, используя автоматический фотоплоттер 255.
D. ПОЛОЖИТЕЛЬНЫЙ КОНТРОЛЬ: производят видеоконтроль законченного рисунка маски, 260, используя контрольную базу данных 162, созданную во время CAD процесса создания рисунков пластин. После контроля верхняя (передняя) и нижняя (задняя) части рисунков маски пластины соединяют, 270, при точном совпадении.
ПРОМЫШЛЕННОЕ ПРИМЕНЕНИЕ
Типичные ИРЖТ батареи топливных элементов настоящего изобретения демонстрируют следующие рабочие характеристики.
Две исследуемые батареи элементов, потребляющих H2 и O2 или воздух, с ПОМ УЭМ при температуре 95oC демонстрируют линейный выход в пределах от выхода 0,4 В при 460 мА/см2 для воздуха до 830 мА/см2 для O2, и выход 0,9 В от 10 мА/см2 для воздуха до 50 мА/см2 для O2. Для полномасштабных батарей топливных элементов из 100 ИРЖТ пластинных элементов удельные мощности будут больше, чем 522 мВт/см2, что является эквивалентом 6,79 кВт в батарее элементов весом до 50 фунтов (22,7 кг) и размером менее чем 13 дюймов (33 см) в длину х 6 дюймов (15,2 см) в ширину х 8 дюймов (20,3 см) в высоту. В противоположность этому, топливный элемент с графитовыми пластинами с выходом в диапазоне 5-7 кВт весит в диапазоне от 100 (45,4 кг) до 500 фунтов (226,8 кг). Для использования в автомобилях необходим выход топливного элемента в 10-40 кВт, а для автобусов требуется 100-150 кВт. Таким образом, топливные элементы с ИРЖТ пластинами настоящего изобретения способны удовлетворить современные требования для электрических средств передвижения.
Для полномасштабных батарей из 100 элементов с ИРЖТ пластинами настоящего изобретения, работающими на H2 - O2/воздух (в зависимости от давления) при 0,7 В и плотностях тока УЭМ в 750 мА/см2 удельная мощность составляла бы 326 Вт/кг, а удельная мощность - 743 кВт/м3 (743 Вт/л). Эти результаты являются выдающимися по сравнению со сравнимыми элементами графит/NAFION H2/O2 и H2/воздух, которые производят в пределах от 50 до 125 Вт/кг. Таким образом, элементы с ИРЖТ пластинами настоящего изобретения имеют удельные мощности примерно в 3-6 раз большие, чем современные графитовые топливные элементы. Это означает, что топливные элементы H2/воздух настоящего изобретения с ИРЖТ пластинами могут производить 6,79 кВт в батарее элементов, весящей только 21 кг (46 фунтов), с объемом около 0,009 м3 (0,323 фут3), то есть 12,9 дюйма (32,8 см) в длину х 5,6 дюйма (14,2 см) в ширину х 7,6 дюйма (19,3 см) в высоту. Эта большая мощность, но еще достаточно маленькая для гибридного средства передвижения.
Ясно, что усовершенствованные ИРЖТ топливные элементы настоящего изобретения будут иметь широкие промышленные применения в качестве стационарных источников энергии, в частности, в удаленных жилищах, на промышленных или строительных площадках, при миниатюризации - как возможные источники мощности отдельных устройств, а также для снабжения энергией средств передвижения, в частности устройств с тяжелой конструкцией, грузовиков, железнодорожного транспорта и судов. "Печатная" технология, используемая для создания конструкции ИРЖТ топливных элементов настоящего изобретения, обеспечит многочисленные рабочие места и рост производства в области фотолитографии, травления и очистки, сборки, соединения, пассивирования, розничной продажи и обслуживания. Более чем 3-кратное увеличение выхода мощности, уменьшение выхода вес/кВт, простота изготовления и возможность быстрого применения к конкретной конструкции топливного элемента, описанные здесь, являются вескими основаниями для выводов о том, что изобретение будет широко воспринято.
НАДПИСИ К ФИГУРАМ
ФИГ.15
1. Исходный рулон для пластин
2. Входная проверка рулона для пластин
3. Очистка и сушка исходного рулона
4. Влажный процесс нанесения фоторезиста
5. Спекание фоторезиста
6. Обезжиривание
Механическая очистка
Линия химической очистки
Печь для сушки
7. Сухой процесс нанесения фоторезиста
8. Исходный лист для пластин
9. УФ экспозиция маски фоторезиста
10. Печь для проявления
11. Емкость для травления распылением - химическая машина
12. Текущая проверка
13. Обратная связь процесса
14. Отделение фоторезиста
15. Окончательная проверка
16. Информация о проверке пластин
17. Складирование пластин
ФИГ. 16
1. Титановые исходные листы для пластин
2. Линия химической очистки; сушка
3. Нанесение обозначений на пластины
4. Процесс пакетирования
5. Совмещение с помощью стержней
6. Пакет пластин
7. Нанесение распылением вещества для предотвращения слипания
8. Диффузионное соединение
9. Проверка на герметичность и протечки
10. Очистка и сушка после соединения
11. Конечная обрезка
12. Соединенный пластинный разделитель
13. Печь для нитридирования
14. Нитридированный пластинный разделитель
ФИГ. 17
1. Машинный эскиз пластины
2. CAD рисунки пластин
3. Создание рисунка маски с помощью системы CAD
4. Информация о проверке пластин
5. Факторы травления, вспомогательные детали
6. Воспроизведение рисунка фотографическим путем
7. Положительная проверка
Видео/компьютеризированная
8. Регистрация рисунка пластины,
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЛАСТИНЫ ДЛЯ РАСПРЕДЕЛЕНИЯ ПОТОКОВ ТЕКУЧЕЙ СРЕДЫ В ТОПЛИВНЫХ ЭЛЕМЕНТАХ | 2007 |
|
RU2419921C2 |
| МОДУЛЬ ТОПЛИВНЫХ ЭЛЕМЕНТОВ И БАТАРЕЯ НА ЕГО ОСНОВЕ | 2001 |
|
RU2183370C1 |
| Батарея водородно-воздушных топливных элементов | 2024 |
|
RU2838104C1 |
| РЕЗЕРВНЫЙ ЭЛЕКТРОГЕНЕРАТОР НА ТОПЛИВНЫХ ЭЛЕМЕНТАХ, СОДЕРЖАЩИЙ КОМПАКТНЫЙ КОРПУС КОЛЛЕКТОРА И СПОСОБЫ УПРАВЛЕНИЯ ЕГО РАБОТОЙ | 2010 |
|
RU2543480C2 |
| БИОЭЛЕКТРОХИМИЧЕСКИЙ РЕАКТОР | 2012 |
|
RU2496187C1 |
| УПРАВЛЕНИЕ РАБОТОЙ РЕЗЕРВНОГО ЭЛЕКТРИЧЕСКОГО ГЕНЕРАТОРА С БАТАРЕЕЙ ТОПЛИВНЫХ ПОМ-ЭЛЕМЕНТОВ | 2010 |
|
RU2598361C2 |
| БАТАРЕЯ ТОПЛИВНЫХ ЭЛЕМЕНТОВ И БИПОЛЯРНАЯ ПЛАСТИНА | 2020 |
|
RU2757662C1 |
| БАТАРЕЯ ТОПЛИВНЫХ ЭЛЕМЕНТОВ | 2007 |
|
RU2355072C1 |
| ПЛАСТИНЫ РАСПРЕДЕЛЕНИЯ ПОТОКА ТЕКУЧЕЙ СРЕДЫ ТОПЛИВНОГО ЭЛЕМЕНТА | 2002 |
|
RU2302689C2 |
| ТОПЛИВНЫЙ ЭЛЕМЕНТ | 2006 |
|
RU2319256C1 |
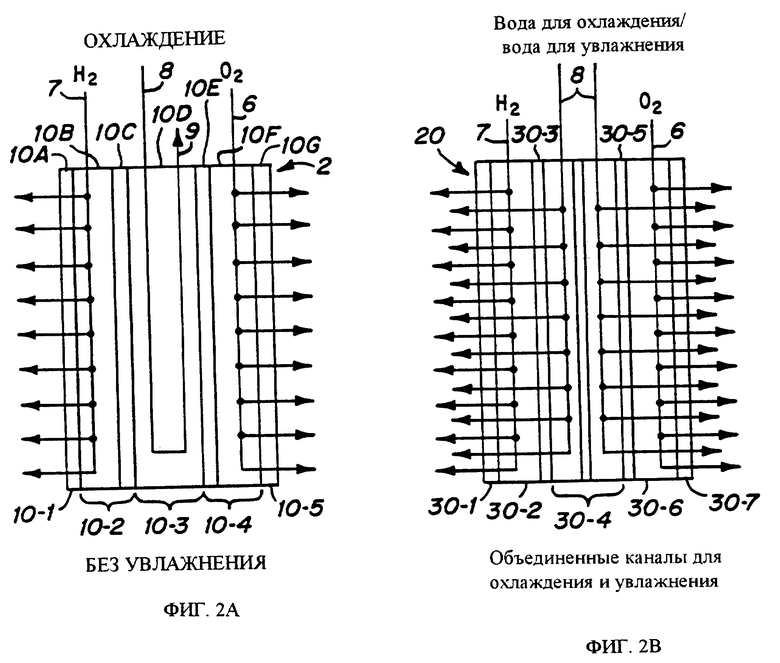
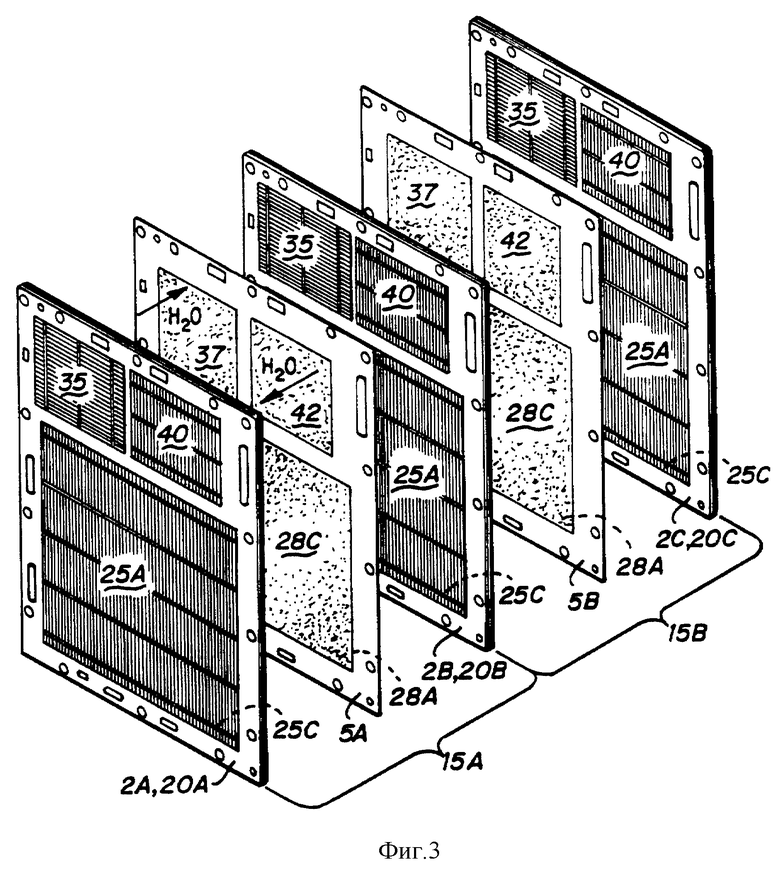
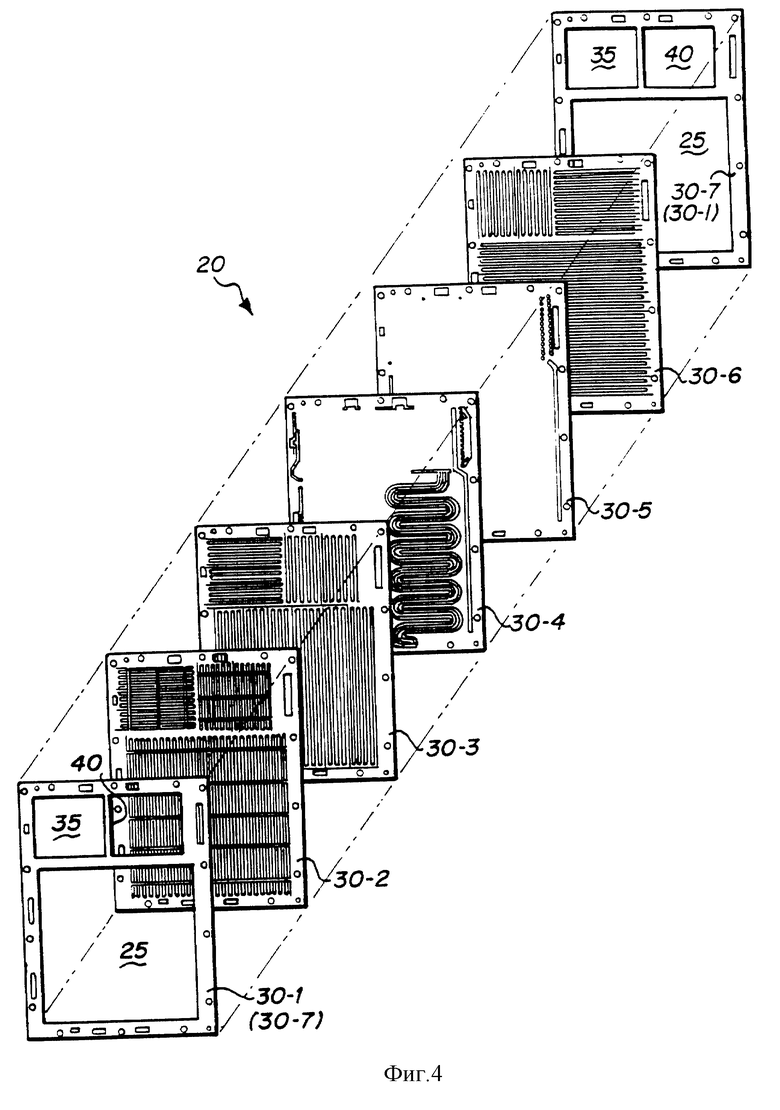
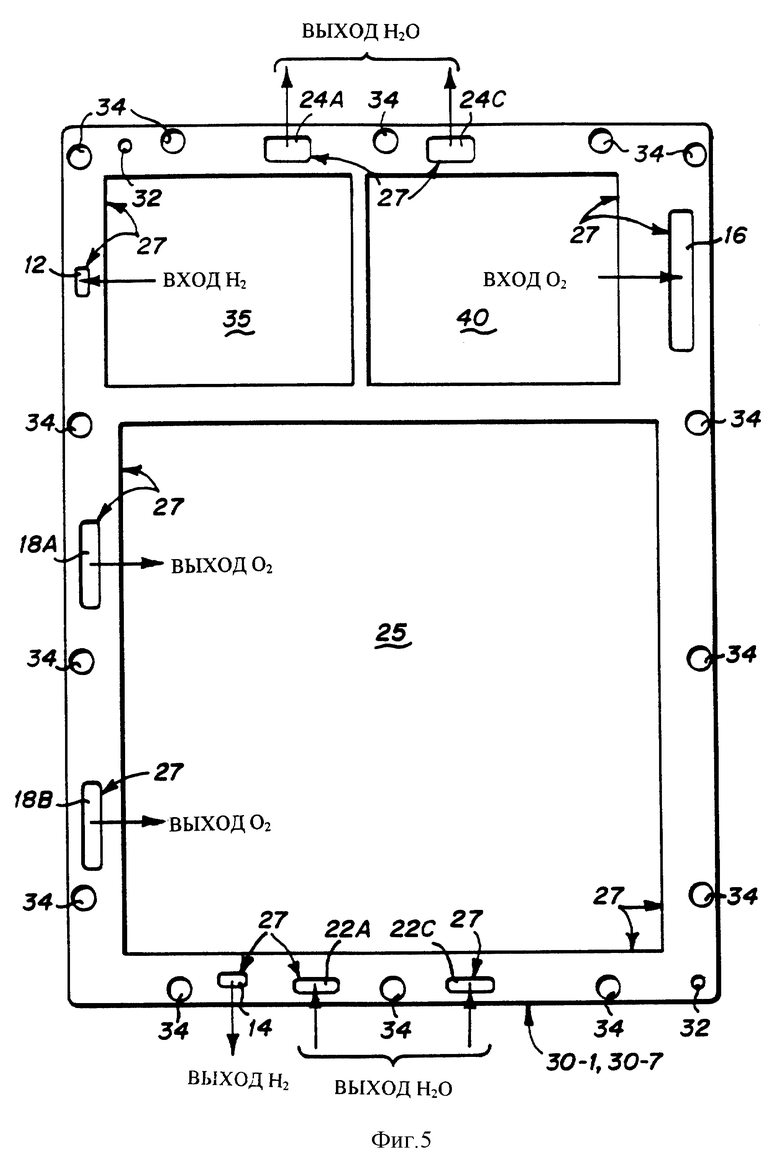
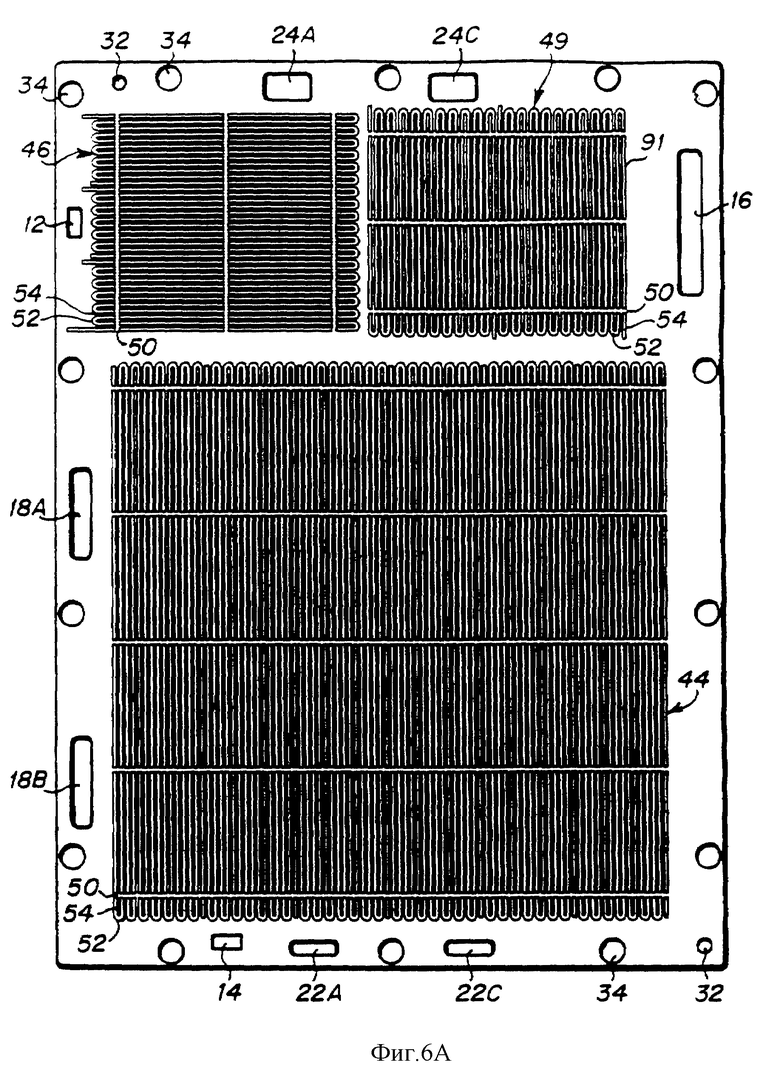

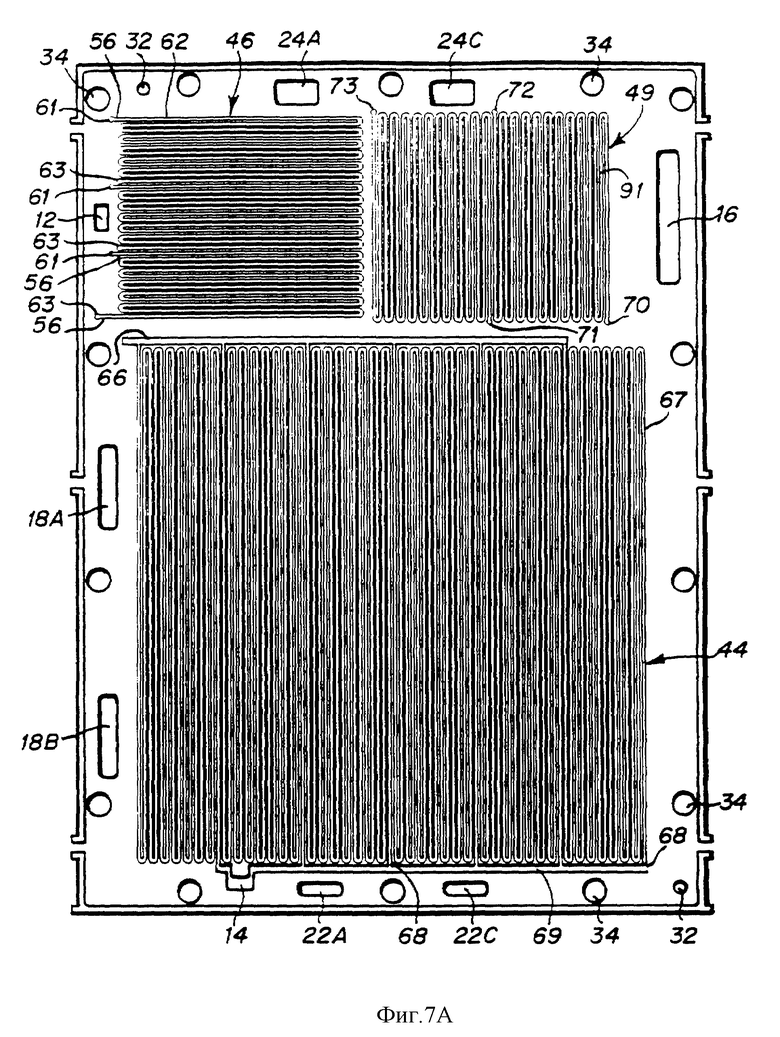
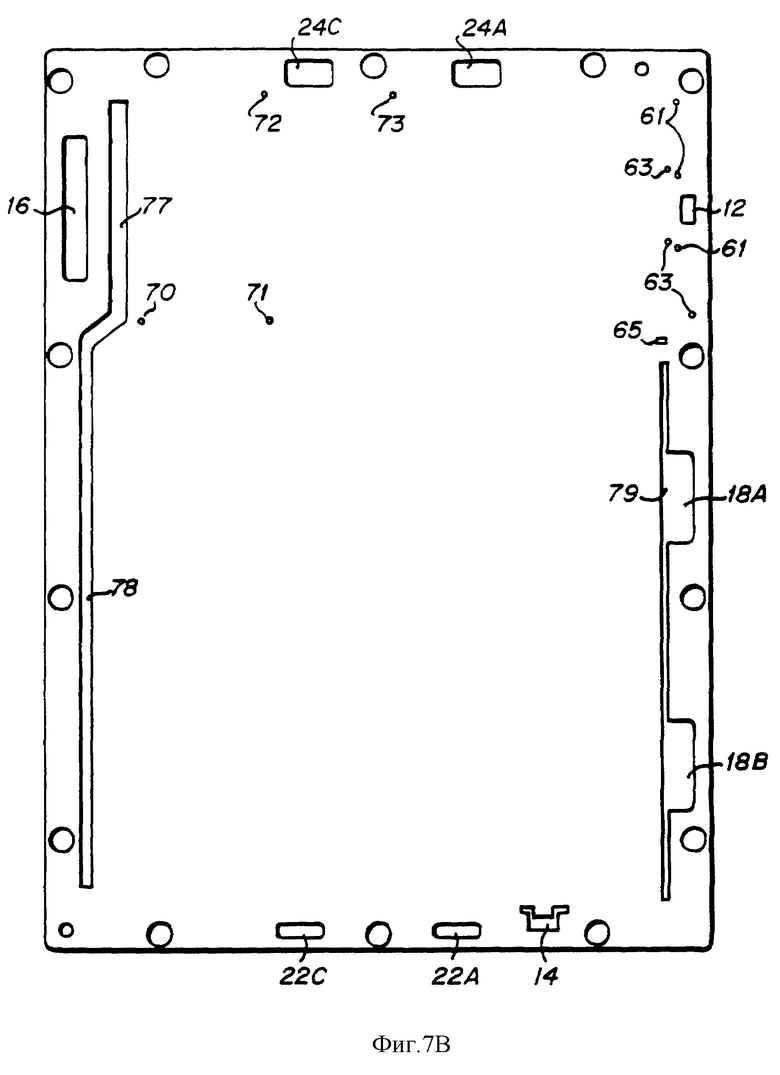
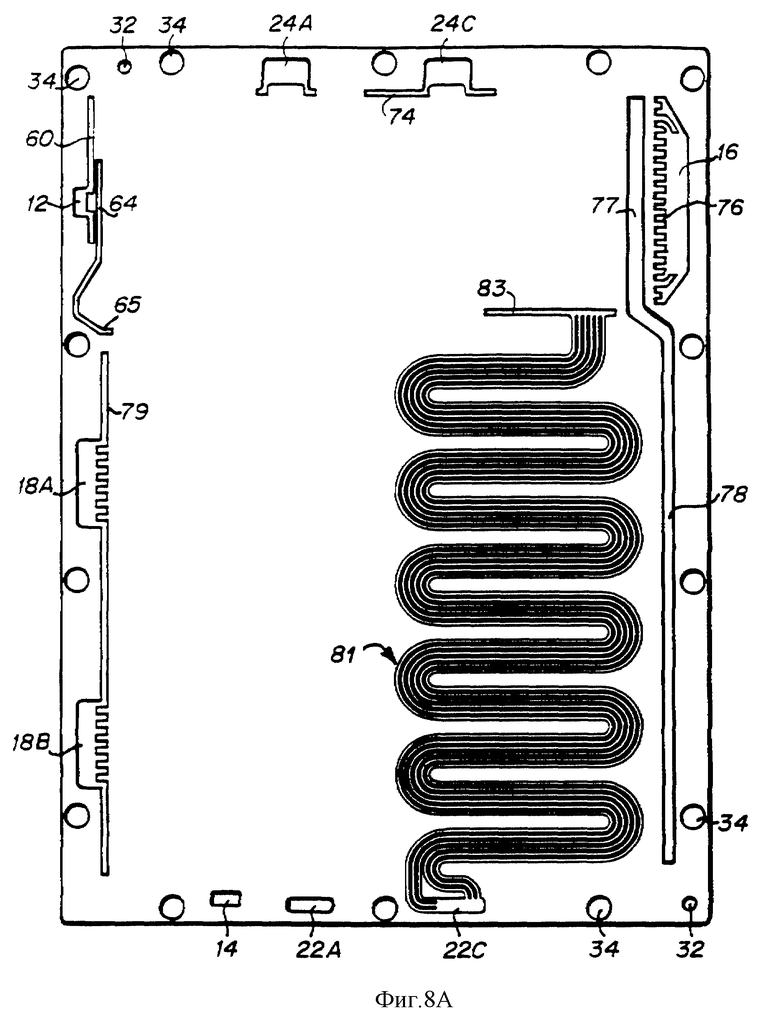
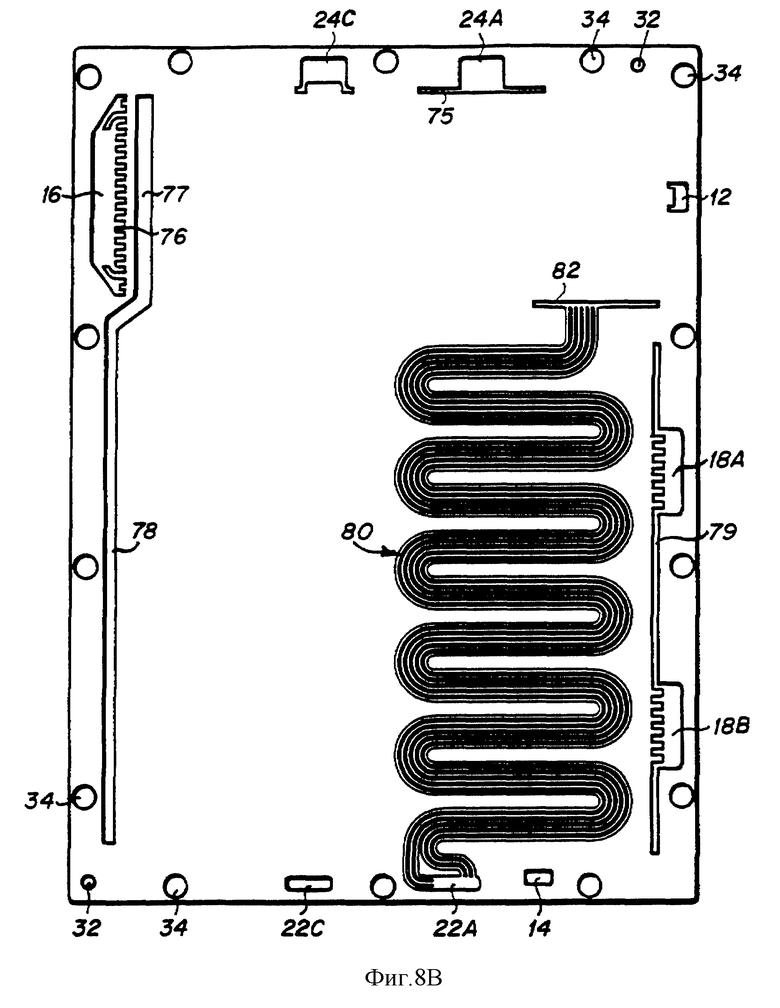
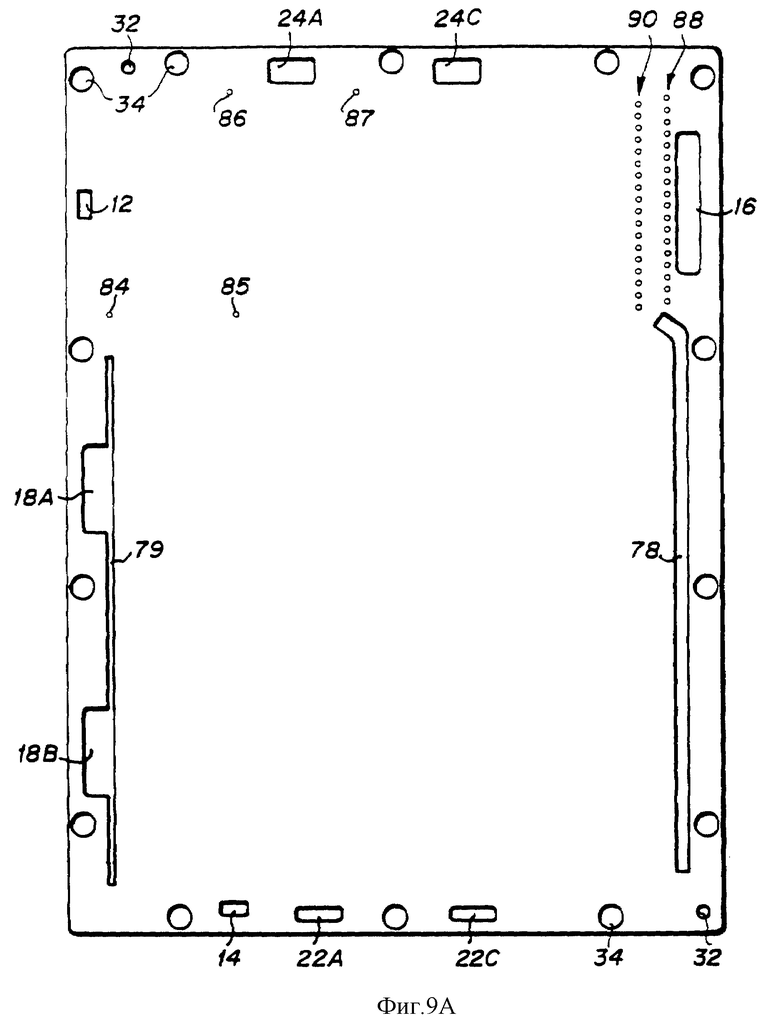

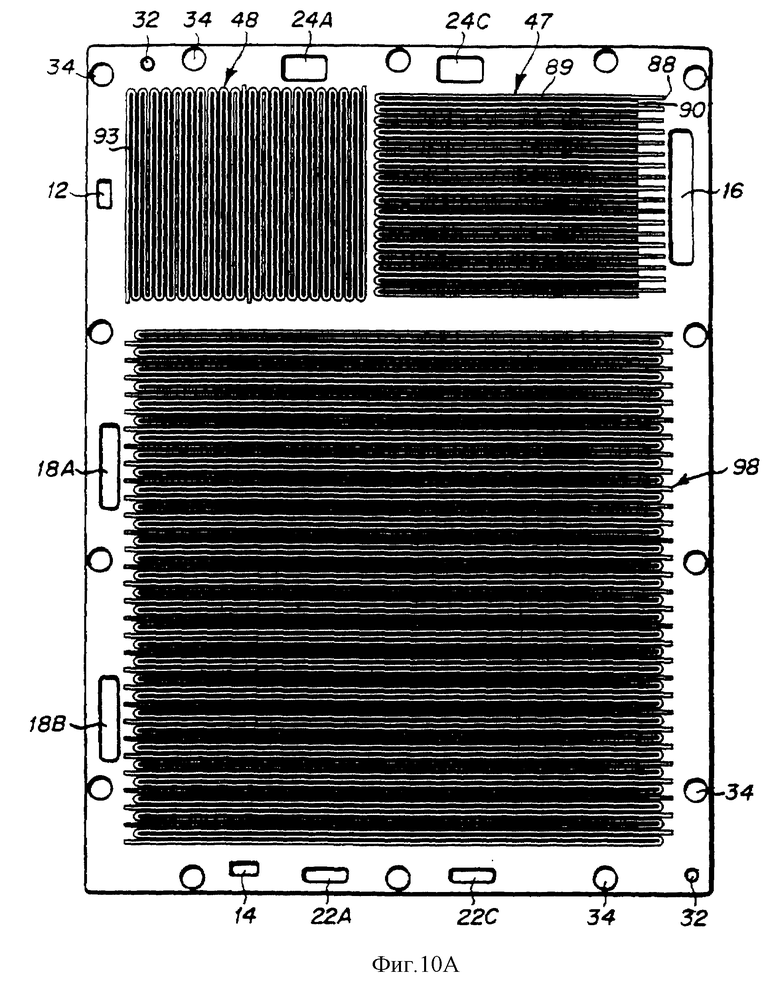
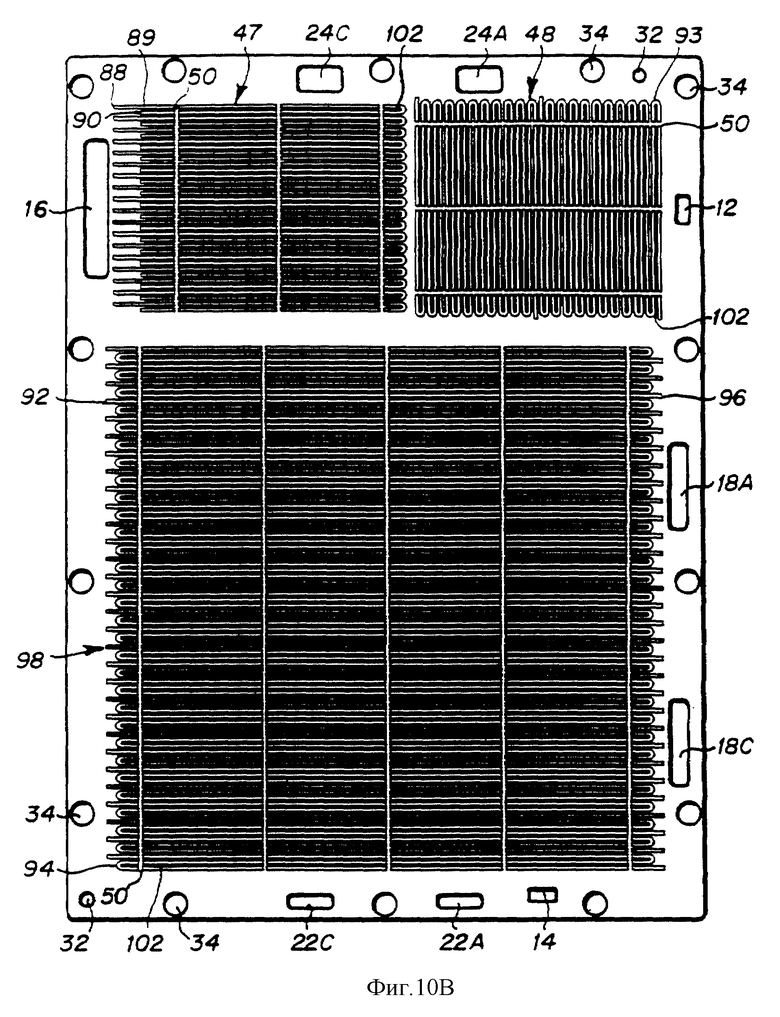
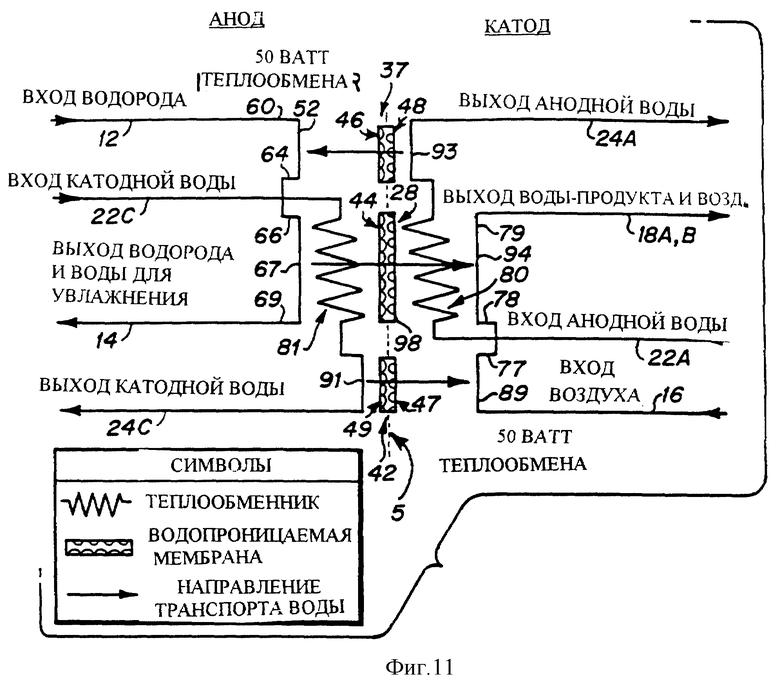
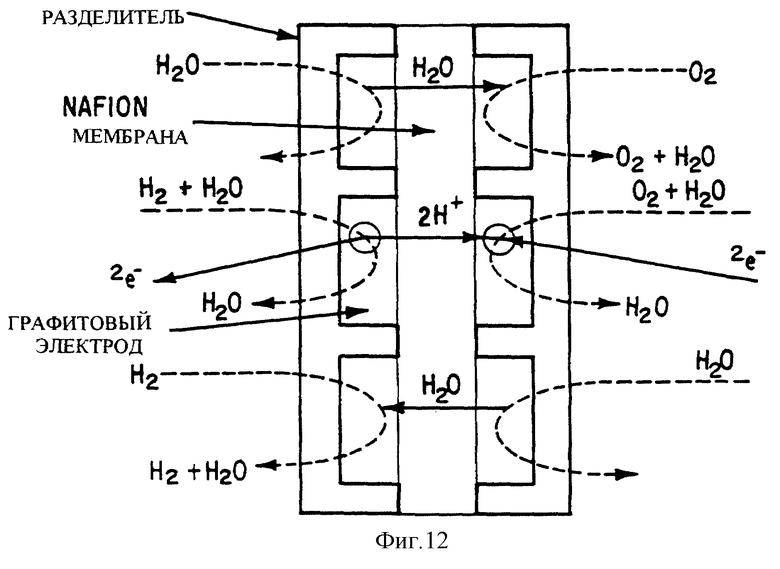
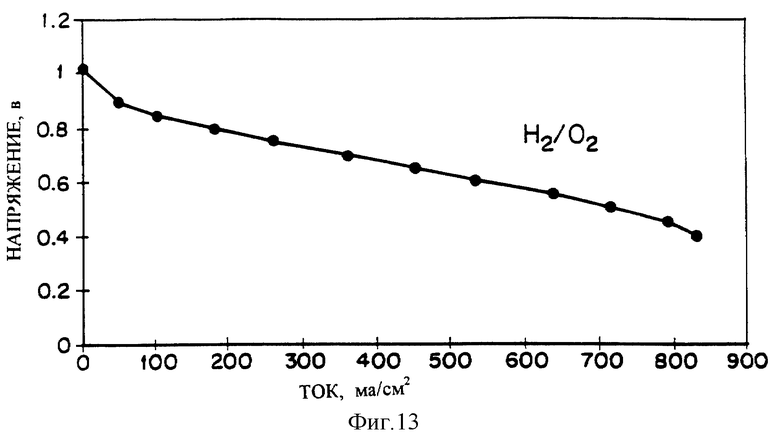
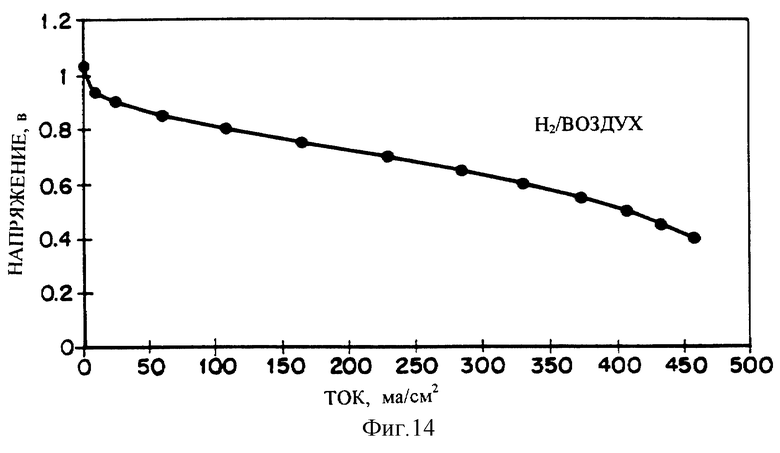
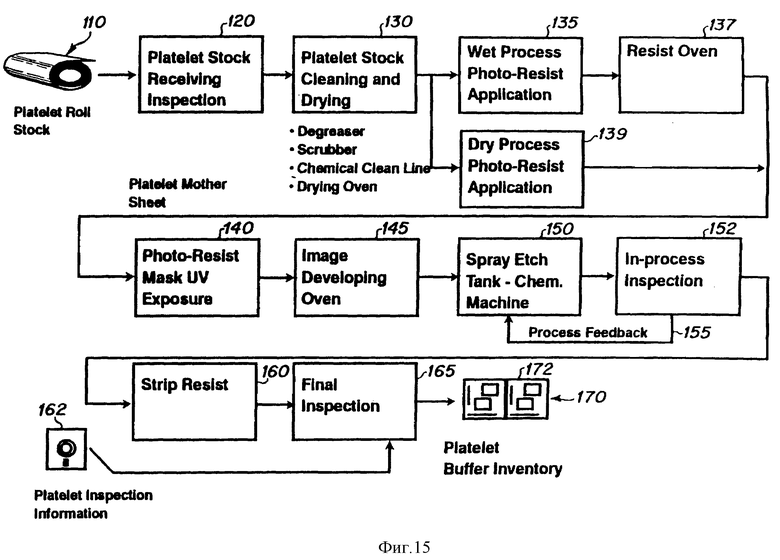
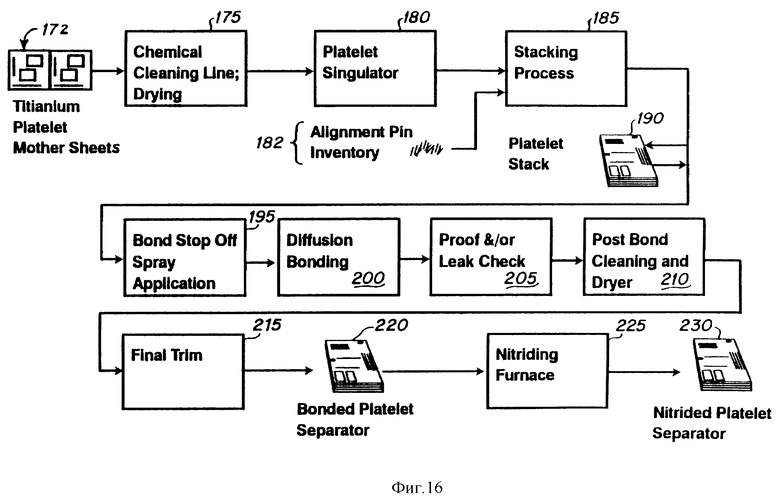
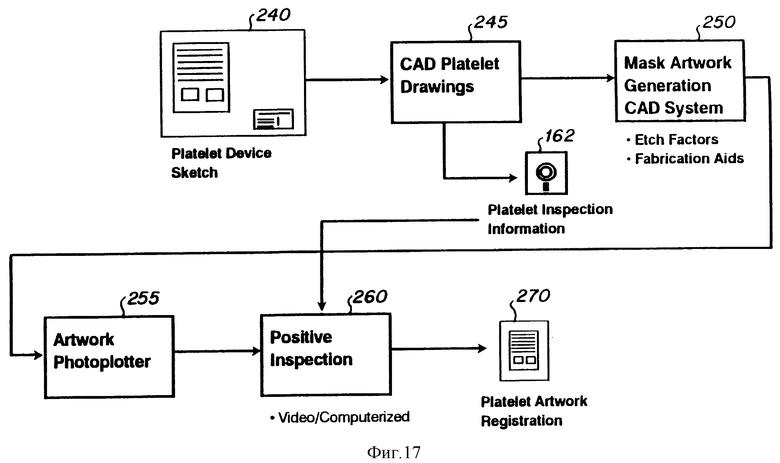
Изобретение относится к топливным элементам, состоящим из пакета пластин. Техническим результатом изобретения является создание усовершенствованной конструкции топливного элемента и способа его изготовления. Согласно изобретению батареи топливных элементов содержат пакетированные элементы с узлами разделитель/мембранный электрод, в которых разделители содержат ряд пакетированных пластин из тонкого листа, имеющих внутри себя серпантинные области микроканалов индивидуальной конфигурации для увлажнения реагирующих газов, активные области охлаждения. Индивидуальные пластины пакетируют с совпадающими по координатам деталями, прецизионно совмещенными с соседними пластинами, и соединяют для формирования монолитного разделителя. Обработка после соединения включает пассивацию, такую как нитридирование. Предпочтительным материалом пластин является Ti, в котором детали, серпантинные каналы, закругления, углубления, протоки, рельефы и отверстия формируют путем химического или лазерного травления, вырезания, выдавливания или пробивания отверстий, при сочетаниях слепого и сквозного травления, являющихся предпочтительными. Процесс производства пластин является непрерывным и быстрым. Путем использования конструирования и фотолитографии пластин возможно быстрое изменение в конструкции деталей для приспособления к широкому диапазону технологий распределения тепла и увлажнения. 3 с. и 17 з.п. ф-лы, 17 ил.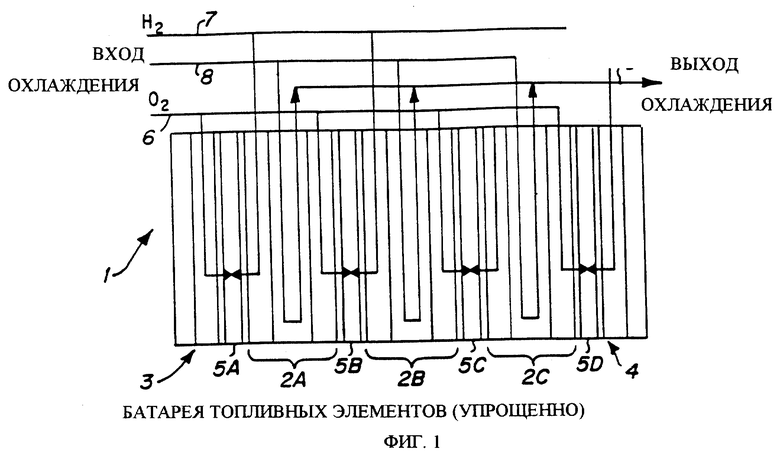
| US 5116695 A, 26.05.1992 | |||
| АМПЕРА ТУР НАЛ ТО1:«Г?.'!1!"ЛЯ БАТАРЕЯ | 0 |
|
SU298146A1 |
| US 5116696 A, 26.05.1992 | |||
| US 5192627 A, 09.03.1993 | |||
| US 5132174 A, 21.07.1992. | |||
